

La matriz inferior se partió con un sonido como el disparo de un rifle.
Placa de un cuarto de pulgada. Nada exótico. El operador había hecho los cálculos en el reverso de una hoja de configuración: 575 × T² × L. La máquina estaba clasificada como segura. El trabajo debería haber sido rutinario. En cambio, estábamos barriendo carburo y explicando a contabilidad por qué un “doblez simple” costó cinco cifras.
Ahí es cuando empiezas a hacer una pregunta peligrosa: ¿qué, exactamente, asumía esa fórmula?
Entra en cualquier taller de fabricación y alguien puede recitarla de memoria: 575 por el espesor al cuadrado por la longitud, dividido por la abertura de la matriz. Suena como la gravedad. Se introducen los números y resulta la fuerza.
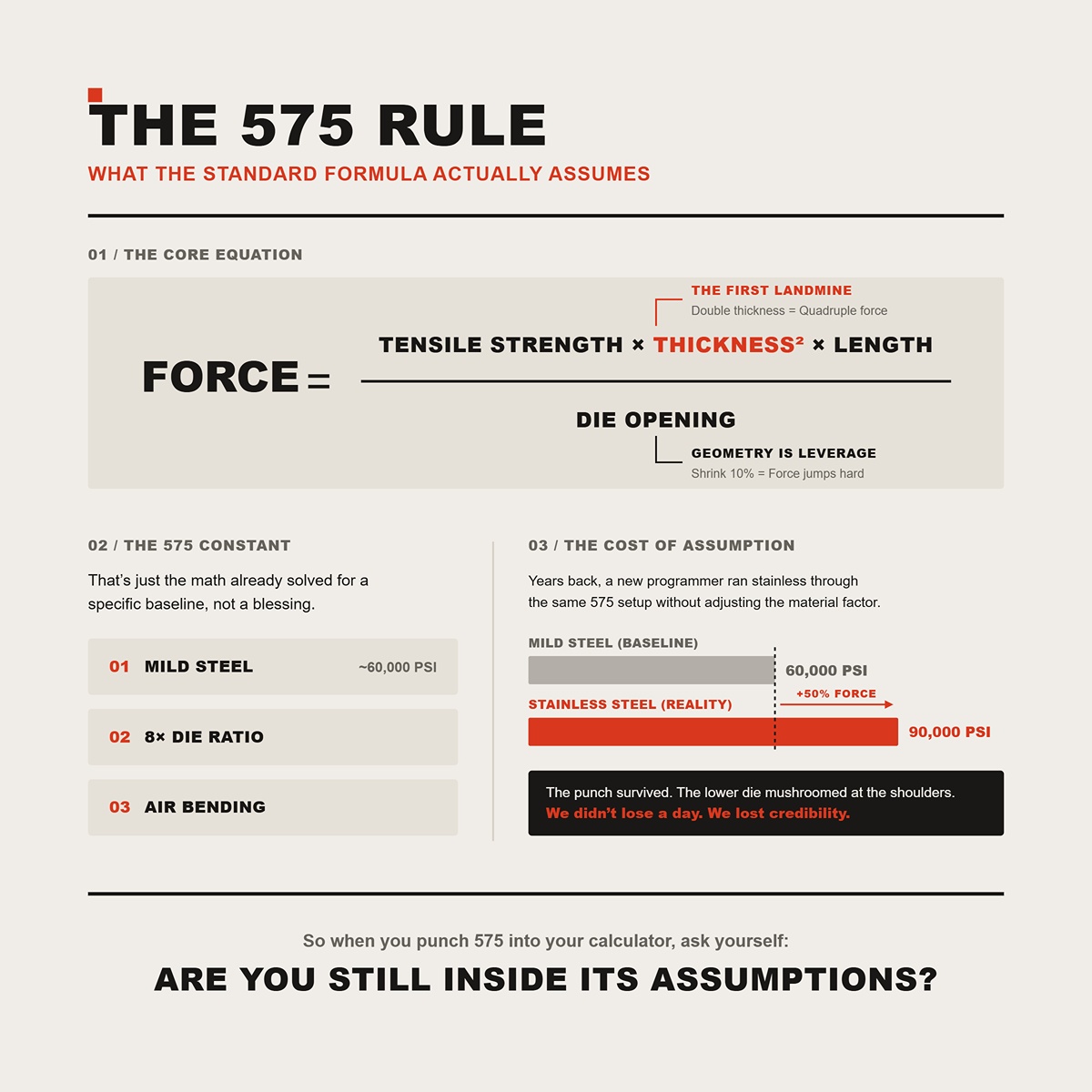
Pero 575 no es una ley de la física. Es un atajo basado en un caso muy específico: doblado al aire de acero dulce, aproximadamente 60,000 PSI RESISTENCIA A LA TRACCIÓN, con una abertura de matriz aproximadamente ocho veces el espesor del material. Cambia cualquiera de esos, y no estás “cerca”. Estás en una ecuación diferente.
He visto un trabajo de 90 toneladas convertirse en una realidad de 130 toneladas porque alguien cambió a una matriz más estrecha para “afilar el radio”. La máquina no se quejó. Las herramientas sí.
Vamos a concretar.
La forma más completa detrás de ese atajo de 575 se ve así:
La fuerza es proporcional a RESISTENCIA A LA TRACCIÓN × ESPESOR² × LONGITUD ÷ ABERTURA DE MATRIZ.
Ese término de ESPESOR al cuadrado es la primera mina. Duplicar el espesor no duplica la fuerza — la cuadruplica. Ahora observa qué más se esconde allí: ABERTURA DE MATRIZ en el denominador. Al reducir la APERTURA DE MATRIZ EN V por 10%, y la fuerza no aumenta educadamente. Salta con fuerza porque la geometría es palanca.
¿Y la constante 575? Es simplemente la fórmula ya resuelta para acero al carbono de aproximadamente 60,000 PSI con una relación de 8× RELACIÓN DE MATRIZ en doblado al aire. Es una referencia, no una bendición.
Hace años, un nuevo programador trabajó con acero inoxidable — 90,000 PSI RESISTENCIA A LA TRACCIÓN — usando el mismo ajuste de 575 sin corregir el factor del material. El punzón sobrevivió. La matriz inferior se deformó en los hombros. No perdimos un día. Perdimos credibilidad.
Así que cuando ingreses 575 en tu calculadora, pregúntate: ¿sigues dentro de sus suposiciones?
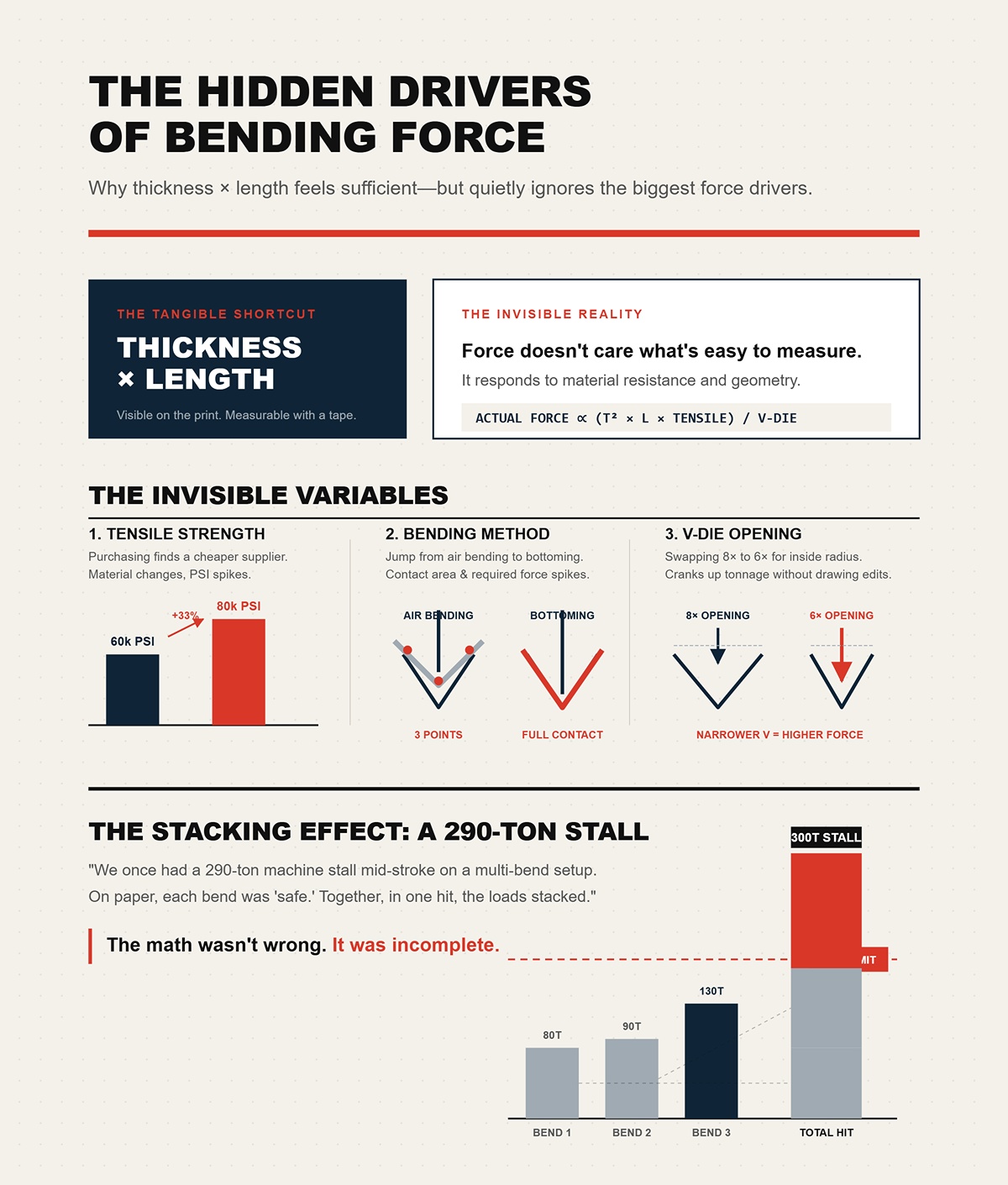
Sé por qué a los chicos les encanta el atajo. ESPESOR × LONGITUD se siente tangible. Puedes verlo en el plano. Medirlo con una cinta.
No puedes ver RESISTENCIA A LA TRACCIÓN el cambio de 60,000 a 80,000 PSI porque compras encontró un proveedor más barato. No sientes el salto del doblado al aire al “bottoming”, donde el área de contacto — y la fuerza requerida — aumentan rápidamente. Y definitivamente no notas cuando alguien cambia de una relación de 8× a una de 6× APERTURA DE MATRIZ EN V para controlar el radio interior, aumentando efectivamente la tonelada requerida sin tocar el plano.
La fuerza no se preocupa por lo que es fácil de medir. Responde a la resistencia del material y a la geometría.
Una vez tuvimos una máquina de 290 toneladas que se detuvo a mitad de carrera en una configuración de múltiples dobleces. En papel, cada doblez era “seguro”. Juntos, en un solo golpe, las cargas se acumularon. Las matemáticas no estaban mal. Estaban incompletas.

“Lo suficientemente cerca” es como muere el herramental.
Una subestimación de 20% no solo implica riesgo de sobrecarga; concentra la tensión en los hombros de la matriz y la punta del punzón. El acero no te advierte educadamente. Se deforma, luego se fractura. Y cuando se fractura, envía ese impacto de vuelta al ariete, a las guías, al bastidor.
Vi observar una prensa plegadora hidráulica torcerse lo suficiente bajo una carga inesperada como para empezar a producir ángulos inconsistentes a lo largo de la bancada. Nada dramático. Solo una pérdida creciente de paralelismo que se convirtió en semanas de persecución de falsos problemas de recuperación elástica. ¿La causa raíz? Tonnaje calculado para doblado al aire, trabajo ejecutado más cerca de la fuerza de fondo.
La fórmula no falló. El operador sí — al asumir que era universal.
No rompes las herramientas porque las matemáticas sean complicadas. Las rompes porque dejas de preguntar qué suponen las matemáticas.
Hace unos años cotizamos una corrida de placa de un cuarto de pulgada en A36, diez pies de largo. Sobre una matriz en V de 3 pulgadas, la hoja resultaba alrededor de 139 toneladas. Seguro. Dentro del rango de una prensa de 150 toneladas. Misma espesura, misma longitud — pero el cliente quería un radio interior más ajustado, así que el técnico de preparación tomó una matriz de 1.5 pulgadas.
El tonnaje saltó a aproximadamente 300 toneladas.
Nada más cambió. No ESPESOR. No LONGITUD. Solo la geometría.
Es ahí cuando deja de ser “un problema de espesor” y se convierte en un problema de resistencia. A la prensa plegadora no le importa lo que diga el plano. Reacciona a tres cosas: la resistencia del material al estiramiento, la ventaja mecánica que te da la geometría de la matriz, y qué tan completamente fuerzas el metal a adoptar la forma.
Pierde una, y tu atajo 575 se convierte en un arma cargada con el cartucho equivocado en la recámara.
Así que si 575 solo funciona dentro de sus supuestos, ¿cómo calculas con precisión fuera de ellos? Dejas de tratar el tonnaje como un valor de tabla y empiezas a tratarlo como física: FUERZA ∝ RESISTENCIA A LA TENSIÓN × ESPESOR² × LONGITUD ÷ APERTURA DE MATRIZ — y luego ajustas según el método de doblado.
Tres variables. Cada una capaz de duplicar tu carga sin tocar el dibujo.
Tomémoslas una por una.
Una vez, un programador sustituyó acero dulce de 60,000 PSI por acero inoxidable de 90,000 PSI y dejó todo lo demás igual en el cálculo. Misma placa de un cuarto de pulgada. Misma matriz. Misma longitud.
¿En el papel? Configuración idéntica.
En realidad, el tonelaje requerido aumentó en un 50 %.
Aquí está la razón. Cuando doblas al aire, estás estirando las fibras exteriores del material más allá del límite elástico. Cuanto mayor sea el RESISTENCIA A LA TRACCIÓN, más esfuerzo resisten esas fibras antes de deformarse plásticamente. La fórmula no “se preocupa” por la etiqueta inoxidable o carbono. Escala directamente con RESISTENCIA A LA TRACCIÓN.
Si tu constante base asume 60 000 PSI y trabajas con 90 000 PSI, tu multiplicador es:
90 000 ÷ 60 000 = 1,5
Eso no es un error de redondeo. Es un trabajo de 100 toneladas convirtiéndose en 150 toneladas.
Y el acero inoxidable agrava el problema. Su límite elástico suele estar más cerca de su resistencia a la tracción en comparación con el acero dulce, y se endurece por deformación más rápido. Eso significa que, a medida que progresa el doblado, la resistencia aumenta. Tu prensa lo percibe como un pico de carga cerca del fondo del recorrido.
Una vez vi cómo se astillaba un juego de matrices segmentadas completamente nuevo a lo largo de los hombros porque alguien confió en una tabla de acero dulce para un trabajo urgente en inoxidable. La máquina estaba dentro de su capacidad nominal. El utillaje no. No desechamos la pieza. Desechamos la matriz.
El inoxidable no es “más pesado”. Es más resistente a la tracción. La fórmula ya te dijo qué hacer: multiplicar por la relación entre la RESISTENCIA A LA TRACCIÓN real y la base.
Si no ajustas ese número, no estás calculando. Estás apostando.
Ahora hablemos de palanca.
La regla común es una proporción de 8:1 — APERTURA DE MATRIZ EN V ≈ 8 × ESPESOR para el doblado al aire de acero dulce. Esa proporción está incorporada en la mayoría de las tablas de tonelaje. Es cómoda. Predecible.
Pero 575 no es una ley de la física.
Mira atrás ese ejemplo de placa de un cuarto de pulgada. Una matriz de 3 pulgadas frente a una de 1,5 pulgadas. Al cortar la ABERTURA DE MATRIZ a la mitad y, dado que se encuentra en el denominador de la ecuación, la fuerza requerida se duplica.
No aumenta. Se duplica.
Eso es pura mecánica. Una matriz más estrecha reduce el tramo que el material cubre, lo que aumenta el momento flector necesario para provocar la deformación plástica. Has acortado el brazo de palanca. La prensa compensa con fuerza.
Aquí está la trampa: los operadores aprietan la matriz para “limpiar” el radio interior o controlar el resorteo. El plano no cambia. ESPESOR no cambia. Pero la tonelada sube rápidamente porque la geometría cambió.
He visto un trabajo de 90 toneladas convertirse en una realidad de 130 toneladas porque alguien cambió a una matriz más ajustada para “afilar el radio”. Sin alarmas. Sin drama. Solo un juego de matriz cediendo lentamente bajo un esfuerzo para el que nunca fue clasificado.
Y recuerda: los catálogos de herramientas indican la carga máxima en toneladas por pie. A veces en toneladas cortas. A veces en toneladas métricas. Una es de 2,000 libras. La otra no. Si las confundes, tu margen de seguridad desaparece.
Reducir la ABERTURA EN V DE LA MATRIZ es la forma más rápida de sobrecargar una prensa sin tocar el espesor del material.
Ahora llegamos a la que toma a la gente por sorpresa.
Toma esa misma placa. Mismo ESPESOR. Mismo RESISTENCIA A LA TRACCIÓN. Mismo ABERTURA DE MATRIZ.
Dóblala al aire, y el material solo contacta la punta del punzón y los hombros de la matriz. Tres puntos. Área de contacto limitada. Fuerza controlada.
Ahora asienta. Obligas al material a entrar en contacto completo con las paredes de la matriz. El área de contacto aumenta. La fricción aumenta. La fuerza requerida se dispara — a menudo de 3× a 4× la tonelada del doblado al aire.
¿Acuñarla? Ya no solo estás doblando. Estás comprimiendo el material en la línea de doblez para eliminar el resorteo. Eso puede elevar la fuerza a entre 5× y 8× los requisitos del doblado al aire.
Mismo plano. Caso de carga totalmente diferente.
Una vez vi a un equipo cambiar de doblado al aire a asentado a mitad de ejecución para perseguir la consistencia del ángulo. No recalcularon la tonelada. La máquina no explotó. Solo comenzó a perder paralelismo bajo carga, una deflexión del bastidor sutil que perseguimos durante semanas antes de rastrearla hasta el método, no a la hidráulica.
El doblado al aire es una deformación elástico‑plástica con contacto mínimo de matriz. El asentado y el acuñado añaden conformado compresivo y contacto total con la matriz. Más resistencia. Más fuerza.
Si calculas la tonelada sin especificar el MÉTODO DE DOBLADO, no has terminado la ecuación.
Y si no has terminado la ecuación, no has ganado el derecho a confiar en el número.
Has visto cómo RESISTENCIA A LA TRACCIÓN, APERTURA DE MATRIZ EN V, y MÉTODO DE DOBLADO puede impulsar la fuerza como un mazo.
Ahora quieres el cálculo real. No una tabla. No un “lo suficientemente cerca”. Un número paso a paso que puedas defender cuando caiga el ariete.
Bien. Así es como se deja de romper hierro.
La constante estándar que todos mencionan fue derivada para el doblado al aire de acero dulce de 60,000 PSI con una relación de matriz convencional. Es un cartucho de referencia en un arma cargada. Cambia el cartucho, cambia el retroceso. Lo que vamos a hacer ahora es construir una fórmula que haga visibles esos cartuchos, para que sepas exactamente qué hay en la recámara antes de apretar el gatillo.
Y sí, vamos a tener en cuenta RESISTENCIA A LA TRACCIÓN, las propiedades reales APERTURA DE MATRIZ EN V, y MÉTODO DE DOBLADO de forma explícita, no como suposiciones escondidas dentro de un número mágico.
Empecemos con algo concreto.
Toma una placa de un cuarto de pulgada. 0.250 pulgadas de espesor. Diez pies de longitud de pliegue. Matriz en V de dos pulgadas. Doblado al aire.
La fórmula de tonelaje para doblado al aire en forma imperial es:
TONELADAS POR PIE = (RESISTENCIA A LA TRACCIÓN × ESPESOR²) ÷ (1.33 × APERTURA DE MATRIZ EN V)
Ese 1.33 no es místico. Proviene de la mecánica de flexión de vigas y de la conversión de unidades basada en acero dulce de referencia de 60,000 PSI. Es geometría y distribución de esfuerzos condensadas en una constante.
Sustituye valores numéricos para acero dulce de 60,000 PSI:
Así que:
TONELADAS POR PIE = (60,000 × 0.250²) ÷ (1.33 × 2.0) = (60,000 × 0.0625) ÷ 2.66 = 3,750 ÷ 2.66 ≈ 1,409 libras por pulgada ≈ 16.9 toneladas por pie
¿Diez pies de largo? Multiplica:
16.9 × 10 = 169 toneladas de fuerza total requerida.
Eso es doblado al aire. Eso es 60,000 PSI. Eso es una matriz de dos pulgadas.
Ahora no cambies nada excepto APERTURA DE MATRIZ EN V a 1.5 pulgadas.
El denominador se reduce. La fuerza aumenta:
(60,000 × 0.0625) ÷ (1.33 × 1.5) = 3,750 ÷ 1.995 ≈ 1,879 libras por pulgada ≈ 22.5 toneladas por pie
Diez pies se convierten en 225 toneladas.
Mismo material. Mismo espesor. Misma longitud. Cambio de matriz de media pulgada. Cincuenta y seis toneladas de carga adicional a lo largo de la mesa.
Eso no es una rareza de la tabla. Eso es mecánica de palanca: el momento flector aumenta a medida que el vano disminuye.
Una vez vi a un taller intentar exactamente ese movimiento en una prensa plegadora de 175 toneladas. Las matemáticas decían 225 toneladas. La placa de identificación decía 175. De todos modos la usaron para una sección corta cerca del centro. El émbolo se deformó permanentemente. No de forma dramática. Solo lo suficiente para que cada pliegue largo después de eso persiguiera el ángulo de un extremo al otro. Nunca volvimos a dejar esa máquina recta.
Y ni siquiera hemos tocado aún el acero inoxidable ni el conformado por fondo.
Observa algo más: esta fórmula da la fuerza requerida. No te dice si tu máquina de 175 toneladas × 10 pies puede entregar de manera segura 169 toneladas a lo largo de todo el tramo de diez pies o solo cerca del centro. La clasificación de la máquina y la demanda de fuerza son problemas diferentes. Antes de confiar en el número, necesitas saber cómo tu prensa plegadora distribuye la carga, cómo su sistema CNC de corrección de curvatura compensa bajo esfuerzo y si su estructura está diseñada para un doblado consistente a lo largo de toda la longitud. Las plataformas CNC modernas 100% como la prensa plegadora CN-HAWE están diseñadas para doblado de alta precisión y control de carga en condiciones reales, respaldadas por investigación y desarrollo continuos, y pruebas en sistemas de prensas plegadoras y automatización, de modo que la tonelada calculada pueda coincidir con un rendimiento de máquina estable y repetible.
Primero calcula la fuerza requerida. Luego compárala con los límites reales de distribución de la máquina.
Ahora hablemos de la forma silenciosa en que la gente se engaña a sí misma.
En el sistema métrico, la misma relación de doblado al aire se ve así:
kN por metro = (1.42 × RESISTENCIA A LA TRACCIÓN (MPa) × ESPESOR² (mm)) ÷ APERTURA DE LA MATRIZ EN V (mm)
Ese 1.42 reemplaza el imperial 1.33 porque las conversiones de unidades ya están incorporadas. Diferente envoltura. La misma física.
Aquí es donde los talleres se meten en problemas: alguien mezcla MPa con pulgadas. O mm con PSI. O convierte toneladas a toneladas métricas sin verificar si la clasificación de la herramienta era toneladas cortas (2,000 lb) o toneladas métricas (2,204 lb).
Dos mil frente a 2,204 no parece mucho. Es un 10 por ciento. En una carga de 200 toneladas, eso son 20 toneladas de “ups”.”
He visto una matriz marcada para 150 toneladas métricas por metro tratada como 150 toneladas cortas por pie. Eso no es un error de redondeo. Eso es exceder la herramienta por un gran margen. Los hombros se agrietaron en el tercer golpe.
Las unidades no son contabilidad. Son multiplicadores de fuerza cuando las usas mal.
Así que aquí está la regla: elige un sistema de unidades y quédate dentro de él desde RESISTENCIA A LA TRACCIÓN hasta la tonelada final. Solo convierte una vez, al final, si es necesario.
Ahora cargamos un cartucho diferente.
Supongamos que tu placa de un cuarto de pulgada no es de acero dulce de 60,000 PSI. Es de acero inoxidable de 90,000 PSI.
La manera correcta de ajustar es:
FACTOR DE CORRECCIÓN DEL MATERIAL (MCF) = RESISTENCIA A LA TRACCIÓN REAL ÷ 60,000
Así que:
MCF = 90,000 ÷ 60,000 = 1.5
No “añades un poco más”. Multiplicas todo el resultado del doblado por aire por 1.5.
Toma nuestros anteriores 22.5 toneladas por pie en la matriz de 1.5 pulgadas:
22.5 × 1.5 = 33.75 toneladas por pie.
¿Diez pies?
337.5 toneladas requeridas.
Así es como una configuración que parecía de 169 toneladas en acero dulce tranquilamente se convierte en más de 300 toneladas en acero inoxidable con una matriz más estrecha.
Ahora añade el método encima.
Multiplicador de doblado por aire = 1.0. El fondo puede ser de 4 a 5× el doblado por aire. El acuñado puede alcanzar de 8 a 10×.
Si haces fondo en ese trabajo de acero inoxidable incluso a 4×:
337.5 × 4 = 1,350 toneladas.
Mismo plano. Mismo espesor. Misma longitud.
Física diferente.
Aquí está la parte que la mayoría de las fórmulas ocultan: la MCF supone un escalado lineal con la resistencia a la tracción. Para la mayoría de los aceros estructurales en rangos normales de prensa‑plegadora, eso es lo suficientemente cercano. Pero las aleaciones de alta resistencia que se endurecen por deformación agresivamente pueden provocar un pico de carga cerca del fondo del recorrido. Ese pico no está en la constante base. Ahí es donde importa el juicio del operador y el monitoreo de carga en tiempo real.
Una vez vi a un equipo “solo probar uno” en placa de alta resistencia sin recalcular MCF. La prensa alcanzó la presión máxima antes de llegar a la profundidad programada. La válvula de alivio chilló. La matriz sobrevivió. Los sellos hidráulicos no.
Una fórmula unificada no elimina el riesgo. Lo expone. Obliga a ver que:
Fuerza requerida = (Fuerza base de doblado por aire derivada de la geometría) × MCF × MULTIPLICADOR DEL MÉTODO
Solo después de eso comparas con:
Esa es la verificación completa de la cámara antes de apretar el gatillo.
A continuación, ejecutaremos este cálculo unificado en escenarios reales de taller, y verás cómo pequeños cambios en las variables se acumulan en cargas destructoras de máquinas más rápido de lo que tu instinto espera.
¿Quieres saber qué tan rápido se acumulan pequeños cambios hasta generar una carga que destruye la máquina?
Bien. Esa es la pregunta correcta.
Ya construimos la ecuación unificada: la fuerza base del doblado al aire derivada de la geometría, multiplicada por FACTOR DE CORRECCIÓN DEL MATERIAL, multiplicada por MULTIPLICADOR DEL MÉTODO. Ahora la aplicaremos a trabajos reales, del tipo que llega a tu escritorio a las 2:30 de un jueves cuando el cliente “solo lo necesita para mañana”.”
Misma geometría. Observa qué sucede cuando modificamos una variable a la vez.
Imagina un soporte de acero dulce calibre 10. El espesor es de 0.135 pulgadas. La longitud del pliegue es de 48 pulgadas. Eliges una matriz de 8×, por lo que tu APERTURA DE MATRIZ EN V es de aproximadamente 1.08 pulgadas. Lo redondearemos a 1.0 pulgada para mantener los cálculos limpios y ligeramente conservadores.
El material es acero dulce base: RESISTENCIA A LA TRACCIÓN = 60,000 PSI.
Doblado al aire. Sin trucos.
Comienza con la fórmula:
TONELADAS POR PIE = (RESISTENCIA A LA TRACCIÓN × ESPESOR²) ÷ (1.33 × APERTURA DE MATRIZ EN V)
Así que:
Convertir a toneladas por pie:
821 lb/pulg × 12 pulg ≈ 9,852 lb/pie ≈ 4.9 toneladas por pie.
Tu pieza tiene 4 pies de largo:
4.9 × 4 = 19.6 toneladas en total.
Llámalo 20 toneladas de fuerza requerida.
Eso es aburrido. Eso es seguro. Eso es en lo que se basan las tablas: doblado al aire, acero dulce, relación de matriz “normal”.
Y aquí es donde los aprendices se vuelven engreídos.
Una vez tuve a un chico que vio un resultado de 25 toneladas como este y dijo: “Podríamos hacerlo en cualquier máquina del edificio”. Dos horas después intentó un trabajo similar con calibre 10 cerca del borde de la cama en una prensa mecánica vieja. La carga fuera de centro torció el ariete lo suficiente como para romper la punta de un punzón. Lección barata. Podría haber sido peor.
Los trabajos básicos te adormecen haciéndote pensar que la fórmula es universal.
No lo es.
Mismo plano. Mismo doblado de 48 pulgadas. Mismo espesor de 0.135.
Ahora el cliente cambia a acero inoxidable 304. Típico RESISTENCIA A LA TRACCIÓN¿Alrededor de 90,000 PSI?.
Y el operador decide “ajustar el radio” con una matriz de 0.75 pulgadas APERTURA DE MATRIZ EN V en lugar de 1.0.
Son dos variables modificadas. Observa la acumulación.
Primero, geometría con la nueva matriz:
Convertir:
1,642 × 12 ≈ 19,704 lb/ft ≈ 9.85 toneladas por pie.
Cuatro pies de largo:
9.85 × 4 ≈ 39.4 toneladas.
El “trabajo de 20 toneladas” acaba de convertirse en uno de 40 toneladas.
No pasó nada exótico. No duplicamos el espesor. No cambiamos la longitud. Aumentamos RESISTENCIA A LA TRACCIÓN en 1.5× y reducimos APERTURA DE MATRIZ EN V en 25%.
La fuerza se duplicó.
Así es exactamente como un taller se estrella. He visto un trabajo de 90 toneladas convertirse en una realidad de 130 toneladas porque alguien cambió a una matriz más estrecha para “afilar el radio”. La máquina no se quejó. El utillaje sí. Grietas capilares en los hombros de la matriz que aparecieron tres semanas después bajo una ejecución más pesada.
“Pero 575 no es una ley de la física.”
No. Es un atajo basado en acero suave y matrices generosas. Cambia cualquiera de ellos, y el brazo de palanca cambia. El momento de flexión aumenta porque acortaste el tramo y aumentaste la resistencia del material al mismo tiempo.
Ahora estás mirando 40 toneladas en lugar de 20.
¿Todavía cómodo?
Nos quedamos con la configuración de acero inoxidable anterior: 0.135 de espesor, 48 pulgadas de largo, matriz de 0.75 pulgadas., RESISTENCIA A LA TRACCIÓN = 90,000 PSI.
El doblado por aire requería alrededor de 40 toneladas en total.
Ahora cambia de método.
El doblado al fondo — donde el punzón impulsa el material hasta lograr contacto total con el ángulo de la matriz — normalmente requiere al menos 2× la fuerza del doblado por aire para la misma geometría. No es una opinión. Es el material siendo forzado más allá de su recuperación elástica hacia una conformidad plástica con las paredes de la matriz.
Así que:
40 toneladas × 2 = 80 toneladas.
Mínimo.
Algunos materiales, especialmente los aceros inoxidables que se endurecen por trabajo, superan esa cifra a medida que te acercas al fondo del recorrido porque el área de contacto aumenta rápidamente y la fricción se dispara. Tu curva de carga se empina cerca del fondo, justo donde las máquinas alcanzan la presión hidráulica máxima.
El trabajo que parecía cómodo en 20 toneladas de doblado por aire en acero dulce, ahora es una operación de doblado al fondo de acero inoxidable de 80 toneladas.
Cuatro veces la base.
El mismo plano.
Vi a un equipo realizar un doblado al fondo en lo que pensaban que era un trabajo de acero inoxidable de 50 toneladas en una prensa de 60 toneladas. Las matemáticas del doblado por aire estaban bien. Se olvidaron del MULTIPLICADOR DEL MÉTODO. La máquina alcanzó la presión de alivio a mitad del recorrido y se detuvo. Lo intentaron de nuevo. La matriz sobrevivió. Las holguras de las guías del ariete no. Esa prensa nunca volvió a alinearse correctamente.
Este es el patrón que deberías ver:
Estas no son correcciones pequeñas. Se acumulan.
Y a la máquina no le importa lo que decía la tabla. Solo siente la fuerza a través del banco — distribuida, concentrada, fuera de centro, comoquiera que se le aplique.
Así que cuando un plano cambia el material, o alguien toma una matriz más ajustada, o producción decide hacer doblado al fondo en lugar de doblado por aire para “fijar el ángulo”, no adivinas.
Recalculas la carga desde cero. Luego la comparas con la capacidad real de la máquina a lo largo de esa longitud exacta de doblado — no con la fantasía de la placa de identificación.
Porque la fórmula es un arma cargada. Segura cuando sabes exactamente qué hay en la recámara.
Mortal cuando asumes que todos los cartuchos son iguales.
Calculaste los números. Ajustaste el RESISTENCIA A LA TRACCIÓN, apretaste el APERTURA DE MATRIZ EN V, multiplicaste por la flexión inferior. La calculadora indica 80 toneladas.
Entonces, ¿cómo sabes que tu prensa plegadora de 100 toneladas puede realmente soportar esa carga a lo largo de 6 pies sin torcerse hasta convertirse en chatarra?
Dado que el portafolio de productos de CN-HAWE es 100% basado en CNC y cubre escenarios de alto nivel en corte láser, plegado, ranurado y cizallado, si el siguiente paso es hablar directamente con el equipo, Contáctanos encaja naturalmente aquí.
Aquí está la parte que nadie pone en la tabla: la fórmula asume herramientas perfectas, carga perfectamente distribuida y material perfectamente homogéneo. Eso es una fantasía. Los talleres reales usan matrices desgastadas, piezas descentradas, láminas con mezcla de grano y máquinas que solo entregan la capacidad nominal completa en parte de la longitud de la cama. Una prensa plegadora de 175 toneladas × 10 pies no tiene 175 toneladas en toda su extensión; si aplicas toda esa fuerza a lo largo de la cama entera, deformarás el bastidor a menos que entiendas cómo se distribuye la carga.
La matemática te da un número. La máquina siente un patrón.
Esa diferencia es donde se rompen las herramientas.
Una vez vi a un equipo doblar una placa de un cuarto de pulgada cerca del extremo de una cama larga porque “había espacio”. El cálculo de TONELADAS POR PIE estaba correcto. Lo que no respetaron fue que la carga nominal completa solo era segura en aproximadamente el 60% de la longitud de esa cama. El bastidor se deformó. Corona permanente. Esa prensa nunca volvió a quedar paralela sin calces y oraciones.
Un hombro de matriz afilado concentra la fuerza a lo largo de una línea de contacto limpia. Eso es lo que asume tu ecuación.
Ahora imagina una matriz que ha hecho miles de golpes sobre acero inoxidable. El radio que antes era nítido en los HOMBROS DE LA MATRIZ se ha aplanado. En lugar de una línea de contacto estrecha, tienes una zona de contacto extendida. Más área de superficie. Más fricción. Más resistencia al flujo del material.
La fuerza aumenta.
No porque RESISTENCIA A LA TRACCIÓN haya cambiado. No porque ESPESOR cambió. Porque la fricción y la geometría de contacto cambiaron, y tu fórmula no tiene un espacio para “herramientas desgastadas”.”
Hipotéticamente — y lo estoy calificando como una estimación de taller, no un estudio de laboratorio — he visto trabajos idénticos requerir entre un 15 y un 30 % más de fuerza cuando se cambian de matrices recién rectificadas a matrices de producción desgastadas. El tono de la prensa cambia. La presión hidráulica aumenta cerca del final del recorrido. El ángulo se vuelve terco.
La calculadora sigue diciendo 40 toneladas.
La máquina dice otra cosa.
He destruido un juego de matrices de precisión de 44 000 lb por confiar en matemáticas limpias en lugar de acero sucio. Los números eran correctos. La herramienta no lo estaba. Se formaron microgrietas en el hombro desgastado y se extendieron durante un trabajo posterior más pesado. Las encontramos cuando una esquina se rompió a mitad del doblez y marcó la pieza del cliente.
No puedes introducir el desgaste en un ESPESOR² término ordenado. Tienes que mirar el metal frente a ti y preguntarte por lo que ha pasado.
La tonelada total es solo la mitad de la historia.
Las prensas plegadoras están clasificadas en toneladas por longitud — toneladas por pie, toneladas por metro. Esa clasificación asume distribución. Si distribuyes la carga de manera uniforme, la estructura la soporta como un puente soporta el tráfico.
Ahora coloca una pieza estrecha bajo un punzón afilado, de pequeño radio, cerca de un extremo de la cama.
No superaste la TONELAJE DISPONIBLE. total. Pero generaste un pico TONELADAS POR PIE en una sección corta y desplazada del centro. El pistón y la cama no ven “80 toneladas en total”. Ven un momento flector concentrado que intenta torcerlos.
Este es el problema del punzón puntiagudo.
Los punzones personalizados con narices ajustadas y matrices en V estrechas reducen la zona de contacto. La misma fuerza calculada ahora pasa por menos acero en la herramienta y menos ancho en la estructura de la máquina. La tensión aumenta rápidamente porque la tensión es igual a la fuerza dividida entre el área. Si reduces el área, duplicas la tensión.
He visto un trabajo de 90 toneladas convertirse en una realidad de 130 toneladas porque alguien cambió a una matriz más ajustada para “afinar el radio”. El aumento total de fuerza era obvio. Lo que no era obvio era el pico local en la punta del punzón. La punta se astilló. Luego se hundió. Luego empezó a grabar ese cráter en cada pieza hasta que lo descubrimos.
Y recuerda el límite de longitud de cama. Muchas máquinas entregan su capacidad completa de manera segura solo en aproximadamente el 60 % de la cama. Si concentras la carga en 2 pies en el borde, ya no estás en el territorio feliz del catálogo.
Tu cálculo podría ser correcto en toneladas totales.
Todavía puede estar mal para tu marco.
Dos láminas. Misma marca de calidad. Mismo RESISTENCIA A LA TRACCIÓN en el papel.
Dobla una paralela a la dirección de laminado. Dobla la otra perpendicular.
No se comportan igual.
El laminado alarga la estructura del grano. Cuando doblas a través del grano, estás luchando contra esa estructura de manera diferente que cuando doblas con él. El retroceso elástico cambia. El sobre-doblado requerido cambia. A veces la curva de fuerza cerca del fondo del recorrido se vuelve más empinada porque el material resiste la compresión de forma diferente según esa orientación.
Tu fórmula trata el acero como arcilla isotrópica — mismas propiedades en todas direcciones.
No lo es.
Y luego está el endurecimiento por trabajo. En particular, el acero inoxidable gana resistencia a medida que se deforma. Cuanto más lo empujas, más resiste. Eso significa que los últimos pocos grados de una operación de fondo pueden requerir una fuerza desproporcionadamente mayor que la predicha al inicio del recorrido. La celda de carga — si eres lo bastante inteligente como para observarla — mostrará ese pico.
Una vez rompí un punzón en una larga serie de acero inoxidable porque rotamos las láminas a mitad del lote para optimizar los recortes. La mitad de las piezas se dobló bien. Las láminas rotadas necesitaron más sobre-doblado y golpearon más fuerte al fondo. El utillaje notó la diferencia aunque el plano no lo hiciera.
El material tiene memoria. Tu calculadora no.
Lo que nos lleva a la pregunta que deberías hacerte antes de cada ejecución seria: no “¿Cuál es la tonelada teórica?” sino “¿Cuál es la máxima TONELADAS POR PIE que mi máquina puede entregar de forma segura, en esta longitud exacta, en esta posición exacta, con esta condición exacta del utillaje?”
Eso ya no es un problema de fórmula.
Eso es un proceso de validación del operador.
Has hecho el cálculo. Ajustaste por RESISTENCIA A LA TRACCIÓN, corregiste por ABERTURA DE MATRIZ, multiplicaste por el fondo en lugar del doblado al aire. Bien.
Ahora olvida el orgullo que sientes por esa hoja de cálculo.
Porque a la máquina no le importa cuán elegante se vea tu TONELADAS POR PIE número. Le importa dónde se aplica esa fuerza, por cuánto tiempo se aplica y si el armazón de acero debajo de ese émbolo puede soportarla sin deformarse. Aquí es donde dejamos de ser matemáticos y empezamos a ser operadores.
Aquí está el protocolo. No teoría. No relleno de catálogo. Una secuencia.
Primero: compara TONELADAS POR PIE con lo que tu máquina puede entregar de manera segura en la longitud exacta que estás doblando. Segundo: establece un margen de seguridad real que tenga en cuenta los cambios de método y los desconocidos. Tercero: haz que el primer golpe sea una herramienta de diagnóstico, no un acto de fe.
Una vez vi una prensa de 175 toneladas adquirir una deformación permanente porque alguien confió en el tonelaje total en lugar de la distribución. Las matemáticas decían 160 toneladas en total. La máquina vio 40 TONELADAS POR PIE acumuladas cerca del extremo de la bancada. El acero cedió. Nunca volvió.
Una prensa clasificada en 100 toneladas sobre 10 pies no es una máquina de 100 toneladas en todas partes.
Es una máquina de 10 TONELADAS POR PIE — suponiendo una distribución uniforme a lo largo de la longitud de trabajo.
Ahora toma una pieza de 2 pies y colócala a 12 pulgadas del lado izquierdo. Si tu cálculo dice 25 TONELADAS POR PIE, le estás pidiendo a esa sección del émbolo y de la bancada que soporten 50 toneladas concentradas en una pequeña zona. Los otros ocho pies no están haciendo nada.
Las clasificaciones de catálogo suponen distribución. Los bastidores se diseñan como puentes: carga distribuida a través del tramo. Concéntrala, y el momento de flexión en esa sección local se dispara. La deflexión ya no es lineal. Es geométrica.
Y aquí es donde los operadores se equivocan: el total de TONELAJE DISPONIBLE puede estar por debajo del máximo de la máquina, pero la TENSIÓN — fuerza dividida por área — supera lo que ese segmento del émbolo puede soportar.
He visto un soporte corto de acero inoxidable, de apenas dos pies de largo, torcer permanentemente el lado izquierdo de una bancada porque el operador centró los dedos del tope posterior en lugar de la pieza. La máquina no excedió el total de TONELAJE. Superó el sentido común estructural.
Así se valida:
Si tu demanda por pie excede la capacidad por pie de la máquina en esa ubicación, no estás siendo “un poco agresivo”. Estás sobrecargando estructuralmente.
Aunque tus números encajen sobre el papel, no operas una prensa a 100% de su capacidad nominal CAPACIDAD.
Tampoco llevas un diésel al límite en cada turno.
¿Por qué 80%? Porque tu fórmula no lo sabe todo. No observa la dirección del grano, el desgaste del troquel, los cambios de fricción, las variaciones de temperatura en el aceite hidráulico, ni la diferencia entre un troquel calificado en toneladas cortas por pie frente a toneladas métricas por metro en otro ángulo. Un troquel marcado con 60 en un catálogo no siempre es más fuerte que uno marcado con 46 en otro, a menos que conviertas las unidades y las condiciones de calificación.
Aquí está el mecanismo: a medida que te acercas a la carga máxima del bastidor, la deflexión aumenta de forma no lineal. Una pequeña fuerza adicional crea una deformación estructural desproporcionadamente mayor. Es cuando los sistemas de coronación alcanzan su límite. Es cuando los pasadores comienzan a desgastarse. Es cuando aparecen las microfracturas.
Ahora añade el método de doblado.
¿Doblado por aire en condiciones básicas? Bien — la regla del 80% tiene sentido. ¿Doblado por contacto a 1.5× fuerza? Tu margen acaba de reducirse. ¿Coinado a 5×? La regla del 80% se vuelve inútil porque el pico de carga al fondo del recorrido puede exceder la clasificación instantáneamente.
Una vez vi a un operador llevar a fondo una pieza que había estado doblando por aire toda la semana porque “el ángulo se estaba desviando”. Ese cambio de método elevó la FUERZA REQUERIDA por encima de la capacidad nominal CAPACIDAD aunque el cálculo original de doblado por aire era seguro. Las juntas del pistón no fallaron ese día. El bastidor cedió con el tiempo. Seis meses después estábamos calzando alrededor de una deflexión permanente.
El margen de seguridad no es cobardía. Es tener en cuenta lo que tu fórmula no puede ver.
Aquí es donde la metáfora del arma cargada se vuelve real.
La fórmula te dice lo que debería suceder. El primer golpe te dice lo que está sucediendo.
Valida por etapas:
Si la carga aumenta más rápido de lo que predice tu CURVA DE FUERZA, detente. Algo cambió — quizá el RESISTENCIA A LA TRACCIÓN es mayor que la especificación, quizá el ABERTURA DE MATRIZ es efectivamente más pequeño debido al desgaste, quizá estás tocando fondo sin querer.
Los sensores de carga digitales actuales te mostrarán desviaciones que las antiguas gráficas nunca pudieron. Si tu demanda calculada era de 20 TONELADAS POR PIE y la máquina indica 26 y sigue aumentando rápidamente en los últimos grados, eso no es “lo bastante cerca”. Eso es un error del 30 %.
Destruí un juego de punzones segmentados al inicio de mi carrera porque confié más en el número que en el sonido. El manómetro me indicaba que la curva de carga era más pronunciada de lo que debía ser. Seguí empujando. El segmento se partió en la ranura. Las matemáticas eran correctas para el doblado al aire. La máquina estaba tocando fondo porque el tope de profundidad estaba desajustado por una fracción de milímetro.
Aquí está lo único que debes llevar contigo:
La fórmula no es la autoridad. Es una hipótesis.
La máquina —su capacidad de marco, sus límites por pie, su retroalimentación de carga en tiempo real— es el experimento. Si esos dos no coinciden, cree en el acero por encima de la teoría.


















