

A matriz inferior partiu-se com um som semelhante a um disparo de espingarda.
Chapa de um quarto de polegada. Nada de exótico. O operador tinha feito os cálculos no verso de uma folha de configuração: 575 × T² × L. A máquina estava classificada como segura. O trabalho devia ter sido rotineiro. Em vez disso, estávamos a varrer carboneto e a explicar à contabilidade porque é que uma “dobra simples” custou cinco dígitos.
É aí que começamos a fazer uma pergunta perigosa: em que é que, exatamente, essa fórmula se baseava?
Entra-se em qualquer oficina de fabrico e alguém consegue recitá-la de memória: 575 vezes a espessura ao quadrado vezes o comprimento, dividido pela abertura da matriz. Soa a gravidade. Introduz-se os números e sai a força.
Mas 575 não é uma lei da física. É um atalho criado em torno de um caso muito específico: dobra por ar em aço macio, cerca de 60 000 PSI RESISTÊNCIA À TRAÇÃO, com uma abertura de matriz aproximadamente oito vezes a espessura do material. Altere qualquer um destes fatores e não fica “próximo”. Está numa equação diferente.
Já vi um trabalho de 90 toneladas transformar-se numa realidade de 130 toneladas porque alguém trocou por uma matriz mais apertada para “aguçar o raio”. A máquina não se queixou. A ferramenta sim.
Vamos ser concretos.
A forma completa por trás desse atalho dos 575 é esta:
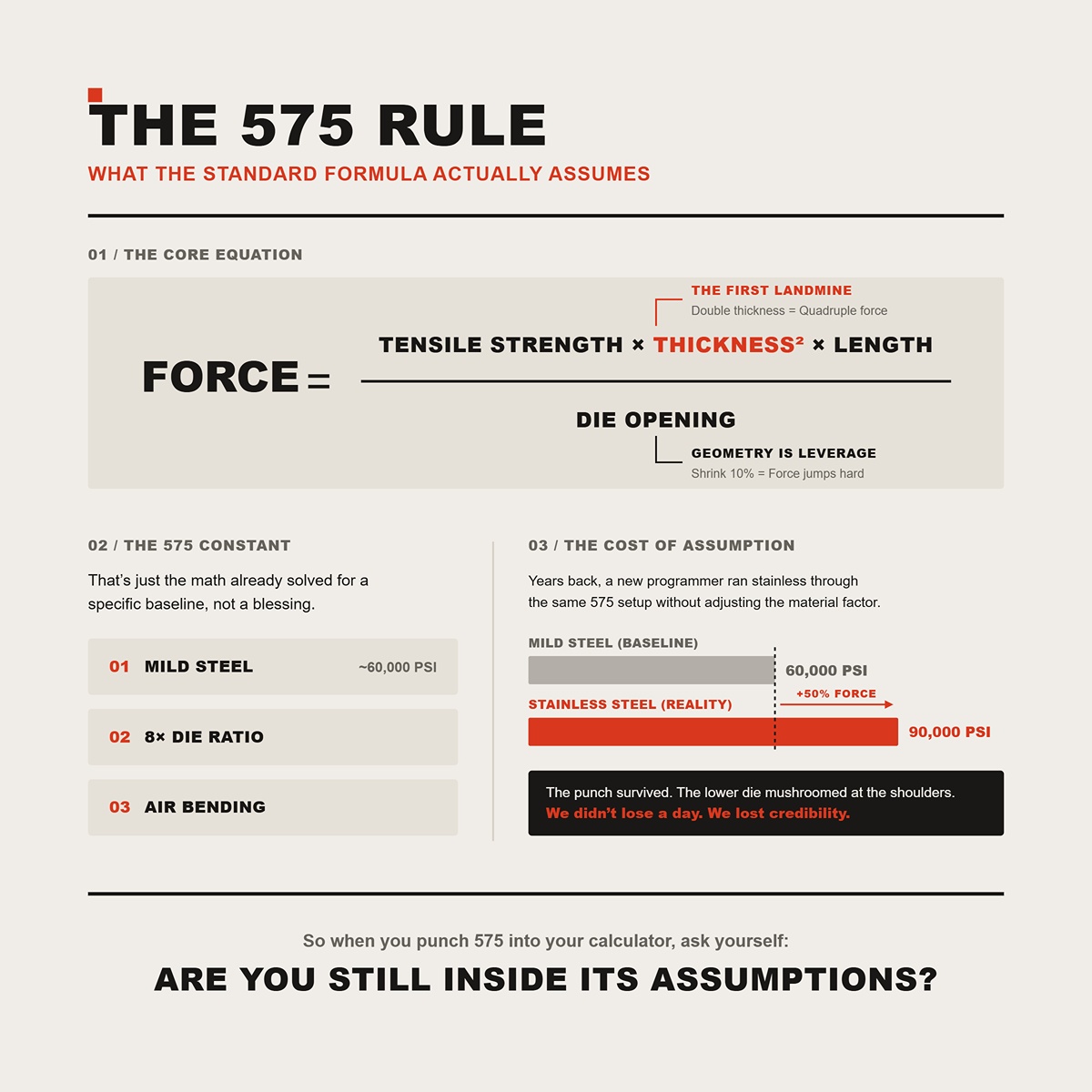
A força é proporcional a RESISTÊNCIA À TRAÇÃO × ESPESSURA² × COMPRIMENTO ÷ ABERTURA DA MATRIZ.
Esse termo da ESPESSURA ao quadrado é a primeira armadilha. Se duplicar a espessura, não duplica a força — quadruplica-a. Agora repare no que mais está escondido ali: ABERTURA DA MATRIZ no denominador. Reduza a ABERTURA DE MATRIZ EM V por 10%, e a força não aumenta educadamente. Ela salta bruscamente porque a geometria é alavanca.
E a constante 575? É apenas a matemática já resolvida para aço macio a aproximadamente 60 000 PSI com uma relação de 8× RAZÃO DA MATRIZ em dobragem no ar. É uma referência, não uma bênção.
Anos atrás, um novo programador trabalhou com aço inoxidável — 90 000 PSI RESISTÊNCIA À TRAÇÃO — usando a mesma configuração 575 sem ajustar o fator de material. O punção sobreviveu. A matriz inferior deformou‑se nos ombros. Não perdemos um dia. Perdemos credibilidade.
Por isso, quando colocares 575 na tua calculadora, pergunta‑te: ainda estás dentro das suas premissas?
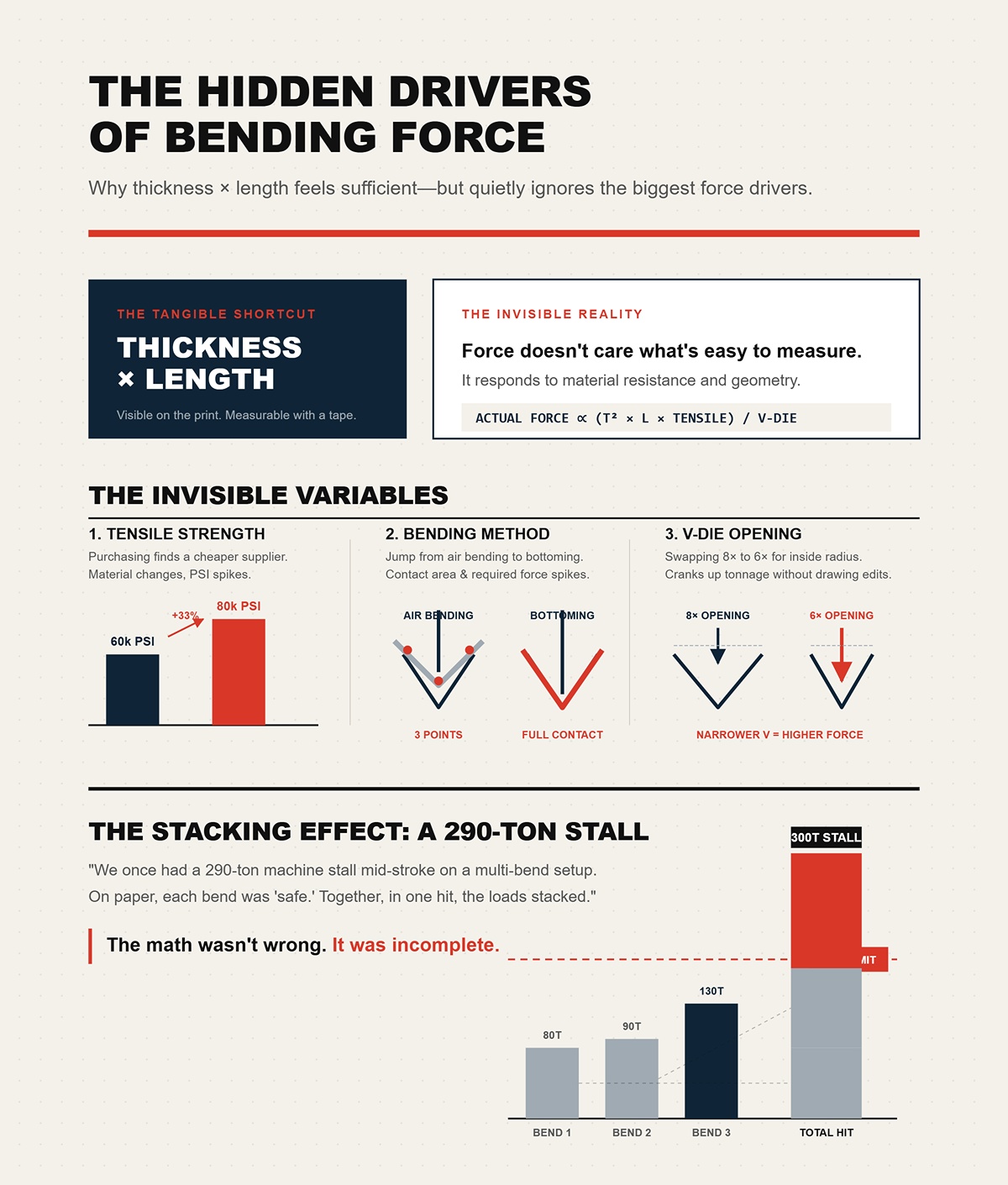
Eu sei porque é que o pessoal adora o atalho. ESPESSURA × COMPRIMENTO parece tangível. Consegues vê‑lo no desenho. Medir com uma fita métrica.
Não consegues ver RESISTÊNCIA À TRAÇÃO a passagem de 60 000 para 80 000 PSI porque as compras encontraram um fornecedor mais barato. Não sentes a diferença ao passar de dobragem no ar para dobragem total, onde a área de contacto — e a força necessária — aumentam rapidamente. E definitivamente não notas quando alguém muda de uma relação de 8× para 6× ABERTURA DE MATRIZ EM V para controlar o raio interno, aumentando efetivamente a tonelagem necessária sem tocar no desenho.
A força não se importa com o que é fácil de medir. Ela responde à resistência do material e à geometria.
Uma vez tivemos uma máquina de 290 toneladas a parar a meio do curso num conjunto com várias dobras. No papel, cada dobra era “segura”. Juntas, num só golpe, as cargas acumularam‑se. A matemática não estava errada. Estava incompleta.

“Quase certo” é como as ferramentas morrem.
Uma subestimação de 20% não só arrisca sobrecarga; concentra tensão nos ombros da matriz e na ponta do punção. O aço não avisa educadamente. Ele cede e depois fratura. E quando fratura, envia esse choque de volta para o teu veio, as tuas guias, a tua estrutura.
Observei uma prensa hidráulica a torcer-se ligeiramente sob uma carga inesperada, começando a produzir ângulos inconsistentes ao longo da mesa. Nada dramático. Apenas uma perda gradual de paralelismo que se transformou em semanas a perseguir problemas ilusórios de recuperação elástica. A causa raiz? Tonelagem calculada para dobra ao ar, trabalho executado mais próximo da força de planagem.
A fórmula não falhou. O operador sim — por assumir que era universal.
Não se parte uma ferramenta porque a matemática é complicada. Parte-se porque se deixa de questionar o que a matemática pressupõe.
Há alguns anos cotámos uma produção de chapa de um quarto de polegada em A36, dez pés de comprimento. Com uma matriz em V de 3 polegadas, o cálculo dava cerca de 139 toneladas. Seguro. Dentro dos limites de uma prensa de 150 toneladas. Mesma espessura, mesmo comprimento — mas o cliente queria um raio interior mais apertado, então o técnico escolheu uma matriz de 1,5 polegada.
A tonelagem subiu para cerca de 300 toneladas.
Nada mais mudou. Nem ESPESSURA. Nem COMPRIMENTO. Apenas a geometria.
É aí que deixa de ser “um problema de espessura” e passa a ser um problema de resistência. A prensa não se importa com o que o desenho especifica. Ela reage a três fatores: a resistência do material ao estiramento, a vantagem mecânica que a geometria da matriz oferece e o grau em que se força o metal a tomar forma.
Ignore um, e o seu atalho 575 transforma-se numa arma carregada com o cartucho errado na câmara.
Então, se o 575 só funciona dentro dos seus pressupostos, como se calcula com precisão fora deles? Deixa-se de tratar a tonelagem como um valor de tabela e começa-se a tratá-la como física: FORÇA ∝ RESISTÊNCIA À TRAÇÃO × ESPESSURA² × COMPRIMENTO ÷ ABERTURA DA MATRIZ — e depois ajusta-se conforme o método de dobra.
Três variáveis. Cada uma capaz de duplicar a carga sem tocar no desenho.
Vamos analisá-las uma de cada vez.
Uma vez, um programador trocou aço macio de 60 000 PSI por inox de 90 000 PSI e deixou todo o resto igual no cálculo. Mesma chapa de um quarto de polegada. Mesma matriz. Mesmo comprimento.
No papel? Configuração idêntica.
Na realidade, a tonelagem necessária aumentou em 50%.
Aqui está o motivo. Quando faz dobra a ar, está a esticar as fibras exteriores do material além do limite elástico. Quanto maior a RESISTÊNCIA À TRAÇÃO, maior é a tensão que essas fibras resistem antes de se deformarem plasticamente. A fórmula não “se importa” com a etiqueta inoxidável ou carbono. Ela escala diretamente com RESISTÊNCIA À TRAÇÃO.
Se a sua constante de referência assume 60.000 PSI e trabalha com 90.000 PSI, o seu multiplicador é:
90.000 ÷ 60.000 = 1,5
Isso não é erro de arredondamento. É um trabalho de 100 toneladas a tornar‑se em 150 toneladas.
E o inox piora a situação. O seu limite de escoamento está frequentemente mais próximo da sua resistência à tração em comparação com o aço macio, e endurece por deformação mais rapidamente. Isso significa que, à medida que a dobra avança, a resistência aumenta. A sua prensa sente isso como um pico de carga perto do fundo do curso.
Uma vez vi um conjunto novo de matrizes segmentadas lascar junto aos ombros porque alguém confiou numa tabela de aço macio para um trabalho urgente em inox. A máquina estava dentro da classificação. As ferramentas não. Não deitámos fora a peça. Deitámos fora a matriz.
O inox não é “mais pesado”. É mais resistente à tração. A fórmula já lhe disse o que fazer — multiplicar pela razão da RESISTÊNCIA À TRAÇÃO real face à de referência.
Se não ajustar esse número, não está a calcular. Está a jogar.
Agora vamos falar sobre alavancagem.
A regra comum é uma proporção de 8:1 — ABERTURA DA MATRIZ EM V ≈ 8 × ESPESSURA para dobra a ar de aço macio. Essa proporção está incorporada na maioria das tabelas de tonelagem. É confortável. Previsível.
Mas 575 não é uma lei da física.
Olhe novamente para o exemplo da chapa de um quarto de polegada. Uma matriz de 3 polegadas versus uma matriz de 1,5 polegada. Corte a ABERTURA DA MATRIZ pela metade e, como está no denominador da equação, a força necessária duplica.
Não aumenta. Duplica.
Isso é pura mecânica. Uma matriz mais estreita reduz o vão que o material atravessa, o que aumenta o momento de flexão necessário para forçar a deformação plástica. Reduziste o braço de alavanca. O travão compensa com força.
Aqui está a armadilha: os operadores apertam a matriz para “limpar” o raio interno ou controlar o retorno elástico. O desenho não muda. ESPESSURA não muda. Mas a tonelagem aumenta rapidamente porque a geometria mudou.
Já vi um trabalho de 90 toneladas tornar‑se numa realidade de 130 toneladas porque alguém trocou por uma matriz mais apertada para “aguçar o raio”. Sem alarmes. Sem drama. Apenas um conjunto de matriz a ceder lentamente sob tensão para a qual nunca foi classificado.
E lembra‑te — os catálogos de ferramentas indicam a carga máxima em toneladas por pé. Às vezes em toneladas curtas. Às vezes em toneladas métricas. Uma equivale a 2.000 libras. A outra não. Confunde‑las e a tua margem de segurança evapora‑se.
Reduzir a ABERTURA DA MATRIZ EM V é a maneira mais rápida de sobrecarregar uma prensa sem tocar na espessura do material.
Agora chegamos àquela que apanha as pessoas desprevenidas.
Pega nessa mesma chapa. Mesmo ESPESSURA. Mesmo RESISTÊNCIA À TRAÇÃO. Mesmo ABERTURA DA MATRIZ.
Dobra‑a a ar, e o material toca apenas na ponta do punção e nos ombros da matriz. Três pontos. Área de contacto limitada. Força controlada.
Agora assenta‑a. Forças o material a entrar em contacto total com as paredes da matriz. A área de contacto aumenta. O atrito aumenta. A força necessária salta — frequentemente 3× a 4× a tonelagem da dobragem a ar.
Cunhar? Já não estás apenas a dobrar. Estás a comprimir o material na linha de dobra para eliminar o retorno elástico. Isso pode elevar a força para 5× a 8× os requisitos da dobragem a ar.
Mesmo desenho. Caso de carga totalmente diferente.
Uma vez vi uma equipa mudar de dobragem a ar para assentamento a meio da produção para tentar obter consistência no ângulo. Não recalcularam a tonelagem. A máquina não explodiu. Apenas começou a desalinhar sob carga, uma deflexão subtil da estrutura que perseguimos durante semanas até rastrear‑la à mudança de método, não à hidráulica.
A dobragem a ar é deformação elástico‑plástica com contacto mínimo da matriz. O assentamento e a cunhagem adicionam conformação por compressão e contacto total da matriz. Mais resistência. Mais força.
Se calculares a tonelagem sem especificar o MÉTODO DE DOBRAGEM, ainda não terminaste a equação.
E se não terminaste a equação, não ganhaste o direito de confiar no número.
Já viste como RESISTÊNCIA À TRAÇÃO, ABERTURA DE MATRIZ EM V, e MÉTODO DE DOBRAGEM pode aplicar força como um martelo de forja.
Agora queres o cálculo real. Não um gráfico. Não um “quase certo”. Um número passo a passo que possas defender quando o aríete descer.
Bom. É assim que deixas de partir ferro.
A constante padrão que toda a gente usa foi derivada para curvar no ar aço macio de 60 000 PSI com uma razão de matriz convencional. É um cartucho de base numa arma carregada. Muda o cartucho, o recuo muda. O que vamos fazer agora é construir uma fórmula que torne esses cartuchos visíveis — para que saibas exatamente o que está na câmara antes de puxares o gatilho.
E sim, vamos contabilizar RESISTÊNCIA À TRAÇÃO, o real ABERTURA DE MATRIZ EM V, e MÉTODO DE DOBRAGEM explicitamente — não como suposições escondidas dentro de um número mágico.
Vamos começar com algo concreto.
Pega numa chapa de um quarto de polegada. 0,250 polegadas de espessura. Dez pés de comprimento de dobra. Matriz em V de duas polegadas. Dobra no ar.
A fórmula de tonagem de dobra no ar em unidades imperiais é:
TONELADAS POR PÉ = (RESISTÊNCIA À TRAÇÃO × ESPESSURA²) ÷ (1,33 × ABERTURA DE MATRIZ EM V)
Esse 1,33 não é místico. Vem da mecânica de flexão de vigas e da conversão de unidades baseada em aço padrão de 60 000 PSI. É geometria e distribuição de tensão condensadas numa constante.
Substitui os números para aço macio de 60 000 PSI:
Então:
TONELADAS POR PÉ = (60 000 × 0,250²) ÷ (1,33 × 2,0) = (60 000 × 0,0625) ÷ 2,66 = 3 750 ÷ 2,66 ≈ 1 409 libras por polegada ≈ 16,9 toneladas por pé
Dez pés de comprimento? Multiplicar:
16,9 × 10 = 169 toneladas de força total necessária.
Isso é dobra com ar. São 60 000 PSI. É matriz de duas polegadas.
Agora muda apenas ABERTURA DE MATRIZ EM V para 1,5 polegadas.
O denominador diminui. A força aumenta:
(60 000 × 0,0625) ÷ (1,33 × 1,5) = 3 750 ÷ 1,995 ≈ 1 879 libras por polegada ≈ 22,5 toneladas por pé
Dez pés tornam‑se 225 toneladas.
Mesmo material. Mesma espessura. Mesmo comprimento. Meia polegada de diferença na matriz. Cinquenta e seis toneladas de carga extra ao longo da mesa.
Isso não é um capricho do gráfico. É mecânica de alavanca — momento de flexão a aumentar à medida que o vão diminui.
Uma vez vi uma oficina tentar exatamente essa operação num travão de prensa de 175 toneladas. A matemática dizia 225 toneladas. A chapa de identificação dizia 175. Mesmo assim, fizeram‑no numa pequena secção perto do centro. O êmbolo encurvou‑se permanentemente. Nada dramático. Apenas o suficiente para que cada dobra longa a seguir tivesse de ajustar o ângulo de uma ponta à outra. Nunca conseguimos endireitar aquela máquina novamente.
E ainda nem falámos de aço inoxidável ou de dobra de fundo.
Repara noutra coisa: esta fórmula dá a força necessária. Não indica se a tua máquina de 175 toneladas × 10 pés pode fornecer com segurança 169 toneladas ao longo dos dez pés completos, ou apenas perto do centro. A classificação da máquina e a exigência de força são problemas diferentes. Antes de confiares no número, precisas de saber como o teu travão de prensa distribui a carga, como o seu sistema CNC de compensação se ajusta sob tensão e se a sua estrutura foi concebida para dobragem consistente em todo o comprimento. Plataformas CNC modernas 100%, como a prensa dobradora CN-HAWE são concebidas para dobragem de alta precisão e controlo de carga em condições reais, apoiadas por investigação e desenvolvimento contínuos e testes em sistemas de travões de prensa e de automatização — de modo que a tonelagem calculada possa corresponder a um desempenho de máquina estável e repetível.
Primeiro calcula a força necessária. Depois compara com os limites reais de distribuição da máquina.
Agora vamos falar sobre a maneira discreta como as pessoas se enganam a si próprias.
Em métrico, a mesma relação de dobra com ar fica assim:
kN por metro = (1,42 × RESISTÊNCIA À TRAÇÃO (MPa) × ESPESSURA² (mm)) ÷ ABERTURA DO V‑MACHO (mm)
Aquele 1,42 substitui o imperial 1,33 porque as conversões de unidades já estão incorporadas. Embalagem diferente. Mesma física.
É aqui que as oficinas se enganam: alguém mistura MPa com polegadas. Ou mm com PSI. Ou converte toneladas em toneladas métricas sem verificar se a classificação da ferramenta era em toneladas curtas (2.000 lb) ou toneladas métricas (2.204 lb).
Dois mil contra 2.204 pode não parecer muito. É 10 por cento. Numa carga de 200 toneladas, isso são 20 toneladas de “ups”.”
Já vi um macho estampado para 150 toneladas métricas por metro ser tratado como 150 toneladas curtas por pé. Isso não é um erro de arredondamento. É ultrapassar o limite da ferramenta por uma grande margem. Os ombros racharam ao terceiro impacto.
As unidades não são contabilidade. São multiplicadores de força quando se enganam.
Portanto, aqui está a regra: escolha um sistema de unidades e mantenha‑se dentro dele desde RESISTÊNCIA À TRAÇÃO até à tonelagem final. Só converta uma vez, no fim, se for absolutamente necessário.
Agora carregamos um cartucho diferente.
Suponha que a sua chapa de um quarto de polegada não é aço macio de 60.000 PSI. É aço inoxidável de 90.000 PSI.
A forma correta de ajustar é:
FATOR DE CORREÇÃO DO MATERIAL (MCF) = RESISTÊNCIA À TRAÇÃO REAL ÷ 60.000
Então:
MCF = 90.000 ÷ 60.000 = 1,5
Tu não “adicionas um pouco mais.” Multiplicas todo o resultado de dobra aérea por 1,5.
Pegando o nosso caso anterior de 22,5 toneladas por pé na matriz de 1,5 polegada:
22,5 × 1,5 = 33,75 toneladas por pé.
Dez pés?
337,5 toneladas necessárias.
É assim que uma configuração que parecia 169 toneladas em aço macio silenciosamente se torna mais de 300 toneladas em aço inoxidável com uma matriz mais apertada.
Agora acrescenta o método por cima.
Multiplicador de dobra aérea = 1,0. A conformação por encosto pode ser 4–5× a dobra aérea. A cunhagem pode atingir 8–10×.
Se fizeres a conformação por encosto desse trabalho em inox mesmo a 4×:
337,5 × 4 = 1.350 toneladas.
Mesmo desenho. Mesma espessura. Mesmo comprimento.
Física diferente.
Aqui está a parte que a maioria das fórmulas esconde: a MCF pressupõe escalonamento linear com a resistência à tração. Para a maioria dos aços estruturais nas gamas normais de prensa dobradeira, isso é suficientemente próximo. Mas ligas de alta resistência que encruam agressivamente podem provocar um pico de carga perto do fundo do curso. Esse pico não está na constante de base. É aí que o julgamento do operador e a monitorização em tempo real da carga são importantes.
Uma vez vi uma equipa “tentar uma” chapa de alta resistência sem recalcular MCF. A prensa atingiu pressão máxima antes de chegar à profundidade programada. A válvula de alívio gritou. A matriz sobreviveu. Os vedantes hidráulicos não.
Uma fórmula unificada não elimina o risco. Expõe-no. Obriga-te a ver que:
Força Necessária = (Força de Dobra Aérea Base pela geometria) × MCF × MULTIPLICADOR DE MÉTODO
Só depois disso é que se compara com:
Essa é a verificação completa da câmara antes de puxar o gatilho.
De seguida, vamos aplicar este cálculo unificado em cenários reais de oficina — e vais ver como pequenas variações se acumulam em cargas destrutivas para a máquina mais rapidamente do que o teu instinto imagina.
Queres saber quão rapidamente pequenas alterações se acumulam numa carga destrutiva para a máquina?
Bom. Essa é a pergunta certa.
Já construímos a equação unificada — força base de curvatura ao ar proveniente da geometria, multiplicada por FATOR DE CORREÇÃO DO MATERIAL, multiplicado por MULTIPLICADOR DE MÉTODO. Agora vamos aplicá‑la a trabalhos reais, daquele tipo que aparece na tua secretária às 14h30 de uma quinta-feira quando o cliente “só precisa disso para amanhã”.”
Mesma geometria. Observa o que acontece quando alteramos uma variável de cada vez.
Imagina um suporte de aço macio de 10 gauge. A espessura é de 0,135 polegadas. O comprimento da curvatura é de 48 polegadas. Escolhes uma matriz 8×, logo o teu ABERTURA DE MATRIZ EM V é cerca de 1,08 polegadas. Vamos arredondar para 1,0 polegada para manter os cálculos simples e ligeiramente conservadores.
O material é aço macio de referência: RESISTÊNCIA À TRAÇÃO = 60 000 PSI.
Curvatura ao ar. Sem truques.
Comece com a fórmula:
TONELADAS POR PÉ = (RESISTÊNCIA À TRAÇÃO × ESPESSURA²) ÷ (1,33 × ABERTURA DE MATRIZ EM V)
Então:
Converter para toneladas por pé:
821 lb/pol × 12 pol ≈ 9 852 lb/pé ≈ 4,9 toneladas por pé.
A tua peça tem 4 pés de comprimento:
4,9 × 4 = 19,6 toneladas no total.
Arredonda para 20 toneladas de força necessária.
Isto é aborrecido. É seguro. É para isso que as tabelas foram criadas — dobra por ar, aço macio, relação de matriz “normal”.
E é aqui que os aprendizes começam a ficar convencidos.
Uma vez, um miúdo olhou para um resultado de 25 toneladas como este e disse: “Podíamos fazer isso em qualquer máquina do edifício.” Duas horas depois tentou um trabalho semelhante, chapa de 10, junto à extremidade da mesa numa velha prensa mecânica. A carga fora de centro torceu o êmbolo apenas o suficiente para rachar a ponta de um punção. Lição barata. Podia ter sido pior.
Trabalhos básicos fazem-te pensar que a fórmula é universal.
Não é.
Mesmo desenho. Mesma dobra de 48 polegadas. Mesma espessura de 0,135.
Agora o cliente muda para inox 304. Típico RESISTÊNCIA À TRAÇÃO? Cerca de 90 000 PSI.
E o operador decide “apertar o raio” com uma matriz de 0,75 polegadas ABERTURA DE MATRIZ EM V em vez de 1,0.
São duas variáveis alteradas. Observa o resultado.
Primeiro, a geometria com a nova matriz:
Converter:
1 642 × 12 ≈ 19 704 lb/pé ≈ 9,85 toneladas por pé.
Quatro pés de comprimento:
9,85 × 4 ≈ 39,4 toneladas.
O “trabalho de 20 toneladas” acabou de se tornar um trabalho de 40 toneladas.
Nada de exótico aconteceu. Não duplicámos a espessura. Não mudámos o comprimento. Aumentámos RESISTÊNCIA À TRAÇÃO em 1,5× e reduzimos ABERTURA DE MATRIZ EM V em 25 %.
A força duplicou.
É exatamente assim que uma oficina se atira de um penhasco. Já vi um trabalho de 90 toneladas transformar‑se numa realidade de 130 toneladas porque alguém trocou por uma matriz mais apertada para “afiar o raio”. A máquina não se queixou. As ferramentas sim. Fissuras minúsculas nos ombros da matriz que apareceram três semanas depois, numa série mais pesada.
“Mas 575 não é uma lei da física.”
Não. É um atalho baseado em aço macio e matrizes generosas. Altere um dos dois e o braço de alavanca muda. O momento fletor aumenta porque encurtou o vão e aumentou a resistência do material ao mesmo tempo.
Agora está a olhar para 40 toneladas em vez de 20.
Ainda confortável?
Mantemos a configuração de aço inoxidável acima: 0,135 de espessura, 48 polegadas de comprimento, matriz de 0,75 polegadas, RESISTÊNCIA À TRAÇÃO = 90 000 PSI.
A curvatura por ar requer cerca de 40 toneladas no total.
Agora muda de método.
Curvatura de fundo — onde o punção força o material até contacto total com o ângulo da matriz — normalmente requer pelo menos 2× a força da curvatura por ar para a mesma geometria. Isso não é opinião. É o material a ser forçado para além da recuperação elástica, em conformidade plástica com as paredes da matriz.
Então:
40 toneladas × 2 = 80 toneladas.
No mínimo.
Alguns materiais, especialmente o aço inoxidável encruado, aumentam ainda mais à medida que te aproximas do fundo do curso, porque a área de contacto cresce rapidamente e o atrito dispara. A tua curva de carga torna-se mais íngreme perto do fundo — exatamente onde as máquinas atingem a pressão hidráulica máxima.
O trabalho que parecia confortável com 20 toneladas em aço macio por curvatura de ar é agora uma operação de curvatura de fundo de aço inoxidável de 80 toneladas.
Quatro vezes o valor de base.
O mesmo desenho.
Vi uma equipa fazer curvatura de fundo num trabalho em aço inoxidável de 50 toneladas num travão de 60 toneladas. O cálculo da curvatura por ar estava correto. Esqueceram-se do MULTIPLICADOR DE MÉTODO. A máquina atingiu a pressão de alívio a meio do curso e parou. Tentaram novamente. A matriz sobreviveu. As folgas do carro do êmbolo não. Esse travão nunca mais alinhou direito depois disso.
Eis o padrão que deves observar:
Estas não são pequenas correções. Compõem-se mutuamente.
E a máquina não se importa com o que o gráfico dizia. Só sente a força ao longo da mesa — distribuída, concentrada, fora do centro, como quer que a alimentes.
Portanto, quando um desenho muda de material, ou alguém escolhe uma matriz mais apertada, ou a produção decide fazer curvatura de fundo em vez de curvatura de ar para “travar o ângulo”, não fazes suposições.
Recalculas a carga de raiz. Depois comparas com a capacidade real da máquina ao longo desse comprimento exato de curvatura — não com a fantasia da placa de identificação.
Porque a fórmula é uma arma carregada. Segura quando sabes exatamente o que está na câmara.
Mortal quando assumes que cada cartucho é igual.
Calculaste os números. Ajustaste para RESISTÊNCIA À TRAÇÃO, apertaste o ABERTURA DE MATRIZ EM V, multiplicaste para compensar a flexão inferior. A calculadora indica 80 toneladas.
Então como sabes que a tua prensa de 100 toneladas consegue realmente suportar essa carga ao longo de 6 pés sem se torcer e transformar em sucata?
Dado que o portefólio de produtos da CN-HAWE é 100% baseado em CNC e abrange cenários de alto nível em corte a laser, dobragem, canalização e corte, se o próximo passo for falar diretamente com a equipa, Contacte-nos encaixa naturalmente aqui.
Aqui está a parte que ninguém coloca no quadro: a fórmula assume ferramenta perfeita, carga perfeitamente distribuída e material perfeitamente comportado. Isso é fantasia. As oficinas reais trabalham com matrizes gastas, peças desalinhadas, chapas de grão misto e máquinas que só entregam a capacidade nominal total numa parte do comprimento da mesa. Uma prensa de 175 toneladas × 10 pés não tem 175 toneladas em todo o lado; se aplicares essa força total em toda a mesa, vais entortar a estrutura, a menos que compreendas como a carga se distribui.
A matemática dá-te um número. A máquina sente um padrão.
É nessa lacuna que as ferramentas se partem.
Uma vez vi uma equipa dobrar chapa de um quarto de polegada perto da extremidade de uma cama longa porque “havia espaço”. O TONELADAS POR PÉ calculado estava certo. O que não respeitaram foi que a tonelagem nominal total só era segura em cerca de 60% daquele comprimento de mesa. A estrutura deformou-se. Coroa permanente. Essa prensa nunca mais ficou paralela sem calços e orações.
Um ombro de matriz afiado concentra a força ao longo de uma linha de contacto limpa. É isso que a tua equação assume.
Agora imagina uma matriz que já fez milhares de golpes em aço inoxidável. O raio antes nítido nos OMBROS DA MATRIZ achatou-se. Em vez de uma linha de contacto estreita, tens uma área de contacto alargada. Mais superfície. Mais fricção. Mais resistência ao fluxo do material.
A força aumenta.
Não porque RESISTÊNCIA À TRAÇÃO mudou. Não porque ESPESSURA mudou. Porque o atrito e a geometria de contacto mudaram, e a tua fórmula não tem espaço para “ferramentas gastas”.”
Hipoteticamente — e estou a classificar isto como uma estimativa de oficina, não como um estudo de laboratório — já vi trabalhos idênticos precisarem de aproximadamente 15–30 % mais força quando passam de matrizes frescas e retificadas com precisão para matrizes de produção desgastadas. O som da prensa muda. A pressão hidráulica sobe perto do fundo do curso. O ângulo torna‑se teimoso.
A calculadora ainda indica 40 toneladas.
A máquina diz o contrário.
Destruí um conjunto de matrizes de precisão de 1 000 × 4 000 ao confiar em matemática limpa em vez de aço sujo. Os números estavam certos. A ferramenta, não. Microfissuras começaram no ombro gasto e alastraram‑se sob um trabalho de seguimento mais pesado. Descobrimo‑las quando um canto partiu a meio da curvatura e riscou a peça do cliente.
Não podes introduzir o desgaste numa expressão ESPESSURA² arrumada. Tens de olhar para o metal à tua frente e perguntar o que ele já passou.
A tonelagem total é apenas metade da história.
As quinadoras são classificadas em toneladas ao longo de um comprimento — toneladas por pé, toneladas por metro. Essa classificação pressupõe distribuição. Espalha a carga de forma uniforme e a estrutura suporta‑a como uma ponte suporta o trânsito.
Agora coloca uma peça estreita sob um punção afiado, de pequeno raio, perto de uma das extremidades da mesa.
Não excedeste a TONELAGEM DISPONÍVEL. Mas criaste um pico TONELADAS POR PÉ numa secção curta e deslocaste o centro. O êmbolo e a mesa não veem “80 toneladas no total”. Veem um momento de flexão concentrado a tentar torcê‑los.
Este é o problema do punção pontiagudo.
Punções personalizados com pontas apertadas e matrizes V estreitas reduzem a zona de contacto. A mesma força calculada passa agora por menos aço na ferramenta e por menos largura na estrutura da máquina. A tensão aumenta rapidamente porque tensão é força dividida pela área. Reduz a área, duplicas a tensão.
Já vi um trabalho de 90 toneladas tornar‑se numa realidade de 130 toneladas porque alguém trocou para uma matriz mais apertada para “aguçar o raio”. O aumento da força total era óbvio. O que não era óbvio era o pico local na ponta do punção. A ponta lascou. Depois formou uma cratera. Depois começou a marcar essa cratera em todas as peças até a detetarmos.
E lembra‑te daquele limite de comprimento da mesa. Muitas máquinas fornecem a classificação total com segurança em cerca de 60 % da mesa. Concentrar a carga em 2 pés na extremidade já não te mantém no cenário feliz do catálogo.
O teu cálculo pode estar correto em toneladas totais.
Ainda pode estar errado para a tua estrutura.
Duas chapas. Mesmo selo de qualidade. Mesmo RESISTÊNCIA À TRAÇÃO no papel.
Dobra uma paralela à direção de laminação. Dobra a outra perpendicular.
Não se comportam da mesma forma.
A laminação alonga a estrutura do grão. Quando dobras através do grão, estás a lutar contra essa estrutura de forma diferente do que quando dobras a seu favor. O retorno elástico muda. A sobre‑dobra necessária altera‑se. Às vezes, a curva de força perto do fundo do curso torna‑se mais íngreme porque o material resiste à compressão de forma diferente nessa orientação.
A tua fórmula trata o aço como se fosse argila isotrópica — as mesmas propriedades em todas as direções.
Não é.
E depois há o encruamento. O inox, em particular, ganha resistência à medida que se deforma. Quanto mais o empurras, mais ele resiste. Isso significa que os últimos graus de uma operação de encosto podem exigir uma força desproporcionalmente maior do que o início do curso previa. A célula de carga — se fores esperto o suficiente para a observar — mostrará esse pico.
Uma vez rachei um punção numa longa série de inox porque rodámos as chapas a meio do lote para otimizar o desperdício. Metade das peças dobrou bem. As chapas rodadas precisaram de mais sobre‑dobra e bateram mais forte no fundo. A ferramenta percebeu a diferença, mesmo que o desenho não mostrasse.
O material tem memória. A tua calculadora não.
O que nos leva à pergunta que deverias fazer antes de cada operação séria: não “Qual é a tonelagem teórica?”, mas “Qual é o máximo TONELADAS POR PÉ que a minha máquina pode fornecer com segurança, neste comprimento exato, nesta posição exata, com esta condição exata de ferramenta?”
Já não é um problema de fórmula.
É um processo de validação do operador.
Fizeste o cálculo. Ajustaste para RESISTÊNCIA À TRAÇÃO, corrigiste para ABERTURA DA MATRIZ, multiplicaste para encosto em vez de dobra ao ar. Bom.
Agora esquece o orgulho que sentes por essa folha de cálculo.
Porque a máquina não se importa com quão elegante o teu TONELADAS POR PÉ número parece. Ela importa-se com onde essa força é aplicada, quanto tempo é aplicada e se a estrutura de aço sob o aríete consegue suportá-la sem ceder. É aqui que deixamos de ser matemáticos e passamos a ser operadores.
Aqui está o protocolo. Não é teoria. Não é conversa de catálogo. É uma sequência.
Primeiro: compara TONELADAS POR PÉ com o que a tua máquina pode fornecer de forma segura ao longo do comprimento exato que estás a dobrar. Segundo: constrói uma verdadeira margem de segurança que tenha em conta alterações no método e variáveis desconhecidas. Terceiro: faz com que o primeiro impacto seja uma ferramenta de diagnóstico, não um salto de fé.
Uma vez vi uma prensa de 175 toneladas ganhar uma deformação permanente porque alguém confiou na tonelagem total em vez da distribuição. Os cálculos indicavam 160 toneladas no total. A máquina viu 40 TONELADAS POR PÉ acumuladas perto do fim da mesa. O aço cedeu. Nunca recuperou.
Uma prensa com classificação de 100 toneladas em 10 pés não é uma máquina de 100 toneladas em todo o lado.
É uma máquina de 10 TONELADAS POR PÉ — assumindo distribuição uniforme ao longo do comprimento de trabalho.
Agora pega numa peça de 2 pés e posiciona-a a 12 polegadas do lado esquerdo. Se o teu cálculo indica 25 TONELADAS POR PÉ, estás a pedir que essa secção do aríete e da mesa suportem 50 toneladas concentradas numa pequena zona. Os outros oito pés não estão a fazer nada.
As classificações de catálogo pressupõem distribuição. As estruturas são projetadas como pontes — carga espalhada ao longo do vão. Se a concentrares, o momento de flexão nessa secção local dispara. A deflexão deixa de ser linear. Passa a ser geométrica.
E é aqui que os operadores são enganados: a TONELAGEM DISPONÍVEL total pode estar abaixo do máximo da máquina, mas a TENSÃO — força dividida pela área — ultrapassa o que esse segmento do aríete consegue suportar.
Já vi um pequeno suporte de aço inox, com apenas dois pés de comprimento, torcer de forma permanente o lado esquerdo de uma mesa porque o operador centrou os dedos do calibrador em vez da peça. A máquina não excedeu a TONELAGEM total. Excedeu o bom senso estrutural.
Portanto, valida-se desta forma:
Se a sua exigência por pé exceder a capacidade por pé da máquina nesse ponto, não está a ser “um pouco agressivo”. Está a sobrecarregar estruturalmente.
Mesmo que os seus números se enquadrem no papel, não opere uma quinadeira a 100 % da capacidade nominal CAPACIDADE.
Também não leva um motor diesel ao limite das rotações em cada turno.
Porquê 80 %? Porque a sua fórmula não sabe tudo. Não vê a direção das fibras, o desgaste das matrizes, as alterações de fricção, as variações de temperatura no óleo hidráulico, nem a diferença entre uma matriz classificada em toneladas curtas por pé e outra em toneladas métricas por metro a um ângulo diferente. Uma matriz marcada como 60 num catálogo nem sempre é mais forte do que uma marcada como 46 noutro, a menos que converta as unidades e condições de classificação.
Eis o mecanismo: à medida que se aproxima da carga máxima do quadro, a deflexão aumenta de forma não linear. Uma pequena força adicional cria uma deformação estrutural desproporcionalmente maior. É quando os sistemas de compensação atingem o limite. É quando os pinos começam a desgastar-se. É quando surgem microfissuras.
Agora adicione o método de curvatura.
Curvatura a ar como referência? Tudo bem — a regra dos 80 % faz sentido. Apoio total (bottoming) a 1,5× força? A sua margem acabou de encolher. Cunhagem (coining) a 5×? A regra dos 80 % torna-se inútil porque o pico de carga no fundo do curso pode exceder instantaneamente a classificação.
Uma vez vi um operador fazer pressão total numa peça que tinha sido dobrada a ar durante toda a semana porque “o ângulo estava a desviar‑se”. Essa mudança de método aumentou a FORÇA NECESSÁRIA além da classificação CAPACIDADE embora o cálculo original da curvatura a ar fosse seguro. Os vedantes do êmbolo não falharam naquele dia. O quadro deformou-se com o tempo. Seis meses depois estávamos a calçar em torno de uma deflexão permanente.
Margem de segurança não é cobardia. É compensar o que a sua fórmula não consegue prever.
É aqui que a metáfora da arma carregada se torna real.
A fórmula diz-te o que deve acontecer. O primeiro toque diz-te o que está a acontecer.
Fazes a validação em etapas:
Se a carga aumenta mais rapidamente do que o previsto pela tua CURVA DE FORÇA, calculada, pára. Algo mudou — talvez o valor real RESISTÊNCIA À TRAÇÃO seja superior à especificação, talvez o ABERTURA DA MATRIZ seja efetivamente menor devido ao desgaste, talvez estejas a fazer contacto total sem querer.
Os sensores digitais de carga de hoje mostram-te desvios que os antigos gráficos nunca conseguiam. Se a tua exigência calculada era 20 TONELADAS POR PÉ e a máquina indica 26 a subir rapidamente nos últimos graus, isso não é “suficientemente próximo”. Isso é um erro de 30%.
Destruí um conjunto de punções segmentados no início da minha carreira porque confiei mais no número do que no som. O manómetro estava a mostrar-me que a curva de carga era mais inclinada do que deveria. Continuei. O segmento abriu na ranhura de chaveta. A matemática estava certa para dobra no ar. A máquina estava a fazer contacto total porque o batente de profundidade estava desajustado por uma fração.
Eis a única coisa que deves reter:
A fórmula não é a autoridade. É uma hipótese.
A máquina — a sua capacidade de estrutura, os limites por pé, o feedback de carga em tempo real — é o experimento. Se os dois discordarem, acredita no aço em vez da teoria.


















