

Alt kalıp, tüfek patlamasına benzer bir sesle yarıldı.
Çeyrek inçlik plaka. Olağanüstü bir şey değil. Operatör, bir kurulum formunun arkasına hesabı yapmıştı: 575 × T² × L. Makine güvenli olarak derecelendirilmişti. İş rutinden ibaret olmalıydı. Bunun yerine, karbürü süpürüp muhasebeye neden “basit bir bükme”nin beş haneli bir tutara mal olduğunu açıklıyorduk.
İşte o zaman tehlikeli bir soruyu sormaya başlarsınız: Tam olarak o formül neyi varsayıyordu?
Herhangi bir imalat atölyesine girin, birinin onu ezbere bildiğini duyarsınız: 575 çarpı kalınlığın karesi çarpı uzunluk, bölü kalıp açıklığı. Yerçekimi yasası gibi geliyor. Sayıları girersiniz, kuvvet çıkar.
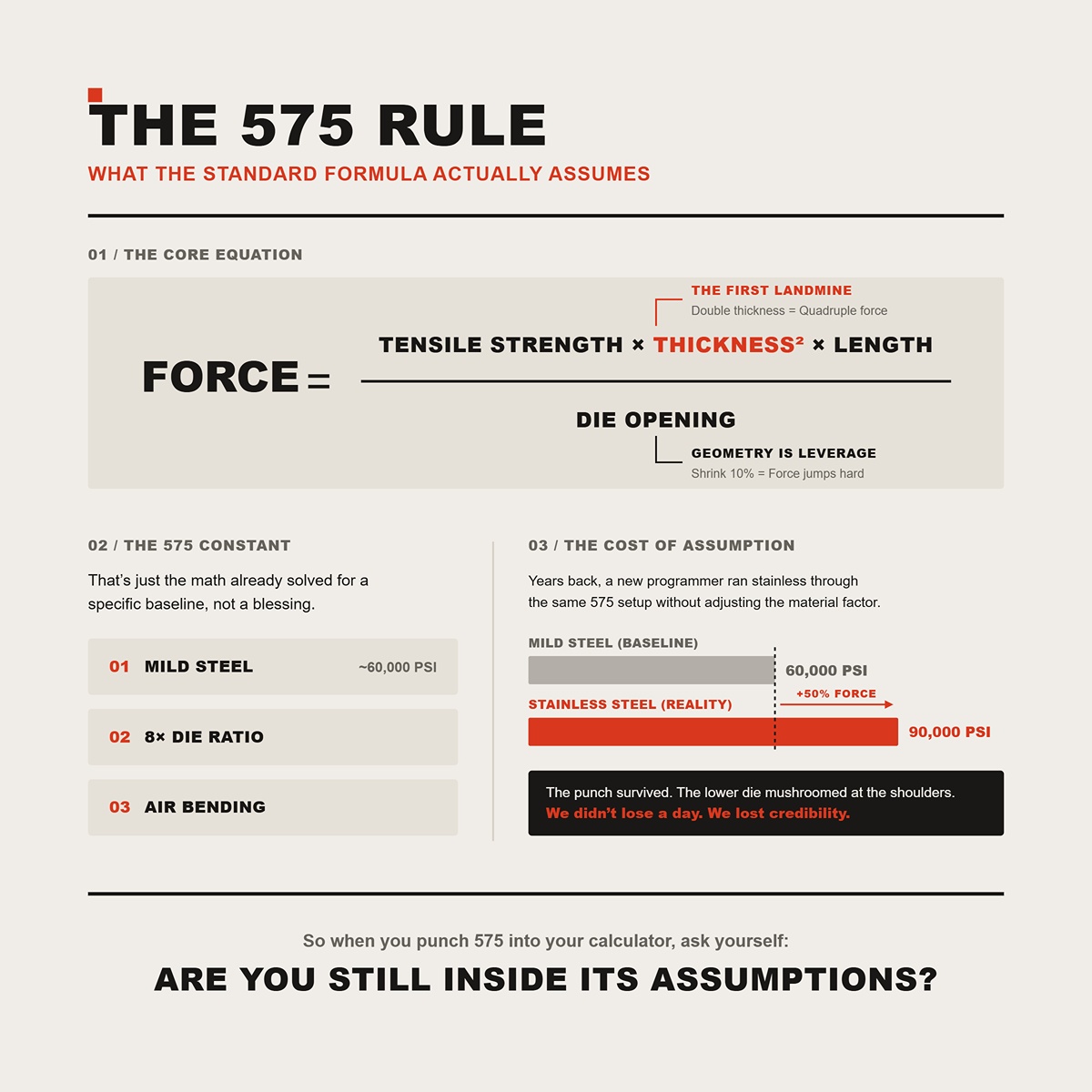
Ama 575 bir fizik yasası değildir. Çok spesifik bir duruma göre oluşturulmuş bir kestirmedir: yaklaşık 60.000 PSI ÇEKME MUKAVEMETİ, olan yumuşak çeliğin hava bükümü, malzeme kalınlığının yaklaşık sekiz katı açıklığa sahip bir kalıpla. Bunlardan herhangi birini değiştirin ve “yaklaşık” olmazsınız. Farklı bir denklemin içindesinizdir.
Birinin “yarıçapı keskinleştirmek” için daha dar bir kalıpla değiştirdiği 90 tonluk bir işin 130 tonluk bir gerçeğe dönüştüğünü gördüm. Makine şikayet etmedi. Kalıplar etti.
Hadi somut konuşalım.
O 575 kestirmesinin arkasındaki tam biçim şöyledir:
Kuvvet şu oranda değişir: ÇEKME MUKAVEMETİ × KALINLIK² × UZUNLUK ÷ KALIP AÇIKLIĞI.
O karesel KALINLIK terimi ilk mayın tarlasıdır. Kalınlığı iki katına çıkarırsanız kuvveti ikiye değil, dörde katlarsınız. Şimdi orada başka neyin gizlendiğine dikkat edin: KALIP AÇIKLIĞI paydada. Açıklığı küçültün… V‑KALIP AÇIKLIĞI 10% tarafından, ve kuvvet kibarca artmaz. Geometri kaldıraç olduğu için sert bir şekilde sıçrar.
Peki ya 575 sabiti? Bu sadece yaklaşık 60.000 PSI’da 8× oranıyla yumuşak çelik için zaten çözülmüş matematik. KALIP ORANI hava bükmede. Bu bir başlangıç noktasıdır, kutsal bir değer değil.
Yıllar önce, yeni bir programcı paslanmaz çelik — 90.000 PSI — ÇEKME MUKAVEMETİ — aynı 575 ayarında, malzeme faktörünü ayarlamadan çalıştırdı. Zımba hayatta kaldı. Alt kalıp omuzlardan mantar gibi şişti. Bir günümüzü kaybetmedik. İtibarımızı kaybettik.
Yani hesap makinesine 575 yazarken kendine sor: hâlâ o varsayımların içinde misin?
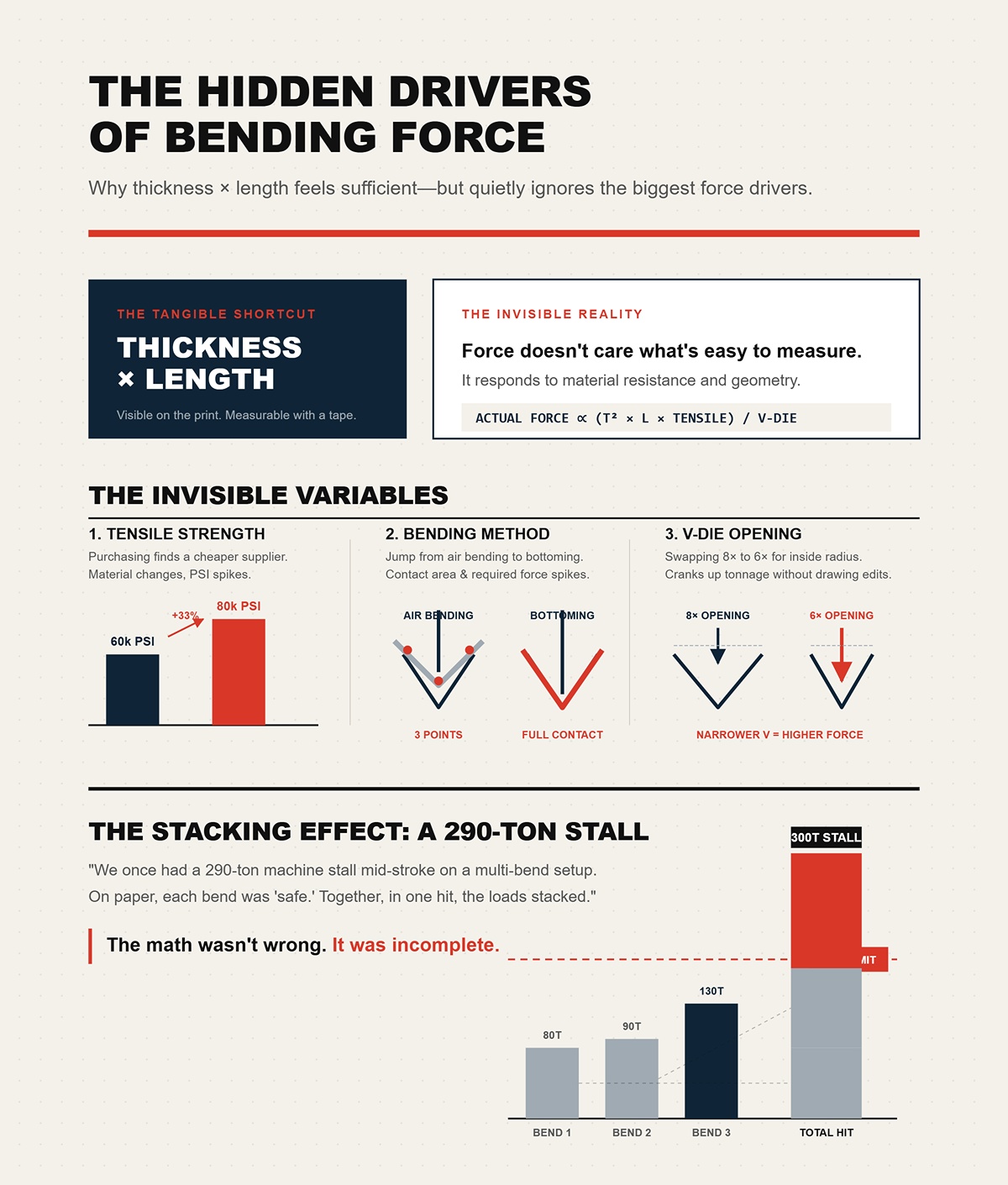
Kısayolu neden herkesin sevdiğini biliyorum. KALINLIK × UZUNLUK somut gelir. Çizimde görebilirsin. Metreyle ölçebilirsin.
Şunu göremezsin: ÇEKME MUKAVEMETİ satın alma departmanı daha ucuz tedarikçi bulduğu için 60.000’den 80.000 PSI’a geçişi. Hava bükmeden bastırma işlemine geçişteki artışı hissetmezsin; temas alanı — ve gereken kuvvet — hızla artar. Ve biri 8×’ten 6×’e geçtiğinde kesinlikle fark etmezsin, V‑KALIP AÇIKLIĞI iç yarıçapı kontrol etmek için, çizime dokunmadan gereken tonajı fiilen artırmış olur.
Kuvvet, ölçülmesi kolay olana aldırmaz. Malzeme direncine ve geometriye tepki verir.
Bir keresinde 290 tonluk bir makine, çoklu bükümlü bir kurulumda vuruş ortasında durdu. Kâğıt üzerinde, her büküm “güvenliydi.” Ancak hepsi birlikte, tek bir darbede yükler birikti. Matematik yanlış değildi. Eksikti.

“Yeterince yakın”, takımın ölüm sebebidir.
Bir 20% düşük tahmin sadece aşırı yük riski yaratmaz; gerilimi kalıp omuzlarında ve zımba ucunda yoğunlaştırır. Çelik kibarca uyarmaz. Önce akmaya başlar, sonra kırılır. Ve kırıldığında, o şoku koçuna, kızaklarına, gövdene geri gönderir.
Bir hidrolik abkant presin beklenmedik bir yük altında yeterince burulduğunu, yatak boyunca tutarsız açılar üretmeye başladığını izledim. Dramatik değildi. Sadece paralellikte yavaşça azalan bir kayıp, haftalarca hayali “springback” sorunlarını kovalamaya dönüştü. Temel neden mi? Hava bükme için hesaplanan tonaj, iş alt bükme kuvvetine daha yakın çalıştırılmıştı.
Formül başarısız olmadı. Operatör oldu — çünkü evrensel olduğunu varsaydı.
Takımınızı matematik karmaşık olduğu için kırmazsınız. Matematiğin ne varsaydığını sormayı bıraktığınız için kırarsınız.
Birkaç yıl önce A36 çeyrek inç levhadan on fit uzunluğunda bir iş için fiyat vermiştik. 3 inçlik bir V kalıbı üzerinde levha yaklaşık 139 ton olarak hesaplandı. Temiz. 150 tonluk bir abkant pres için güvenli. Aynı kalınlık, aynı uzunluk — ama müşteri daha dar bir iç yarıçap istedi, bu yüzden kurulum görevlisi 1.5 inçlik bir kalıp aldı.
Tonaj yaklaşık 300 tona fırladı.
Başka hiçbir şey değişmedi. Kalınlık değil KALINLIK. Uzunluk değil UZUNLUK. Sadece geometri.
İşte o zaman “kalınlık problemi” olmaktan çıkıp “direnç problemi” olmaya başlar. Abkant pres, çizimde ne yazdığıyla ilgilenmez. Üç şeye tepki verir: malzemenin uzamaya karşı direncine, kalıp geometrinizin sağladığı kaldıraç gücüne ve metali ne kadar tamamen şekle zorladığınıza.
Birini kaçırırsanız, 575 kısa yolunuz namluda yanlış fişekle dolu bir silaha dönüşür.
Yani 575 sadece varsayımlarının içinde çalışıyorsa, dışında nasıl doğru hesap yaparsınız? Tonajı tablo değeri gibi değil, fizik gibi ele almaya başlarsınız: KUVVET ∝ ÇEKME MUKAVEMETİ × KALINLIK² × UZUNLUK ÷ KALIP AĞZI — ve sonra bükme yöntemine göre ayarlarsınız.
Üç değişken. Her biri çizime dokunmadan yükünüzü iki katına çıkarabilir.
Hadi bunları teker teker ele alalım.
Bir programcı bir keresinde hesapta 60.000 PSI yumuşak çeliği 90.000 PSI paslanmaz çelikle değiştirdi ve geri kalan her şeyi aynı bıraktı. Aynı çeyrek inç plaka. Aynı kalıp. Aynı uzunluk.
Kâğıt üzerinde mi? Aynı kurulum.
Gerçekte, gerekli tonaj % arttı.
İşte nedeni. Hava bükme yaptığınızda, malzemenin dış liflerini akma noktasının ötesine kadar gerersiniz. Akma dayanımı ne kadar yüksekse ÇEKME MUKAVEMETİ, bu lifler plastik olarak deforme olmadan önce o kadar fazla gerilime karşı direnir. Formül “paslanmaz” veya “karbon” etiketine aldırmaz. Doğrudan ÇEKME MUKAVEMETİ.
akma dayanımıyla orantılıdır.
Temel sabitinizin 60.000 PSI varsaydığını ve siz 90.000 PSI ile çalıştığınızı düşünürsek, çarpanınız:
90.000 ÷ 60.000 = 1,5.
Bu bir yuvarlama hatası değil. Bu, 100 tonluk bir işin 150 ton olması demek.
Ve paslanmaz durumunuzu daha da kötüleştirir. Akma dayanımı, genellikle yumuşak çeliğe kıyasla çekme dayanımına daha yakın olur ve daha hızlı pekleşir. Bu da bükme ilerledikçe direncin artması demektir. Presiniz bunu strokun alt kısmında yük artışı olarak hisseder.
Bir keresinde, biri paslanmaz için acele bir işte yumuşak çelik tablosuna güvendiği için yepyeni bir bölmeli kalıbın omuzları boyunca çatladığını görmüştüm. Makine kapasitesi dahilindeydi. Takım ise değildi. Parçayı hurdaya çıkarmadık. Kalıbı hurdaya çıkardık. ÇEKME MUKAVEMETİ Paslanmaz “daha ağır” değildir. Çekme dayanımı açısından daha güçlüdür. Formül zaten size ne yapmanız gerektiğini söyledi — gerçek.
akma dayanımını temel değere oranlayarak çarpmak.
V-Kalıp Açıklığı: 8:1 kuralı ve kalıbı daralttığınızda tonajın üssel şekilde artması.
Şimdi kaldıraçtan bahsedelim. Yaygın kural 8:1 oranıdır — V-KALIP AÇIKLIĞI ≈ 8 × KALINLIK.
yumuşak çeliği hava bükmede. Bu oran çoğu tonaj tablosuna yerleşmiştir. Rahat. Öngörülebilir.
Ama 575 bir fizik kanunu değildir. KALIP AÇIKLIĞI O çeyrek inçlik plaka örneğine tekrar bakın. 3 inçlik kalıp ile 1,5 inçlik kalıp. Kalıp açıklığını.
yarıya düşürürsünüz ve denklemde payda kısmında yer aldığı için gerekli kuvvet iki katına çıkar.
Bu, tamamen mekanik. Daha dar bir kalıp, malzemenin köprülediği açıklığı azaltır, bu da plastik deformasyonu zorlamak için gereken eğilme momentini artırır. Kaldıraç kolunu kısalttın. Pres bunu kuvvetle telafi eder.
İşte tuzak: operatörler, iç yarıçapı “temizlemek” veya geri yaylanmayı kontrol etmek için kalıbı sıkıştırır. Çizim değişmez. KALINLIK değişmez. Ancak geometrinin değişmesi nedeniyle tonaj hızla artar.
Birinin yarıçapı “keskinleştirmek” için daha dar bir kalıpla değiştirdiği bir 90 tonluk işin, gerçekte 130 tonluk bir duruma dönüştüğünü gördüm. Ne alarm çaldı ne de drama yaşandı. Sadece, hiçbir zaman o stres için derecelendirilmemiş bir kalıp setinin yavaş yavaş gerilme altında akması.
Ve unutma — takım katalogları maksimum yükü genellikle ayak başına ton cinsinden listeler. Bazen kısa ton olarak, bazen metrik ton olarak. Biri 2.000 libre. Diğeri değil. Bunları karıştırırsan, güvenlik marjın buhar olur.
Küçültmek V-KALIP AÇILIŞI malzeme kalınlığını değiştirmeden bir presi aşırı yüklemenin en hızlı yoludur.
Şimdi insanları hazırlıksız yakalayan konuya geldik.
Aynı plakayı al. Aynı KALINLIK. Aynı ÇEKME MUKAVEMETİ. Aynı KALIP AÇIKLIĞI.
Hava ile bük, ve malzeme yalnızca zımba ucu ve kalıp omuzlarına temas eder. Üç nokta. Sınırlı temas alanı. Kontrollü kuvvet.
Şimdi tabanla. Malzemeyi kalıp duvarlarıyla tam temas edecek şekilde zorla. Temas alanı artar. Sürtünme artar. Gerekli kuvvet sıçrar — genellikle hava bükme tonajının 3× ila 4×’ü kadar.
Baskılama mı? Artık sadece bükmüyorsun. Geri yaylanmayı ortadan kaldırmak için bükme hattındaki malzemeyi sıkıştırıyorsun. Bu, kuvveti hava bükme gereksiniminin 5× ila 8×’ine kadar çıkarabilir.
Aynı çizim. Tamamen farklı yük durumu.
Bir ekibin, açı tutarlılığını yakalamak için üretim ortasında hava bükmeden tabanlamaya geçtiğini izlemiştim. Tonajı yeniden hesaplamadılar. Makine patlamadı. Sadece yük altında paralellikten yavaşça sapmaya başladı, haftalarca takip ettiğimiz ince bir çerçeve sapması — sonunda hidroliklerden değil, yöntemden kaynaklandığını bulduk.
Hava bükme, minimum kalıp temaslı elastik-plastik deformasyondur. Tabanlama ve baskılama, ilave sıkıştırmalı şekillendirme ve tam kalıp angajmanı sağlar. Daha fazla direnç. Daha fazla kuvvet.
Eğer tonajı belirtmeden hesaplarsan BÜKME YÖNTEMİ, denklemi bitirmedin.
Ve eğer denklemi bitirmediysen, sayıya güvenme hakkını kazanmadın.
Nasıl olduğunu gördün ÇEKME MUKAVEMETİ, V‑KALIP AÇIKLIĞI, ve BÜKME YÖNTEMİ bir balyoz gibi kuvveti sallayabilirsin.
Şimdi gerçek hesaplamayı istiyorsun. Bir tablo değil. “Yeterince yakın” değil. Koç aşağı indiğinde savunabileceğin adım adım bir sayı.
Güzel. İşte bu şekilde demiri kırmayı bırakırsın.
Herkesin kullandığı standart sabit, geleneksel kalıp oranında 60.000 PSI yumuşak çeliği hava bükme için türetilmiştir. Bu, dolu bir tabancadaki bir başlangıç kartuşudur. Kartuşu değiştir, tepki değişir. Şimdi yapacağımız şey, bu kartuşları görünür hale getiren bir formül oluşturmak — böylece tetiğe basmadan önce haznede tam olarak ne olduğunu bilirsin.
Ve evet, bunu hesaba katacağız ÇEKME MUKAVEMETİ, gerçek V‑KALIP AÇIKLIĞI, ve BÜKME YÖNTEMİ açıkça — sihirli bir sayının içine gizlenen varsayımlar olarak değil.
Somut bir şeyle başlayalım.
Çeyrek inç plaka al. 0.250 inç kalınlık. On fit büküm uzunluğu. İki inçlik V kalıp. Hava bükme.
İmparatorluk birim sisteminde hava bükme tonaj formülü şöyledir:
AYAK BAŞINA TON = (ÇEKME MUKAVEMETİ × KALINLIK²) ÷ (1.33 × V‑KALIP AÇIKLIĞI)
O 1.33 mistik bir şey değil. Kiriş eğilme mekaniğinden ve 60.000 PSI tabanlı çeliğe dayalı birim dönüşümünden gelir. Bu, geometri ve gerilme dağılımının bir sabit içinde sıkıştırılmış halidir.
60.000 PSI yumuşak çelik için sayıları yerine koyun:
Yani:
AYAK BAŞINA TON = (60.000 × 0,250²) ÷ (1,33 × 2,0) = (60.000 × 0,0625) ÷ 2,66 = 3.750 ÷ 2,66 ≈ inç başına 1.409 pound ≈ ayak başına 16,9 ton
On ayak uzun mu? Çarpın:
16,9 × 10 = toplamda 169 ton gerekli kuvvet.
Bu hava ile bükme. Bu 60.000 PSI. Bu iki inçlik kalıp.
Şimdi hiçbir şeyi değiştirmeyin, sadece V‑KALIP AÇIKLIĞI 1,5 inç'e.
Payda küçülür. Kuvvet artar:
(60.000 × 0,0625) ÷ (1,33 × 1,5) = 3.750 ÷ 1,995 ≈ inç başına 1.879 pound ≈ ayak başına 22,5 ton
On ayak 225 ton olur.
Aynı malzeme. Aynı kalınlık. Aynı uzunluk. Yarım inçlik kalıp değişimi. Tezgâh boyunca fazladan 56 ton yük.
Bu bir tablo hatası değil. Bu kaldıraç mekaniği — açıklık azaldıkça bükme momentinin artmasıdır.
Bir keresinde bir atölyenin tam olarak bu hamleyi 175 tonluk bir pres frende denediğini izledim. Hesap 225 ton diyordu. Etiket 175 diyordu. Yine de çalıştırdılar, merkez yakınındaki kısa bir bölüm için. Ram kalıcı olarak bombe yaptı. Dramatik değildi. Sadece bundan sonra yapılan her uzun bükmede açı bir uçtan diğerine kayacak kadar. O makineyi bir daha asla düz hale getiremedik.
Ve henüz paslanmaz çelik veya alt bükmeyi bile konuşmadık.
Başka bir şeye dikkat edin: bu formül gereken kuvveti verir. Ancak 175 ton × 10 ayaklık makinenizin tam on ayak boyunca güvenli bir şekilde 169 ton verebileceğini mi, yoksa sadece merkeze yakın mı verebileceğini söylemez. Makine derecelendirmesi ve kuvvet ihtiyacı farklı problemlerdir. Sayıya güvenmeden önce, pres frenenizin yükü nasıl dağıttığını, CNC bombe dengeleme sisteminin gerilim altında nasıl telafi ettiğini ve yapısının tam uzunlukta tutarlı bükme için tasarlanıp tasarlanmadığını bilmeniz gerekir. Modern 100% CNC platformları gibi CN-HAWE abkant pres bükmede yüksek hassasiyet ve gerçek dünya yük kontrolü için tasarlanmıştır; pres frene ve otomasyon sistemleri genelinde sürekli Ar-Ge ve testlerle desteklenir—böylece hesaplanan tonaj istikrarlı, tekrarlanabilir makine performansıyla eşleştirilebilir.
Önce gerekli kuvveti hesaplayın. Sonra gerçek makine dağıtım sınırlarıyla karşılaştırın.
Şimdi insanların kendilerine sessizce nasıl yalan söylediklerinden bahsedelim.
Metrik sistemde aynı hava bükme ilişkisi şöyle görünür:
kN metre başına = (1,42 × ÇEKME MUKAVEMETİ (MPa) × KALINLIK² (mm)) ÷ V‑KALIP AĞZI (mm)
Bu 1,42 değeri, dönüştürmeler zaten gömülü olduğu için emperyal 1,33’ün yerini alır. Farklı kaplama. Aynı fizik.
İşletmelerin yandığı yer burası: biri MPa ile inçleri karıştırır. Ya da mm ile PSI’yı. Ya da tonları metrik tonlara dönüştürür ama takım değerinin kısa ton (2.000 lb) mu yoksa metrik ton (2.204 lb) mu olduğunu kontrol etmez.
İki bin ile 2.204 çok farklı gelmeyebilir. farktır. 200 tonluk bir yükte bu, 20 tonluk bir “eyvah” demektir.”
Metre başına 150 metrik ton için damgalanmış bir kalıbın, ayak başına 150 kısa ton olarak işlendiğini gördüm. Bu bir yuvarlama hatası değildir. Bu, takımı kilometrelerce aşmak demektir. Omuzlar üçüncü vuruşta çatladı.
Birimler basit muhasebe değildir. Yanlış kullandığınızda kuvvet çarpanına dönüşürler.
Kural şu: birim sistemini seç ve ÇEKME MUKAVEMETİ nihai tonaja kadar onun içinde kal. Gerekirse yalnızca sonunda bir kez dönüştür.
Şimdi farklı bir kartuş yüklüyoruz.
Çeyrek inçlik sacınızın 60.000 PSI yumuşak çelik olmadığını, 90.000 PSI paslanmaz olduğunu varsayalım.
Düzeltmenin temiz yolu şu şekildedir:
MALZEME DÜZELTME FAKTÖRÜ (MCF) = GERÇEK ÇEKME MUKAVEMETİ ÷ 60.000
Yani:
MCF = 90.000 ÷ 60.000 = 1,5
“Biraz daha ekleme” yapmazsınız. Tüm hava bükme sonucunu 1,5 ile çarparsınız.
Önceki 1,5 inç kalıp üzerindeki 22,5 ton/ayak örneğimizi ele alalım:
22,5 × 1,5 = 33,75 ton/ayak.
On ayak?
337,5 ton gerekir.
İşte, yumuşak çelikte 169 ton gibi görünen bir kurulumun, daha dar bir kalıpla paslanmaz çelikte sessizce 300 tonun üzerine çıkmasının nedeni bu.
Şimdi yöntemi bunun üzerine ekleyelim.
Hava bükme çarpanı = 1,0 Alt kalıba oturtma (bottoming) hava bükmeden 4–5× daha fazla olabilir. Darp kalıplama (coining) 8–10× seviyesine ulaşabilir.
Eğer o paslanmaz işi 4× oranında alt kalıba oturtursanız:
337,5 × 4 = 1.350 ton.
Aynı çizim. Aynı kalınlık. Aynı uzunluk.
Farklı fizik.
Formüllerin çoğunun gizlediği kısım şudur: MCF çizgisel olarak çekme dayanımıyla ölçeklendiğini varsayar. Normal pres freni aralıklarındaki çoğu yapısal çelik için bu yeterince doğrudur. Ancak çalışma sertleşmesi yüksek alaşımlar, strokun sonuna yakın noktada yükte ani artışa neden olabilir. Bu artış temel sabitte yer almaz. İşte bu noktada operatörün yargısı ve gerçek zamanlı yük izleme önem kazanır.
Bir keresinde yüksek mukavemetli plakada yeniden hesaplama yapmadan “bir deneyelim” diyen bir ekibi izlemiştim MCF. Pres programlanan derinliğe ulaşmadan önce tepe basınca ulaştı. Tahliye valfi çığlık attı. Kalıp kurtuldu. Hidrolik contalar kurtulmadı.
Birleştirilmiş bir formül riski ortadan kaldırmaz. Onu görünür kılar. Şunu anlamanızı sağlar:
Gerekli Kuvvet = (Geometriden gelen Temel Hava Bükme Kuvveti) × MCF × YÖNTEM ÇARPANI
Ancak bundan sonra karşılaştırma yaparsınız:
Bu, tetiğe basmadan önce yapılan tam hazne kontrolüdür.
Sonra, bu birleştirilmiş hesabı gerçek atölye senaryolarında çalıştıracağız — ve küçük değişkenlerin ne kadar hızlı bir şekilde makineyi öldürecek yüklere dönüştüğünü, sezgilerinizin beklediğinden daha hızlı göreceksiniz.
Küçük değişikliklerin makineyi öldürecek yüke ne kadar hızlı dönüştüğünü bilmek mi istiyorsunuz?
Güzel. Bu doğru soru.
Birleştirilmiş denklemi zaten oluşturduk — geometriden gelen temel hava büküm kuvveti, çarpı MALZEME DÜZELTME FAKTÖRÜ, ile çarpılır, YÖNTEM ÇARPANI. Şimdi bunu gerçek işlerde deneyeceğiz — müşterinin “yarına lazım” dediği perşembe günü saat 2:30’da masanıza düşen türden işlerde.”
Aynı geometrisiyle. Şimdi her seferinde bir değişkeni değiştirdiğimizde neler olduğuna bakın.
10 numara yumuşak çelikten bir braket düşünün. Kalınlık 0.135 inç. Büküm uzunluğu 48 inç. 8× bir kalıp seçiyorsunuz, böylece V‑KALIP AÇIKLIĞI yaklaşık 1.08 inç oluyor. Matematiği sade ve biraz temkinli tutmak için 1.0 inç olarak alacağız.
Malzeme temel yumuşak çelik: ÇEKME MUKAVEMETİ = 60.000 PSI.
Hava bükümü. Hilesiz.
Formülle başla:
AYAK BAŞINA TON = (ÇEKME MUKAVEMETİ × KALINLIK²) ÷ (1.33 × V‑KALIP AÇIKLIĞI)
Yani:
Ayak başına tona dönüştür:
821 lb/in × 12 in ≈ 9.852 lb/ft ≈ ayak başına 4.9 ton.
Parçan 4 feet uzunluğunda:
4.9 × 4 = toplam 19.6 ton.
Gerekli kuvvet 20 ton diyelim.
Bu sıkıcı. Bu güvenli. Tabloların üzerine inşa edildiği şey budur — hava bükme, yumuşak çelik, “normal” kalıp oranı.
Ve işte çırakların kendilerine fazla güvenmeye başladıkları yer burası.
Bir keresinde genç bir çocuk böyle 25 tonluk bir sonucu görüp “Bunu binadaki herhangi bir makinede çalıştırabiliriz,” dedi. İki saat sonra eski bir mekanik presin yatağının kenarında benzer bir 10 numara iş denedi. Merkezden uzak yükleme, koçu biraz büktü ve zımba ucunu çatlatmaya yetti. Ucuz bir ders. Daha kötü olabilirdi.
Temel işler seni formülün evrensel olduğuna inandırır.
Öyle değildir.
Aynı çizim. Aynı 48 inç büküm. Aynı 0.135 kalınlık.
Şimdi müşteri 304 paslanmaz çeliğe geçiyor. Tipik ÇEKME MUKAVEMETİ? Yaklaşık 90.000 PSI.
Ve operatör, 0.75 inçlik bir kalıpla “yarıçapı sıkılaştırmaya” karar veriyor. V‑KALIP AÇIKLIĞI 1.0 yerine.
İki değişken değişti. Yığına dikkat et.
Önce, yeni kalıpla geometri:
Dönüştür:
1.642 × 12 ≈ 19.704 lb/ft ≈ ayak başına 9.85 ton.
Dört ayak uzunluğunda:
9.85 × 4 ≈ 39.4 ton.
“20 tonluk iş” bir anda 40 tonluk işe dönüştü.
Hiç olağandışı bir şey olmadı. Kalınlığı ikiye katlamadık. Uzunluğu değiştirmedik. Şunu artırdık: ÇEKME MUKAVEMETİ 1.5× kadar ve küçülttük V‑KALIP AÇIKLIĞI oranında.
Kuvvet ikiye katlandı.
Bu tam olarak bir atölyenin nasıl uçuruma yürüdüğünün örneği. “Yarıçapı keskinleştirmek” için biri daha dar bir kalıba geçtiği için 90 tonluk bir işin 130 tonluk bir gerçeğe dönüştüğünü gördüm. Makine şikâyet etmedi. Takım yaptı. Üç hafta sonra daha ağır bir çalışmada kalıp omuzlarında ortaya çıkan kılcal çatlaklar.
“Ama 575 bir fizik yasası değil.”
Hayır. Bu, yumuşak çelik ve geniş kalıplar üzerine kurulmuş bir kestirme yoldur. Bunlardan birini değiştirirsen, kaldıraç kolu değişir. Eğilme momenti artar çünkü açıklığı kısaltırken aynı anda malzeme direncini artırmış olursun.
Şimdi 20 ton yerine 40 tona bakıyorsun.
Hâlâ rahat mısın?
Yukarıdaki paslanmaz çelik kurulumda kalalım: 0,135 kalınlık, 48 inç uzunluk, 0,75 inç kalıp, ÇEKME MUKAVEMETİ = 90.000 PSI.
Hava bükmede toplamda yaklaşık 40 ton gerekiyordu.
Şimdi yöntemi değiştir.
Alt bükme — yani puncın, malzemeyi kalıp açısıyla tam temasa zorladığı işlem — aynı geometrik yapı için genellikle hava bükme kuvvetinin en az 2 katını gerektirir. Bu bir görüş değil. Bu, malzemenin elastik geri kazanımı aşarak kalıp duvarlarına plastik olarak uydurulmasıdır.
Yani:
40 ton × 2 = 80 ton.
Asgari.
Bazı malzemeler, özellikle iş sertleşmesi yapan paslanmaz çelikler, strokun altına yaklaşırken hızla artan temas alanı ve sürtünme nedeniyle bu değerin ötesine çıkar. Yük eğrin, alt kısma yaklaştıkça dikleşir — tam da makinelerin en yüksek hidrolik basıncı gördüğü yerde.
Yumuşak çelikte hava bükmede 20 ton gibi rahat görünen iş, şimdi 80 tonluk paslanmaz alt bükme işlemi oluyor.
Temelin dört katı.
Aynı çizim.
Bir ekibin, 60 tonluk bir pres frende 50 tonluk paslanmaz iş yaptıklarını sanarak alt bükme yaptıklarını izledim. Hava bükme hesabı doğruydu. Ancak unuttular YÖNTEM ÇARPANI. Makine strokun ortasında emniyet basıncına ulaştı ve durdu. Tekrar denediler. Kalıp hayatta kaldı. Ancak koç kılavuz boşlukları kalmadı. O fren bir daha asla doğru izde çalışmadı.
Görmen gereken model şu:
Bunlar küçük düzeltmeler değil. Birbirlerini katladıkça büyürler.
Ve makine tablodakinin ne söylediğiyle ilgilenmez. Yatak boyunca uygulanan kuvveti hisseder — dağıtılmış, yoğunlaşmış, merkez dışı, ne verirsen onu.
Yani bir baskı malzeme değiştirdiğinde, biri daha sıkı bir kalıp aldığında veya üretim “açıyı sabitlemek” için hava bükme yerine tabana inmeye karar verdiğinde, tahmin etmezsin.
Yükü sıfırdan yeniden kurarsın. Sonra bunu tam o bükme uzunluğu boyunca gerçek makine kapasitesi ile karşılaştırırsın — isim plakasındaki hayalle değil.
Çünkü formül dolu bir silahtır. Namludaki şeyin ne olduğunu tam olarak biliyorsan güvenlidir.
Her kartuşun aynı olduğunu varsaydığında ölümcül olur.
Hesapları yaptın. Ayarladın ÇEKME MUKAVEMETİ, sıkılaştırdın V‑KALIP AÇIKLIĞI, taban bükme için çarptın. Hesap makinesi 80 ton diyor.
Peki 100 tonluk presinin 6 fit boyunca kendini hurdaya çevirmeden o yükü gerçekten kaldırabileceğini nasıl bilirsin?
CN-HAWE’nin ürün portföyünün 100% CNC tabanlı olduğunu ve lazer kesim, bükme, kanal açma, kesme gibi üst düzey senaryoları kapsadığını göz önünde bulundurarak, bir sonraki adım doğrudan ekiple iletişime geçmekse, Bize ulaşın buraya doğal şekilde oturur.
İşte kimsenin tabloya koymadığı kısım: formül mükemmel takım, mükemmel dağılmış yük ve mükemmel davranan malzeme varsayar. Bu bir fantezidir. Gerçek atölyelerde aşınmış kalıplar, merkez dışı parçalar, karışık tane yönlü levhalar ve yalnızca yatağın bir kısmı boyunca tam nominal kapasiteyi sağlayan makineler çalışır. 175 ton × 10 fitlik bir pres her yerde 175 ton değildir; o tam kuvveti tüm yatak boyunca uygularsan, yükün nasıl dağıldığını anlamadığın sürece gövdeyi bombe yaparsın.
Matematik sana bir sayı verir. Makine bir desen hisseder.
İşte o boşlukta takımlar parçalanır.
Bir keresinde bir ekibin, “yer vardı” diye uzun yatağın uzak ucuna yakın çeyrek inçlik plakayı büktüğünü izledim. Hesaplanan AYAK BAŞINA TON uygundu. Saygı duymadıkları şey, tam nominal tonajın o yatak uzunluğunun yalnızca yaklaşık ’ı boyunca güvenli olduğuydu. Gövde biçim değiştirdi. Kalıcı bombe. O pres, takozlar ve dualar olmadan bir daha asla paralel çalışmadı.
Keskin bir kalıp omzu, kuvveti temiz bir temas çizgisi boyunca yoğunlaştırır. Denklem tam da bunu varsayar.
Şimdi binlerce kez paslanmaz çelikte çalıştırılmış bir kalıbı hayal et. Bir zamanlar keskin olan yarıçap KALIP OMUZLARI düzleşmiştir. Dar bir temas çizgisi yerine bulaşmış bir temas alanınız vardır. Daha fazla yüzey alanı. Daha fazla sürtünme. Malzeme akışına daha fazla direnç.
Kuvvet artar.
Sebebi ÇEKME MUKAVEMETİ değişmesi değil. KALINLIK değişmesi değil. Sürtünme ve temas geometrisi değişti, ve senin formülünde “yıpranmış takım” için bir alan yok.”
Varsayımsal olarak — ve bunu bir laboratuvar çalışması değil, bir atölye tahmini olarak belirtiyorum — yeni, hassas taşlanmış kalıplardan yorgun üretim kalıplarına geçildiğinde aynı işin yaklaşık –30 oranında daha fazla kuvvet gerektirdiğini hissettiğim durumlar gördüm. Presin sesi değişiyor. Hidrolik basınç vuruşun alt kısmına yaklaşırken yavaşça artıyor. Açı inatla oturuyor.
Hesap makinesi hâlâ 40 ton diyor.
Makine ise başka şey söylüyor.
Temiz matematiğe kirli çeliğe güvenmek yerine güvendiğim için 14.000’lik bir hassas kalıp setini mahvettim. Sayılar doğruydu. Takım doğru değildi. Mikro çatlaklar aşınmış omuzdan başlayıp daha ağır bir takip işinde örümcek ağı gibi yayıldı. Bunu, bir köşe büküm ortasında kırılıp müşterinin parçasını çizdiğinde fark ettik.
Aşınmayı düzgün bir KALINLIK² terime dahil edemezsin. Önündeki metale bakmalı ve neler yaşadığını sormalısın.
Toplam tonaj hikayenin yalnızca yarısıdır.
Abkant presler uzunluk boyunca ton cinsinden derecelendirilir — foot başına ton, metre başına ton. Bu derecelendirme yük dağılımını varsayar. Yükü eşit yayarsan, gövde onu tıpkı bir köprünün trafiği taşıdığı gibi taşır.
Şimdi yatağın bir ucuna yakın, keskin, küçük yarıçaplı bir zımba altına dar bir parça koy.
Toplam MEVCUT TONAJI. aşmadın. Ama AYAK BAŞINA TON yükü kısa bir bölümde sıçrattın ve merkezi kaydırdın. Koç ve yatak “toplam 80 ton” görmüyor. Onlar, kendilerini birbirinden ayırmaya çalışan yoğunlaşmış bir eğilme momenti görüyor.
İşte bu, sivri zımba problemidir.
Dar uçlu ve dar V‑kalıplı özel zımbalar temas bölgesini küçültür. Aynı hesaplanan kuvvet şimdi takımın daha az çeliğinden ve makine yapısının daha az genişliğinden geçiyor. Gerilim hızla artar çünkü gerilim = kuvvet / alan. Alanı yarıya indir, gerilimi ikiye katla.
90 tonluk bir işin, birinin “yarıçapı keskinleştirmek” için daha dar bir kalıba geçmesi nedeniyle 130 tonluk bir gerçeğe dönüştüğünü gördüm. Toplam kuvvet artışı barizdi. Bariz olmayan şey ise zımba ucundaki yerel ani artıştı. Uç ufalandı. Sonra kraterleşti. Sonra bu krateri her parçaya damgalamaya başladı; biz fark edene kadar.
Ve o tabla uzunluğu sınırını hatırlayın. Birçok makine, kuvvetin tamamını yatağın yaklaşık 60%’lik kısmında güvenli bir şekilde sağlar. Yükünüzü kenarda 2 fitlik bir alanda yoğunlaştırırsanız, artık katalogdaki “mutlu bölge”de yaşamıyorsunuz demektir.
Hesabınız toplam ton açısından doğru olabilir.
Yine de çerçeveniz için yanlış olabilir.
İki sac. Aynı kalite damgası. Aynı ÇEKME MUKAVEMETİ kâğıt üzerinde.
Birini haddeleme yönüne paralel bükün. Diğerini dik olarak bükün.
Aynı şekilde davranmazlar.
Haddeleme, tane yapısını uzatır. Tane yönünün çaprazına bükme yaptığınızda, yapıyla farklı şekilde mücadele edersiniz; tane yönüyle birlikte bükme yaptığınızda farklı. Geri sekme değişir. Gerekli fazla bükme oranı değişir. Bazen stroğun alt kısmına yakın kuvvet eğrisi dikleşir çünkü malzeme, o yönelim boyunca sıkıştırmaya farklı şekilde karşı koyar.
Formülünüz, çeliği her yönde aynı özelliklere sahip izotropik kil gibi ele alır.
Öyle değildir.
Ve sonra iş sertleşmesi vardır. Özellikle paslanmaz çelik, şekil değiştikçe dayanım kazanır. Ne kadar fazla bastırırsanız, o kadar çok karşı koyar. Bu da, stroğun son birkaç derecesinde tabanlamada gereken kuvvetin, başlangıçtaki tahminden orantısız şekilde daha yüksek olabileceği anlamına gelir. Yük hücresi — eğer akıllıca izliyorsanız — o ani artışı gösterecektir.
Uzun bir paslanmaz serisinde, hurdayı optimize etmek için sacları parti ortasında döndürdüğümüzden bir zımbayı kırmıştım. Parçaların yarısı gayet iyi bükülmüştü. Döndürülmüş saclar daha fazla fazla bükme gerektiriyordu ve tabanda daha sert vuruyordu. Baskı farkı görmese bile takım bu farkı hissetti.
Malzemenin hafızası vardır. Hesaplayıcınızda yoktur.
Bu da bizi her ciddi çalışmadan önce sormanız gereken soruya getiriyor: “Teorik tonaj nedir?” değil, “Maksimum AYAK BAŞINA TON makinemin bu tam uzunlukta, bu tam konumda, bu tam takım koşulunda güvenli bir şekilde üretebileceği değer nedir?”
Bu artık bir formül problemi değil.
Bu bir operatör doğrulama sürecidir.
Hesabı yaptınız. Ayarlamalarınızı yaptınız ÇEKME MUKAVEMETİ, düzeltilmiş KALIP AÇIKLIĞI, hava bükme yerine tam bükme için çarpılmış. Güzel.
Şimdi o elektronik tabloyla ilgili hissettiğin gururu unut.
Çünkü makine, sayının ne kadar zarif göründüğüyle ilgilenmez. AYAK BAŞINA TON Kuvvetin nereye uygulandığına, ne kadar süre uygulandığına ve o koç altındaki çelik çerçevenin bunu akmadan taşıyıp taşıyamayacağına bakar. İşte burada matematikçi olmayı bırakır, operatör olmayı başlatırız.
İşte protokol. Kuram değil. Katalog süsü değil. Bir dizilim.
Birinci: karşılaştır AYAK BAŞINA TON bükmekte olduğun tam uzunluk boyunca makinenin güvenli şekilde verebileceğiyle. İkinci: yöntem değişiklikleri ve bilinmeyenleri hesaba katacak gerçek bir güvenlik payı oluştur. Üçüncü: ilk darbeyi inanç sıçraması değil, bir tanı aracı haline getir.
Bir keresinde toplam tonaja değil, dağılıma güvenen biri yüzünden 175 tonluk bir presin kalıcı bir bombe aldığını izlemiştim. Matematik 160 ton toplam diyordu. Makine ise 40 AYAK BAŞINA TON tonu yatağın ucuna yığılmış halde gördü. Çelik aktı. Bir daha düzelmedi.
10 feet boyunca 100 ton olarak derecelendirilmiş bir pres, her yerde 100 tonluk bir makine değildir.
O, çalışma uzunluğu boyunca eşit dağılım varsayımıyla bir 10 AYAK BAŞINA TON makinedir.
Şimdi 2 footluk bir parçayı al ve sol kenardan 12 inç uzağa park et. Hesabın 25 AYAK BAŞINA TON, diyorsa, o koç ve yatak bölümüne tek bir küçük bölgeye yoğunlaştırılmış 50 ton taşımasını söylüyorsun. Diğer sekiz foot hiçbir şey yapmıyor.
Katalog derecelendirmeleri dağılım varsayar. Çerçeveler köprü gibi tasarlanır — yük açıklık boyunca yayılır. Yoğunlaştırırsan, o yerel bölümdeki eğilme momenti ani şekilde yükselir. Sapma artık doğrusal değildir. Geometriktir.
Ve işte operatörlerin aldatıldığı nokta: toplam MEVCUT TONAJI makinenin maksimumunun altında olabilir, ancak yerel GERİLME — alan tarafından bölünen kuvvet — o piston segmentinin taşıyabileceğinden fazlasına ulaşır.
İki fit uzunluğunda zar zor olan kısa bir paslanmaz braketi, operatör parçayı değil de arka dayama parmaklarını ortaladığı için yatağın sol tarafını kalıcı olarak bükülmüş durumda gördüm. Makine toplamı aşmadı TONAJ. Yapısal sağduyuyu aştı.
Bu şekilde doğrulama yaparsınız:
Ayak başına gereksiniminiz, o konumdaki makinenin ayak başına kapasitesini aşıyorsa, “biraz agresif” değilsiniz. Yapısal olarak aşırı yük bindiriyorsunuz.
Sayısal olarak kâğıt üzerinde uygun görünse bile, bir presi 100% oranında çalıştırmazsınız KAPASİTE.
Bir dizeli de her vardiyada kırmızı çizgiye kadar kullanmazsınız.
Neden 80%? Çünkü formülünüz her şeyi bilmez. Lif yönünü, kalıp aşınmasını, sürtünmedeki değişimleri, hidrolik yağdaki sıcaklık dalgalanmalarını veya farklı açılarda, ayak başına kısa ton cinsinden mi yoksa metre başına metrik ton cinsinden mi derecelendirildiğini görmez. Bir katalogda 60 damgalı bir kalıp, başka bir katalogda 46 damgalı olandan her zaman daha güçlü değildir; birimleri ve derecelendirme koşullarını dönüştürmedikçe.
Mekanizma şu şekildedir: Maksimum gövde yüküne yaklaştıkça sapma doğrusal olmayan biçimde artar. Küçük bir ek kuvvet orantısız derecede daha büyük yapısal gerilme yaratır. İşte taçlama sistemlerinin sınırına ulaştığı an. İşte pimlerin aşınmaya başladığı an. Mikro çatlakların başladığı andır.
Şimdi bükme yöntemini ekleyin.
Hava bükme temel düzeyde mi? Güzel — 80% kuralı mantıklıdır. Altına batırma 1,5× kuvvette mi? Marjınız hemen daralır. Zımba ile 5× kuvvet mi? 80% kuralı anlamsız hale gelir çünkü strokun sonunda yük artışı anında kapasiteyi aşabilir.
Bir operatörün “açı kayıyordu” dediği için tüm hafta hava bükme ile işlendiği bir parçayı altına bastığını izlemiştim. Bu yöntem değişimi etkili GEREKLİ KUVVET değerlendirme dışında KAPASİTE orijinal hava bükme hesaplaması güvenli olmasına rağmen. O gün piston keçeleri arızalanmadı. Çerçeve zamanla deforme oldu. Altı ay sonra kalıcı bir sapmayı telafi etmek için takoz koyuyorduk.
Güvenlik payı korkaklık değildir. Formülünüzün göremediği şeyleri hesaba katmaktır.
İşte dolu tabanca benzetmesinin gerçeğe dönüştüğü yer burası.
Formül ne olması gerektiğini söyler. İlk darbe ise ne olduğunu söyler.
Aşamalı olarak doğrulayın:
Eğer yük, hesapladığınız KUVVET EĞRİSİ, tarafından öngörülenden daha hızlı artarsa, durun. Bir şey değişti — belki gerçek ÇEKME MUKAVEMETİ spesifikasyondan daha yüksek, belki de KALIP AÇIKLIĞI aşınmadan dolayı etkin olarak daha küçük, ya da belki istemeden tabana çarpıyorsunuz.
Bugünün dijital yük sensörleri, eski tabloların asla gösteremediği sapmaları size gösterebilir. Hesapladığınız talep 20 AYAK BAŞINA TON ve makine son birkaç derecede hızla 26“ya tırmanıyorsa, bu ”yeterince yakın” değildir. Bu 30%’lük bir farktır.
Kariyerimin başlarında, sese olduğundan fazla sayıya güvenerek bir dizi bölümlü zımbayı mahvettim. Basınç göstergesi bana yük eğrisinin olması gerekenden daha dik olduğunu söylüyordu. Devam ettim. Segment kama yolundan ayrıldı. Hava bükme için matematik doğruydu. Makine, derinlik durdurucusu kıl payı hatalı olduğu için taban yapıyordu.
İleriye taşıyacağınız tek şey şu:
Formül otorite değildir. Bu bir varsayımdır.
Makine — çerçeve oranı, ayak başına sınırları, canlı yük geri bildirimi — deneyin kendisidir. Bu ikisi çelişirse, teoriden ziyade çeliğe inanırsınız.


















