

Lo stampo inferiore si spaccò con un suono simile a uno sparo di fucile.
Piastra da un quarto di pollice. Niente di esotico. L’operatore aveva fatto i calcoli sul retro di un foglio d’impostazione: 575 × T² × L. La macchina era classificata come sicura. Il lavoro avrebbe dovuto essere di routine. Invece, stavamo spazzando via il carburo e spiegando alla contabilità perché una “semplice piega” fosse costata cinque cifre.
È allora che inizi a farti una domanda pericolosa: esattamente, cosa presupponeva quella formula?
Entra in qualsiasi officina di fabbricazione e qualcuno saprà recitarla a memoria: 575 volte lo spessore al quadrato per la lunghezza, diviso per l’apertura dello stampo. Sembra una legge di gravità. Inserisci i numeri, esce la forza.
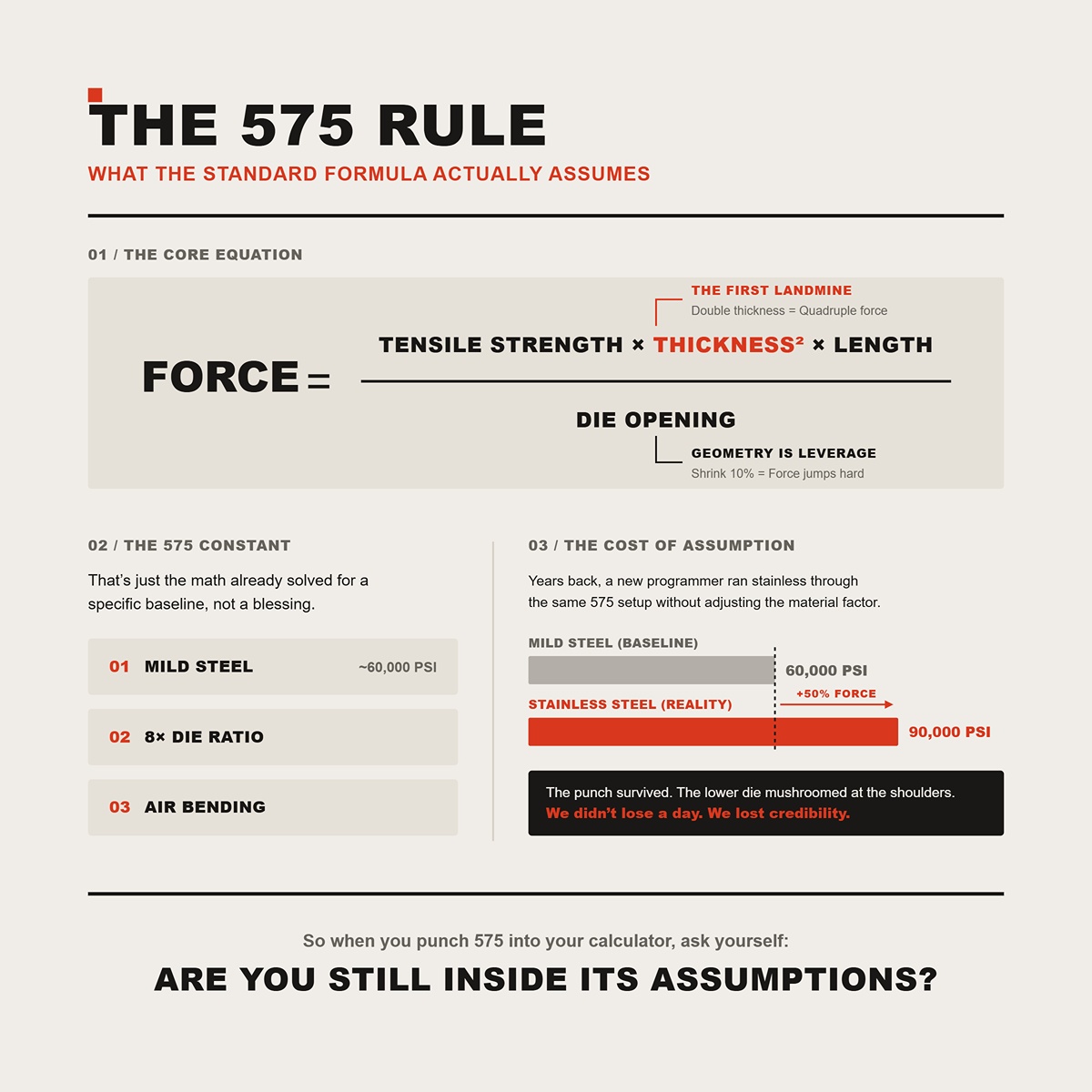
Ma 575 non è una legge della fisica. È una scorciatoia costruita attorno a un caso molto specifico: piegatura in aria di acciaio dolce, circa 60.000 PSI RESISTENZA A TRAZIONE, con un’apertura dello stampo pari a circa otto volte lo spessore del materiale. Cambiane anche solo uno, e non sei “vicino”. Sei in un’equazione diversa.
Ho visto un lavoro da 90 tonnellate trasformarsi in una realtà da 130 tonnellate perché qualcuno aveva cambiato lo stampo con uno più stretto per “affilare il raggio”. La macchina non si è lamentata. L’utensile sì.
Passiamo ai fatti concreti.
La forma più completa dietro quella scorciatoia del 575 è questa:
La forza è proporzionale a RESISTENZA A TRAZIONE × SPESSORE² × LUNGHEZZA ÷ APERTURA STAMPO.
Quel termine dello SPESSORE al quadrato è la prima mina. Raddoppia lo spessore e non raddoppi la forza — la quadruplichi. Ora nota cos’altro si nasconde lì: APERTURA STAMPO nel denominatore. Restringi l’ APERTURA V‑DIE di 10%, e la forza non aumenta gentilmente. Salta bruscamente perché la geometria è leva.
E la costante 575? È solo la matematica già risolta per l’acciaio dolce a circa 60.000 PSI con un rapporto di 8× RAPPORTO DELLO STAMPO nella piegatura in aria. È una base di riferimento, non una benedizione.
Anni fa, un nuovo programmatore fece passare acciaio inox — 90.000 PSI RESISTENZA A TRAZIONE — attraverso la stessa configurazione 575 senza regolare il fattore del materiale. Il punzone sopravvisse. Lo stampo inferiore si rigonfiò alle spalle. Non perdemmo un giorno. Perdemmo credibilità.
Quindi, quando inserisci 575 nella tua calcolatrice, chiediti: sei ancora dentro le sue assunzioni?
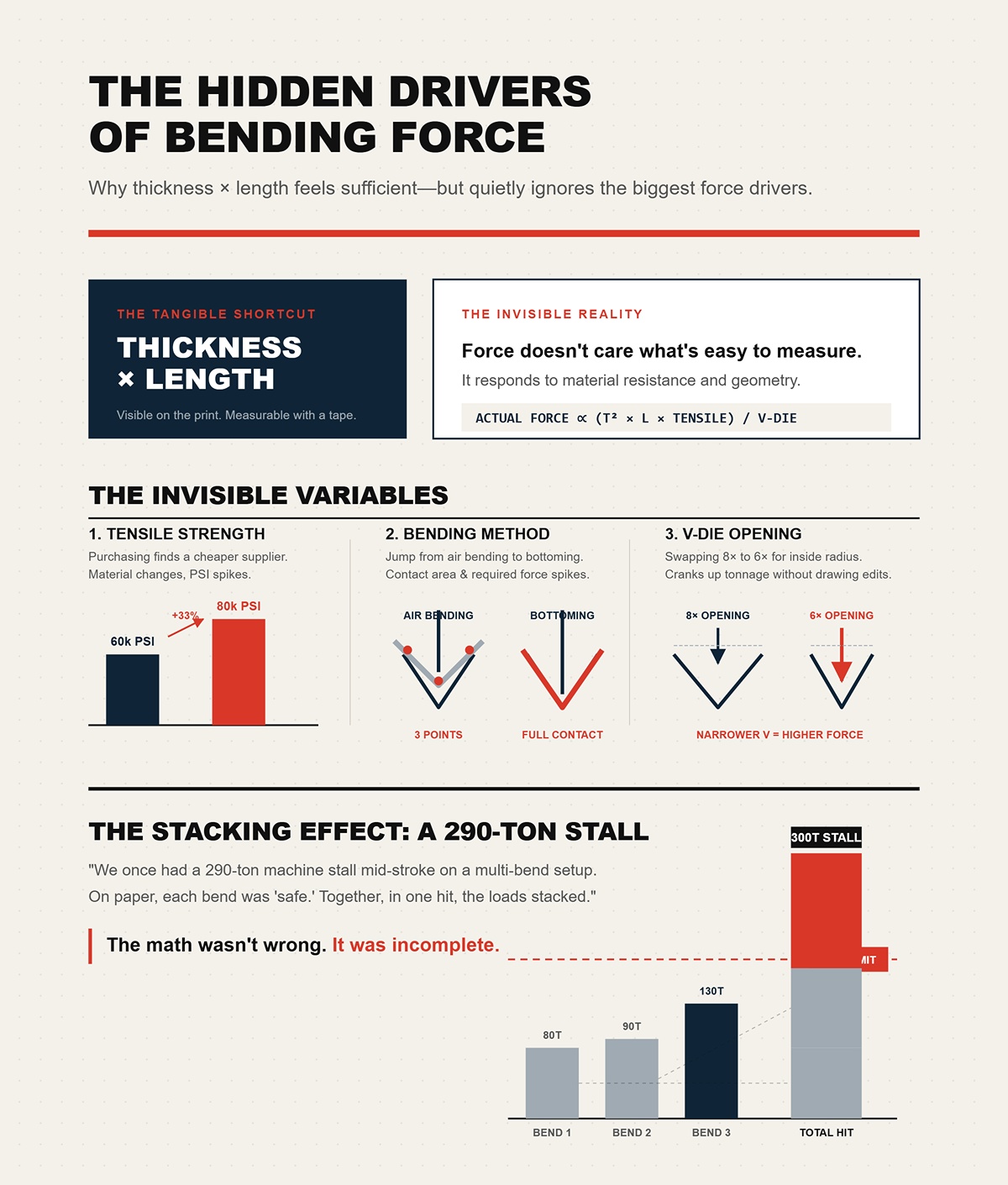
So perché i ragazzi adorano la scorciatoia. SPESSORE × LUNGHEZZA sembra tangibile. Lo puoi vedere sul disegno. Misurarlo con un metro.
Non puoi vedere RESISTENZA A TRAZIONE il passaggio da 60.000 a 80.000 PSI perché l’ufficio acquisti ha trovato un fornitore più economico. Non senti il salto dalla piegatura in aria all’appoggio completo, dove l’area di contatto — e la forza richiesta — aumentano rapidamente. E sicuramente non noti quando qualcuno passa da un rapporto 8× a un 6× APERTURA V‑DIE per controllare il raggio interno, aumentando di fatto la tonnellata richiesta senza toccare il disegno.
La forza non si cura di ciò che è facile da misurare. Risponde alla resistenza del materiale e alla geometria.
Una volta abbiamo avuto una macchina da 290 tonnellate che si è bloccata a metà corsa in una configurazione con più piegature. Sulla carta, ogni piega era “sicura”. Insieme, in un’unica corsa, i carichi si sono sommati. La matematica non era sbagliata. Era incompleta.

“Abbastanza vicino” è il modo in cui gli stampi muoiono.
Una sottostima del 20% non comporta solo il rischio di sovraccarico; concentra la tensione alle spalle dello stampo e sulla punta del punzone. L’acciaio non ti avverte gentilmente. Si deforma, poi si frattura. E quando si frattura, rimanda quell’urto nel tuo martinetto, nelle tue guide, nel tuo telaio.
Ho visto una pressa piegatrice idraulica torcersi quel tanto che basta sotto un carico imprevisto da iniziare a produrre angoli incoerenti lungo tutto il banco. Niente di drammatico. Solo una perdita progressiva di parallelismo che si è trasformata in settimane di inseguimento a problemi di ritorno elastico fantasma. La causa principale? Tonnellaggio calcolato per piegatura in aria, lavoro eseguito più vicino alla forza di imbutitura.
La formula non ha fallito. L'operatore sì — per aver presumuto che fosse universale.
Non rompi l’utensile perché la matematica è complicata. Lo rompi perché smetti di chiederti quali siano le assunzioni della matematica.
Qualche anno fa abbiamo preventivato una serie di lavorazioni su lamiera da un quarto di pollice in A36, dieci piedi di lunghezza. Su una matrice a V da 3 pollici, la lamiera risultava pari a circa 139 tonnellate. Pulito. Sicuro su una pressa da 150 tonnellate. Stesso spessore, stessa lunghezza — ma il cliente voleva un raggio interno più stretto, così il tecnico dell’impostazione prese una matrice da 1,5 pollici.
Il tonnellaggio salì a circa 300 tonnellate.
Nient’altro cambiato. Né SPESSORE. né LUNGHEZZA. Solo la geometria.
È lì che smette di essere “un problema di spessore” e diventa un problema di resistenza. La pressa piegatrice non si preoccupa di cosa riporti il disegno. Reagisce a tre cose: la resistenza del materiale allo stiramento, la leva che la geometria della matrice ti fornisce e quanto completamente forzi il metallo nella forma desiderata.
Se ne perdi una, la tua scorciatoia 575 si trasforma in una pistola carica con la cartuccia sbagliata in camera.
Quindi, se la 575 funziona solo entro le sue assunzioni, come calcolare accuratamente al di fuori di esse? Smetti di trattare il tonnellaggio come un valore da tabella e inizia a trattarlo come fisica: FORZA ∝ RESISTENZA A TRAZIONE × SPESSORE² × LUNGHEZZA ÷ APERTURA MATRICE — e poi correggi in base al metodo di piegatura.
Tre variabili. Ciascuna capace di raddoppiare il tuo carico senza toccare il disegno.
Vediamole una alla volta.
Un programmatore una volta sostituì acciaio dolce da 60.000 PSI con acciaio inox da 90.000 PSI e lasciò tutto il resto invariato nel calcolo. Stessa lamiera da un quarto di pollice. Stessa matrice. Stessa lunghezza.
Sulla carta? Impostazione identica.
In realtà, il tonnellaggio richiesto è aumentato del 50%.
Ecco perché. Quando si esegue la piegatura in aria, si stanno allungando le fibre esterne del materiale oltre il limite di snervamento. Più alto è il RESISTENZA A TRAZIONE, maggiore è lo sforzo che quelle fibre resistono prima di deformarsi plasticamente. La formula non “si preoccupa” dell’etichetta acciaio inox o al carbonio. Si scala direttamente con RESISTENZA A TRAZIONE.
Se la tua costante di riferimento presume 60.000 PSI e lavori con 90.000 PSI, il tuo moltiplicatore è:
90.000 ÷ 60.000 = 1,5
Non è un errore di arrotondamento. È un lavoro da 100 tonnellate che diventa da 150 tonnellate.
E l’acciaio inox peggiora la situazione. La sua resistenza allo snervamento è spesso più vicina alla resistenza alla trazione rispetto all’acciaio dolce, e si indurisce per deformazione più rapidamente. Ciò significa che con l’avanzare della piegatura, la resistenza aumenta. Il tuo freno lo percepisce come un picco di carico vicino al fondo della corsa.
Una volta ho visto un set di matrici segmentate nuovissimo scheggiarsi lungo le spalle perché qualcuno si era fidato di una tabella per acciaio dolce in un lavoro urgente con acciaio inox. La macchina era entro il limite di carico. L’utensile no. Non abbiamo scartato il pezzo. Abbiamo scartato la matrice.
L’acciaio inox non è “più pesante”. È più resistente a trazione. La formula ti ha già detto cosa fare — moltiplica per il rapporto tra RESISTENZA A TRAZIONE e la base di riferimento.
Se non regoli quel numero, non stai calcolando. Stai scommettendo.
Ora parliamo di leva.
La regola comune è un rapporto di 8:1 — APERTURA MATRICE A V ≈ 8 × SPESSORE per la piegatura in aria dell’acciaio dolce. Quel rapporto è incorporato nella maggior parte delle tabelle di tonnellaggio. È comodo. Prevedibile.
Ma 575 non è una legge della fisica.
Guarda di nuovo quell’esempio di lamiera da un quarto di pollice. Una matrice da 3 pollici rispetto a una da 1,5 pollici. Taglia il APERTURA STAMPO a metà e, poiché si trova al denominatore dell’equazione, la forza richiesta raddoppia.
Non aumenta. Raddoppia.
È pura meccanica. Una matrice più stretta riduce la distanza che il materiale deve coprire, il che aumenta il momento flettente necessario per forzare la deformazione plastica. Hai accorciato il braccio di leva. La pressa compensa con la forza.
Ecco la trappola: gli operatori stringono la matrice per “ripulire” il raggio interno o controllare il ritorno elastico. Il disegno non cambia. SPESSORE non cambia. Ma il tonnellaggio aumenta rapidamente perché la geometria è cambiata.
Ho visto un lavoro da 90 ton trasformarsi in una realtà da 130 ton perché qualcuno ha sostituito la matrice con una più stretta per “affilare il raggio”. Nessun allarme. Nessun dramma. Solo un set di matrici che lentamente cedeva sotto una sollecitazione per cui non era stato classificato.
E ricorda — i cataloghi degli utensili elencano il carico massimo in tonnellate per piede. A volte in tonnellate corte. A volte in tonnellate metriche. Una equivale a 2.000 libbre. L’altra no. Se le confondi, il margine di sicurezza svanisce.
Ridurre la APERTURA DELLA MATRICE A V è il modo più rapido per sovraccaricare una pressa senza toccare lo spessore del materiale.
Ora arriviamo a quella che coglie di sorpresa molte persone.
Prendi quella stessa lamiera. Stesso SPESSORE. Stesso RESISTENZA A TRAZIONE. Stesso APERTURA STAMPO.
Piegala in aria, e il materiale tocca solo la punta del punzone e le spalle della matrice. Tre punti. Area di contatto limitata. Forza controllata.
Ora appoggiala. Forzi il materiale ad aderire completamente alle pareti della matrice. L’area di contatto aumenta. L’attrito aumenta. La forza richiesta salta — spesso 3× o 4× il tonnellaggio della piegatura in aria.
Con coniatura? Non stai più solo piegando. Stai comprimendo il materiale lungo la linea di piega per eliminare il ritorno elastico. Ciò può portare la forza a 5× o 8× i requisiti della piegatura in aria.
Stesso disegno. Caso di carico completamente diverso.
Una volta ho visto una squadra passare dalla piegatura in aria a quella appoggiata a metà produzione per inseguire la costanza dell’angolo. Non hanno ricalcolato il tonnellaggio. La macchina non è esplosa. Ha solo iniziato a uscire lentamente dal parallelismo sotto carico, una deflessione del telaio sottile che abbiamo inseguito per settimane prima di ricondurla al metodo, non all’idraulica.
La piegatura in aria è una deformazione elastico‑plastica con minimo contatto con la matrice. L’appoggiata e la coniatura aggiungono formatura compressiva e pieno contatto della matrice. Più resistenza. Più forza.
Se calcoli il tonnellaggio senza specificare il METODO DI PIEGATURA, non hai finito l’equazione.
E se non hai finito l’equazione, non hai guadagnato il diritto di fidarti del numero.
Hai visto come RESISTENZA A TRAZIONE, APERTURA V‑DIE, e METODO DI PIEGATURA può lanciare la forza come una mazza.
Ora vuoi il calcolo vero e proprio. Non un grafico. Non un “abbastanza vicino.” Un numero passo dopo passo che puoi difendere quando arriva l’urto.
Bene. È così che smetti di rompere il ferro.
La costante standard che tutti citano è stata derivata per la piegatura in aria di acciaio dolce da 60.000 PSI con un rapporto di matrice convenzionale. È una cartuccia di base in una pistola carica. Cambia la cartuccia, cambia il rinculo. Quello che faremo ora è costruire una formula che renda visibili quelle cartucce — così saprai esattamente cosa c’è in camera prima di premere il grilletto.
E sì, terremo conto di RESISTENZA A TRAZIONE, effettive APERTURA V‑DIE, e METODO DI PIEGATURA esplicitamente — non come supposizioni nascoste dentro un numero magico.
Cominciamo con qualcosa di concreto.
Prendi una lastra da un quarto di pollice. 0,250 pollici di spessore. Lunghezza di piega di dieci piedi. Matrice a V da due pollici. Piegatura in aria.
La formula del tonnellaggio per piegatura in aria in forma imperiale è:
TONNELLATE PER PIEDE = (RESISTENZA A TRAZIONE × SPESSORE²) ÷ (1,33 × APERTURA V‑DIE)
Quel 1,33 non è mistico. Deriva dalla meccanica della flessione della trave e dalla conversione delle unità basate sull’acciaio da 60.000 PSI. È geometria e distribuzione delle tensioni condensate in una costante.
Inserisci i numeri per l’acciaio dolce da 60.000 PSI:
Quindi:
TONNELLATE PER PIEDE = (60.000 × 0,250²) ÷ (1,33 × 2,0) = (60.000 × 0,0625) ÷ 2,66 = 3.750 ÷ 2,66 ≈ 1.409 libbre per pollice ≈ 16,9 tonnellate per piede
Dieci piedi di lunghezza? Moltiplica:
16,9 × 10 = 169 tonnellate di forza totale richiesta.
Questo è piegatura ad aria. Sono 60.000 PSI. È una matrice da due pollici.
Ora non cambiare nulla tranne APERTURA V‑DIE a 1,5 pollici.
Il denominatore si riduce. La forza aumenta:
(60.000 × 0,0625) ÷ (1,33 × 1,5) = 3.750 ÷ 1,995 ≈ 1.879 libbre per pollice ≈ 22,5 tonnellate per piede
Dieci piedi diventano 225 tonnellate.
Stesso materiale. Stesso spessore. Stessa lunghezza. Mezzo pollice di variazione della matrice. Cinquantasei tonnellate di carico extra lungo il banco.
Non è un'anomalia della tabella. Sono le leggi della leva — il momento flettente aumenta man mano che la luce diminuisce.
Una volta ho visto un’officina tentare proprio quella mossa su una pressa piegatrice da 175 tonnellate. I calcoli indicavano 225 tonnellate. La targhetta diceva 175. L’hanno comunque azionata per una breve sezione vicino al centro. Il pistone si è incurvato in modo permanente. Non drammaticamente. Solo abbastanza da far sì che ogni piega lunga dopo inseguissi l’angolo da un’estremità all’altra. Non siamo mai più riusciti a raddrizzare quella macchina.
E non abbiamo ancora toccato acciaio inox o piegatura di fondo.
Nota un’altra cosa: questa formula fornisce la forza richiesta. Non ti dice se la tua macchina da 175 tonnellate × 10 piedi può fornire in sicurezza 169 tonnellate lungo l’intera lunghezza di dieci piedi, o solo vicino al centro. La classificazione della macchina e la richiesta di forza sono problemi diversi. Prima di fidarti del numero, devi sapere come la tua pressa piegatrice distribuisce il carico, come il suo sistema CNC di compensazione si comporta sotto stress, e se la sua struttura è progettata per una piegatura uniforme su tutta la lunghezza. Le moderne piattaforme CNC 100% come la pressa piegatrice CN-HAWE sono progettate per piegature ad alta precisione e controllo del carico reale, supportate da ricerca e sviluppo continui e test su sistemi di presse piegatrici e automazione—così la tonnellata calcolata può essere eguagliata da prestazioni stabili e ripetibili della macchina.
Per prima cosa calcola la forza richiesta. Poi confrontala con i limiti reali di distribuzione della macchina.
Ora parliamo del modo silenzioso in cui le persone mentono a sé stesse.
In sistema metrico, la stessa relazione di piegatura ad aria appare così:
kN per metro = (1,42 × RESISTENZA A TRAZIONE (MPa) × SPESSORE² (mm)) ÷ APERTURA V‑DIE (mm)
Quel 1,42 sostituisce l’imperiale 1,33 perché le conversioni delle unità sono già integrate. Contenitore diverso. Stessa fisica.
Ecco dove le officine si scottano: qualcuno mescola MPa con pollici. Oppure mm con PSI. O converte tonnellate in tonnellate metriche senza verificare se la valutazione dell’attrezzatura fosse in tonnellate corte (2.000 lb) o tonnellate metriche (2.204 lb).
Duemila contro 2.204 non sembra molto. È il dieci per cento. Su un carico da 200 tonnellate, sono 20 tonnellate di “oops”.”
Ho visto uno stampo marchiato per 150 tonnellate metriche al metro essere trattato come 150 tonnellate corte al piede. Non è un errore di arrotondamento. È superare lo strumento di un miglio. Le spalle si sono crepate al terzo colpo.
Le unità non sono contabilità. Sono moltiplicatori di forza quando le sbagli.
Quindi ecco la regola: scegli un sistema di unità e restaci dentro da RESISTENZA A TRAZIONE fino alla tonnellata finale. Convertilo solo una volta, alla fine, se devi.
Ora carichiamo una cartuccia diversa.
Supponiamo che la tua lamiera da un quarto di pollice non sia acciaio dolce da 60.000 PSI. È acciaio inox da 90.000 PSI.
Il modo corretto per regolare è:
FATTORE DI CORREZIONE DEL MATERIALE (MCF) = RESISTENZA A TRAZIONE REALE ÷ 60.000
Quindi:
MCF = 90.000 ÷ 60.000 = 1,5
Non “aggiungi un po” di più”. Moltiplichi l’intero risultato della piegatura all’aria per 1,5.
Prendiamo il nostro precedente valore di 22,5 tonnellate per piede sull’utensile da 1,5 pollici:
22,5 × 1,5 = 33,75 tonnellate per piede.
Dieci piedi?
337,5 tonnellate richieste.
Ecco come un setup che sembrava richiedere 169 tonnellate con acciaio dolce diventa silenziosamente oltre 300 tonnellate con acciaio inox e matrice più stretta.
Ora aggiungi il metodo sopra.
Moltiplicatore piegatura all’aria = 1,0. Il fondo può essere da 4 a 5× la piegatura all’aria. La coniatura può arrivare a 8–10×.
Se lavori a fondo quel pezzo in acciaio inox anche solo a 4×:
337,5 × 4 = 1.350 tonnellate.
Stesso disegno. Stesso spessore. Stessa lunghezza.
Fisica diversa.
Ecco la parte che la maggior parte delle formule nasconde: la MCF presuppone una scala lineare con la resistenza a trazione. Per la maggior parte degli acciai strutturali nelle gamme normali della pressa piegatrice, è abbastanza accurato. Ma le leghe ad alta resistenza che si incrudiscono rapidamente possono far aumentare il carico vicino al fondo della corsa. Quel picco non è incluso nella costante di base. È lì che contano il giudizio dell’operatore e il monitoraggio del carico in tempo reale.
Una volta ho visto una squadra “provarne una” con una lamiera ad alta resistenza senza ricalcolare MCF. La pressa ha raggiunto la pressione di picco prima di arrivare alla profondità programmata. La valvola di sicurezza ha urlato. La matrice è sopravvissuta. Le guarnizioni idrauliche no.
Una formula unificata non elimina il rischio. Lo mette in evidenza. Ti costringe a vedere che:
Forza richiesta = (Forza base di piegatura all’aria derivata dalla geometria) × MCF × MOLTIPLICATORE DEL METODO
Solo dopo di ciò si confronta con:
Questo è il controllo completo della camera prima di premere il grilletto.
Successivamente, eseguiremo questo calcolo unificato in scenari reali di officina — e vedrai come piccoli cambiamenti nelle variabili si accumulano in carichi distruttivi per la macchina più velocemente di quanto ti aspetteresti.
Vuoi sapere quanto velocemente piccoli cambiamenti si accumulano in un carico che può danneggiare la macchina?
Bene. È la domanda giusta.
Abbiamo già costruito l’equazione unificata — forza base di piegatura all’aria derivata dalla geometria, moltiplicata per FATTORE DI CORREZIONE DEL MATERIALE, moltiplicata per MOLTIPLICATORE DEL METODO. Ora la applicheremo a lavori reali, quelli che ti arrivano sulla scrivania alle 14:30 di giovedì quando il cliente “ne ha bisogno per domani”.”
Stessa geometria. Guarda cosa succede quando tocchiamo una variabile alla volta.
Immagina una staffa in acciaio dolce da 10 gauge. Lo spessore è di 0,135 pollici. La lunghezza della piega è di 48 pollici. Scegli una matrice 8×, quindi il tuo APERTURA V‑DIE è circa 1,08 pollici. Lo arrotonderemo a 1,0 pollice per mantenere i calcoli semplici e leggermente conservativi.
Il materiale è acciaio dolce di riferimento: RESISTENZA A TRAZIONE = 60.000 PSI.
Piegatura all’aria. Nessun trucco.
Parti dalla formula:
TONNELLATE PER PIEDE = (RESISTENZA A TRAZIONE × SPESSORE²) ÷ (1,33 × APERTURA V‑DIE)
Quindi:
Convertire in tonnellate per piede:
821 lb/in × 12 in ≈ 9.852 lb/ft ≈ 4,9 tonnellate per piede.
Il tuo pezzo è lungo 4 piedi:
4,9 × 4 = 19,6 tonnellate totali.
Diciamo 20 tonnellate di forza richiesta.
È noioso. È sicuro. È su questo che si basano le tabelle — piegatura ad aria, acciaio dolce, rapporto matrice “normale”.
Ed è qui che gli apprendisti diventano presuntuosi.
Una volta un ragazzo ha visto un risultato di 25 tonnellate come questo e ha detto: “Potremmo eseguirlo su qualsiasi macchina dell’officina.” Due ore dopo ha provato un lavoro simile con lamiera calibro 10 vicino al bordo del banco su una vecchia pressa meccanica. Il carico fuori centro ha storto la traversa quanto bastava per incrinare la punta del punzone. Lezione economica. Poteva andare peggio.
I lavori di base ti fanno credere che la formula sia universale.
Non lo è.
Stesso disegno. Stessa piega di 48 pollici. Stesso spessore di 0,135.
Ora il cliente passa all’acciaio inox 304. Tipico RESISTENZA A TRAZIONE? Circa 90.000 PSI.
E l’operatore decide di “stringere il raggio” con uno da 0,75 pollici APERTURA V‑DIE invece di 1,0.
Sono state cambiate due variabili. Guarda cosa succede.
Per prima cosa, geometria con la nuova matrice:
Convertire:
1.642 × 12 ≈ 19.704 lb/ft ≈ 9,85 tonnellate per piede.
Lungo quattro piedi:
9,85 × 4 ≈ 39,4 tonnellate.
Il “lavoro da 20 tonnellate” è appena diventato un lavoro da 40 tonnellate.
Non è successo nulla di esotico. Non abbiamo raddoppiato lo spessore. Non abbiamo cambiato la lunghezza. Abbiamo aumentato RESISTENZA A TRAZIONE di 1,5× e ridotto APERTURA V‑DIE di 25%.
La forza è raddoppiata.
È esattamente così che un’officina si butta giù da un precipizio. Ho visto un lavoro da 90 tonnellate trasformarsi in una realtà da 130 tonnellate perché qualcuno ha cambiato con una matrice più stretta per “affilare il raggio”. La macchina non si è lamentata. L’attrezzatura sì. Microfessure nelle spalle della matrice comparse tre settimane dopo, sotto un ciclo più pesante.
“Ma 575 non è una legge della fisica.”
No. È una scorciatoia basata sull’acciaio dolce e su matrici generose. Cambia uno dei due, e il braccio di leva cambia. Il momento flettente aumenta perché hai accorciato la campata e aumentato la resistenza del materiale allo stesso tempo.
Ora ti ritrovi a guardare 40 tonnellate invece di 20.
Ti senti ancora tranquillo?
Restiamo con la configurazione in acciaio inox sopra: spessore 0,135, lunghezza 48 pollici, matrice da 0,75 pollici, RESISTENZA A TRAZIONE = 90.000 PSI.
La piegatura aerea richiedeva circa 40 tonnellate totali.
Ora cambiamo metodo.
La piegatura a fondo — dove il punzone spinge il materiale fino al contatto completo con l’angolo della matrice — richiede tipicamente almeno 2× la forza della piegatura aerea per la stessa geometria. Non è un’opinione. È il materiale che viene forzato oltre il recupero elastico, fino alla conformità plastica con le pareti della matrice.
Quindi:
40 tonnellate × 2 = 80 tonnellate.
Minimo.
Alcuni materiali, specialmente l’acciaio inox incrudito, superano quel valore quando si avvicina al fondo della corsa, perché l’area di contatto aumenta rapidamente e l’attrito schizza. La curva di carico si fa più ripida vicino al fondo — proprio dove le macchine raggiungono la pressione idraulica di picco.
Il lavoro che sembrava comodo da 20 tonnellate nella piegatura aerea dell’acciaio dolce è ora un’operazione di piegatura a fondo dell’inox da 80 tonnellate.
Quattro volte la base.
Stesso disegno.
Ho visto una squadra fare una piegatura a fondo di quello che pensavano fosse un lavoro da 50 tonnellate in acciaio inox su una pressa da 60 tonnellate. I calcoli per la piegatura aerea erano corretti. Si erano dimenticati del MOLTIPLICATORE DEL METODO. La macchina ha raggiunto la pressione di sicurezza a metà corsa e si è fermata. Hanno provato di nuovo. La matrice è sopravvissuta. Le tolleranze delle guide del martinetto no. Quella pressa non ha mai più tracciato diritto.
Ecco lo schema che dovresti vedere:
Non sono correzioni minori. Si sommano.
E la macchina non si cura di ciò che diceva la tabella. Percepisce solo la forza lungo il banco — distribuita, concentrata, fuori centro, qualunque cosa le venga data.
Quindi, quando un disegno cambia materiale, o qualcuno prende una matrice più stretta, o la produzione decide di piegare a fondo invece che a aria per “bloccare l’angolo”, non si indovina.
Ricostruisci il carico da zero. Poi lo confronti con la capacità reale della macchina lungo esattamente quella lunghezza di piega — non con la fantasia della targhetta.
Perché la formula è una pistola carica. Sicura quando sai esattamente cosa c’è nel tamburo.
Letale quando presumi che ogni cartuccia sia uguale.
Hai elaborato i numeri. Hai regolato per RESISTENZA A TRAZIONE, stretto il APERTURA V‑DIE, moltiplicato per la piegatura inferiore. Il calcolatore indica 80 tonnellate.
Allora come fai a sapere se la tua pressa da 100 tonnellate può davvero sopportare quel carico su 6 piedi senza contorcersi fino a diventare rottame?
Dato che il portafoglio prodotti di CN-HAWE è basato su CNC 100% e copre scenari di fascia alta nel taglio laser, piegatura, scanalatura, cesoiatura, se il passo successivo è parlare direttamente con il team, Contattaci è il passo più naturale.
Ecco la parte che nessuno inserisce nella tabella: la formula presume utensili perfetti, carico perfettamente distribuito e materiale perfettamente comportato. È una fantasia. Le officine reali usano matrici consumate, pezzi fuori centro, lamiere a grana mista e macchine che consegnano la piena capacità nominale solo su parte della lunghezza del banco. Una pressa da 175 tonnellate × 10 piedi non è da 175 tonnellate ovunque; se spingi quella forza lungo tutta la lunghezza del banco, incarnerai il telaio a meno che tu non capisca come si distribuisce il carico.
La matematica ti dà un numero. La macchina percepisce uno schema.
Quel divario è dove gli utensili si frantumano.
Una volta ho visto una squadra piegare una lamiera da un quarto di pollice vicino all’estremità di un banco lungo perché “c’era spazio”. Il TONNELLATE PER PIEDE calcolato era corretto. Quello che non hanno rispettato è che la piena portata nominale era sicura solo su circa il 60% di quella lunghezza del banco. Il telaio si è deformato. Incurvatura permanente. Quella pressa non ha mai più raggiunto la parallela senza spessori e preghiere.
Una spalla di matrice affilata concentra la forza lungo una linea di contatto pulita. È ciò su cui si basa la tua equazione.
Ora immagina una matrice che ha eseguito migliaia di colpi su acciaio inox. Il raggio una volta nitido alle SPALLE DELLA MATRICE si è appiattito. Invece di una linea di contatto stretta, hai una zona di contatto diffusa. Più superficie. Più attrito. Maggiore resistenza al flusso del materiale.
La forza aumenta.
Non perché RESISTENZA A TRAZIONE cambiato. Non per questo SPESSORE cambiato. Perché sono cambiati l’attrito e la geometria del contatto, e la tua formula non prevede una voce per “attrezzatura rovinata”.”
Ipoteticamente — e lo definisco come una stima da officina, non uno studio di laboratorio — ho visto lavori identici richiedere, a sensazione, dal 15 al 30 % di forza in più quando si passava da matrici nuove rettificate di precisione a matrici di produzione logorate. Il suono della pressa cambia. La pressione idraulica aumenta vicino al fondo della corsa. L’angolo diventa ostinato.
Il calcolatore dice ancora 40 tonnellate.
La macchina dice il contrario.
Ho distrutto un set di matrici di precisione da 40 000 lb fidandomi della matematica pulita invece dell’acciaio sporco. I numeri erano corretti. L’attrezzatura no. Le micro‑crepe hanno iniziato a formarsi sulla spalla usurata e si sono propagate sotto un lavoro successivo più pesante. Le abbiamo trovate quando un angolo si è spezzato a metà piega e ha rigato il pezzo del cliente.
Non puoi inserire l’usura in un’elegante SPESSORE² formula. Devi guardare il metallo davanti a te e chiederti cosa ha passato.
La tonnellatura totale è solo metà della storia.
Le presse piegatrici sono classificate in tonnellate lungo una lunghezza — tonnellate per piede, tonnellate per metro. Questa valutazione presuppone una distribuzione. Se il carico è distribuito uniformemente, il telaio lo sostiene come un ponte sostiene il traffico.
Ora metti un pezzo stretto sotto un punzone affilato a piccolo raggio vicino a un’estremità del banco.
Non hai superato la TONNELLATURA DISPONIBILE. Ma hai prodotto un picco TONNELLATE PER PIEDE in una breve sezione e lo hai spostato fuori centro. Il martinetto e il banco non vedono “80 tonnellate totali”. Vedono un momento flettente concentrato che cerca di torcerli.
Questo è il problema del punzone appuntito.
I punzoni personalizzati con nasi stretti e matrici a V ridotte restringono la zona di contatto. La stessa forza calcolata ora passa attraverso meno acciaio nell’attrezzatura e meno larghezza nella struttura della macchina. La tensione cresce rapidamente perché la tensione è uguale alla forza divisa per l’area. Riduci l’area, raddoppi la tensione.
Ho visto un lavoro da 90 tonnellate trasformarsi in una realtà da 130 tonnellate perché qualcuno ha sostituito la matrice con una più stretta per “affilare il raggio”. L’aumento della forza totale era evidente. Ciò che non era evidente era il picco locale sulla punta del punzone. La punta si è scheggiata. Poi si è craterizzata. Poi ha iniziato a imprimere quel cratere in ogni pezzo finché non ce ne siamo accorti.
E ricorda quel limite di lunghezza del banco. Molte macchine erogano in sicurezza la piena potenza su circa il 60 % del banco. Concentrare il carico in 60 cm al bordo significa non trovarsi più nella zona confortevole del catalogo.
Il tuo calcolo potrebbe essere corretto in tonnellate totali.
Può comunque essere sbagliato per il tuo telaio.
Due lamiere. Stesso timbro di qualità. Stesso RESISTENZA A TRAZIONE sulla carta.
Piega una parallela alla direzione di laminazione. Piega l’altra perpendicolare.
Non si comportano allo stesso modo.
La laminazione allunga la struttura dei grani. Quando pieghi attraverso la fibra, combatti quella struttura in modo diverso rispetto a quando pieghi lungo la fibra. Il ritorno elastico cambia. L’angolo di piega necessario cambia. A volte la curva di forza vicino al fondo corsa si accentua perché il materiale resiste alla compressione in modo diverso lungo quell’orientamento.
La tua formula tratta l’acciaio come argilla isotropa — stesse proprietà in ogni direzione.
Non lo è.
E poi c’è l’incrudimento. L’acciaio inossidabile in particolare aumenta la resistenza man mano che si deforma. Più lo spingi, più oppone resistenza. Ciò significa che gli ultimi gradi di un’operazione a fondo corsa possono richiedere una forza sproporzionatamente maggiore rispetto a quella prevista nella prima fase della corsa. La cella di carico — se sei abbastanza attento da controllarla — mostrerà quel picco.
Una volta ho spaccato un punzone durante una lunga serie in acciaio inox perché avevamo ruotato le lamiere a metà lotto per ottimizzare gli sfridi. Metà dei pezzi si piegavano bene. Le lamiere ruotate richiedevano una sovrapiega maggiore e colpivano più forte al fondo. L’attrezzatura percepiva la differenza anche se il disegno no.
Il materiale ha memoria. Il tuo calcolatore no.
Il che ci porta alla domanda che dovresti farti prima di ogni ciclo serio: non “Qual è la potenza teorica?” ma “Qual è la massima TONNELLATE PER PIEDE che la mia macchina può erogare in sicurezza, su questa esatta lunghezza, in questa precisa posizione, con questa specifica condizione di utensileria?”
Non è più un problema di formula.
È un processo di validazione dell’operatore.
Hai fatto il calcolo. Hai corretto per RESISTENZA A TRAZIONE, corretto per APERTURA STAMPO, moltiplicato per la piegatura a fondo corsa invece che per quella in aria. Bene.
Ora dimentica l’orgoglio che provi per quel foglio di calcolo.
Perché alla macchina non importa quanto sia elegante il tuo TONNELLATE PER PIEDE numero. Le importa dove viene applicata quella forza, per quanto tempo viene applicata e se la struttura in acciaio sotto quel premistampo può sopportarla senza snervarsi. È qui che smettiamo di essere matematici e diventiamo operatori.
Ecco il protocollo. Non teoria. Non chiacchiere da catalogo. Una sequenza.
Primo: confronta TONNELLATE PER PIEDE con ciò che la tua macchina può erogare in sicurezza sulla lunghezza esatta che stai piegando. Secondo: costruisci un vero margine di sicurezza che tenga conto dei cambi di metodo e delle incognite. Terzo: rendi il primo colpo uno strumento diagnostico, non un atto di fede.
Una volta ho visto una pressa piegatrice da 175 tonnellate prendere una deformazione permanente perché qualcuno si fidava della tonnellata totale invece che della distribuzione. I calcoli dicevano 160 tonnellate totali. La macchina ne ha viste 40 TONNELLATE PER PIEDE accumulate vicino alla fine del banco. L’acciaio ha ceduto. Non si è mai ripresa.
Una pressa valutata a 100 tonnellate su 10 piedi non è una macchina da 100 tonnellate ovunque.
È una macchina da 10 TONNELLATE PER PIEDE — supponendo una distribuzione uniforme lungo la lunghezza di lavoro.
Ora prendi un pezzo di 2 piedi e posizionalo a 12 pollici dal lato sinistro. Se il tuo calcolo dice 25 TONNELLATE PER PIEDE, stai chiedendo a quella sezione del premistampo e del banco di sostenere 50 tonnellate concentrate in una piccola area. Gli altri otto piedi non stanno facendo nulla.
Le specifiche di catalogo presuppongono una distribuzione. I telai sono progettati come ponti — carico distribuito lungo la campata. Se lo concentri, il momento flettente in quella sezione locale aumenta bruscamente. La deflessione non è più lineare. È geometrica.
Ed è qui che gli operatori si fanno ingannare: il totale TONNELLATURA DISPONIBILE potrebbe essere sotto il massimo della macchina, ma lo STRESS — forza divisa per area — supera ciò che quel segmento del premistampo può sopportare.
Ho visto una piccola staffa in acciaio inox, lunga appena due piedi, torcere in modo permanente il lato sinistro di un banco perché l’operatore aveva centrato le dita del riscontro posteriore invece che il pezzo. La macchina non aveva superato il totale TONNELLAGGIO. Ha superato il buon senso strutturale.
Quindi si convalida in questo modo:
Se la tua richiesta per piede supera la capacità per piede della macchina in quella posizione, non sei “un po” aggressivo”. Stai sovraccaricando strutturalmente.
Anche se i tuoi numeri tornano sulla carta, non si usa una pressa al 100 % della CAPACITÀ.
Non spingi un diesel al limitatore a ogni turno, giusto?.
Perché l’80 %? Perché la tua formula non sa tutto. Non tiene conto della direzione della grana, dell’usura della matrice, delle variazioni di attrito, delle oscillazioni di temperatura dell’olio idraulico, o della differenza tra una matrice valutata in tonnellate corte per piede e una in tonnellate metriche per metro con un angolo diverso. Una matrice marcata 60 in un catalogo non è sempre più robusta di una marcata 46 in un altro, a meno che non converti le unità e le condizioni di valutazione.
Ecco il meccanismo: man mano che ti avvicini al carico massimo del telaio, la deflessione aumenta in modo non lineare. Una piccola forza aggiuntiva genera una deformazione strutturale sproporzionatamente maggiore. È in quel momento che i sistemi di bombatura raggiungono il limite. È lì che i perni iniziano a usurarsi. È lì che cominciano le microfessure.
Ora aggiungi il metodo di piegatura.
Piegatura in aria come base? Bene — la regola dell’80 % ha senso. Con appoggio a fondo con forza 1,5×? Il tuo margine si è appena ridotto. Con coniatura a 5×? La regola dell’80 % diventa priva di significato perché il picco di carico al fondo corsa può superare istantaneamente la capacità nominale.
Una volta ho visto un operatore appoggiare a fondo un pezzo che era stato piegato in aria per tutta la settimana perché “l’angolo stava cambiando”. Quel cambio di metodo ha spinto la FORZA RICHIESTA oltre la capacità nominale CAPACITÀ anche se il calcolo originale per piegatura in aria era sicuro. I paraoli del pistone non si sono rotti quel giorno. Il telaio si è deformato nel tempo. Sei mesi dopo stavamo spessorando attorno a una deformazione permanente.
Il margine di sicurezza non è codardia. È tener conto di ciò che la tua formula non può vedere.
È qui che la metafora della pistola carica diventa reale.
La formula ti dice cosa dovrebbe accadere. Il primo colpo ti dice cosa sta accadendo.
Convalidi per fasi:
Se il carico cresce più rapidamente di quanto previsto dalla tua CURVA DI FORZA, fermati. Qualcosa è cambiato — forse la reale RESISTENZA A TRAZIONE è più alta delle specifiche, forse la APERTURA STAMPO è effettivamente più piccola a causa dell’usura, forse stai andando involontariamente a fondo corsa.
I sensori di carico digitali di oggi ti mostrano deviazioni che i vecchi grafici non potevano mai rivelare. Se la tua richiesta calcolata era 20 TONNELLATE PER PIEDE e la macchina segnala 26 in rapida crescita negli ultimi gradi, non è “abbastanza vicino”. È un errore del 30%.
Ho distrutto un set di punzoni segmentati all’inizio della mia carriera perché mi fidavo più del numero che del suono. Il manometro mi stava dicendo che la curva del carico era più ripida di quanto avrebbe dovuto essere. Ho continuato comunque. Il segmento si è spaccato alla cava. Il calcolo era corretto per la piegatura in aria. La macchina stava andando a fondo corsa perché il fermo di profondità era fuori di un capello.
Ecco l’unica cosa che devi portare avanti:
La formula non è l’autorità. È un’ipotesi.
La macchina — la sua capacità del telaio, i suoi limiti per piede, il suo feedback di carico in tempo reale — è l’esperimento. Se i due non concordano, credi all’acciaio più che alla teoria.


















