

Matriks bawah terbelah dengan suara seperti letusan senapan.
Pelat seperempat inci. Tidak ada yang istimewa. Operator sudah menghitungnya di belakang lembar pengaturan: 575 × T² × L. Mesin dinilai aman. Pekerjaan seharusnya rutin. Namun, kami justru menyapu serpihan karbida dan menjelaskan kepada bagian akuntansi mengapa “pelipatan sederhana” itu menelan biaya lima digit.
Di situlah Anda mulai mengajukan pertanyaan berbahaya: apa, sebenarnya, yang diasumsikan rumus itu?
Masuklah ke bengkel fabrikasi mana pun dan seseorang dapat mengucapkannya dari ingatan: 575 kali ketebalan kuadrat kali panjang, dibagi dengan bukaan cetakan. Kedengarannya seperti hukum gravitasi. Masukkan angka, keluarnya gaya.
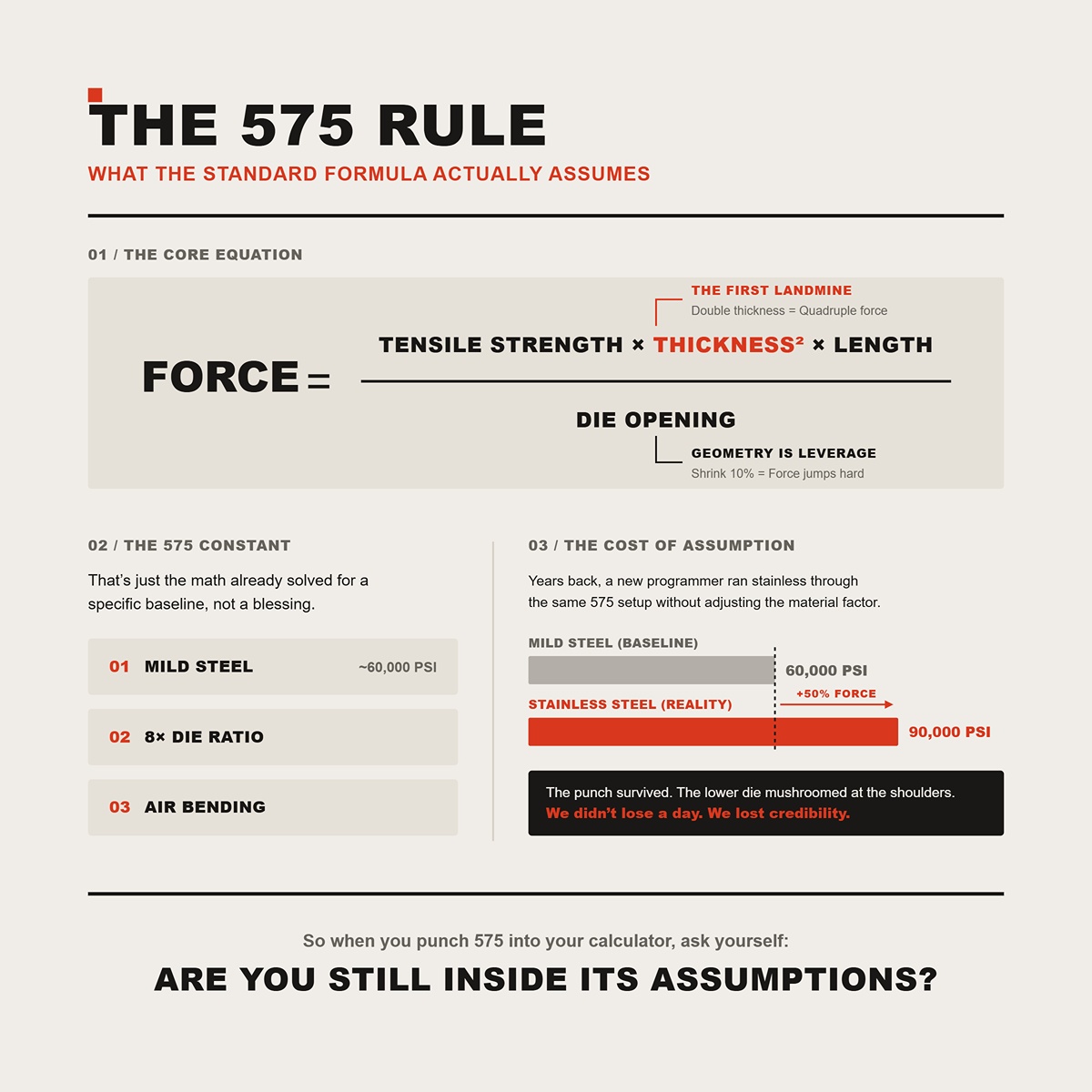
Tapi 575 bukanlah hukum fisika. Itu adalah jalan pintas yang dibuat dari satu kasus yang sangat spesifik: pembengkokan udara baja ringan, sekitar 60.000 PSI KEKUATAN TARIK, dengan bukaan cetakan kira‑kira delapan kali ketebalan material. Ubah salah satu saja, dan Anda tidak lagi “mendekati.” Anda masuk ke persamaan yang berbeda.
Saya pernah melihat pekerjaan 90 ton berubah menjadi kenyataan 130 ton karena seseorang mengganti cetakan lebih sempit untuk “menajamkan radius.” Mesin tidak mengeluh. Perkakasnya yang melakukannya.
Mari kita konkretkan.
Bentuk lengkap di balik jalan pintas 575 itu terlihat seperti ini:
Gaya sebanding dengan KEKUATAN TARIK × KETEBALAN² × PANJANG ÷ BUKAAN CETAKAN.
Istilah KETEBALAN yang dikuadratkan itu merupakan ranjau darat pertama. Gandakan ketebalan dan Anda tidak menggandakan gaya — Anda melipatgandakannya empat kali. Sekarang perhatikan apa lagi yang tersembunyi di sana: BUKAAN CETAKAN di penyebutnya. Perkecil bukaan BUKAAN V‑DIE oleh 10%, dan gaya tidak naik dengan sopan. Ia melonjak keras karena geometri adalah tuas.
Dan konstanta 575 itu? Itu hanyalah hasil perhitungan yang sudah diselesaikan untuk baja ringan sekitar 60.000 PSI dengan rasio 8× RASIO DIE dalam pembengkokan udara. Itu adalah dasar, bukan anugerah.
Beberapa tahun lalu, seorang pemrogram baru menjalankan stainless — 90.000 PSI KEKUATAN TARIK — melalui pengaturan 575 yang sama tanpa menyesuaikan faktor material. Punch-nya selamat. Die bawah menggembung di bahu. Kami tidak kehilangan satu hari. Kami kehilangan kredibilitas.
Jadi ketika kamu mengetik 575 ke kalkulatormu, tanyakan pada dirimu sendiri: apakah kamu masih berada dalam asumsi itu?
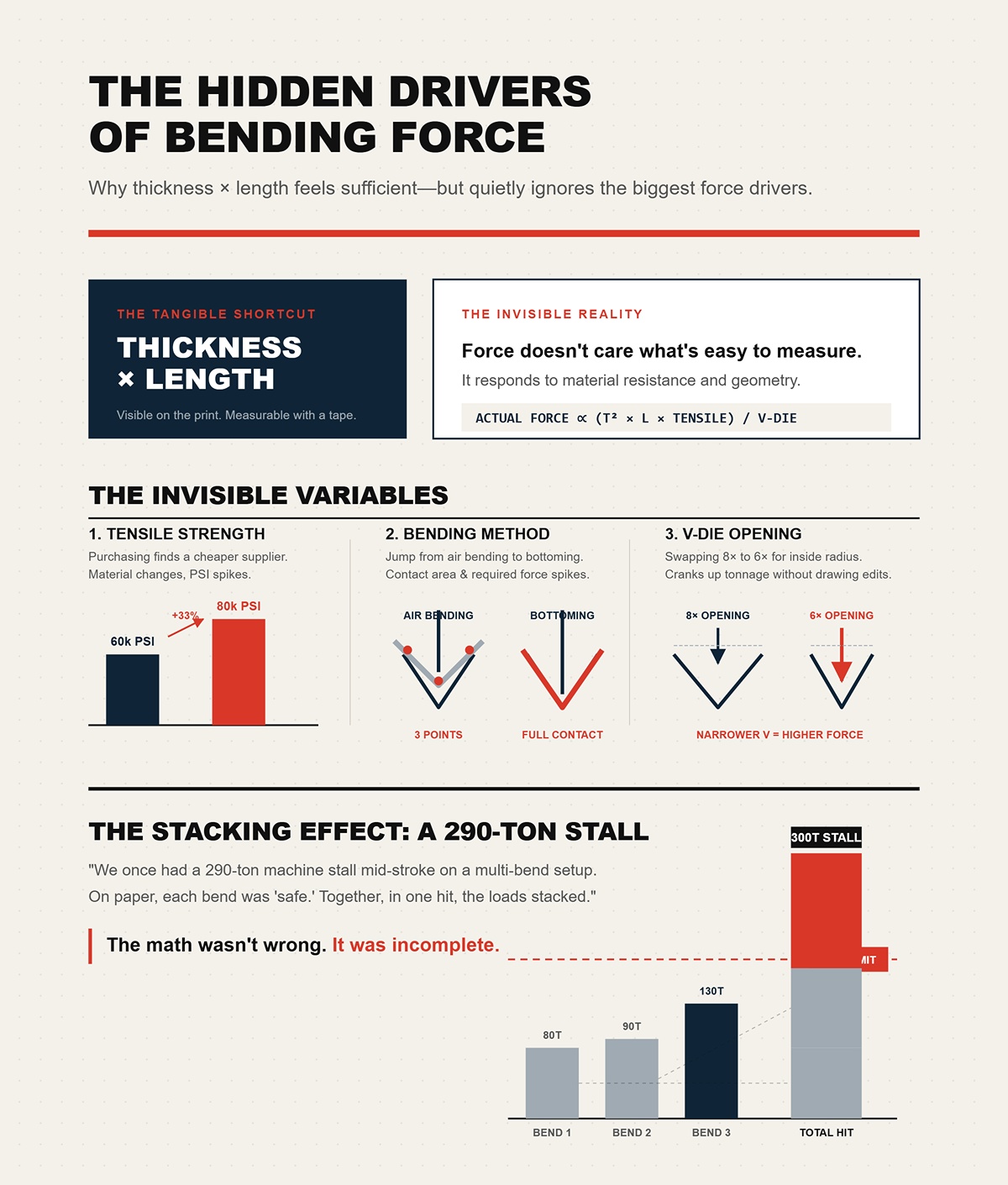
Aku tahu kenapa orang-orang suka jalan pintasnya. KETEBALAN × PANJANG terasa nyata. Kamu bisa melihatnya di cetakan. Mengukurnya dengan pita.
Kamu tidak bisa melihat KEKUATAN TARIK perubahan dari 60.000 menjadi 80.000 PSI karena bagian pembelian menemukan pemasok yang lebih murah. Kamu tidak merasakan lonjakan dari pembengkokan udara ke dasar, di mana luas kontak — dan gaya yang dibutuhkan — melonjak cepat. Dan kamu pasti tidak menyadari ketika seseorang mengganti dari rasio 8× ke 6× BUKAAN V‑DIE untuk mengontrol radius bagian dalam, secara efektif meningkatkan tonase yang dibutuhkan tanpa menyentuh gambar rancangan.
Gaya tidak peduli apa yang mudah diukur. Ia merespons terhadap resistensi material dan geometri.
Kami pernah memiliki mesin 290 ton yang berhenti di tengah stroke pada pengaturan multi-lipatan. Di atas kertas, setiap lipatan “aman.” Bersama-sama, dalam satu pukulan, bebannya menumpuk. Perhitungannya tidak salah. Hanya belum lengkap.

“Cukup dekat” adalah cara alat mati.
Kesalahan perkiraan 20% tidak hanya berisiko kelebihan beban; ia memusatkan tegangan di bahu die dan ujung punch. Baja tidak memberi peringatan dengan sopan. Ia melunak, lalu retak. Dan ketika retak, guncangan itu dikirim kembali ke ram, pemandu, dan rangkamu.
Saya melihat sebuah press brake hidrolik melintir sedikit di bawah beban tak terduga hingga mulai menghasilkan sudut yang tidak konsisten di sepanjang meja. Tidak dramatis. Hanya kehilangan kesejajaran secara perlahan yang berubah menjadi berminggu‑minggu mengejar masalah pegas balik yang semu. Penyebab utamanya? Tonnase dihitung untuk air bending, pekerjaan dijalankan lebih mendekati gaya bottoming.
Rumusnya tidak gagal. Operatornya yang gagal — karena menganggap rumus itu bersifat universal.
Anda tidak merusak perkakas karena matematika itu rumit. Anda merusaknya karena berhenti menanyakan apa yang diasumsikan oleh matematika tersebut.
Beberapa tahun lalu kami mengajukan penawaran untuk pelat seperempat inci dari A36, sepuluh kaki panjangnya. Dengan die V‑3 inci, lembarannya dihitung sekitar 139 ton. Aman. Cukup aman untuk press brake 150 ton. Ketebalan sama, panjang sama — tetapi pelanggan menginginkan radius dalam yang lebih rapat, jadi teknisi penyiapan mengambil die 1,5 inci.
Tonnase melonjak menjadi sekitar 300 ton.
Tidak ada yang lain berubah. Tidak KETEBALAN. Tidak PANJANG. Hanya geometri.
Saat itulah masalahnya berhenti menjadi “masalah ketebalan” dan mulai menjadi masalah perlawanan. Press brake tidak peduli apa yang tertulis pada gambar kerja. Ia bereaksi terhadap tiga hal: perlawanan material terhadap peregangan, daya ungkit yang diberikan oleh geometri die Anda, dan seberapa sempurna Anda memaksa logam untuk membentuk.
Lewat satu saja, dan jalan pintas 575 Anda berubah menjadi senjata bermuatan dengan peluru yang salah di ruang tembaknya.
Jadi, jika 575 hanya berlaku di dalam asumsi‑asumsinya, bagaimana cara menghitung dengan akurat di luar itu? Anda berhenti memperlakukan tonnase seperti nilai pada bagan dan mulai memperlakukannya seperti fisika: GAYA ∝ KEKUATAN TARIK × KETEBALAN² × PANJANG ÷ BUKAAN DIE — lalu Anda sesuaikan dengan metode pelengkungan.
Tiga variabel. Masing‑masing mampu menggandakan beban Anda tanpa menyentuh gambar kerja.
Mari kita bahas satu per satu.
Seorang pemrogram pernah mengganti baja ringan 60.000 PSI dengan baja tahan karat 90.000 PSI dan membiarkan semua hal lain tetap sama dalam perhitungannya. Pelat seperempat inci yang sama. Die yang sama. Panjang yang sama.
Di atas kertas? Pengaturan identik.
Pada kenyataannya, tonase yang dibutuhkan meningkat sebesar 50%.
Inilah alasannya. Saat Anda melakukan air bending, Anda meregangkan serat luar dari material melewati titik luluhnya. Semakin tinggi KEKUATAN TARIK, semakin besar tegangan yang dapat ditahan serat tersebut sebelum terdeformasi secara plastis. Rumusnya tidak “peduli” apakah labelnya stainless atau karbon. Rumus tersebut meningkat secara langsung dengan KEKUATAN TARIK.
Jika konstanta dasar Anda mengasumsikan 60.000 PSI dan Anda menjalankan 90.000 PSI, pengalinya adalah:
90.000 ÷ 60.000 = 1,5
Itu bukan kesalahan pembulatan. Itu berarti pekerjaan 100 ton menjadi 150 ton.
Dan stainless menambah masalah. Kekuatan luluhnya sering kali lebih dekat dengan kekuatan tariknya dibandingkan baja ringan, dan ia menjadi keras lebih cepat saat dibentuk. Itu berarti saat tekukan berlangsung, resistansi meningkat. Rem Anda akan merasakan lonjakan beban mendekati bagian bawah langkahnya.
Saya pernah melihat satu set cetakan tersegmentasi yang masih baru retak di bagian bahu karena seseorang mempercayai grafik baja ringan untuk pekerjaan mendadak dengan stainless. Mesinnya berada dalam batas rating. Peralatannya tidak. Kita tidak membuang bagiannya. Kita membuang cetakannya.
Stainless bukan “lebih berat.” Ia lebih kuat dalam tegangan. Rumusnya sudah memberi tahu Anda apa yang harus dilakukan — kalikan dengan rasio antara KEKUATAN TARIK dan nilai dasar.
Jika Anda tidak menyesuaikan angka itu, Anda bukan menghitung. Anda berjudi.
Sekarang mari kita bicarakan tentang tuas.
Aturan umum adalah rasio 8:1 — PEMBUKAAN V-DIE ≈ 8 × KETEBALAN untuk air bending baja ringan. Rasio itu sudah tertanam dalam sebagian besar grafik tonase. Nyaman. Dapat diprediksi.
Namun 575 bukanlah hukum fisika.
Lihat kembali contoh pelat seperempat inci itu. Die 3 inci versus die 1,5 inci. Potong BUKAAN CETAKAN menjadi setengah dan, karena berada di penyebut persamaan, gaya yang dibutuhkan menjadi dua kali lipat.
Bukan meningkat. Tapi menjadi dua kali lipat.
Itu murni mekanika. Cetakan yang lebih sempit mengurangi bentang yang dijembatani material, yang meningkatkan momen lentur yang dibutuhkan untuk memaksa deformasi plastis. Anda telah memendekkan lengan tuas. Rem mengimbangi dengan gaya.
Inilah jebakannya: operator memperketat cetakan untuk “membersihkan” radius dalam atau mengontrol springback. Gambar kerja tidak berubah. KETEBALAN tidak berubah. Tetapi tonase meningkat cepat karena geometri berubah.
Saya pernah melihat pekerjaan 90 ton berubah menjadi kenyataan 130 ton karena seseorang mengganti cetakan yang lebih rapat untuk “menajamkan radius.” Tidak ada alarm. Tidak ada drama. Hanya satu set cetakan yang perlahan-lahan melengkung di bawah tegangan yang tidak pernah diperkirakan.
Dan ingat — katalog perkakas mencantumkan beban maksimum dalam ton per kaki. Kadang dalam ton pendek. Kadang dalam ton metrik. Yang satu 2.000 pon. Yang lain tidak. Campur keduanya dan margin keselamatan Anda menguap.
Memperkecil BUKAAN V-DIE adalah cara tercepat untuk membebani rem secara berlebihan tanpa mengubah ketebalan material.
Sekarang kita sampai pada hal yang sering mengejutkan orang.
Ambil pelat yang sama itu. Sama KETEBALAN. Sama KEKUATAN TARIK. Sama BUKAAN CETAKAN.
Tekuk dengan udara, dan material hanya bersentuhan dengan ujung punch dan bahu cetakan. Tiga titik. Area kontak terbatas. Gaya terkontrol.
Sekarang tekan ke bawah. Anda memaksa material untuk bersentuhan penuh dengan dinding cetakan. Area kontak meningkat. Gesekan meningkat. Gaya yang dibutuhkan melonjak — sering kali 3× hingga 4× tonase penekukan udara.
Pencetakan? Anda tidak lagi sekadar menekuk. Anda sedang memampatkan material di garis tekuk untuk menghilangkan springback. Itu bisa mendorong gaya hingga 5× hingga 8× kebutuhan penekukan udara.
Gambar kerja sama. Kasus beban sepenuhnya berbeda.
Saya pernah menyaksikan suatu kru beralih dari penekukan udara ke penekanan bawah di tengah proses demi mengejar konsistensi sudut. Mereka tidak menghitung ulang tonase. Mesin tidak meledak. Hanya mulai keluar dari kesejajaran di bawah beban, defleksi rangka halus yang kami kejar selama berminggu-minggu sebelum melacaknya kembali ke metode, bukan ke hidrolik.
Penekukan udara adalah deformasi elastis-plastis dengan kontak cetakan minimal. Penekanan bawah dan pencetakan menambahkan pembentukan kompresi dan keterlibatan cetakan penuh. Lebih banyak resistansi. Lebih banyak gaya.
Jika Anda menghitung tonase tanpa menentukan METODE PENEKUKAN, kamu belum menyelesaikan persamaannya.
Dan jika kamu belum menyelesaikan persamaannya, kamu belum berhak mempercayai angkanya.
Kamu sudah melihat bagaimana KEKUATAN TARIK, BUKAAN V‑DIE, dan METODE PENEKUKAN dapat mengayunkan gaya seperti palu godam.
Sekarang kamu ingin perhitungannya yang sebenarnya. Bukan bagan. Bukan “kira‑kira cukup.” Sebuah angka langkah demi langkah yang bisa kamu pertahankan ketika tekanan datang.
Bagus. Itulah cara untuk berhenti merusak besi.
Konstanta standar yang sering digunakan berasal dari pembengkokan udara baja lunak 60.000 PSI dengan rasio cetakan konvensional. Itu adalah peluru dasar dalam pistol yang terisi. Ganti peluru, pantulannya berubah. Apa yang akan kita lakukan sekarang adalah membangun rumus yang membuat peluru‑peluru itu terlihat — sehingga kamu tahu persis apa yang ada di ruang peluru sebelum menarik pelatuknya.
Dan ya, kita akan memperhitungkan KEKUATAN TARIK, nilai BUKAAN V‑DIE, dan METODE PENEKUKAN secara eksplisit — bukan sebagai asumsi yang bersembunyi di dalam angka ajaib.
Mari kita mulai dengan sesuatu yang konkret.
Ambil pelat seperempat inci. Tebal 0,250 inci. Panjang tekukan sepuluh kaki. Cetakan V dua inci. Pembengkokan udara.
Rumus tonase pembengkokan udara dalam bentuk imperial adalah:
TON PER KAKI = (KEKUATAN TARIK × KETEBALAN²) ÷ (1,33 × BUKAAN V‑DIE)
Angka 1,33 itu bukan sesuatu yang mistis. Itu berasal dari mekanika pembengkokan balok dan konversi satuan yang didasarkan pada baja lunak 60.000 PSI. Itu adalah geometri dan distribusi tegangan yang disederhanakan menjadi satu konstanta.
Masukkan angka untuk baja lunak 60.000 PSI:
Jadi:
TON PER KAKI = (60.000 × 0,250²) ÷ (1,33 × 2,0) = (60.000 × 0,0625) ÷ 2,66 = 3.750 ÷ 2,66 ≈ 1.409 pon per inci ≈ 16,9 ton per kaki
Sepuluh kaki panjangnya? Kalikan:
16,9 × 10 = 169 ton total gaya yang dibutuhkan.
Itu pembengkokan udara. Itu 60.000 PSI. Itu die dua inci.
Sekarang ubah hanya BUKAAN V‑DIE menjadi 1,5 inci.
Penyebut mengecil. Gaya meningkat:
(60.000 × 0,0625) ÷ (1,33 × 1,5) = 3.750 ÷ 1,995 ≈ 1.879 pon per inci ≈ 22,5 ton per kaki
Sepuluh kaki menjadi 225 ton.
Material sama. Ketebalan sama. Panjang sama. Perubahan die setengah inci. Tambahan beban 56 ton di sepanjang meja.
Itu bukan keanehan pada grafik. Itu adalah mekanika tuas — momen lentur meningkat saat bentang berkurang.
Saya pernah melihat sebuah bengkel mencoba gerakan yang persis sama pada pengereman 175 ton. Perhitungan menunjukkan 225 ton. Nameplate menunjukkan 175. Mereka tetap melakukannya untuk bagian pendek di dekat tengah. Ramnya melengkung secara permanen. Tidak dramatis. Hanya cukup sehingga setiap pelengkungan panjang setelah itu mengejar sudut dari satu ujung ke ujung lainnya. Kami tidak pernah bisa meluruskan mesin itu lagi.
Dan kita bahkan belum menyentuh baja tahan karat atau metode bottoming.
Perhatikan hal lain: rumus ini memberikan gaya yang diperlukan. Ini tidak memberi tahu apakah mesin 175 ton × 10 kaki Anda dapat dengan aman memberikan 169 ton di sepanjang bentang sepuluh kaki penuh, atau hanya di dekat tengah. Peringkat mesin dan kebutuhan gaya adalah masalah yang berbeda. Sebelum Anda mempercayai angka tersebut, Anda perlu tahu bagaimana press brake Anda mendistribusikan beban, bagaimana sistem CNC crowning‑nya menyesuaikan diri di bawah tekanan, dan apakah strukturnya dirancang untuk pembengkokan sepanjang penuh yang konsisten. Platform CNC modern seperti 100% press brake CN-HAWE didirikan untuk pembengkokan presisi tinggi dan kontrol beban dunia nyata, didukung oleh R&D dan pengujian berkelanjutan di seluruh sistem press brake dan otomatisasi—sehingga tonase yang dihitung dapat dicapai dengan performa mesin yang stabil dan berulang.
Pertama hitung gaya yang dibutuhkan. Lalu bandingkan dengan batas distribusi nyata pada mesin.
Sekarang mari kita bicara tentang cara tenang orang menipu diri mereka sendiri.
Dalam metrik, hubungan pembengkokan udara yang sama terlihat seperti ini:
kN per meter = (1,42 × KEKUATAN TARIK (MPa) × KETEBALAN² (mm)) ÷ BUKAAN V‑DIE (mm)
Angka 1,42 menggantikan 1,33 imperial karena konversi satuan sudah tertanam. Pembungkus berbeda. Fisika tetap sama.
Di sinilah bengkel sering tertipu: seseorang mencampur MPa dengan inci. Atau mm dengan PSI. Atau mengonversi ton menjadi ton metrik tanpa memeriksa apakah peringkat alat adalah ton pendek (2.000 lb) atau ton metrik (2.204 lb).
Dua ribu dibandingkan 2.204 sepertinya tidak banyak bedanya. Itu 10 persen. Pada beban 200 ton, itu berarti 20 ton “ups”.”
Saya pernah melihat sebuah die yang dicap untuk 150 ton metrik per meter diperlakukan sebagai 150 ton pendek per kaki. Itu bukan kesalahan pembulatan. Itu melebihi kapasitas alat sejauh satu mil. Bahu‑bahunya retak pada pukulan ketiga.
Satuan bukanlah pencatatan. Mereka menjadi pengganda gaya ketika Anda salah menggunakannya.
Jadi inilah aturannya: pilih satu sistem satuan dan tetap di dalamnya dari KEKUATAN TARIK hingga tonase akhir. Hanya konversikan sekali, di akhir, jika memang perlu.
Sekarang kita memuat kartrid yang berbeda.
Misalkan pelat seperempat inci Anda bukan baja lunak 60.000 PSI. Itu adalah baja tahan karat 90.000 PSI.
Cara bersih untuk menyesuaikan adalah:
FAKTOR KOREKSI MATERIAL (MCF) = KEKUATAN TARIK SEBENARNYA ÷ 60.000
Jadi:
MCF = 90.000 ÷ 60.000 = 1,5
Kamu tidak “menambahkan sedikit lagi.” Kamu mengalikan seluruh hasil tekukan udara dengan 1,5.
Ambil contoh sebelumnya, 22,5 ton per kaki pada cetakan 1,5 inci:
22,5 × 1,5 = 33,75 ton per kaki.
Sepuluh kaki?
337,5 ton dibutuhkan.
Begitulah cara penyetelan yang terlihat seperti 169 ton pada baja lunak diam‑diam menjadi lebih dari 300 ton pada stainless dengan cetakan yang lebih rapat.
Sekarang tambahkan metode di atasnya.
Pengali tekukan udara = 1,0. Penekanan dasar bisa 4–5× tekukan udara. Penekanan penuh bisa mencapai 8–10×.
Jika kamu menekan pekerjaan stainless itu bahkan pada 4×:
337,5 × 4 = 1.350 ton.
Cetakan sama. Ketebalan sama. Panjang sama.
Fisika berbeda.
Ini bagian yang paling sering disembunyikan oleh sebagian besar rumus: MCF mengasumsikan penskalaan linear dengan kekuatan tarik. Untuk sebagian besar baja struktural dalam rentang mesin press‑brake normal, itu cukup mendekati. Tapi paduan kekuatan tinggi yang mengeras dengan agresif dapat meningkatkan beban mendekati bagian bawah langkah. Lonjakan itu tidak tercakup dalam konstanta dasar. Di situlah penilaian operator dan pemantauan beban waktu nyata menjadi penting.
Saya pernah melihat sebuah kru “coba satu” pada pelat kekuatan tinggi tanpa menghitung ulang MCF. Mesin press mencapai tekanan puncak sebelum mencapai kedalaman yang diprogram. Katup pengaman menjerit. Cetakan selamat. Segel hidrolik tidak.
Rumus terpadu tidak menghilangkan risiko. Itu mengungkapkannya. Ia memaksamu untuk melihat bahwa:
Gaya yang Dibutuhkan = (Gaya Tekukan Udara Dasar dari geometri) × MCF × PENGALI METODE
Baru setelah itu kamu membandingkannya dengan:
Itulah pemeriksaan penuh ruang sebelum Anda menarik pelatuk.
Selanjutnya, kita akan menjalankan perhitungan terpadu ini melalui skenario nyata di bengkel — dan Anda akan melihat bagaimana perubahan kecil pada variabel dapat menumpuk menjadi beban penghancur mesin lebih cepat dari perkiraan Anda.
Anda ingin tahu seberapa cepat perubahan kecil menumpuk menjadi beban penghancur mesin?
Bagus. Itu pertanyaan yang tepat.
Kita sudah membuat persamaan terpadu — gaya tekukan udara dasar dari geometri, dikalikan dengan FAKTOR KOREKSI MATERIAL, dikalikan dengan PENGALI METODE. Sekarang kita akan menjalankannya pada pekerjaan nyata, jenis pekerjaan yang muncul di meja Anda pada pukul 2:30 Kamis ketika pelanggan berkata “hanya butuh besok”.”
Geometri sama. Lihat apa yang terjadi ketika kita mengubah satu variabel pada satu waktu.
Bayangkan sebuah braket baja lunak 10 gauge. Ketebalannya 0,135 inci. Panjang tekukan 48 inci. Anda memilih cetakan 8×, jadi BUKAAN V‑DIE sekitar 1,08 inci. Kita bulatkan menjadi 1,0 inci agar perhitungannya sederhana dan sedikit konservatif.
Materialnya adalah baja lunak dasar: KEKUATAN TARIK = 60.000 PSI.
Tekukan udara. Tanpa trik.
Mulai dengan rumus:
TON PER KAKI = (KEKUATAN TARIK × KETEBALAN²) ÷ (1,33 × BUKAAN V‑DIE)
Jadi:
Ubah menjadi ton per kaki:
821 lb/in × 12 in ≈ 9.852 lb/ft ≈ 4,9 ton per kaki.
Bagianmu panjangnya 4 kaki:
4,9 × 4 = 19,6 ton total.
Anggap saja 20 ton gaya yang dibutuhkan.
Itu membosankan. Itu aman. Itulah dasar grafik dibuat — pembengkokan udara, baja lunak, rasio cetakan “normal”.
Dan di sinilah para magang menjadi terlalu percaya diri.
Pernah ada anak yang melihat hasil 25 ton seperti ini dan berkata, “Kita bisa jalankan itu di mesin mana pun di gedung.” Dua jam kemudian dia mencoba pekerjaan serupa dengan pelat 10 gauge di dekat tepi tempat tidur pada rem mekanik tua. Beban tidak seimbang memutar ram cukup untuk memecahkan ujung punch. Pelajaran murah. Bisa saja lebih buruk.
Pekerjaan dasar membuatmu berpikir bahwa rumusnya bersifat universal.
Tidak.
Gambar sama. Lipatan 48 inci yang sama. Ketebalan 0,135 yang sama.
Sekarang pelanggan beralih ke stainless steel 304. Biasanya KEKUATAN TARIK? Sekitar 90.000 PSI.
Dan operator memutuskan untuk “mengencangkan radiusnya” dengan ukuran 0,75 inci BUKAAN V‑DIE bukan 1,0.
Itu dua variabel yang diubah. Perhatikan perhitungannya.
Pertama, geometri dengan cetakan baru:
Ubah:
1.642 × 12 ≈ 19.704 lb/ft ≈ 9,85 ton per kaki.
Panjang empat kaki:
9,85 × 4 ≈ 39,4 ton.
Pekerjaan “20 ton” baru saja menjadi pekerjaan 40 ton.
Tidak ada yang aneh terjadi. Kita tidak menggandakan ketebalan. Kita tidak mengubah panjang. Kita meningkatkan KEKUATAN TARIK sebanyak 1,5× dan mengecilkan BUKAAN V‑DIE sebanyak 25%.
Gaya menjadi dua kali lipat.
Inilah tepatnya bagaimana sebuah bengkel bisa jatuh ke dalam masalah. Saya pernah melihat pekerjaan 90 ton berubah menjadi kenyataan 130 ton karena seseorang mengganti cetakan menjadi lebih sempit untuk “menajamkan radius.” Mesin tidak mengeluh. Peralatanlah yang menanggungnya. Retakan halus di bahu cetakan muncul tiga minggu kemudian saat digunakan untuk beban lebih berat.
“Tapi 575 bukan hukum fisika.”
Tidak. Itu hanya jalan pintas yang didasarkan pada baja ringan dan cetakan yang longgar. Ubah salah satu, dan lengan tuas pun berubah. Momen tekuk meningkat karena kamu memendekkan bentang dan meningkatkan ketahanan material pada saat yang sama.
Sekarang kamu menatap 40 ton, bukan 20.
Masih merasa nyaman?
Kita tetap dengan pengaturan baja tahan karat di atas: tebal 0,135, panjang 48 inci, cetakan 0,75 inci, KEKUATAN TARIK = 90.000 PSI.
Penekukan udara memerlukan total sekitar 40 ton.
Sekarang ubah metode.
Penekukan bawah — di mana punch menekan material hingga bersentuhan penuh dengan sudut cetakan — biasanya membutuhkan setidaknya 2× gaya penekukan udara untuk geometri yang sama. Itu bukan opini. Itu adalah material yang dipaksa melewati pemulihan elastis menjadi kesesuaian plastik dengan dinding cetakan.
Jadi:
40 ton × 2 = 80 ton.
Minimum.
Beberapa material, terutama stainless yang mengeras saat dikerjakan, bertambah jauh melampaui itu saat mendekati bagian bawah langkah karena area kontak meningkat pesat dan gesekan melonjak. Kurva beban menjadi lebih curam di bagian bawah — tepat di tempat mesin mengalami tekanan hidraulik puncak.
Pekerjaan yang tampak seperti 20 ton nyaman pada penekukan udara baja ringan kini menjadi operasi penekukan bawah 80 ton untuk stainless.
Empat kali dari dasar.
Gambar yang sama.
Saya menyaksikan sebuah kru melakukan penekukan bawah yang mereka kira pekerjaan stainless 50 ton pada rem 60 ton. Perhitungan penekukan udaranya benar. Mereka lupa PENGALI METODE. Mesin mencapai tekanan pelepasan di tengah langkah dan berhenti. Mereka mencoba lagi. Cetakan selamat. Celah ram gib tidak. Rem itu tidak pernah meluruskan lagi setelahnya.
Inilah pola yang seharusnya Anda lihat:
Ini bukan koreksi kecil. Mereka saling memperkuat.
Dan mesin tidak peduli apa yang dikatakan grafik. Mesin hanya merasakan gaya di sepanjang meja — tersebar, terpusat, tidak seimbang, apa pun yang Anda berikan.
Jadi ketika gambar berubah material, atau seseorang mengambil cetakan yang lebih rapat, atau bagian produksi memutuskan untuk menekuk bawah daripada penekukan udara untuk “mengunci sudut,” Anda tidak menebak.
Anda menghitung kembali beban dari awal. Lalu bandingkan dengan kapasitas mesin nyata di sepanjang panjang tekukan yang tepat — bukan angka nama pelat yang ilusif.
Karena rumus itu seperti senjata siap tembak. Aman ketika kamu tahu persis apa yang ada di dalam ruang peluru.
Mematikan ketika kamu berasumsi setiap kartrid itu sama.
Kamu sudah menghitung angkanya. Kamu sudah menyesuaikan untuk KEKUATAN TARIK, mengencangkan BUKAAN V‑DIE, mengalikan untuk pembengkokan bagian bawah. Kalkulator menunjukkan 80 ton.
Jadi bagaimana kamu tahu rem tekan 100 tonmu benar‑benar bisa menahan beban itu sepanjang 6 kaki tanpa memelintir dirinya menjadi rongsokan?
Mengingat portofolio produk CN-HAWE yang berbasis CNC 100% dan mencakup skenario tingkat tinggi dalam pemotongan laser, penekukan, pembuatan alur, dan pemotongan, jika langkah berikutnya adalah berbicara langsung dengan tim, Hubungi kami sangat cocok di sini.
Inilah bagian yang tak pernah dimasukkan siapa pun ke dalam grafik: rumus mengasumsikan perkakas sempurna, beban yang terdistribusi sempurna, dan material yang berperilaku sempurna. Itu hanya fantasi. Bengkel nyata menggunakan cetakan aus, bagian yang tidak di tengah, lembaran dengan arah serat campuran, dan mesin yang hanya memberikan kapasitas penuh pada sebagian panjang meja. Rem tekan 175 ton × 10 kaki tidak memberikan 175 ton di seluruh bagiannya; dorong gaya penuh itu di sepanjang meja dan kamu akan membuat rangka melengkung kecuali kamu memahami bagaimana beban menyebar.
Matematika memberimu angka. Mesin merasakan pola.
Celah itulah tempat perkakas bisa hancur.
Saya pernah melihat kru menekuk pelat seperempat inci di dekat ujung jauh meja panjang karena “ada ruang.” Angka terhitung TON PER KAKI baik-baik saja. Yang tidak mereka pahami adalah bahwa tonase penuh yang dinilai hanya aman di sekitar 60% dari panjang meja itu. Rangka berubah bentuk. Lengkung permanen. Rem tekan itu tak pernah sejajar lagi tanpa ganjalan dan doa.
Bahunya cetakan yang tajam memusatkan gaya sepanjang garis kontak yang bersih. Itulah yang diasumsikan rumusmu.
Sekarang bayangkan cetakan yang telah digunakan ribuan kali pada baja tahan karat. Jari‑jari yang dulu tajam pada BAHU CETAKAN telah menjadi rata. Alih‑alih garis kontak sempit, kamu mendapatkan bidang kontak yang melebar. Lebih banyak area permukaan. Lebih banyak gesekan. Lebih banyak tahanan terhadap aliran material.
Gaya meningkat.
Bukan karena KEKUATAN TARIK berubah. Bukan karena KETEBALAN berubah. Karena gesekan dan geometri kontak berubah, dan rumusmu tidak memiliki kolom untuk “perkakas yang sudah usang.”
Secara hipotetis — dan saya menandainya sebagai perkiraan bengkel, bukan studi laboratorium — saya telah melihat pekerjaan identik membutuhkan sekitar 15–30% lebih banyak gaya saat beralih dari cetakan presisi baru ke cetakan produksi yang sudah lelah. Nada mesin pres berubah. Tekanan hidraulik merayap lebih tinggi mendekati bagian bawah langkah. Sudutnya menjadi keras kepala.
Kalkulator masih menunjukkan 40 ton.
Mesinnya berkata lain.
Saya pernah menghancurkan satu set cetakan presisi 4.000 dengan mempercayai hitungan bersih daripada baja yang kotor. Angkanya benar. Perkakasnya tidak. Retakan mikro mulai muncul di bahu yang aus dan menyebar di bawah pekerjaan lanjutan yang lebih berat. Kami menemukannya ketika sudut patah di tengah proses tekuk dan membuat goresan pada bagian pelanggan.
Kamu tidak bisa memasukkan keausan ke dalam sebuah KETEBALAN² istilah yang rapi. Kamu harus melihat logam di depanmu dan bertanya apa yang telah dilaluinya.
Tonnase total hanyalah setengah dari ceritanya.
Press brake diberi nilai dalam ton sepanjang panjangnya — ton per kaki, ton per meter. Nilai itu mengasumsikan distribusi. Sebarkan beban secara merata, dan rangka menahannya seperti jembatan menahan lalu lintas.
Sekarang letakkan bagian sempit di bawah punch kecil dengan radius tajam di dekat salah satu ujung tempat tidur.
Kamu tidak melebihi total TONNASE TERSEDIA. Tapi kamu membuat lonjakan TON PER KAKI di satu bagian pendek dan menggesernya dari pusat. Ram dan tempat tidur tidak melihat “80 ton total.” Mereka melihat momen tekuk terkonsentrasi yang mencoba memutar mereka terpisah.
Ini adalah masalah punch tajam.
Punch kustom dengan hidung sempit dan V‑die kecil memperkecil zona kontak. Gaya terhitung yang sama sekarang mengalir melalui lebih sedikit baja di perkakas dan lebih sedikit lebar di struktur mesin. Tegangan meningkat cepat karena tegangan sama dengan gaya dibagi luas. Kurangi luasnya, gandakan tegangannya.
Saya pernah melihat pekerjaan 90 ton menjadi kenyataan 130 ton karena seseorang mengganti ke die yang lebih rapat untuk “menajamkan radius.” Peningkatan gaya totalnya jelas. Yang tidak terlihat adalah lonjakan lokal di ujung punch. Ujungnya terpecah. Lalu berlubang. Lalu mulai mencetak lekukan itu ke setiap bagian sampai kami menyadarinya.
Dan ingat batas panjang tempat tidur itu. Banyak mesin dengan aman memberikan nilai penuh di sekitar 60% dari tempat tidur. Konsentrasikan bebanmu dalam 2 kaki di tepi dan kamu tidak lagi berada di zona nyaman katalog.
Perhitunganmu mungkin benar dalam total tonase.
Itu masih bisa salah untuk rangka kamu.
Dua lembar. Cap mutu yang sama. Sama KEKUATAN TARIK di atas kertas.
Tekuk satu sejajar dengan arah penggulungan. Tekuk yang lainnya tegak lurus.
Mereka tidak berperilaku sama.
Penggulungan memanjangkan struktur butiran. Saat kamu menekuk melintasi arah serat, kamu melawan struktur itu dengan cara yang berbeda dibanding saat kamu menekuk searah dengannya. Pantulan pegas berubah. Sudut tekukan ekstra yang diperlukan pun berubah. Terkadang kurva gaya di dekat dasar langkah menjadi lebih curam karena material menahan kompresi secara berbeda menurut orientasinya.
Rumusmu memperlakukan baja seperti tanah liat isotropik — sifat yang sama di setiap arah.
Tidak.
Lalu ada pengerasan kerja. Khususnya baja tahan karat membangun kekuatan saat berubah bentuk. Semakin kamu menekannya, semakin ia melawan. Itu berarti beberapa derajat terakhir dari operasi pembentukan bawah dapat memerlukan gaya yang jauh lebih tinggi daripada yang diprediksi oleh langkah awal. Sel beban — jika kamu cukup cerdas untuk mengamatinya — akan menunjukkan lonjakan itu.
Aku pernah membelah sebuah punch saat menjalankan produksi panjang baja tahan karat karena kami memutar lembaran di tengah batch untuk mengoptimalkan limbah. Separuh bagian tertekuk dengan baik. Lembaran yang diputar membutuhkan tekukan ekstra dan menekan lebih keras di bagian bawah. Perkakas merasakan perbedaannya meskipun gambar kerja tidak menunjukkan itu.
Material memiliki memori. Kalkulatormu tidak.
Yang membawa kita ke pertanyaan yang seharusnya kamu tanyakan sebelum setiap proses serius: bukan “Berapa tonase teoretisnya?” tetapi “Berapa maksimum TON PER KAKI yang mesin saya dapat hasilkan dengan aman, pada panjang yang tepat ini, di posisi yang tepat ini, dengan kondisi perkakas yang tepat ini?”
Itu bukan lagi masalah rumus.
Itu adalah proses validasi operator.
Kamu sudah melakukan perhitungan. Kamu menyesuaikan untuk KEKUATAN TARIK, mengoreksi untuk BUKAAN CETAKAN, mengalikan untuk pembentukan bawah alih-alih tekukan udara. Bagus.
Sekarang lupakan rasa bangga yang kamu rasakan terhadap spreadsheet itu.
Karena mesin tidak peduli seberapa elegan tampilan TON PER KAKI angka Anda. Yang penting baginya adalah di mana gaya itu diterapkan, berapa lama diterapkan, dan apakah rangka baja di bawah ram tersebut dapat menahannya tanpa mengalami deformasi permanen. Di sinilah kita berhenti menjadi ahli matematika dan mulai menjadi operator.
Inilah protokolnya. Bukan teori. Bukan omong kosong katalog. Sebuah urutan langkah.
Pertama: bandingkan TON PER KAKI dengan apa yang dapat disediakan mesin Anda secara aman sepanjang panjang yang sedang Anda tekuk. Kedua: buat margin keamanan nyata yang memperhitungkan perubahan metode dan ketidakpastian. Ketiga: jadikan hantaman pertama sebagai alat diagnostik, bukan tindakan nekat.
Saya pernah melihat rem tekan 175 ton mengalami lengkungan permanen karena seseorang mempercayai total tonase tanpa memperhatikan distribusinya. Perhitungan menunjukkan total 160 ton. Mesin melihat 40 TON PER KAKI tertumpuk di dekat ujung meja. Baja menyerah. Tidak pernah kembali seperti semula.
Sebuah rem tekan dengan nilai 100 ton sepanjang 10 kaki bukan berarti mesin 100 ton di setiap bagiannya.
Itu adalah mesin 10 TON PER KAKI ton — dengan asumsi distribusi beban merata di sepanjang panjang kerja.
Sekarang ambil bagian sepanjang 2 kaki dan letakkan 12 inci dari sisi kiri. Jika perhitungan Anda menunjukkan 25 TON PER KAKI, Anda sedang meminta bagian ram dan meja tersebut menanggung 50 ton terkonsentrasi di satu area kecil. Delapan kaki lainnya tidak melakukan apa-apa.
Nilai katalog mengasumsikan distribusi. Rangka dirancang seperti jembatan — beban tersebar di sepanjang bentang. Ketika beban dikonsentrasikan, momen lentur di bagian lokal itu melonjak. Defleksi tidak lagi bersifat linear. Itu bersifat geometris.
Dan di sinilah para operator terkecoh: total TONNASE TERSEDIA mungkin di bawah batas maksimum mesin, tetapi TEKANAN lokal — gaya dibagi luas — melebihi kemampuan segmen ram tersebut.
Saya pernah melihat sebuah braket stainless pendek, panjangnya hampir dua kaki, memutar sisi kiri meja secara permanen karena operator memusatkan jari pengukur belakang alih-alih bagian benda kerja. Mesin tidak melebihi total TONASE. Itu melampaui akal sehat struktural.
Jadi kamu memvalidasi seperti ini:
Jika permintaan per kaki melebihi kapasitas mesin per kaki di lokasi tersebut, kamu bukan “sedikit agresif.” Kamu sedang membebani struktur secara berlebihan.
Bahkan jika angkamu masih masuk akal di atas kertas, kamu tidak menjalankan mesin press brake pada 100 % dari KAPASITAS.
Kamu juga tidak memaksa mesin diesel mencapai garis merah setiap giliran kerja.
Mengapa 80 %? Karena rumusmu tidak mengetahui segalanya. Itu tidak memperhitungkan arah serat logam, keausan matras, perubahan gesekan, fluktuasi suhu pada oli hidrolik, atau perbedaan antara matras yang diberi peringkat dalam ton pendek per kaki dibandingkan dengan ton metrik per meter pada sudut berbeda. Matras yang dicap 60 dalam satu katalog tidak selalu lebih kuat dari yang dicap 46 dalam katalog lain kecuali kamu mengonversi satuan dan kondisi pengujiannya.
Inilah mekanismenya: saat kamu mendekati beban rangka maksimum, defleksi meningkat secara nonlinier. Gaya tambahan kecil menciptakan regangan struktural yang jauh lebih besar secara tidak proporsional. Saat itulah sistem crowning mencapai batasnya. Saat itu pula pin mulai bergesekan. Saat itu pula mikro‑retakan mulai muncul.
Sekarang tambahkan metode penekukan.
Tekukan udara sebagai dasar? Baik — aturan 80 % masuk akal. Tekukan bawah dengan gaya 1,5×? Marginmu langsung menyusut. Penempaan (coining) dengan gaya 5×? Aturan 80 % menjadi tidak relevan karena lonjakan beban di dasar langkah dapat langsung melampaui peringkatnya.
Saya pernah melihat seorang operator menekan bagian hingga menyentuh dasar (bottoming) pada bagian yang telah ditekuk udara sepanjang minggu karena “sudutnya bergeser.” Perubahan metode itu mendorong GAYA YANG DIPERLUKAN melewati peringkat KAPASITAS meskipun perhitungan tekukan udara aslinya aman. Segel ram tidak gagal hari itu. Namun rangka melengkung seiring waktu. Enam bulan kemudian kami harus memberi shim karena terdapat defleksi permanen.
Margin keselamatan bukanlah tindakan pengecut. Itu adalah cara memperhitungkan apa yang tidak dapat dilihat oleh rumusmu.
Inilah saat metafora pistol terisi menjadi nyata.
Rumus memberi tahu apa yang seharusnya terjadi. Hantaman pertama memberi tahu apa yang sedang terjadi.
Validasi dilakukan bertahap:
Jika beban meningkat lebih cepat dari yang diprediksi oleh KURVA GAYA, yang Anda hitung, berhenti. Ada sesuatu yang berubah — mungkin nilai sebenarnya KEKUATAN TARIK lebih tinggi dari spesifikasi, mungkin nilai BUKAAN CETAKAN secara efektif lebih kecil karena aus, atau mungkin Anda tanpa sengaja menyentuh dasar.
Sensor beban digital saat ini akan menunjukkan penyimpangan yang tak bisa ditampilkan bagan lama. Jika kebutuhan yang Anda hitung adalah 20 TON PER KAKI dan mesin melaporkan 26 terus meningkat tajam di beberapa derajat terakhir, itu bukan “cukup dekat.” Itu meleset 30%.
Saya menghancurkan satu set punch tersegmentasi di awal karier saya karena saya lebih mempercayai angka daripada suara. Pengukur tekanan memberi tahu bahwa kurva beban lebih curam dari seharusnya. Saya tetap menekan. Segmen itu terbelah di keyway. Perhitungannya benar untuk air bending. Mesin ternyata menyentuh dasar karena pembatas kedalaman meleset sedikit.
Inilah satu hal yang harus Anda pegang ke depan:
Rumus bukanlah otoritas. Itu hanyalah hipotesis.
Mesin — daya rangka, batas per‑foot, umpan balik beban langsung — adalah eksperimen. Jika keduanya tidak sejalan, percayalah pada baja dibanding teori.


















