

下型が、まるでライフルの銃声のような音とともに割れた。.
1/4インチの板。特別な素材ではない。作業者はセットアップシートの裏に計算を書いていた:575 × T² × L. 。機械の定格は安全範囲。仕事は routine(平凡)なもののはずだった。ところが実際には超硬合金の破片を掃除し、「簡単な曲げ」がなぜ5桁のコストになったのか会計に説明していた。.
そのとき、危険な問いを考え始める――その公式は、正確には何を仮定していたのか?
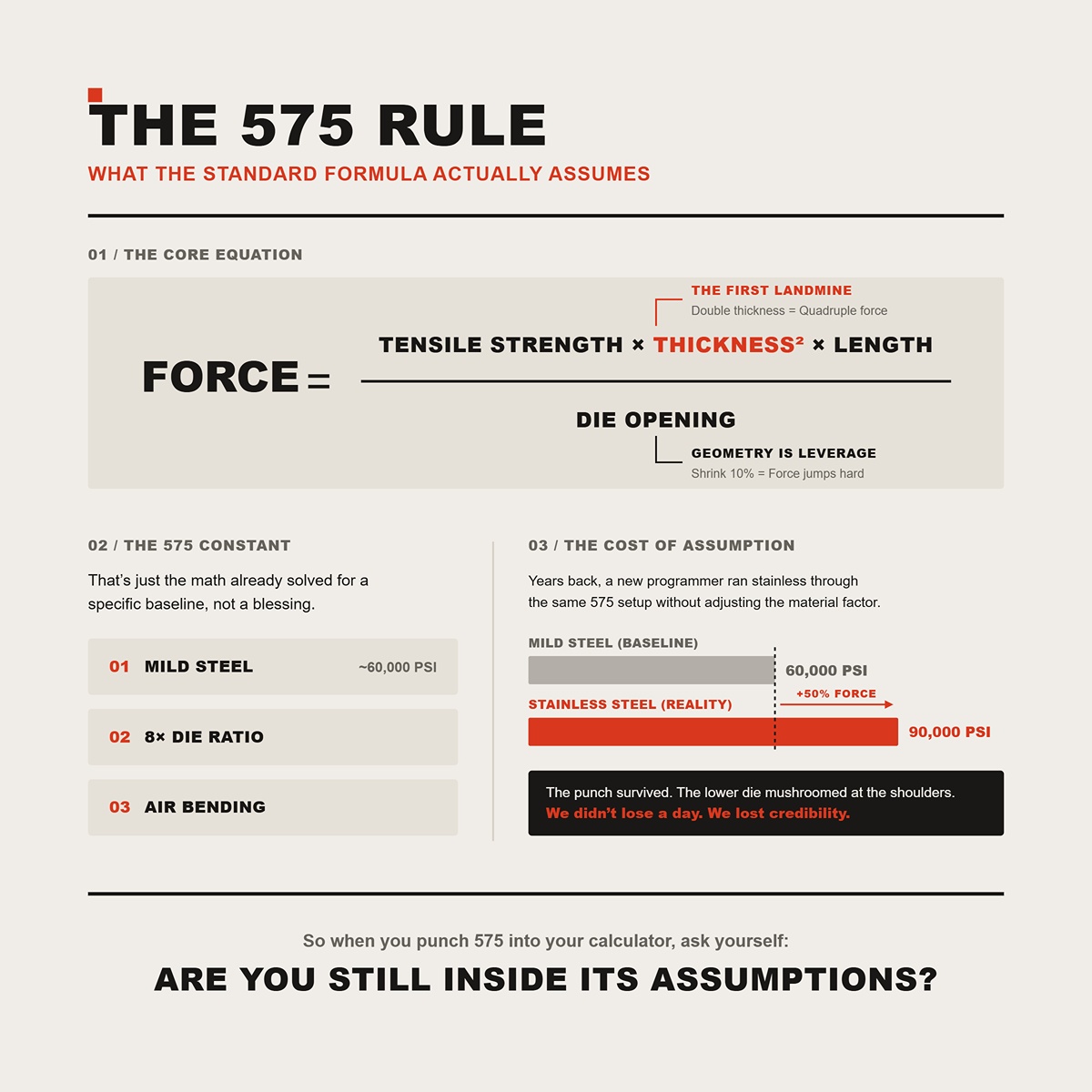
どの板金加工工場に入っても、誰かがそれを暗唱できる:575 × 板厚の二乗 × 長さ ÷ ダイ開口幅。まるで重力のように聞こえる。数字を入れれば、必要な力が出てくる。.
しかし575は物理法則ではない。それはある非常に特定のケースを前提に作られた近道なのだ――軟鋼(降伏強度約60,000 PSI)を空曲げし、ダイ開口幅が板厚の8倍程度であるという条件。 引張強度, の条件で、ダイ開口幅が材料の厚さのおよそ8倍というわけだ。これらのうちどれか1つでも変えれば、「ほぼ正しい」どころか、まったく別の式になる。.
ある90トンの仕事が、誰かが「角度を鋭くする」ためにより狭いダイに変えた瞬間、現実では130トンを必要としたのを見たことがある。機械は不平を言わなかった。工具が言ったのだ。.
具体的に見ていきましょう。.
あの575という近道の背後にある、より完全な形は次のようになる:
力は次に比例する 引張強度 × 板厚² × 長さ ÷ ダイ開口幅.
この板厚 ²の項が最初の地雷だ。板厚を倍にしても、力は倍にはならない――4倍になる。そして次に隠れている要素に注目しよう: ダイ開口幅 が分母にある。開口を狭めると… in the denominator. Shrink the Vダイ開口部 10%で、力は穏やかに上昇するわけではない。それは幾何学がてこの原理であるため、急激に跳ね上がる。.
では575という定数は何か?それは軟鋼(およそ60,000 PSI)に対して、8× ダイ比 のエアーベンディングにおける既に解かれた数学だ。これは基準値であり、魔法の数値ではない。.
数年前、新人プログラマーが同じ575設定でステンレス鋼(90,000 PSI)を 引張強度 材料係数を調整せずに走らせた。パンチは耐えたが、下型は肩の部分でキノコ状につぶれた。我々が失ったのは作業日ではない。信用だった。.
だから電卓に575を入力するとき、自分に問うべきだ——その前提条件の中にまだいるのか?
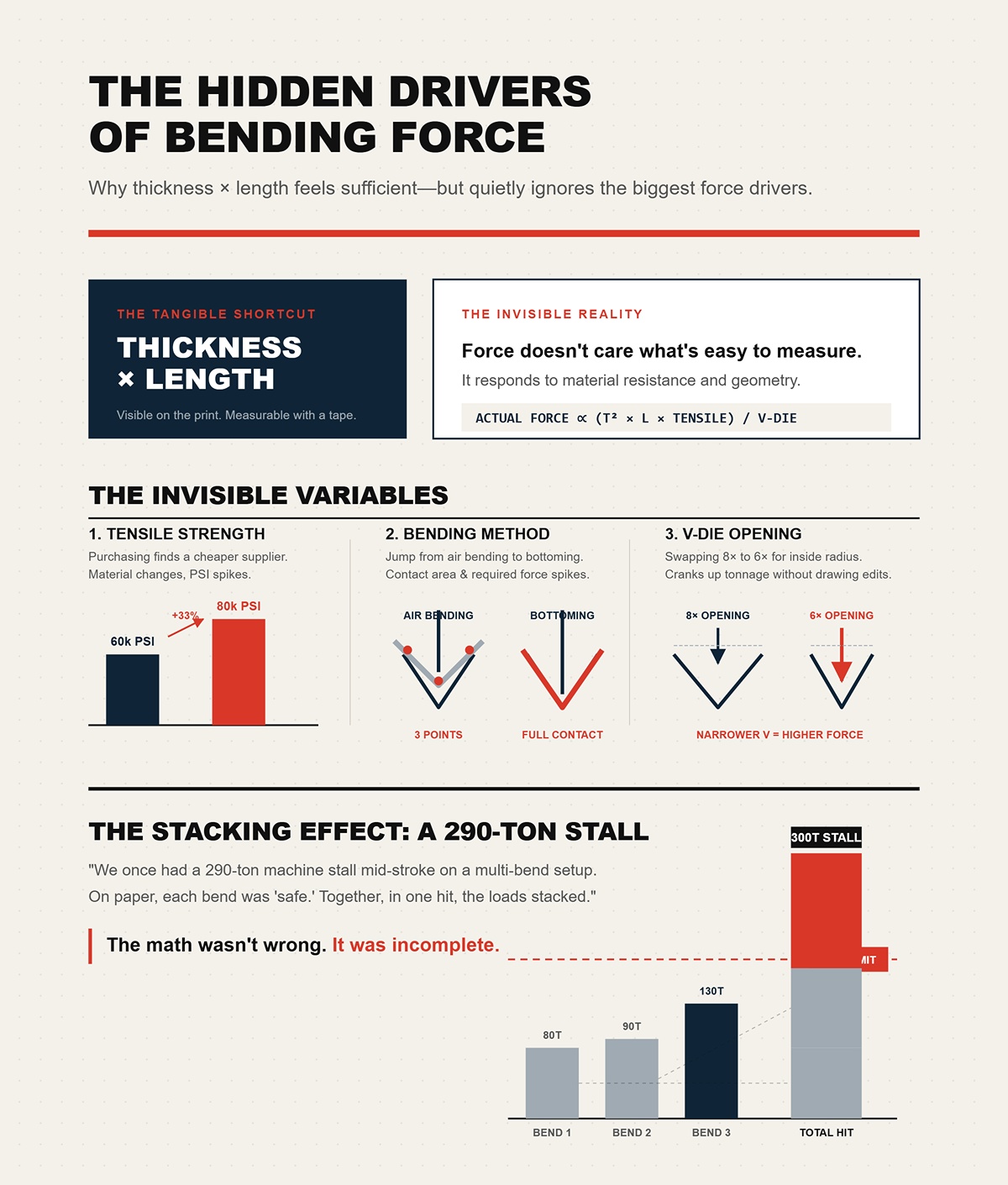
なぜ人々がその近道を好むのか、私はわかっている。. 厚さ × 長さ は実感がある。図面上で確認でき、メジャーで測定できる。.
しかし、購買部が安い仕入先を見つけたことで、60,000から80,000 PSIに変わっても目には見えない。エアーベンディングからボトミングへの変化も感じられない。そこでは接触面積と必要な力が急増する。そして、誰かが8×から6× 引張強度 へ変えて内側半径を制御しようとしたときも気付かない。それは図面を変えずに必要トン数を実質的に引き上げる行為だ。 Vダイ開口部 力は測りやすさには関心がない。材料の抵抗と形状にのみ反応する。.
かつて、290トンの機械がマルチベンドの途中で停止したことがある。書類上では各ベンドは「安全」だった。しかし一度に打ったため、荷重が重なった。計算が間違っていたわけではない。不完全だったのだ。.
「だいたい合っている」見積もりが生む隠れたコスト:割れたダイ、停止した機械、廃棄された部品.

“20%の過小見積もりは、単に過負荷のリスクを高めるだけでなく、ダイの肩やパンチの先端に応力を集中させる。鋼は丁寧に警告してはくれない。それは塑性変形し、そして破断する。そして破断した瞬間、その衝撃がラム、ガイド、フレームへと跳ね返るのだ。.
A 20% underestimation doesn’t just risk overload; it concentrates stress at the die shoulders and punch tip. Steel doesn’t politely warn you. It yields, then it fractures. And when it fractures, it sends that shock back into your ram, your guides, your frame.
私は、油圧プレスブレーキが予期せぬ荷重でわずかにねじれ、ベッド全体で角度が一定しなくなるのを見たことがあります。劇的ではありません。ただ、平行度がじわじわと失われていき、それが数週間にわたる幻のスプリングバック問題の追跡に発展したのです。根本原因?空曲げ用に計算したトン数で、実際の作業はボトミングに近い力で行われていたということです。.
失敗したのは計算式ではありません。オペレーターが、計算式を「万能」だと勘違いしたのです。.
工具を壊すのは、数学が難しいからではありません。数学が前提としていることを考えなくなるから壊すのです。.
数年前、A36の1/4インチプレートを10フィートで加工する見積もりを出しました。3インチのVダイを使うと、計算上は約139トン。問題なし。150トンのブレーキでは安全範囲です。同じ板厚、同じ長さ──ただ、顧客がもっと小さい内側半径を求めたため、セットアップ担当が1.5インチのダイを選びました。.
トン数はおよそ300トンに跳ね上がりました。.
他の条件は一切変わっていません。 ²の項が最初の地雷だ。板厚を倍にしても、力は倍にはならない――4倍になる。そして次に隠れている要素に注目しよう:. ではありません。 長さ. でもありません。ただの形状の違いです。.
その時点で、それは「板厚の問題」ではなく「抵抗の問題」になります。プレスブレーキは図面の指示など気にしません。反応するのは三つ――材料の伸びに対する抵抗、ダイの形状によるてこの効果、そして金属をどの程度完全に変形させるか、です。.
どれか一つを見落とせば、あなたの575による簡略計算は、薬室に間違った弾丸が入った銃になります。.
では、575がその前提の中だけで成り立つとすれば、その外で正確に計算するにはどうすればよいのでしょうか?トン数を単なる表の値として扱うのをやめ、物理として扱うのです。 力 ∝ 引張強さ × 板厚² × 長さ ÷ ダイ開口幅 ――そして、その後に曲げ方式で補正します。.
三つの変数。どれか一つでも、図面に触れずに荷重を倍増させることができます。.
それぞれを順に見ていきましょう。.
プログラマーが、一度60,000 PSIの軟鋼を90,000 PSIのステンレスに置き換え、その他の計算条件をすべてそのままにしたことがありました。同じ1/4インチプレート。同じダイ。同じ長さ。.
計算上は?同一のセットアップです。.
実際には、必要なトン数が50%増加しました。.
理由はこうです。エアーベンドを行うと、材料の外側繊維を降伏点を超えて引き伸ばしています。高いほど 引張強度, 、繊維が塑性変形する前に耐える応力が大きくなります。式は「ステンレス」や「炭素鋼」といったラベルを気にしません。直接的に比例するのです。 引張強度.
もし基準定数が60,000 PSIを前提としていて、90,000 PSIで作業する場合、係数は次の通りです。
90,000 ÷ 60,000 = 1.5
これは丸め誤差ではありません。100トンの作業が150トンになるということです。.
そしてステンレスはさらに厄介です。その降伏強度は軟鋼と比べて引張強度により近く、加工硬化が速いのです。つまり、曲げが進むにつれて抵抗が増加します。プレスブレーキはそれをストロークの下端付近での負荷の急上昇として感じます。.
かつて、誰かがステンレスの急ぎの仕事で軟鋼用チャートを信じたために、新品のセグメントダイセットが肩部で欠けるのを見たことがあります。機械の定格内ではありましたが、工具の定格内ではなかったのです。部品はスクラップになりませんでしたが、ダイはスクラップになりました。.
ステンレスは「重い」わけではありません。引張に対して強いのです。式はすでにやるべきことを教えています――実際の 引張強度 と基準値の比を掛けるのです。.
その数値を調整しなければ、計算しているのではなく、ただの賭けに出ているだけです。.
では、てこの原理について話しましょう。.
一般的なルールは8:1の比率―― Vダイ開口 ≈ 8 × 板厚 軟鋼のエアーベンディングの場合です。この比率は多くのトン数チャートに組み込まれています。扱いやすく、予測可能です。.
しかし、575は物理法則ではありません。.
その1/4インチ板の例をもう一度見てみましょう。3インチのダイと1.5インチのダイを比較します。 が分母にある。開口を狭めると… を半分にすると、その値が式の分母にあるため、必要な力は2倍になります。.
増加するのではなく、2倍になるのです。.
それは純粋に力学の話です。ダイを狭くすると、材料が橋渡しするスパンが短くなり、塑性変形を起こすために必要な曲げモーメントが増加します。レバーアームを短くしたわけです。ブレーキはその力を補います。.
ここに落とし穴があります。作業者は内側の半径を「きれいにする」ためやスプリングバックを制御するためにダイを締めます。図面は変わりません。. ²の項が最初の地雷だ。板厚を倍にしても、力は倍にはならない――4倍になる。そして次に隠れている要素に注目しよう: 変わらないのです。しかし、幾何形状が変化したためにトン数が急上昇します。.
90トンの作業が、誰かが「半径を鋭くする」ためにより狭いダイに交換したことで130トンの現実になったのを見たことがあります。警報も騒ぎもなし。ただ、定格外の応力の下でゆっくりと降伏していくダイセットだけでした。.
そして忘れないでください — 工具カタログには最大荷重がフィート当たりのトン数で記載されています。ショートトンの場合もあれば、メートルトンの場合もあります。1つは2000ポンド、もう1つはそうではありません。それを取り違えると、安全余裕は消え失せます。.
ダイ開口部を V字ダイの開口部 を縮めることは、材料の厚さに手を加えずにブレーキを過負荷にする最も速い方法です。.
さて、これが多くの人を不意打ちにする要因です。.
同じ板を取ります。同じ ²の項が最初の地雷だ。板厚を倍にしても、力は倍にはならない――4倍になる。そして次に隠れている要素に注目しよう:. 。同じ 引張強度. 。同じ が分母にある。開口を狭めると….
エアベンドを行うと、材料はパンチ先端とダイの肩部だけに接触します。接触点は3点。接触面積は限られています。制御された力です。.
今度はボトミングします。材料をダイの側壁全体に密着させます。接触面積が増え、摩擦が増加します。必要な力は跳ね上がり、しばしばエアベンドの3〜4倍のトン数が必要になります。.
ではコイニングの場合は? もはや曲げだけではありません。スプリングバックをなくすため、曲げ線で材料を圧縮します。それによって力はエアベンドの5〜8倍に達することもあります。.
同じ図面でも、まったく異なる荷重条件になります。.
かつて、角度の一貫性を求めてエアベンディングからボトミングに途中で切り替えた作業班を見たことがあります。トン数を再計算しませんでした。機械は爆発しませんでした。ただ、負荷の下でゆっくりと平行がずれ始め、わずかなフレームたわみを数週間も追跡した末、原因が油圧ではなく手法にあったと突き止めました。.
エアベンディングは、最小限のダイ接触による弾塑性変形です。ボトミングやコイニングは、圧縮成形とダイ全面との接触を加えます。抵抗が増え、必要な力も増します。.
もしトン数を計算する際に 曲げ方法, あなたはまだその方程式を終えていません。.
そして、方程式を終えていないなら、その数値を信頼する資格はありません。.
あなたはどのように 引張強度, Vダイ開口部, 、および 曲げ方法 が、大槌のように力を振るえるかを見てきました。.
さて、あなたが欲しいのは実際の計算です。チャートではなく、「おおよそ」でもなく。一歩一歩確認できる数値——衝撃が襲いかかったときでも弁護できる数値です。.
良いですね。そうやって鉄を壊すのをやめるのです。.
誰もが使っている標準定数は、空気曲げで60,000 PSIの軟鋼を従来のダイ比で曲げる条件から導き出されたものです。それは、装填された銃の中の基準的なカートリッジのようなものです。カートリッジを変えれば反動も変わる。これから行うのは、そのカートリッジを「見える化」する式を作ることです——引き金を引く前に、銃室に何が入っているのかを正確に把握できるように。.
そしてもちろん、私たちは 引張強度, 実際の Vダイ開口部, 、および 曲げ方法 を明示的に考慮します——魔法のような数値の中に隠れた仮定としてではなく。.
まずは具体的な例から始めましょう。.
1/4インチ板を取ります。厚さ0.250インチ。曲げ長さ10フィート。Vダイ開口2インチ。空気曲げです。.
空気曲げのトン数を求める帝国単位系の式は次の通りです:
1フィートあたりのトン数 = (引張強度 × 厚さ²) ÷ (1.33 × Vダイ開口部)
この1.33には神秘性などありません。それは、60,000 PSI基準の鋼材に基づく梁の曲げメカニクスと単位変換から導かれたものです。つまり、形状と応力分布をひとつの定数に凝縮した結果なのです。.
60,000 PSI の軟鋼の数値を代入します:
つまり:
1フィートあたりのトン数 = (60,000 × 0.250²) ÷ (1.33 × 2.0) = (60,000 × 0.0625) ÷ 2.66 = 3,750 ÷ 2.66 ≈ インチ当たり 1,409 ポンド ≈ フィート当たり 16.9 トン
長さが10フィート?掛け算します:
16.9 × 10 = 合計必要荷重 169 トン。.
これがエアーベンディングです。60,000 PSI です。2インチのダイです。.
さて、何も変えずに Vダイ開口部 1.5インチにします。.
分母が小さくなり、力が増加します:
(60,000 × 0.0625) ÷ (1.33 × 1.5) = 3,750 ÷ 1.995 ≈ インチ当たり 1,879 ポンド ≈ フィート当たり 22.5 トン
10フィートでは225トンになります。.
同じ材料。同じ板厚。同じ長さ。ダイを半インチ変えただけで、ベッド全体に56トンの追加荷重が発生します。.
それはチャートの癖ではありません。スパンが短くなることで曲げモーメントが増加するという力学です。.
かつて私は、175トンのブレーキでまさにその操作を試みた工場を見たことがあります。計算では225トン、銘板では175トン。彼らは中央近くの短い部分だけ動かしましたが、ラムが永久にクラウンしました。派手ではありませんが、長い曲げをするたびに端から端まで角度がずれる程度には変形し、その機械を完全に真っすぐに戻すことは二度とできませんでした。.
そして、まだステンレスやボトミングの話にはすら触れていません。.
もう一つ注意すべき点があります。この式が示しているのは「必要な力」であり、あなたの175トン × 10フィートの機械がその169トンを全長10フィートにわたって安全に出せるか、それとも中心付近だけで出せるかは示していません。機械の定格と力の要求は別の問題です。数値を信頼する前に、プレスブレーキがどのように荷重を分配し、CNCクラウニングシステムがどのように応力を補償し、構造が全長で一貫した曲げを可能にするよう設計されているかを理解する必要があります。100% CNCなどの最新プラットフォームは、 CN-HAWEプレスブレーキ プレスブレーキおよび自動化システム全体にわたる継続的な研究開発と試験によって支えられ、高精度な曲げと実際の荷重制御のために設計されているため、算出されたトン数に安定で再現性のある機械性能を一致させることができます。.
まず必要な力を計算し、それから実際の機械の荷重分布限界と比較します。.
さて、人々が自分に都合よく嘘をつく静かな方法について話しましょう。.
メートル法では、同じエアーベンドの関係は次のようになります:
kN毎メートル = (1.42 × 引張強度 (MPa) × 厚さ² (mm)) ÷ Vダイ開口幅 (mm)
この1.42は、単位変換がすでに組み込まれているため、ヤードポンド法の1.33に置き換えられています。包み方は違っても、物理は同じです。.
ここで工場が失敗するのは、誰かがMPaとインチを混ぜてしまうときです。あるいはmmとPSIを混同したり、ショートトン(2,000ポンド)かメートルトン(2,204ポンド)かを確認せずにトンを換算してしまうときです。.
2,000対2,204という数字はたいした差に見えませんが、実際には10%の違いです。200トンの荷重なら、20トン分の「おっと」です。“
私は、1メートルあたり150メートルトンと刻印されたダイを、1フィートあたり150ショートトンとして扱われたのを見たことがあります。これは丸め誤差ではありません。工具の限界をはるかに超えています。3回目の打撃でショルダーが割れました。.
単位は帳簿の都合ではありません。それを間違えると、力の乗算器になります。.
だからルールはこうです:一つの単位系を選び、それを 引張強度 最終トン数まで一貫して使うこと。必要なら、変換は最後に一度だけ行います。.
ここで別のカートリッジを装填します。.
あなたの1/4インチの板が60,000 PSIの軟鋼ではなく、90,000 PSIのステンレスだったとしましょう。.
調整のスマートな方法は次のとおりです:
材料補正係数(MCF) = 実際の引張強度 ÷ 60,000
つまり:
MCF = 90,000 ÷ 60,000 = 1.5
「少し足す」わけではありません。空気曲げの結果全体に1.5を掛けます。.
以前使用した1.5インチのダイで1フィートあたり22.5トンの場合:
22.5 × 1.5 = 33.75 トン/フィート。.
10フィート?
必要トン数は337.5トン。.
こうして、軟鋼で169トンに見えたセットアップが、より狭いダイを使うとステンレスでは300トンを超えることになるのです。.
ここに層(メソッド)を加えます。.
空気曲げの倍数=1.0 底付き成形は空気曲げの4~5倍になり得ます。コイニングでは8~10倍に達することもあります。.
ステンレスの作業を4倍で底付けしたとすると:
337.5 × 4 = 1,350 トン。.
同じ図面。同じ板厚。同じ長さ。.
異なる物理。.
多くの公式が隠している部分はここです: MCF 引張強さに対して線形に比例すると仮定しています。通常のプレスブレーキ範囲での構造用鋼では概ね正しいのですが、加工硬化が強い高強度合金では、ストロークの終わり付近で負荷が急増することがあります。その急増は基準定数に含まれていません。そこが作業者の判断とリアルタイム負荷監視が重要になる部分です。.
かつて高強度鋼板で再計算をせずに「とりあえず一回やってみよう」とした作業チームを見たことがあります。 MCF. プレスは設定深さに達する前に最大圧力に達し、リリーフバルブが悲鳴を上げました。ダイは無事でしたが、油圧シールは持ちませんでした。.
統一された公式はリスクを消すわけではありません。それを可視化するのです。そして次のことを理解させます:
必要な力 =(幾何学的な基準空気曲げ力)× MCF × メソッド乗数
その後にのみ、以下と比較します:
これが、実際に動かす前に行う完全なチャンバーチェックです。.
次に、この統一計算式を実際の作業現場のシナリオに当てはめていきます。そうすれば、小さな変数の変化がどれほど速く機械を破壊する負荷に積み重なっていくかが、直感以上に明らかになります。.
小さな変化がどれほど速く機械破損レベルの負荷に積み重なるのか知りたいですか?
いいですね。それが正しい質問です。.
すでに統一された方程式を作りました — 幾何学から求めた基本のエアベンド力に 材料補正係数, を掛け、さらに メソッド乗数. を掛けます。では実際の仕事に当てはめてみましょう。たとえば、木曜の午後2時30分に「明日までに仕上げてほしい」と依頼が舞い込むような案件です。“
同じ形状条件です。変数を1つずつ変えていったときに何が起こるか見てみましょう。.
10ゲージの軟鋼ブラケットを想像してください。板厚は0.135インチ、曲げ長さは48インチです。8×ダイを選ぶと、 Vダイ開口部 は約1.08インチになります。計算を簡単かつ少し保守的にするため、1.0インチとします。.
材料は基準となる軟鋼です。 引張強さ = 60,000 PSI.
エアベンディング。特別な仕掛けなし。.
式から始めます:
1フィートあたりのトン数 = (引張強度 × 厚さ²) ÷ (1.33 × Vダイ開口部)
つまり:
フィートあたりのトン数に変換:
821 lb/in × 12 in ≈ 9,852 lb/ft ≈ 1フィートあたり約4.9トン.
あなたの部品は4フィートの長さです:
4.9 × 4 = 合計19.6トン.
必要な力は約20トンとしましょう。.
これは退屈な結果です。安全であり、チャートが基づいている条件です——エアーベンディング、軟鋼、「標準」ダイ比率。.
そしてここで見習いが調子に乗るのです。.
以前ある若者がこの25トンという結果を見て、「建物内のどんな機械でもできるじゃないですか」と言いました。2時間後、彼は古いメカニカルブレーキのベッド端近くで同じような10ゲージの仕事を試しました。オフセンターロードがラムをほんの少しねじり、パンチの先端を割ってしまいました。安い授業料でした。悪化していたかもしれません。.
基準となる仕事は、式が普遍的だと思い込ませる罠になります。.
実際は違います。.
同じ図面。同じ48インチの曲げ。同じ0.135の厚さ。.
今度は顧客が304ステンレスに切り替えました。典型値: 引張強度約90,000 PSI。.
そしてオペレーターは、「半径をきつくする」ために1.0インチではなく Vダイ開口部 0.75インチを選びました。.
それは2つの変数が変わったということだ。スタックを見てみろ。.
まず、新しいダイでのジオメトリ:
変換:
1,642 × 12 ≈ 19,704 ポンド/フィート ≈ 1フィートあたり約9.85トン。.
長さ4フィートの場合:
9.85 × 4 ≈ 39.4トン。.
「20トンの作業」が突然「40トンの作業」になった。.
特別なことは何も起こっていない。厚みを倍にしたわけでもない。長さを変えたわけでもない。増加したのは 引張強度 1.5倍で、縮小したのは Vダイ開口部 25%だ。.
力は倍になった。.
これがまさに工場が崖から落ちるような現象だ。半径を「鋭くする」ために誰かがより狭いダイに交換したせいで、90トンの作業が130トンの現実になったのを見たことがある。機械は文句を言わなかった。工具が文句を言った。3週間後、より重い運転の下でダイの肩に微細な亀裂が現れた。.
“「でも575は物理法則じゃない。」”
そうだ。それは軟鋼とゆったりしたダイを前提にした近道だ。どちらかを変えれば、てこの腕の長さが変わる。スパンを短くし、同時に材料の抵抗を増したため曲げモーメントが上昇する。.
そして今、20トンではなく40トンを目の前にしている。.
まだ気楽か?
上記のステンレスのセットアップを維持する:厚さ0.135インチ、長さ48インチ、ダイス幅0.75インチ。, 引張強度 = 90,000 PSI.
エアベンドには合計約40トンが必要だった。.
さあ、方法を切り替えよう。.
ボトムベンド — パンチが材料をダイス角度に完全接触させる方式 — は、同じ形状の場合エアベンド力の少なくとも2倍を必要とするのが一般的だ。これは意見ではない。材料が弾性回復を超えて、ダイス壁に塑性変形の形で強制されるためだ。.
つまり:
40トン × 2 = 80トン。.
最低限の値。.
一部の材料、特に加工硬化するステンレスは、ストロークの下端に近づくにつれてさらに負荷が増す。これは接触面積が急速に増え、摩擦が急上昇するためである。荷重カーブは下方で急勾配となり、まさに機械が最高油圧を発生する領域だ。.
軟鋼のエアベンドで快適に20トンと見えていた作業が、今やステンレスのボトムベンドでは80トンの工程になっている。.
基準値の4倍だ。.
同じ図面である。.
私は、ある作業班が「50トンのステンレス作業だ」と思い込んで、60トンのブレーキでボトムベンドを行うのを見た。エアベンド計算は正しかった。彼らは忘れていたのだ。 メソッド乗数. 。機械はストローク中間でリリーフ圧に達し、停止した。再試行したが、ダイスは無事だったものの、ラムのギブすき間は無事ではなかった。そのブレーキはそれ以降、まっすぐには動かなかった。.
あなたが見るべきパターンは次の通りだ:
これらは小さな補正ではない。累積する。.
そして機械はチャートが何を示したかなど気にしない。機械が感じるのはベッド全体にかかる力 — 分散していようが集中していようが、オフセンターであろうが、与えられた通りに感じるだけなのだ。.
だから、印刷物が素材を変えたり、誰かがよりタイトなダイを使ったり、生産側が「角度を固定する」ためにエア曲げではなく突き当て曲げを選んだりしたとき、あなたは推測しない。.
負荷をゼロから再構築する。そして、その正確な曲げ長さ全体にわたって、実際の機械能力と比較する—銘板上の幻想ではなく。.
なぜなら、公式は装填された銃だからだ。弾倉の中身を正確に把握しているなら安全。.
すべての弾薬が同じだと想定したとき、それは致命的になる。.
あなたは数値を計算し、補正を加えた。 引張強度, を締め付け、 Vダイ開口部, を調整し、突き当て曲げ用に倍率をかけた。計算機の表示は80トン。.
では、あなたの100トンブレーキが6フィート全体にその負荷をかけても、スクラップになるほどねじれてしまわずに耐えられるとどうやって確信できる?
CN-HAWE の製品ポートフォリオはすべて CNC ベースの 100% であり、レーザー切断、曲げ、溝入れ、シャーリングといったハイエンドな用途をカバーしています。次のステップとしてチームに直接相談する場合は、, お問い合わせ が自然な流れとなります。.
ここが誰も表に書かない部分だ:公式は、完全な工具、完全に分布した荷重、完全に理想的な素材を前提としている。それは幻想だ。現実の現場では、摩耗したダイ、オフセンターの部品、混合粒方向のシート、そして定格能力をベッド長の一部でしか発揮できない機械を使う。175トン × 10フィートのブレーキはどこでも175トンではない。全ベッドにその力をかければ、荷重の広がりを理解していない限りフレームがクラウンしてしまう。.
数学は数値を与える。機械はパターンを感じる。.
そのギャップこそが、工具が破壊される場所だ。.
かつて私は、長いベッドの端に近い場所で、余裕があったという理由で1/4インチのプレートを曲げる作業員たちを見たことがある。計算上の 1フィートあたりのトン数 は問題なかった。彼らが理解していなかったのは、定格トン数が安全に使えるのはそのベッド長の約60%だけだったということだ。フレームが変形した。永久的なクラウン。そのブレーキはシムと祈りなしでは再び平行を出せなくなった。.
鋭いダイのショルダーは、接触線に力を集中的にかける。それがあなたの方程式の前提だ。.
では、ステンレスで何千回も打たれたダイを想像してみよう。かつてシャープだった ダイショルダー の半径が平らになっている。狭い接触線ではなく、ぼやけた接触面となる。接触面積の増加。摩擦の増加。素材の流れに対する抵抗の増加。.
力は上昇する。.
理由ではない 引張強度 変わったからではない ²の項が最初の地雷だ。板厚を倍にしても、力は倍にはならない――4倍になる。そして次に隠れている要素に注目しよう: 変わったからではない。摩擦と接触形状が変わったからだ。そしてあなたの計算式には「使い込まれた工具」という項目がない。“
仮に――これは実験室の研究ではなく、現場の見積もりとして言っているが――新しい精密研磨済みのダイから使い古した量産用ダイに取り替えたとき、まったく同じ作業で必要な力が体感で15〜30%ほど増えたことがある。プレスの音が変わる。ストロークの下端近くで油圧がじわじわ上がる。角度が頑固になる。.
計算機は依然として40トンだと言う。.
機械はそうは言わない。.
私は「きれいな数値」を「汚れた鋼材」より信用したせいで、精密ダイセットを1組4,000トン相当の力で破壊してしまったことがある。数値は正しかった。工具が間違っていた。微細な亀裂が摩耗した肩部から始まり、より重い後続作業の下で蜘蛛の巣状に広がった。角が曲げ途中で折れ、顧客の部品を傷つけたときにようやくそれを発見した。.
摩耗をきれいに式に代入することはできない。 厚さ² 目の前の金属を見て、それが何を経験してきたかを考えなければならない。.
総トン数だけが物語の半分だ。.
プレスブレーキは長さに対してトンで定格されている――「1フィート当たりのトン数」または「1メートル当たりのトン数」だ。この定格は荷重が均等に分布することを前提としている。荷重を均等に広げれば、フレームは橋が交通を支えるようにそれを支える。.
では、ベッドの片端近くに鋭い小半径パンチを置き、その下に狭い部品を置いてみてほしい。.
総 使用可能トン数. を超えたわけではない。だが短い区間に荷重を集中させ、中心からずらしてしまった。ラムとベッドは「合計80トン」ではなく、ねじろうとする集中した曲げモーメントを感じる。 1フィートあたりのトン数 これが「とがったパンチ」の問題だ。.
鋭い先端を持つ特注パンチや狭いVダイは接触領域を縮める。同じ計算上の力が、工具内の鋼材も機械構造の幅も減った状態で流れる。応力はすぐに上昇する。なぜなら、応力は力を面積で割ったものだからだ。面積を半分にすれば、応力は倍になる。.
ある90トンの作業が、半径を「鋭くする」ためにより狭いダイへ交換した結果、実際には130トンの現実に変わった光景を見たことがある。総合的な力の増加は明らかだった。だがパンチ先端での局所的な急上昇は見えなかった。先端が欠け、次にくぼみ、そしてそれが全ての部品に打刻されるようになって初めて発覚した。.
I’ve seen a 90‑ton job turn into a 130‑ton reality because someone swapped to a tighter die to “sharpen the radius.” The total force increase was obvious. What wasn’t obvious was the local spike at the punch tip. The tip chipped. Then it cratered. Then it started embossing that crater into every part until we caught it.
そして、そのベッド長の制限を忘れないでください。多くの機械は、ベッドのおおよそ60%の範囲で定格通りの出力を安全に発揮します。荷重を端の2フィートに集中させると、もはやカタログ上の理想的な領域にはいません。.
あなたの計算は、総トン数としては正しいかもしれません。.
それでも、フレームに対しては間違っている可能性があります。.
2枚のシート。同じ等級スタンプ。同じ 引張強度 紙の上では。.
1枚は圧延方向に平行に曲げ、もう1枚は垂直に曲げてください。.
それらは同じようには振る舞いません。.
圧延は結晶粒構造を伸ばします。結晶粒に対して横方向に曲げるときは、縦方向に曲げるときと異なる仕方でその構造に逆らっています。スプリングバックの量が変わり、必要な過曲げの角度も変化します。時には、ストロークの下死点付近で力のカーブが急になるのは、材料がその方向に対して異なる圧縮抵抗を示すためです。.
あなたの計算式は、鋼を等方性の粘土のように扱っています — すべての方向で同じ特性を持つものとして。.
実際は違います。.
そして加工硬化があります。特にステンレスは、変形するほど強度を増します。押せば押すほど抵抗が大きくなるのです。つまり、ストローク後半の数度の下げ込みには、初期の計算で予測されたよりも不釣り合いに大きな力が必要になる可能性があります。ロードセルを監視していれば — 賢ければですが — そのピークが表示されるでしょう。.
私もかつて、ステンレスの長尺ランでポンチを割ったことがあります。スクラップを最適化するために、バッチの途中でシートを回転させたのです。半分の部品は問題なく曲がりましたが、回転させたシートはより大きな過曲げが必要で、下死点での衝撃が強くなりました。図面にはその違いは現れませんでしたが、工具は確かに感じ取っていました。.
材料には記憶があります。あなたの計算機にはありません。.
これが、重大な加工を始める前にあなたが問うべき質問につながります。それは「理論上のトン数はいくつか?」ではなく、「この正確な長さ、この正確な位置、この正確な工具条件において、 1フィートあたりのトン数 自分の機械が安全に発揮できる最大値はいくつか?」という問いです。”
それは、もはや単なる数式の問題ではありません。.
それは、オペレーターによる検証プロセスです。.
あなたは計算を終えました。~の補正を行い、 引張強度, を修正しました が分母にある。開口を狭めると…, 、エアベンディングではなくボトミングに対して掛け算される。いいね。.
そのスプレッドシートに誇りを感じるのはもう忘れよう。.
なぜなら機械はあなたの 1フィートあたりのトン数 数字がどれほど美しく見えるかなんて気にしないからだ。気にするのは、その力がどこに、どれだけの時間かけて作用するか、そしてラムの下にある鋼製フレームが降伏せずにそれを支えられるかどうかだ。ここからは数学者ではなく、オペレーターになる。.
これが手順だ。理論ではない。カタログの飾りでもない。連続したプロセスだ。.
まず:比較する。 1フィートあたりのトン数 曲げている正確な長さに対して、機械が安全に出せる力と照らし合わせる。次に:方法の変更や未知要素を考慮に入れた、現実的な安全マージンを作る。三番目に:最初の打撃は信頼に頼るのではなく、診断ツールとして使う。.
かつて、175トンのブレーキプレスが永久にたわんでしまうのを見たことがある。総トン数だけを信じたせいだ。計算上は合計160トンだった。その機械は40 1フィートあたりのトン数 トンをベッドの端近くに集中させていた。鋼が降伏し、二度と元には戻らなかった。.
10フィートにわたって100トンの定格を持つブレーキは、どこでも100トン出せる機械ではない。.
それは10 1フィートあたりのトン数 トン/フィートの機械だ――作業長全体に均等に荷重が分散していることを前提としている。.
では、2フィートの部品を左側から12インチずらしてセットしてみよう。もし計算が25 1フィートあたりのトン数, トンを示しているなら、そのラムとベッドの区間に小さい範囲へ50トンの力を集中させていることになる。残りの8フィートは何もしていない。.
カタログの定格は分散荷重を前提としている。フレームは橋のように設計されており、荷重はスパン全体に広がる。集中させると、その局所区間の曲げモーメントが急増する。たわみはもはや線形ではなく、幾何的に変化する。.
そしてここでオペレーターがだまされるポイントがある。全体の 使用可能トン数 荷重トン数は機械の最大値未満かもしれないが、局所の 応力 ――つまり力を面積で割った値――がそのラムのセグメントが耐えられる限界を超えてしまうのだ。.
私は短いステンレス製ブラケット(わずか2フィートほどの長さ)が、オペレーターが部品ではなくバックゲージフィンガーを中央に合わせたために、ベッドの左側を永久的にねじってしまうのを見たことがある。機械は総トン数を超えていなかった。 トン数. を超えたのではなく、構造的常識を超えていたのだ。.
したがって、次のように検証する:
その位置で1フィートあたりの要求が機械の1フィートあたりの許容能力を超える場合、あなたは「少し攻めすぎている」わけではない。構造的に過負荷状態なのだ。.
たとえ数値上は問題なく見えても、定格容量の100%でプレスブレーキを動かしてはいけない。 容量.
毎回ディーゼルをレッドラインまで回すようなものだ。.
なぜ80%なのか? あなたの計算式はすべてを把握できないからだ。板の繊維方向、金型の摩耗、摩擦の変化、油圧オイルの温度変化、あるいは角度の異なる単位(フィートあたりのショートトンかメートルあたりのメートルトンか)で定格された金型の違いを見ていない。カタログで60と刻まれた金型が、別のカタログで46と記された金型より必ずしも強いとは限らない——単位や条件を換算しなければ比較にならない。.
仕組みはこうだ:枠の最大荷重に近づくにつれ、たわみは非線形的に増加する。わずかな追加力でも不釣り合いに大きな構造ひずみを生む。そのとき、クラウニングシステムは限界に達し、ピンが摩耗し、微細な亀裂が発生し始める。.
次に曲げ方法を加味する。.
基準条件のエアーベンドなら? 良い——80%ルールは妥当だ。ボトミングで1.5倍の力? 余裕は縮まる。コイニングで5倍? 80%ルールは意味を失う。ストローク下端での荷重スパイクが瞬時に定格を超えることがあるからだ。.
かつて私は、あるオペレーターが「角度がずれてきた」と言って、1週間ずっとエアーベンドしていた部品をボトミングしたのを見た。その方法変更により、実際に必要な 必要加圧力 が定格を超えてしまった。 容量 元のエアベンド計算は安全だった。それなのにラムシールはその日壊れなかった。フレームは時間とともに塑性変形した。6か月後、私たちは恒久的なたわみに合わせてシムを調整していた。.
安全余裕は臆病ではない。それは、あなたの式が見えないものを織り込むことだ。.
ここで「装填された銃」の比喩が現実になる。.
式は「起こるべきこと」を教えてくれる。最初のヒットは「今まさに起きていること」を教えてくれる。.
段階的に検証する:
荷重があなたの計算した 力曲線, より早く上昇したら停止する。何かが変わった — 実際の 引張強度 が仕様より高いかもしれないし、 が分母にある。開口を狭めると… が摩耗で実質的に小さくなっているかもしれないし、意図せずボトミングしているかもしれない。.
今日のデジタル荷重センサーは、古いチャートでは決して見えなかった偏差を示してくれる。あなたの計算した要求が20 1フィートあたりのトン数 で、機械が最後の数度で26まで急上昇しているなら、それは「だいたい合っている」ではない。それは30%の誤差だ。.
私はキャリア初期に、音より数字を信じたせいでセグメント化パンチのセットを破壊した。圧力計は、荷重曲線が想定よりも急勾配であることを示していた。私は押し続けた。セグメントはキー溝で割れた。エアベンドには数学的には正しかったが、深さストップがわずかにずれていたため、機械はボトミングしていた。.
これだけは忘れないでほしい:
式は絶対的な権威ではない。それは仮説だ。.
その機械――フレーム定格、フィート当たりの制限、実荷重のフィードバック――そのすべてが実験である。もし理論と結果が食い違うなら、理論より鋼を信じろ。.


















