

Le matrice inférieure s’est fendue avec un bruit de coup de fusil.
Plaque de un quart de pouce. Rien d’exotique. L’opérateur avait fait le calcul au dos d’une feuille de configuration : 575 × T² × L. La machine était censée être sûre. Le travail aurait dû être routinier. Au lieu de cela, nous ramassions du carbure et expliquions au service comptable pourquoi une “simple pliure” coûtait cinq chiffres.
C’est là qu’on commence à poser une question dangereuse : que supposait exactement cette formule ?
Entrez dans n’importe quel atelier de fabrication et quelqu’un pourra la réciter par cœur : 575 fois l’épaisseur au carré fois la longueur, divisée par l’ouverture de la matrice. Ça sonne comme la gravité. On entre les nombres, la force en sort.
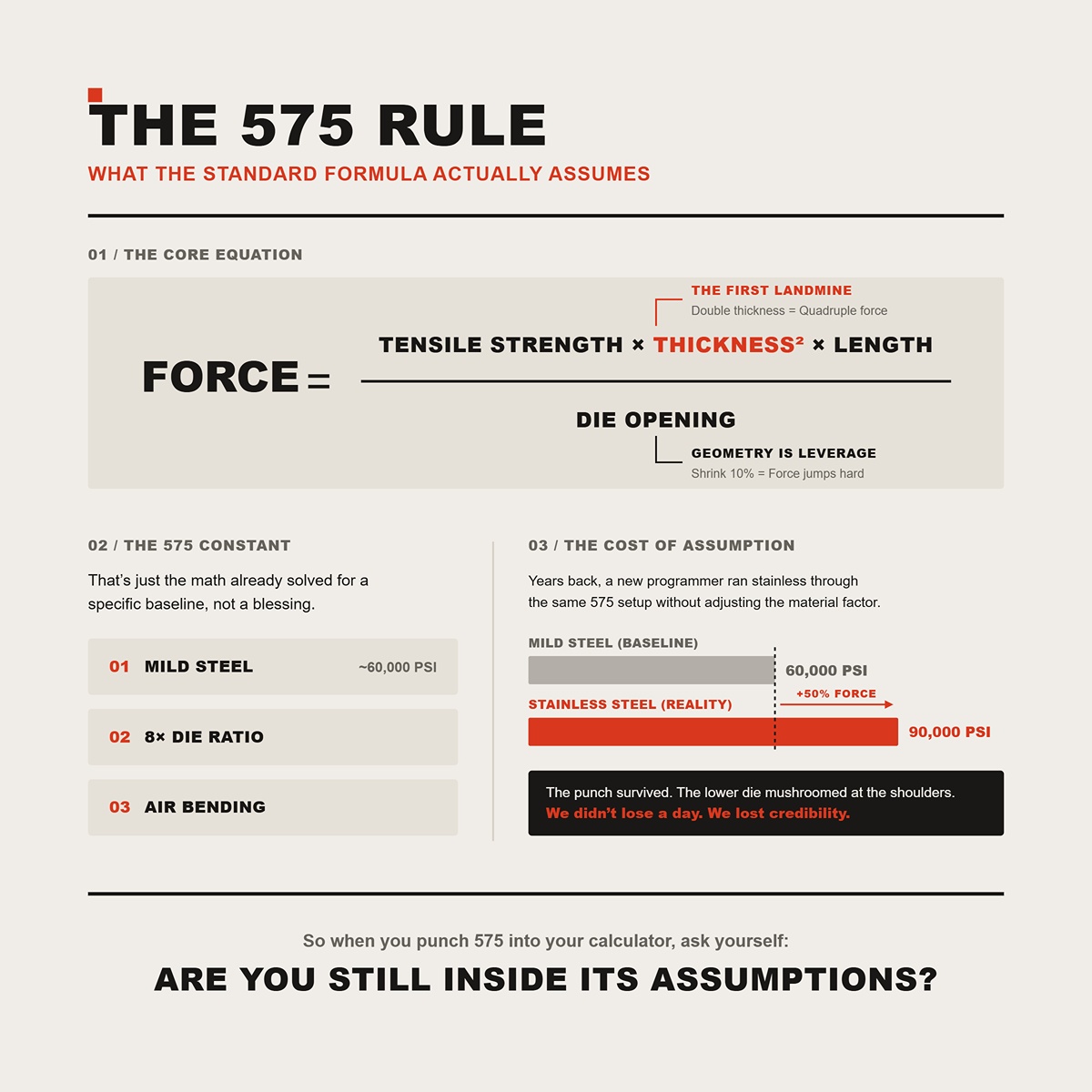
Mais 575 n’est pas une loi de la physique. C’est un raccourci basé sur un cas bien précis : pliage à l’air de l’acier doux, environ 60 000 PSI RÉSISTANCE À LA TRACTION, avec une ouverture de matrice d’environ huit fois l’épaisseur du matériau. Changez l’un de ces paramètres et vous n’êtes pas “proche”. Vous êtes dans une autre équation.
J’ai vu un travail de 90 tonnes devenir une réalité de 130 tonnes parce que quelqu’un avait choisi une matrice plus étroite pour “affiner le rayon”. La machine ne s’est pas plainte. L’outillage, si.
Passons au concret.
La forme complète derrière ce raccourci de 575 ressemble à ceci :
La force est proportionnelle à RÉSISTANCE À LA TRACTION × ÉPAISSEUR² × LONGUEUR ÷ OUVERTURE DE MATRICE.
Ce terme d’ ÉPAISSEUR au carré est la première mine. Doubler l’épaisseur ne double pas la force — cela la quadruple. Maintenant, regardez bien ce qui se cache aussi là : OUVERTURE DE MATRICE dans le dénominateur. Rétrécissez la OUVERTURE DE MATRICE EN V par 10%, et la force ne monte pas gentiment. Elle bondit violemment car la géométrie, c’est du levier.
Et la constante 575 ? Ce n’est que le calcul déjà résolu pour l’acier doux à environ 60 000 PSI avec un facteur 8× RAPPORT DE MATRICE en pliage à l’air. C’est une base de référence, pas une bénédiction.
Il y a des années, un nouveau programmeur a travaillé de l’inox — 90 000 PSI RÉSISTANCE À LA TRACTION — avec le même réglage 575 sans ajuster le facteur matériau. Le poinçon a survécu. La matrice inférieure s’est déformée en forme de champignon aux épaules. Nous n’avons pas perdu une journée. Nous avons perdu notre crédibilité.
Alors, quand vous entrez 575 dans votre calculatrice, demandez-vous : êtes-vous toujours dans ses hypothèses ?
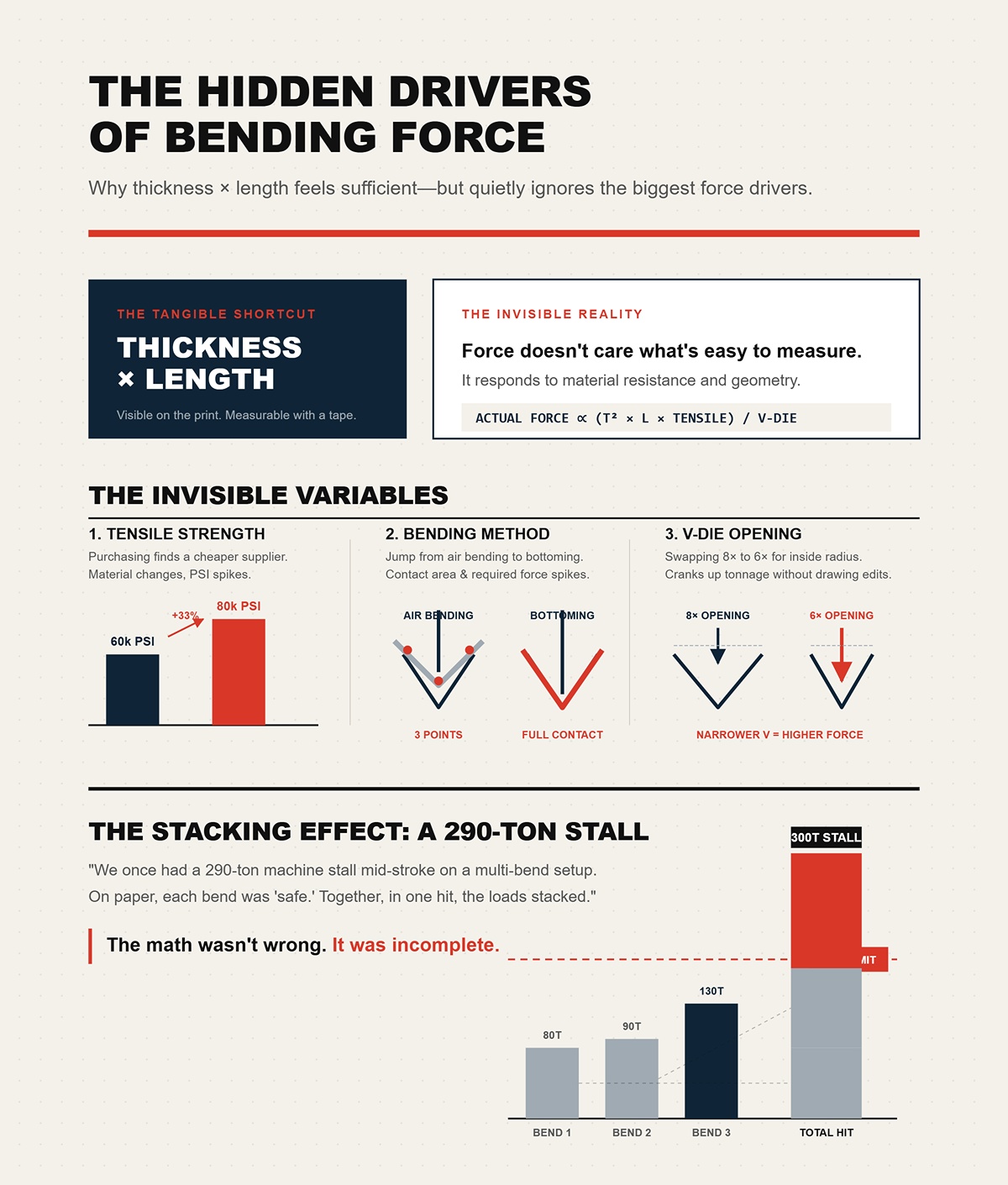
Je sais pourquoi les gars adorent le raccourci. ÉPAISSEUR × LONGUEUR semble concret. On peut le voir sur le plan. Le mesurer avec un mètre.
On ne peut pas voir RÉSISTANCE À LA TRACTION le passage de 60 000 à 80 000 PSI parce que le service des achats a trouvé un fournisseur meilleur marché. On ne sent pas le saut du pliage à l’air au matage, où la zone de contact — et la force requise — grimpe brutalement. Et on ne remarque certainement pas quand quelqu’un passe d’un facteur 8× à un 6× OUVERTURE DE MATRICE EN V pour contrôler le rayon intérieur, augmentant effectivement la tonnage nécessaire sans toucher au dessin.
La force ne se soucie pas de ce qui est facile à mesurer. Elle répond à la résistance du matériau et à la géométrie.
Nous avons eu une machine de 290 tonnes qui s’est arrêtée en milieu de course sur un montage à multiples plis. Sur le papier, chaque pli était “ sûr ”. Ensemble, en un seul coup, les charges se sont accumulées. Le calcul n’était pas faux. Il était incomplet.

“ Assez proche ” est la façon dont l’outillage meurt.
Une sous‑estimation de 20% ne risque pas seulement une surcharge ; elle concentre les contraintes aux épaules de la matrice et à la pointe du poinçon. L’acier ne vous prévient pas gentiment. Il se déforme, puis se fracture. Et quand il se fracture, il renvoie ce choc dans votre coulisseau, vos guides, votre bâti.
J’ai vu une presse plieuse hydraulique se déformer juste assez sous une charge inattendue pour commencer à produire des angles incohérents sur toute la table. Rien de dramatique. Juste une perte progressive de parallélisme qui s’est transformée en des semaines à traquer de faux problèmes de retour élastique. La cause profonde ? Le tonnage calculé pour le pliage en l’air, alors que le travail était exécuté plus près de la force de matriçage.
La formule n’a pas échoué. C’est l’opérateur qui a échoué — en supposant qu’elle était universelle.
On ne casse pas les outils parce que les calculs sont compliqués. On les casse parce qu’on cesse de se demander sur quelles hypothèses reposent ces calculs.
Il y a quelques années, nous avons proposé une série de tôles de quart de pouce en A36, dix pieds de long. Sur une matrice en V de 3 pouces, la feuille donnait environ 139 tonnes. Propre. Sûr sur une presse de 150 tonnes. Même épaisseur, même longueur — mais le client voulait un rayon intérieur plus serré, alors le préparateur a pris une matrice de 1,5 pouce.
Le tonnage est passé à environ 300 tonnes.
Rien d’autre n’a changé. Pas ÉPAISSEUR. Pas LONGUEUR. Juste la géométrie.
C’est là que cela cesse d’être “un problème d’épaisseur” pour devenir un problème de résistance. La presse plieuse ne se soucie pas de ce que mentionne le plan. Elle réagit à trois choses : la résistance du matériau à l’étirement, le levier que lui donne la géométrie de la matrice, et à quel point vous forcez le métal à prendre sa forme.
En oublier une, et votre raccourci 575 se transforme en arme chargée avec la mauvaise cartouche dans la chambre.
Alors, si le 575 ne fonctionne que dans ses hypothèses, comment calculer avec précision en dehors de celles‑ci ? Vous cessez de traiter le tonnage comme une valeur de tableau et commencez à le traiter comme de la physique : FORCE ∝ RÉSISTANCE À LA TRACTION × ÉPAISSEUR² × LONGUEUR ÷ OUVERTURE DE MATRICE — puis vous ajustez selon la méthode de pliage.
Trois variables. Chacune capable de doubler votre charge sans toucher au plan.
Prenons‑les une par une.
Un programmeur a une fois remplacé un acier doux de 60 000 PSI par un inox de 90 000 PSI et n’a rien changé d’autre dans le calcul. Même tôle de quart de pouce. Même matrice. Même longueur.
Sur le papier ? Configuration identique.
En réalité, le tonnage requis a augmenté de 50%.
Voici pourquoi. Lorsque vous effectuez un pliage par air, vous étirez les fibres extérieures du matériau au-delà de la limite d’élasticité. Plus la RÉSISTANCE À LA TRACTION, est élevée, plus ces fibres résistent à la contrainte avant de se déformer plastiquement. La formule ne “ se soucie ” pas du label acier inoxydable ou carbone. Elle se base directement sur la RÉSISTANCE À LA TRACTION.
Si votre constante de référence suppose 60 000 PSI et que vous utilisez 90 000 PSI, votre multiplicateur est :
90 000 ÷ 60 000 = 1,5
Ce n’est pas une erreur d’arrondi. C’est un travail de 100 tonnes qui devient un travail de 150 tonnes.
Et l’inox aggrave encore la situation. Sa limite d’élasticité est souvent plus proche de sa résistance à la traction que celle de l’acier doux, et il s’écrouit plus rapidement. Cela signifie qu’au fur et à mesure que le pli progresse, la résistance augmente. Votre presse perçoit cela comme un pic de charge près du bas de la course.
J’ai vu une fois un jeu de matrices segmentées flambant neuf s’ébrécher sur les épaules parce que quelqu’un s’est fié à un tableau d’acier doux pour un travail urgent en inox. La machine était dans les limites de capacité. L’outillage, non. Nous n’avons pas mis la pièce au rebut. Nous avons mis la matrice au rebut.
L’inox n’est pas “ plus lourd ”. Il est plus résistant en traction. La formule vous a déjà dit quoi faire : multiplier par le rapport entre la RÉSISTANCE À LA TRACTION réelle et la valeur de référence.
Si vous n’ajustez pas ce nombre, vous ne calculez pas. Vous jouez.
Parlons maintenant de levier.
La règle courante est un rapport de 8:1 — OUVERTURE DE MATRICE EN V ≈ 8 × ÉPAISSEUR pour le pliage par air de l’acier doux. Ce rapport est intégré dans la plupart des tableaux de tonnage. Il est confortable. Prévisible.
Mais 575 n’est pas une loi de la physique.
Regardez à nouveau l’exemple de la plaque de quart de pouce. Une matrice de 3 pouces contre une matrice de 1,5 pouce. Coupez l’ OUVERTURE DE MATRICE en deux et, puisqu’elle figure au dénominateur de l’équation, la force requise double.
Pas une augmentation. Double.
C’est de la mécanique pure. Une matrice plus étroite réduit la portée que le matériau doit franchir, ce qui augmente le moment de flexion nécessaire pour provoquer une déformation plastique. Vous avez raccourci le bras de levier. La presse compense par la force.
Voici le piège : les opérateurs resserrent la matrice pour “ nettoyer ” le rayon intérieur ou contrôler le retour élastique. Le dessin ne change pas. ÉPAISSEUR ne change pas. Mais le tonnage grimpe rapidement parce que la géométrie a changé.
J’ai vu un travail de 90 tonnes se transformer en une réalité de 130 tonnes parce que quelqu’un avait remplacé la matrice par une plus serrée afin de “ renforcer le rayon ”. Pas d’alarmes. Pas de drame. Juste un jeu de matrices cédant lentement sous une contrainte pour laquelle il n’était jamais prévu.
Et souvenez‑vous — les catalogues d’outillage indiquent la charge maximale en tonnes par pied. Parfois en tonnes courtes. Parfois en tonnes métriques. L’une correspond à 2 000 livres. L’autre, non. Confondez‑les et votre marge de sécurité disparaît.
Réduire la OUVERTURE EN V DE LA MATRICE est le moyen le plus rapide de surcharger une presse sans toucher à l’épaisseur du matériau.
Nous arrivons maintenant à celle qui prend les gens par surprise.
Prenez cette même plaque. Même ÉPAISSEUR. Même RÉSISTANCE À LA TRACTION. Même OUVERTURE DE MATRICE.
Faites un pliage à l’air, et le matériau ne touche que la pointe du poinçon et les épaules de la matrice. Trois points. Zone de contact limitée. Force contrôlée.
Ensuite, matez‑la. Vous forcez le matériau à entrer en contact complet avec les parois de la matrice. La zone de contact augmente. Le frottement augmente. La force requise bondit — souvent de 3× à 4× le tonnage du pliage à l’air.
Coincez‑la ? Vous ne pliez plus simplement. Vous comprimez le matériau sur la ligne de pli pour éliminer le retour élastique. Cela peut faire grimper la force à 5× à 8× les exigences du pliage à l’air.
Même plan. Cas de charge entièrement différent.
J’ai vu une équipe passer du pliage à l’air au matage en plein cycle pour poursuivre la constance de l’angle. Ils n’ont pas recalculé le tonnage. La machine n’a pas explosé. Elle a simplement commencé à se désaligner sous la charge, une légère déformation du châssis que nous avons poursuivie pendant des semaines avant de la relier à la méthode, non à l’hydraulique.
Le pliage à l’air est une déformation élasto‑plastique avec un contact minimal entre la matrice et le matériau. Le matage et le coinçage ajoutent la formation par compression et un engagement complet de la matrice. Plus de résistance. Plus de force.
Si vous calculez le tonnage sans préciser la MÉTHODE DE PLIAGE, vous n’avez pas terminé l’équation.
Et si vous n’avez pas terminé l’équation, vous n’avez pas gagné le droit de faire confiance au nombre.
Vous avez vu comment RÉSISTANCE À LA TRACTION, OUVERTURE DE MATRICE EN V, et MÉTHODE DE PLIAGE peut manier la force comme une masse.
Maintenant, vous voulez le calcul réel. Pas un graphique. Pas un “ à peu près ”. Un nombre étape par étape que vous pouvez défendre quand le bélier s’abat.
Bien. C’est ainsi que vous arrêtez de casser le fer.
La constante standard que tout le monde cite a été dérivée pour le pliage à l’air d’un acier doux à 60 000 PSI avec un ratio de matrice conventionnel. C’est une cartouche de base dans une arme chargée. Changez la cartouche, le recul change. Ce que nous allons faire maintenant, c’est construire une formule qui rende ces cartouches visibles — afin que vous sachiez exactement ce qui se trouve dans la chambre avant d’appuyer sur la gâchette.
Et oui, nous allons prendre en compte RÉSISTANCE À LA TRACTION, le véritable OUVERTURE DE MATRICE EN V, et MÉTHODE DE PLIAGE explicitement — pas comme des hypothèses cachées dans un nombre magique.
Commençons par quelque chose de concret.
Prenez une plaque d’un quart de pouce. 0,250 pouce d’épaisseur. Longueur de pliage de dix pieds. Matrice en V de deux pouces. Pliage à l’air.
La formule de tonnage pour le pliage à l’air en système impérial est :
TONNES PAR PIED = (RÉSISTANCE À LA TRACTION × ÉPAISSEUR²) ÷ (1,33 × OUVERTURE DE MATRICE EN V)
Ce 1,33 n’a rien de mystique. Il provient de la mécanique de la flexion de poutre et de la conversion d’unités intégrées autour de l’acier doux à 60 000 PSI. C’est la géométrie et la distribution des contraintes condensées en une constante.
Remplissez avec les valeurs pour l’acier doux à 60 000 PSI :
Donc :
TONNES PAR PIED = (60 000 × 0,250²) ÷ (1,33 × 2,0) = (60 000 × 0,0625) ÷ 2,66 = 3 750 ÷ 2,66 ≈ 1 409 livres par pouce ≈ 16,9 tonnes par pied
Dix pieds de long ? Multipliez :
16,9 × 10 = 169 tonnes de force totale requise.
C’est du pliage à l’air. C’est 60 000 PSI. C’est une matrice de deux pouces.
Maintenant ne changez rien sauf OUVERTURE DE MATRICE EN V à 1,5 pouces.
Le dénominateur diminue. La force augmente :
(60 000 × 0,0625) ÷ (1,33 × 1,5) = 3 750 ÷ 1,995 ≈ 1 879 livres par pouce ≈ 22,5 tonnes par pied
Dix pieds deviennent 225 tonnes.
Même matériau. Même épaisseur. Même longueur. Un demi‑pouce de changement de matrice. Cinquante‑six tonnes de charge supplémentaire sur la table.
Ce n’est pas une anomalie de tableau. C’est la mécanique du levier — le moment de flexion augmentant à mesure que la portée diminue.
J’ai vu un atelier essayer exactement cette manœuvre sur une presse plieuse de 175 tonnes. Les calculs indiquaient 225 tonnes. La plaque signalétique disait 175. Ils l’ont quand même faite pour une petite section près du centre. Le vérin s’est voûté définitivement. Pas spectaculaire. Juste assez pour que chaque pli long après cela fasse varier l’angle d’un bout à l’autre. Nous n’avons jamais pu redresser cette machine.
Et nous n’avons même pas encore abordé l’inox ni le pliage en fond de matrice.
Remarquez autre chose : cette formule donne la force requise. Elle ne dit pas si votre machine de 175 tonnes × 10 pieds peut délivrer en toute sécurité 169 tonnes sur toute la portée de dix pieds, ou seulement près du centre. La capacité de la machine et la demande de force sont deux problèmes différents. Avant de faire confiance au chiffre, vous devez savoir comment votre presse plieuse répartit la charge, comment son système CNC de compensation de flèche réagit sous contrainte, et si sa structure est conçue pour un pliage uniforme sur toute la longueur. Les plateformes CNC modernes 100% telles que la presse plieuse CN-HAWE sont conçues pour un pliage de haute précision et un contrôle de charge réel, soutenues par une R&D continue et des essais sur les systèmes de presse plieuse et d’automatisation — afin que le tonnage calculé puisse être atteint avec des performances stables et répétables de la machine.
Commencez par calculer la force requise. Ensuite, comparez-la aux limites de répartition réelles de la machine.
Parlons maintenant de la manière silencieuse dont les gens se mentent à eux-mêmes.
En système métrique, la même relation de pliage à l’air ressemble à ceci :
kN par mètre = (1,42 × RÉSISTANCE À LA TRACTION (MPa) × ÉPAISSEUR² (mm)) ÷ OUVERTURE EN V DU MATRICE (mm)
Le 1,42 remplace le 1,33 impérial parce que les conversions d’unités sont déjà intégrées. Différente enveloppe. Même physique.
C’est là que les ateliers se font piéger : quelqu’un mélange les MPa avec les pouces. Ou les mm avec les PSI. Ou convertit des tonnes en tonnes métriques sans vérifier si la résistance de l’outillage était en tonnes courtes (2 000 lb) ou en tonnes métriques (2 204 lb).
Deux mille contre 2 204, cela ne semble pas énorme. C’est 10 %. Sur une charge de 200 tonnes, cela fait 20 tonnes de “ oups ”.”
J’ai vu une matrice estampée pour 150 tonnes métriques par mètre utilisée comme si c’étaient 150 tonnes courtes par pied. Ce n’est pas une erreur d’arrondi. C’est dépasser la capacité de l’outil de très loin. Les épaules se sont fissurées au troisième coup.
Les unités ne sont pas de la comptabilité. Ce sont des multiplicateurs de force quand on se trompe.
Voici donc la règle : choisissez un système d’unités et restez‑y du RÉSISTANCE À LA TRACTION jusqu’à la tonnage final. Ne convertissez qu’une seule fois, à la fin, si nécessaire.
Chargeons maintenant une autre cartouche.
Supposons que votre plaque d’un quart de pouce ne soit pas un acier doux à 60 000 PSI, mais un acier inoxydable à 90 000 PSI.
La manière propre d’ajuster est :
FACTEUR DE CORRECTION DU MATÉRIAU (MCF) = RÉSISTANCE À LA TRACTION RÉELLE ÷ 60 000
Donc :
MCF = 90 000 ÷ 60 000 = 1,5
Vous n“” ajoutez pas un peu plus ». Vous multipliez tout le résultat du pliage à l’air par 1,5.
Prenez nos 22,5 tonnes par pied sur la matrice de 1,5 pouce :
22,5 × 1,5 = 33,75 tonnes par pied.
Dix pieds ?
337,5 tonnes requises.
C’est ainsi qu’un montage qui semblait nécessiter 169 tonnes en acier doux devient tranquillement plus de 300 tonnes en inox avec une matrice plus serrée.
Ajoutons maintenant la méthode par‑dessus.
Multiplicateur du pliage à l’air = 1,0 Le pliage en fond de matrice peut être 4 à 5 fois supérieur au pliage à l’air. Le matriçage peut atteindre 8 à 10 fois.
Si vous pliez cet inox même à 4× :
337,5 × 4 = 1 350 tonnes.
Même plan. Même épaisseur. Même longueur.
Physique différente.
Voici la partie que la plupart des formules cachent : la MCF suppose une mise à l’échelle linéaire avec la résistance à la traction. Pour la plupart des aciers de construction dans les gammes normales de presses plieuses, c’est assez proche. Mais les alliages à haute résistance qui s’écrouissent fortement peuvent faire grimper la charge près du bas de la course. Ce pic n’est pas inclus dans la constante de base. C’est là que le jugement de l’opérateur et la surveillance en temps réel de la charge comptent.
J’ai vu un jour une équipe “ essayer juste un ” sur une tôle à haute résistance sans refaire le calcul MCF. La presse a atteint la pression maximale avant la profondeur programmée. La soupape de décharge a hurlé. La matrice a survécu. Les joints hydrauliques, non.
Une formule unifiée n’élimine pas le risque. Elle le met en évidence. Elle vous force à voir que :
Force requise = (Force de base du pliage à l’air issue de la géométrie) × MCF × MULTIPLICATEUR DE MÉTHODE
Ce n’est qu’après cela que vous comparez avec :
C’est l’examen complet de la chambre avant d’appuyer sur la gâchette.
Ensuite, nous allons appliquer ce calcul unifié à des scénarios réels d’atelier — et vous verrez comment de petites variables s’additionnent en des charges destructrices de machines plus rapidement que ce que votre instinct imagine.
Vous voulez savoir à quelle vitesse de petites modifications s’additionnent en charge destructrice pour la machine ?
Bien. C’est la bonne question.
Nous avons déjà établi l’équation unifiée — force de pliage à l’air de base à partir de la géométrie, multipliée par FACTEUR DE CORRECTION DU MATÉRIAU, multipliée par MULTIPLICATEUR DE MÉTHODE. Maintenant, nous allons l’appliquer à des travaux réels, de ceux qui arrivent sur votre bureau à 14 h 30 un jeudi, quand le client “en a juste besoin pour demain”.”
Même géométrie. Regardez ce qui se passe quand on modifie une variable à la fois.
Imaginez un support en acier doux de calibre 10. L’épaisseur est de 0,135 pouce. La longueur du pli est de 48 pouces. Vous choisissez une matrice 8×, donc votre OUVERTURE DE MATRICE EN V mesure environ 1,08 pouce. Nous l’arrondirons à 1,0 pouce pour garder le calcul simple et légèrement conservateur.
Le matériau est l’acier doux de base : RÉSISTANCE À LA TRACTION = 60 000 PSI.
Pliage à l’air. Sans astuces.
Commencez avec la formule :
TONNES PAR PIED = (RÉSISTANCE À LA TRACTION × ÉPAISSEUR²) ÷ (1,33 × OUVERTURE DE MATRICE EN V)
Donc :
Convertir en tonnes par pied :
821 lb/po × 12 po ≈ 9 852 lb/pi ≈ 4,9 tonnes par pied.
Votre pièce fait 4 pieds de long :
4,9 × 4 = 19,6 tonnes au total.
Arrondissons à 20 tonnes de force requise.
C’est ennuyeux. C’est sûr. C’est sur cela que les tableaux sont basés — pliage à l’air, acier doux, rapport de matrice “ normal ”.
Et c’est là que les apprentis deviennent arrogants.
Un jour, un jeune a regardé un résultat de 25 tonnes comme celui‑ci et a dit : “ On pourrait faire ça sur n’importe quelle machine de l’atelier. ” Deux heures plus tard, il a essayé un travail similaire en tôle de calibre 10 près du bord du banc sur une vieille presse mécanique. Le chargement excentré a tordu le bélier juste assez pour fissurer la pointe du poinçon. Leçon bon marché. Ça aurait pu être pire.
Les travaux de base vous font croire que la formule est universelle.
Ce ne l’est pas.
Même plan. Même pli de 48 pouces. Même épaisseur de 0,135.
Maintenant, le client passe à l’inox 304. Typique RÉSISTANCE À LA TRACTION? Environ 90 000 PSI.
Et l’opérateur décide de “ resserrer le rayon ” avec une matrice de 0,75 pouce OUVERTURE DE MATRICE EN V au lieu de 1,0.
Cela fait deux variables changées. Regardez la combinaison.
D’abord, géométrie avec une nouvelle matrice :
Convertir :
1 642 × 12 ≈ 19 704 lb/ft ≈ 9,85 tonnes par pied.
Quatre pieds de long :
9,85 × 4 ≈ 39,4 tonnes.
Le “ travail de 20 tonnes ” est devenu un travail de 40 tonnes.
Rien d’exotique ne s’est produit. Nous n’avons pas doublé l’épaisseur. Nous n’avons pas changé la longueur. Nous avons augmenté RÉSISTANCE À LA TRACTION par 1,5 × et réduit OUVERTURE DE MATRICE EN V de 25%.
La force a doublé.
C’est exactement comme cela qu’un atelier se jette du haut d’une falaise. J’ai vu un travail de 90 tonnes devenir une réalité de 130 tonnes parce que quelqu’un avait remplacé la matrice par une plus serrée pour “ affiner le rayon ”. La machine n’a pas protesté. L’outillage, oui. Des fissures capillaires dans les épaules de la matrice sont apparues trois semaines plus tard lors d’une série plus lourde.
“ Mais 575 n’est pas une loi de la physique. ”
Non. C’est un raccourci basé sur l’acier doux et des matrices généreuses. Changez l’un ou l’autre, et le bras de levier change. Le moment de flexion augmente parce que vous avez raccourci la portée et augmenté en même temps la résistance du matériau.
Maintenant, vous regardez 40 tonnes au lieu de 20.
Toujours à l’aise ?
Nous restons avec la configuration en acier inoxydable ci‑dessus : 0,135 d’épaisseur, 48 pouces de long, matrice de 0,75 pouce, RÉSISTANCE À LA TRACTION = 90 000 PSI.
Le pliage à l’air a nécessité environ 40 tonnes au total.
Changeons maintenant de méthode.
Le pliage en matriçage — où le poinçon pousse le matériau en contact total avec l’angle de la matrice — exige généralement au moins 2 fois la force du pliage à l’air pour la même géométrie. Ce n’est pas une opinion. C’est le matériau qu’on force au‑delà du retour élastique vers une conformité plastique avec les parois de la matrice.
Donc :
40 tonnes × 2 = 80 tonnes.
Au minimum.
Certains matériaux, particulièrement les aciers inoxydables écrouissants, dépassent cette valeur à l’approche du bas de la course, car la zone de contact augmente rapidement et le frottement grimpe. La courbe de charge se redresse près du bas — précisément là où les machines atteignent la pression hydraulique maximale.
Le travail qui semblait nécessiter 20 tonnes confortables en pliage à l’air de l’acier doux devient maintenant une opération de matriçage de 80 tonnes sur l’acier inoxydable.
Quatre fois la base.
Même dessin.
J’ai vu une équipe effectuer un pliage en matriçage qu’ils pensaient être un travail de 50 tonnes d’acier inoxydable sur une presse plieuse de 60 tonnes. Le calcul pour le pliage à l’air était correct. Ils ont oublié le MULTIPLICATEUR DE MÉTHODE. La machine a atteint la pression de décharge à mi‑course et s’est arrêtée. Ils ont réessayé. La matrice a survécu. Les jeux du coulisseau, non. Cette plieuse n’a plus jamais travaillé droit après cela.
Voici le schéma que vous êtes censé observer :
Ce ne sont pas de petites corrections. Elles se cumulent.
Et la machine se moque de ce qu’indique le tableau. Elle ne ressent que la force appliquée sur le banc — répartie, concentrée, excentrée, peu importe comment vous la lui appliquez.
Ainsi, quand un plan change de matériau, ou que quelqu’un choisit une matrice plus serrée, ou que la production décide de matriçer plutôt que de plier à l’air pour “ figer l’angle ”, on ne devine pas.
Vous reconstruisez la charge à partir de zéro. Ensuite, vous la comparez à la capacité réelle de la machine sur cette longueur de pli exacte — pas la fantaisie de la plaque signalétique.
Parce que la formule est une arme chargée. Sans danger lorsque vous savez précisément ce qu’il y a dans la chambre.
Mortelle lorsque vous supposez que toutes les cartouches sont identiques.
Vous avez fait les calculs. Vous avez ajusté pour RÉSISTANCE À LA TRACTION, resserré le OUVERTURE DE MATRICE EN V, multiplié pour le pliage par le bas. La calculatrice indique 80 tonnes.
Alors, comment savoir si votre presse plieuse de 100 tonnes peut réellement supporter cette charge sur 6 pieds sans se tordre jusqu’à devenir de la ferraille ?
Étant donné que le portefeuille de produits de CN‑HAWE est à 100 % basé sur les CNC et couvre des scénarios haut de gamme dans la découpe laser, le pliage, le rainurage et la découpe, si l’étape suivante consiste à parler directement avec l’équipe, Contactez‑nous s’intègre naturellement ici.
Voici la partie que personne n’indique dans le tableau : la formule suppose un outillage parfait, une charge parfaitement répartie et un matériau parfaitement docile. C’est une illusion. Les ateliers réels utilisent des matrices usées, des pièces décentrées, des tôles à grain mixte et des machines qui ne délivrent leur pleine capacité nominale que sur une partie de la longueur de la table. Une presse plieuse de 175 tonnes × 10 pieds n’est pas 175 tonnes partout ; appliquez cette pleine force sur toute la table et vous bomberez le bâti à moins de comprendre comment la charge se répartit.
Les calculs vous donnent un nombre. La machine ressent un schéma.
Cet écart est là où l’outillage se brise.
J’ai vu une fois une équipe plier une plaque de ¼ de pouce près de l’extrémité d’une longue table parce qu“” il y avait de la place ». Le calcul TONNES PAR PIED était correct. Ce qu’ils n’ont pas respecté, c’est que la pleine capacité nominale n’était sûre que sur environ 60% de cette longueur de table. Le bâti s’est déformé. Bombement permanent. Cette presse n’a jamais retrouvé un parallélisme parfait sans cales et prières.
Un épaulement de matrice tranchant concentre la force le long d’une ligne de contact nette. C’est ce que votre équation suppose.
Imaginez maintenant une matrice qui a encaissé des milliers de coups sur de l’inox. Le rayon autrefois net au niveau des ÉPAULES DE MATRICE s’est aplati. Au lieu d’une ligne de contact étroite, vous avez une zone de contact étalée. Plus de surface. Plus de friction. Plus de résistance à l’écoulement du matériau.
La force grimpe.
Pas parce que RÉSISTANCE À LA TRACTION changé. Pas à cause de ÉPAISSEUR changé. Parce que le frottement et la géométrie de contact ont changé, et ta formule n’a pas de case pour “ outillage fatigué ”.”
Hypothétiquement — et je précise que c’est une estimation d’atelier, pas une étude de laboratoire — j’ai vu des travaux identiques nécessiter ce qui semblait être 15–30% de force supplémentaire lorsqu’on passait de matrices neuves, rectifiées avec précision, à des matrices de production usées. Le son de la presse change. La pression hydraulique monte près du bas de la course. L’angle devient récalcitrant.
Le calculateur indique toujours 40 tonnes.
La machine dit le contraire.
J’ai détruit un jeu de matrices de précision $4,000 en faisant confiance à des calculs parfaits plutôt qu’à de l’acier imparfait. Les chiffres étaient corrects. L’outillage ne l’était pas. Des microfissures ont commencé à apparaître à l’épaule usée et se sont propagées lors d’un travail de suivi plus lourd. Nous les avons trouvées lorsqu’un coin s’est brisé en plein pliage et a abîmé la pièce du client.
On ne peut pas introduire l’usure dans une ÉPAISSEUR² formule bien ordonnée. Il faut regarder le métal devant soi et se demander ce qu’il a subi.
La tonnage total n’est qu’une partie de l’histoire.
Les presses plieuses sont évaluées en tonnes sur une longueur — tonnes par pied, tonnes par mètre. Cette cote suppose une répartition du chargement. Répartis la charge uniformément, et le bâti la supporte comme un pont supporte la circulation.
Maintenant, place une pièce étroite sous un poinçon à petit rayon, bien affûté, près d’une extrémité du tablier.
Tu n’as pas dépassé la CHARGE TOTALE DISPONIBLE. Mais tu as provoqué un pic TONNES PAR PIED sur une courte section et l’as décentré. Le coulisseau et le tablier ne voient pas “ 80 tonnes au total ”. Ils voient un moment de flexion concentré essayant de les tordre.
C’est le problème du poinçon pointu.
Les poinçons sur mesure avec des nez serrés et des matrices en V étroites réduisent la zone de contact. La même force calculée passe maintenant dans moins d’acier dans l’outillage et moins de largeur dans la structure de la machine. La contrainte augmente rapidement car la contrainte égale la force divisée par la surface. Diminue la surface, et tu doubles la contrainte.
J’ai vu un travail estimé à 90 tonnes devenir une réalité à 130 tonnes parce que quelqu’un a changé pour une matrice plus serrée afin de “ rendre le rayon plus vif ”. L’augmentation de la force totale était évidente. Ce qui ne l’était pas, c’était le pic local à la pointe du poinçon. La pointe s’est ébréchée. Puis elle s’est creusée. Ensuite, elle a commencé à estampiller ce cratère sur chaque pièce jusqu’à ce qu’on le remarque.
Et souviens‑toi de cette limite de longueur de lit. De nombreuses machines peuvent délivrer en toute sécurité leur capacité nominale sur environ 60% du lit. Concentre ta charge sur deux pieds à l’extrémité et tu sors du doux confort du catalogue.
Votre calcul peut être correct en tonnes totales.
Il peut néanmoins être erroné pour votre châssis.
Deux feuilles. Même estampille de qualité. Même RÉSISTANCE À LA TRACTION sur le papier.
Pliez l’une parallèlement à la direction de laminage. Pliez l’autre perpendiculairement.
Elles ne se comportent pas de la même manière.
Le laminage allonge la structure du grain. Lorsque vous pliez à travers le grain, vous combattez cette structure différemment que lorsque vous pliez dans son sens. Le retour élastique change. Le surpli requis varie. Parfois, la courbe de force près du bas de la course s’accentue parce que le matériau résiste différemment à la compression selon cette orientation.
Votre formule traite l’acier comme de l’argile isotrope — mêmes propriétés dans toutes les directions.
Ce ne l’est pas.
Et puis il y a l’écrouissage. L’inox, en particulier, renforce sa résistance en se déformant. Plus vous le poussez, plus il résiste. Cela signifie que les derniers degrés d’une opération d’écrasement peuvent nécessiter une force disproportionnellement plus élevée que celle prédite en début de course. La cellule de charge — si vous êtes assez malin pour en observer une — montrera ce pic.
J’ai déjà fendu un poinçon lors d’une longue série d’inox parce que nous avions fait pivoter les feuilles en milieu de lot pour optimiser les chutes. La moitié des pièces se pliaient bien. Les feuilles tournées nécessitaient plus de surpli et frappaient plus fort en bas. L’outillage a perçu la différence, même si le plan ne la montrait pas.
Le matériau a une mémoire. Votre calculateur, non.
Ce qui nous amène à la question que vous devriez vous poser avant chaque série sérieuse : non pas “ Quelle est la tonnage théorique ? ” mais “ Quelle est la capacité maximale TONNES PAR PIED que ma machine peut fournir en toute sécurité, sur cette longueur exacte, à cette position précise, dans cet état exact d’outillage ? ”
Ce n’est plus un problème de formule.
C’est un processus de validation par l’opérateur.
Vous avez fait le calcul. Vous avez ajusté pour RÉSISTANCE À LA TRACTION, corrigé pour OUVERTURE DE MATRICE, multiplié pour l’écrasement au lieu du pliage à l’air. Bien.
Oublie la fierté que tu ressens pour cette feuille de calcul.
Parce que la machine se moque de l’élégance de ton chiffre. Elle se soucie de l’endroit où la force est appliquée, de la durée pendant laquelle elle l’est, et de savoir si le châssis en acier sous ce vérin peut la supporter sans se déformer. C’est ici que nous cessons d’être des mathématiciens pour devenir des opérateurs. TONNES PAR PIED Voici le protocole. Pas de théorie. Pas de discours de catalogue. Une séquence.
Premièrement : comparer.
à ce que ta machine peut délivrer en toute sécurité sur la longueur exacte que tu plies. Deuxièmement : établir une vraie marge de sécurité qui tienne compte des changements de méthode et des inconnues. Troisièmement : faire du premier coup un outil de diagnostic, pas un acte de foi. TONNES PAR PIED J’ai vu un frein de 175 tonnes prendre une courbure permanente parce que quelqu’un s’est fié au tonnage total plutôt qu’à la répartition. Le calcul indiquait 160 tonnes au total. La machine en a vu 40.
concentrées près de l’extrémité du bâti. L’acier a cédé. Il n’est jamais revenu. TONNES PAR PIED Tonnes par pied contre capacité du lit complet : surcharges-tu une section spécifique du vérin ?.
C’est une machine de 10.
tonnes — en supposant une répartition uniforme sur toute la longueur de travail. TONNES PAR PIED Maintenant, prends une pièce de 2 pieds et place-la à 12 pouces du côté gauche. Si ton calcul indique 25.
, tu demandes à cette section du vérin et du bâti de supporter 50 tonnes concentrées sur une petite zone. Les huit autres pieds ne font rien. TONNES PAR PIED, Les valeurs des catalogues supposent une répartition. Les cadres sont conçus comme des ponts — la charge répartie sur la portée. Si on la concentre, le moment de flexion dans cette section locale grimpe. La déformation n’est plus linéaire. Elle devient géométrique.
Et c’est là que les opérateurs se font avoir : le total.
peut être inférieur au maximum de la machine, mais la CHARGE TOTALE DISPONIBLE CONTRAINTE — force divisée par la surface — dépasse ce que ce segment du vérin peut supporter. J’ai vu un petit support en acier inoxydable, à peine deux pieds de long, tordre définitivement le côté gauche d’un bâti parce que l’opérateur avait centré les doigts du butoir arrière au lieu de la pièce. La machine n’avait pas dépassé le total.
I’ve seen a short stainless bracket, barely two feet long, permanently twist the left side of a bed because the operator centered the backgauge fingers instead of the part. The machine didn’t exceed total TONNAGE. Il a dépassé le bon sens structurel.
Voici comment vous validez :
Si votre demande par pied dépasse la capacité par pied de la machine à cet endroit, vous n’êtes pas “ un peu agressif ”. Vous surchargez structurellement.
Même si vos chiffres semblent corrects sur le papier, on ne fait pas fonctionner une presse à 100% de la capacité nominale CAPACITÉ.
On ne pousse pas un diesel au régime maximal à chaque quart non plus.
Pourquoi 80% ? Parce que votre formule ne sait pas tout. Elle ne prend pas en compte l’orientation du grain, l’usure des matrices, les variations de friction, les écarts de température de l’huile hydraulique, ou la différence entre une matrice évaluée en tonnes courtes par pied et une autre en tonnes métriques par mètre selon un angle différent. Une matrice estampillée 60 dans un catalogue n’est pas toujours plus solide qu’une estampillée 46 dans un autre, à moins de convertir les unités et les conditions d’évaluation.
Voici le mécanisme : à mesure que vous approchez de la charge maximale du bâti, la flèche augmente de façon non linéaire. Une petite force supplémentaire crée une déformation structurelle disproportionnée. C’est alors que les systèmes de compensation atteignent leur limite. C’est là que les axes commencent à s’user. C’est là que les micro‑fissures apparaissent.
Ajoutez maintenant la méthode de pliage.
Pliage à l’air en condition de base ? Parfait — la règle des 80% est logique. Pliage en écrasement à 1,5× la force ? Votre marge vient de diminuer. Matriçage à 5× ? La règle des 80% devient insignifiante, car le pic de charge au bas de la course peut dépasser la limite instantanément.
J’ai vu un opérateur écraser une pièce qui avait été pliée à l’air toute la semaine parce que “ l’angle dérivait ”. Ce changement de méthode a fait passer la FORCE REQUISE au‑delà de la limite CAPACITÉ même si le calcul original pour le pliage à l’air était sûr. Les joints du vérin n’ont pas cédé ce jour‑là. Le bâti s’est déformé avec le temps. Six mois plus tard, nous calions autour d’une déformation permanente.
La marge de sécurité n’est pas de la lâcheté. C’est une prise en compte de ce que votre formule ne peut pas voir.
C’est ici que la métaphore de l’arme chargée devient réelle.
La formule vous dit ce qui devrait se passer. Le premier coup vous dit ce qui se passe.
Vous validez par étapes :
Si la charge augmente plus rapidement que ce que prédit votre COURBE DE FORCE, arrêtez-vous. Quelque chose a changé — peut-être que la valeur réelle RÉSISTANCE À LA TRACTION est plus élevée que la spécification, peut-être que la OUVERTURE DE MATRICE est effectivement plus petite à cause de l’usure, peut-être que vous touchez le fond sans le vouloir.
Les capteurs de charge numériques d’aujourd’hui vous montreront des écarts que les anciens graphiques ne pouvaient pas révéler. Si votre demande calculée était de 20 TONNES PAR PIED et que la machine indique 26 en forte montée sur les derniers degrés, ce n’est pas “ assez proche ”. C’est une erreur de 30 %.
J’ai détruit un jeu de poinçons segmentés au début de ma carrière parce que j’ai fait plus confiance au chiffre qu’au son. Le manomètre m’indiquait que la courbe de charge était plus raide qu’elle n’aurait dû l’être. J’ai continué. Le segment s’est fendu au niveau de la rainure de clavette. Le calcul était correct pour le pliage à l’air. La machine atteignait le fond parce que la butée de profondeur était déréglée de quelques centièmes.
Voici la seule chose que vous devez retenir :
La formule n’est pas l’autorité. C’est une hypothèse.
La machine — sa capacité de cadre, ses limites par pied, son retour de charge en temps réel — est l’expérience. Si ces deux éléments ne sont pas d’accord, croyez l’acier plutôt que la théorie.


















