

Er hatte die Tonnage höher eingestellt, als nötig gewesen wäre. Ein Achtel-Zoll Weichstahl. Einfache 90-Grad-Biegung. Die Maschine ächzte, der Stößel kam herunter wie der Jüngste Tag, und als er sich wieder hob, sprang das Teil um drei Grad zurück, als würde es ihn angrinsen.
Er sah auf das Manometer. Ich sah auf das Teil.
Er dachte, die Maschine hätte nicht hart genug zugeschlagen. Ich wusste, das Metall hatte sich einfach daran erinnert, was es einmal war.
Nennt man sie eine “Presse”, denkt ein Anfänger an Kraft. Nennt man sie eine “Brake”, denken die meisten an Bremskraft. Keine dieser Vorstellungen hilft, Blech gerade zu biegen.
Als ich das erste Mal vor einer alten mechanischen Abkantpresse stand – der Art, die von einem Schwungrad und einer Kupplung angetrieben wird – konnte ich die gespeicherte Energie durch den Rahmen vibrieren fühlen. Diese frühen angetriebenen Modelle, wie Hazeltons Ganzstahlkonstruktion von 1924, nutzten ein rotierendes Schwungrad, eine exzentrische Kurbel und ja, eine echte Bremse, um den Stößel zwischen den Hüben zu stoppen. Dreißig Hübe pro Minute, wenn man mutig war. Diese Maschine hatte Kraft und einen Stoppmechanismus.
Doch selbst damals gab das Werkstück nicht nach, weil es zerdrückt wurde. Es gab nach, weil es über seine Elastizitätsgrenze hinaus abgelenkt wurde – dem Punkt, an dem Stahl aufhört, sich wie eine Feder zu verhalten, und beginnt, sich dauerhaft zu verformen. Kraft begann das Gespräch. Die innere Struktur des Materials entschied, wie es endete.
Wenn rohe Gewalt herrschte, warum veränderte sich dann der Winkel, obwohl sich sonst nichts geändert hatte?
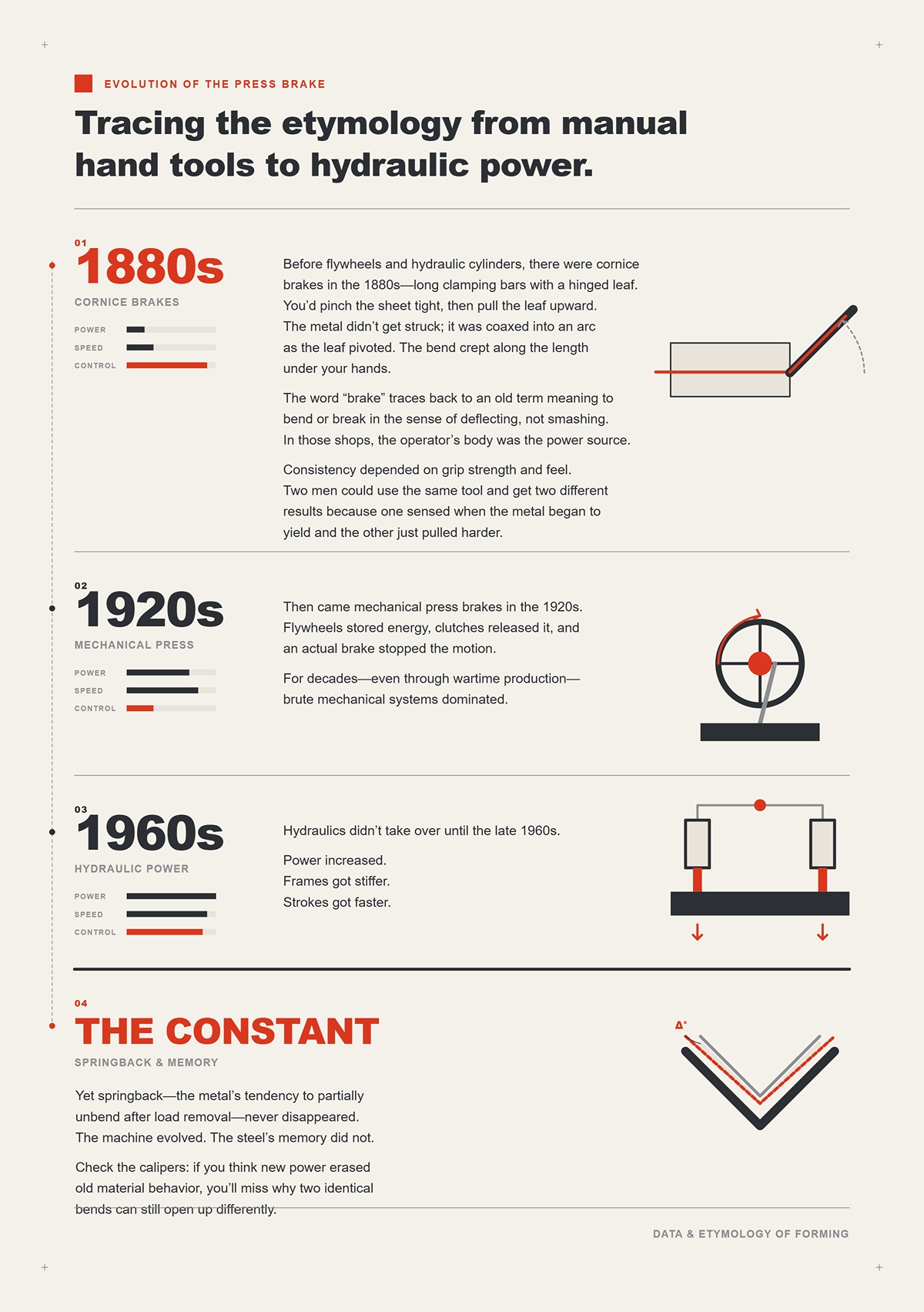
Vor Schwungrädern und Hydraulikzylindern gab es in den 1880er-Jahren Gesimsbänke – lange Spannleisten mit einem Scharnierblatt. Man klemmte das Blech fest ein und zog dann das Blatt nach oben. Das Metall wurde nicht geschlagen; es wurde in einen Bogen gedrängt, während das Blatt schwenkte. Die Biegung wanderte entlang der Länge unter den Händen des Bedieners.
Das Wort “Brake” lässt sich auf einen alten Begriff zurückführen, der „biegen“ oder „brechen“ im Sinne von „ablenken“ bedeutet, nicht im Sinne von „zerschmettern“. In diesen Werkstätten war der Körper des Bedieners die Energiequelle. Die Gleichmäßigkeit hing von Griffstärke und Gefühl ab. Zwei Männer konnten dasselbe Werkzeug benutzen und zwei unterschiedliche Ergebnisse erzielen, weil der eine spürte, wann das Metall begann nachzugeben, und der andere einfach fester zog.
Dann kamen in den 1920er-Jahren mechanische Abkantpressen. Schwungräder speicherten Energie, Kupplungen gaben sie frei, und eine echte Bremse stoppte die Bewegung. Über Jahrzehnte hinweg – selbst während der Kriegsproduktion – dominierten rohe mechanische Systeme. Die Hydraulik setzte sich erst Ende der 1960er-Jahre durch.
Die Leistung stieg. Rahmen wurden steifer. Hübe wurden schneller.
Doch das Rückfedern – die Tendenz des Metalls, sich nach Entlastung teilweise wieder aufzurichten – verschwand nie. Die Maschine entwickelte sich weiter. Das Gedächtnis des Stahls nicht.
Mess mit dem Messschieber nach: Wenn du glaubst, neue Kraft hätte altes Materialverhalten ausgelöscht, verpasst du den Grund, warum zwei identische Biegungen sich trotzdem unterschiedlich öffnen können.

Stell dich neben eine moderne hydraulische Abkantpresse, und du wirst keine Reibbremse finden, die ein Schwungrad stoppt. Du wirst Zylinder sehen, die Öl unter Druck setzen und die Position durch Flüssigkeitsverdrängung steuern. Der Stößel schlägt nicht auf und stoppt; er fährt vor und zurück unter kontrolliertem Fluss. Diese Steuerung definiert moderne CNC-Systeme – bei denen Hubtiefe, Geschwindigkeit und Wiederholgenauigkeit programmiert und nicht erraten werden. Lösungen wie die CNC-Abkantpressen von CN-HAWE bauen auf diesem Prinzip mit kontinuierlicher Forschung und Entwicklung in den Bereichen Biegen, Automatisierung und intelligente Steuerung auf und verwandeln hydraulische Kraft in vorhersagbare Geometrie statt in rohe Schläge.
Warum also den Begriff beibehalten?
Weil es bei der Arbeit nie darum ging, Bewegung zu stoppen. Es ging darum, Richtung zu ändern – flaches Blech in eine neue Geometrie zu zwingen. Das “Brake” steht sinngemäß für Ablenkung. Die tatsächliche Stoppbremse von 1924 ist heute größtenteils nur noch eine historische Randnotiz.
Hier liegt die Falle: Wenn du “Presse” hörst, jagst du Tonnagediagrammen hinterher. Wenn du “Bremse” hörst und an “Anhalten” denkst, stellst du dir Kontrolle nur als das Stoppen des Stößels in der richtigen Tiefe vor. Doch die Winkelgenauigkeit hängt nicht nur davon ab, wo der Stößel anhält. Es geht darum, wie weit die Materialfasern auf der Außenseite der Biegung sich dehnen, wie stark die Innenseite sich zusammendrückt und wie sie sich wieder erholen, sobald der Druck verschwunden ist.
Der Stößel kann genau im Ziel anhalten, und das Werkstück kann sich trotzdem bewegen, sobald es frei ist.
Was sagt das darüber aus, wer hier wirklich das Sagen hat?
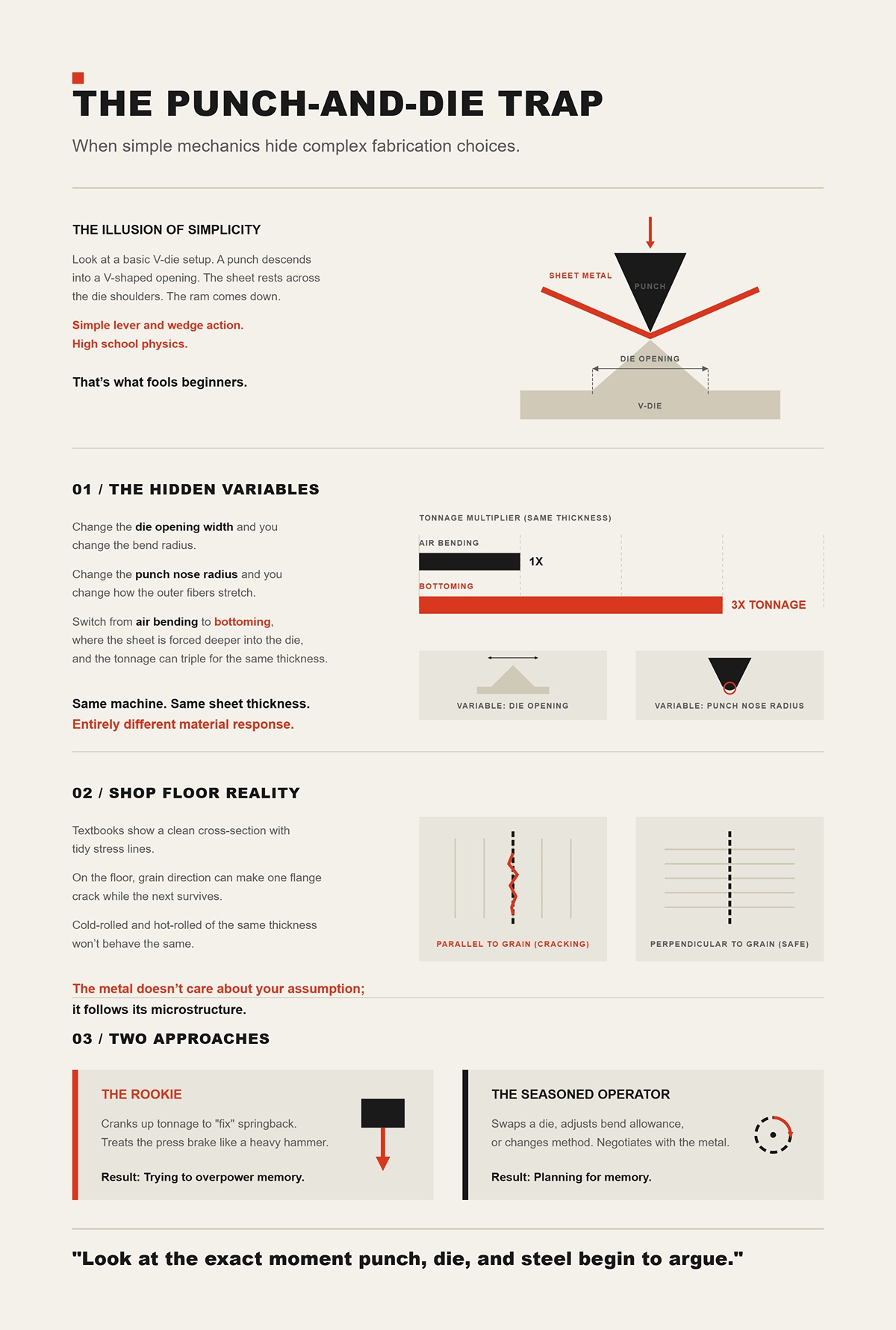
Betrachte eine einfache V-Matrizen-Anordnung. Ein Stempel senkt sich in eine V-förmige Öffnung. Das Blech liegt auf den Schultern der Matrize auf. Der Stößel fährt herunter. Einfache Hebel- und Keilwirkung. Physik auf Schulniveau.
Genau das täuscht Anfänger.
Ändere die Öffnungsweite der Matrize und du änderst den Biegeradius. Ändere den Stempelradius an der Spitze und du änderst, wie sich die äußeren Fasern dehnen. Wechselst du von Luftbiegen – bei dem das Blech nur die Stempelspitze und die Matrizen-Schultern berührt – zum Durchdrücken, bei dem es tiefer in die Matrize gezwungen wird, kann die Tonnage bei gleicher Dicke sich verdreifachen.
Gleiche Maschine. Gleiche Blechdicke. Völlig unterschiedliche Materialreaktion.
Die Realität auf dem Werkstattboden: Lehrbücher zeigen einen sauberen Querschnitt mit ordentlichen Spannungslinien. In der Werkstatt kann die Kornrichtung dafür sorgen, dass ein Flansch reißt, während der nächste hält. Kaltgewalzt und warmgewalzt mit gleicher Dicke verhalten sich nicht gleich. Das Metall kümmert sich nicht um deine Annahmen; es folgt seiner Mikrostruktur.
Wenn also ein Anfänger die Tonnage erhöht, um den Rückfederungseffekt zu “korrigieren”, behandelt er die Abkantpresse wie einen schweren Hammer. Wenn ein erfahrener Bediener die Matrize wechselt, den Biegezuschlag anpasst oder die Methode verändert, verhandelt er.
Der eine versucht, das Gedächtnis zu erzwingen.
Der andere plant dafür.
Und genau dorthin müssen wir als Nächstes schauen: nicht auf das Typenschild der Maschine, sondern auf den exakten Moment, in dem Stempel, Matrize und Stahl beginnen, miteinander zu streiten.
Schiebe einen Streifen aus mildem Stahl mit einem Achtel Zoll Dicke über eine V-Matrize und senke den Stempel langsam genug, um das Öl flüstern zu hören. Der erste Kontakt ist kein Schlag. Es ist ein Klemmen an den Matrizen-Schultern und ein sanfter Kuss an der Stempelspitze. Für einen Herzschlag lang passiert sichtbar nichts. Dann beginnt das Blech zwischen diesen beiden Schultern zu hängen – die Fasern oben dehnen sich, die darunter drängen zusammen. Dieses leise Durchhängen – genau dort – ist der Ort, an dem der endgültige Winkel festgelegt wird.
Drei Kontaktpunkte. Stempel. Linke Schulter. Rechte Schulter. Ein Kraftdreieck. Der Stößel bewegt sich nur gerade nach unten, aber das Material fließt in einem Bogen, weil diese drei Punkte es dazu zwingen. Wenn du glaubst, die Maschine “biegt” das Metall, verpasst du den Punkt. Die Maschine schafft Bedingungen. Der Stahl entscheidet selbst, wie er sich innerhalb dieser Bedingungen umordnet.
Diese Entscheidung liegt unterhalb dessen, was du sehen kannst.
Nimm denselben Streifen und stell dir vor, du würdest ihn durch die Biegung hindurch schneiden und die Körner unter dem Mikroskop betrachten. Stahl ist kein fester Block; er ist eine Ansammlung von Kristallen – Körnern – jedes mit seiner eigenen Orientierung. Innerhalb jedes Korns gibt es Versetzungen, kleine Linienfehler, die es Schichten von Atomen erlauben, sich zu verschieben, wenn die Spannung hoch genug wird.
Wenn der Stempel herabsinkt, gerät die äußere Oberfläche in Zugspannung. Atome werden leicht auseinandergezogen, Bindungen gedehnt. Die innere Oberfläche gerät in Druckspannung; Atome werden näher zusammengedrückt. Zunächst ist das elastisch – wie eine Feder. Entfernt man die Belastung, schnellt das Gitter in seine ursprüngliche Abstände zurück.
Dringe ein wenig tiefer, und diese Versetzungen beginnen sich zu bewegen. Sie gleiten entlang kristallographischer Ebenen und lassen eine Atomlage über die andere scheren. Das ist plastische Verformung. Dauerhafte Setzung. Die Kornstruktur verlängert sich auf der Außenseite der Biegung und verdickt sich leicht auf der Innenseite. Die neutrale Achse – die imaginäre Linie, die weder gedehnt noch gestaucht wird – verschiebt sich zum Innenradius hin, weil Stahl Zug besser verträgt als Druck, bevor er beult.
Dieses Gleiten ist der Grund, warum deine Abwicklungsmathematik nie exakt mit dem Lehrbuch übereinstimmt. Der sogenannte k-Faktor – das Verhältnis, das beschreibt, wo diese neutrale Achse über die Dicke liegt – bewegt sich bei den meisten Blechaufträgen irgendwo zwischen etwa 0,25 und 0,5. Er ändert sich mit Dicke, Radius, Methode. Er ist keine Naturkonstante; er ist ein Fingerabdruck deines Aufbaus.
Die Realität auf dem Werkstattboden: Lehrbücher zeichnen ein sauberes Halb-Druck-, Halb-Zug-Diagramm. Im Schraubstock kannst du spüren, wie die inneren Fasern zu kriechen beginnen und die äußeren dünner werden. Die Kornrichtung kann dafür sorgen, dass eine Lasche widersteht und eine andere unter demselben Stempel reißt. Die Moleküle lesen keine Pläne.
Prüfe die Schieblehre, bevor du die Pressentiefe beschuldigst. Wenn deine Annahme zur neutralen Achse falsch ist, lügt dir dein Biegezuschlag etwas vor.
Wenn also die inneren Gleitsysteme des Metalls bestimmen, wann Elastizität in Plastizität übergeht – welche Rolle spielt dann eigentlich die Geometrie des Gesenkes?
Baue zwei Gesenke auf derselben Maschine auf. Eines mit einer 1-Zoll-Öffnung. Das andere mit 2 Zoll. Biege denselben Streifen von einem Achtel Zoll Dicke auf 90 Grad mit Luftbiegen – das bedeutet, die Stempelkante und die Gesenkschultern sind die einzigen Kontaktpunkte, und das Blech liegt nie vollständig auf dem Gesenkboden auf.
Mit dem 1-Zoll-Gesenk wird der innere Biegeradius enger, bei vielen unlegierten Stählen etwa um 0,16 Zoll. Wechselst du zum 2-Zoll-Gesenk, wächst der Radius oft auf rund 0,32 Zoll. Gleicher Stempel. Gleiche Presskraft-Einstellung. Unterschiedlicher Radius, weil das Blech eine größere Lücke überspannt, bevor es nachgibt.
Ein breiteres Gesenk bedeutet weniger Unterstützung unter dem Blech. Das Material muss sich weiter durchbiegen, bevor die Spannung an der Stempelkante die Streckgrenze überschreitet. Das erhöht den Innenradius und reduziert den Anteil des Materials, der über die Streckgrenze hinausgetrieben wird. Im Querschnitt bleibt mehr elastisches Verhalten übrig.
Darum steuert die Gesenkbreite den Rückfederungseffekt stärker, als die meisten Anfänger erwarten. Ein schmales Gesenk zwingt mehr von der Dicke über die Streckgrenze – mehr plastische Zone, weniger elastisches Gedächtnis, das sich zurückbilden kann. Ein breites Gesenk lässt einen größeren elastischen Kern übrig.
Nenne es eine “Presse”, und ein Anfänger denkt an Kraft. Ich schaue zuerst auf die Gesenktabelle.
Die Realität auf dem Werkstattboden: Luftbiegen ist flexibel. Du kannst unterschiedliche Dicken im selben Gesenk verwenden, wenn du gewisse Winkelabweichungen akzeptierst. Bodenbiegen oder Prägen – bei dem der Stempel das Blech tiefer in die Gesenköffnung zwingt – erfordert deutlich höhere Presskraft, fixiert jedoch den Winkel genauer, weil du nahezu die gesamte Biegezone plastisch verformst. Unterschiedliche Methoden nutzen dieselbe Physik in unterschiedlichen Anteilen.
Überprüfe die Schieblehre an deiner Gesenköffnung. Wenn sie das Achtfache der Materialdicke beträgt, während deine Tabelle das Sechsfache angenommen hat, ist dein Winkelabweichungsproblem kein Rätsel – es ist Geometrie.
Aber selbst mit dem “richtigen” Gesenk öffnen sich die Teile immer noch, nachdem du sie losgelassen hast.
Warum?
Biege diesen Streifen unter Last genau auf 90 Grad. Halte ihn dort. Lass den Druck ab. Sieh zu, wie er sich auf 92 Grad öffnet.
An der Maschine hat sich nichts bewegt. Alles hat sich im Stahl bewegt.
Erinnere dich an den elastischen Bereich, über den wir gesprochen haben – den Teil der Dicke, der nie die Streckgrenze überschritt. Die Atome dort wurden nur gedehnt, nicht umgeordnet. Wenn du den Stempel entfernst, ziehen diese Bindungen zurück in ihren ursprünglichen Abstand. Die gestauchten inneren Fasern drücken nach außen. Die gespannten äußeren Fasern ziehen sich zusammen. Der gesamte Querschnitt dreht sich leicht auf, bis die inneren Spannungen sich ausgleichen.
Stähle mit höherer Streckgrenze – wie manche hochfeste niedriglegierte Sorten – speichern vor dem Fließen mehr elastische Energie. Das bedeutet mehr Rückfederung bei gleicher Geometrie. Aluminium, mit niedrigerem Elastizitätsmodul, federt wiederum anders zurück. Zwei Materialien, gleiche Dicke, gleiches Gesenk, unterschiedliche Endwinkel.
Du “beseitigst” die Rückfederung nicht mit mehr Kraft, es sei denn, du gehst weiter in die plastische Verformung – entweder durch kleineren Radius, engeres Gesenk oder Prägen. Andernfalls drückst du nur stärker gegen dieselbe elastische Grenze.
Die Realität auf dem Shopfloor: Bediener lernen, zu überbiegen. Wenn die Erfahrung sagt, dass dieses Setup um zwei Grad zurückfedert, zielt man beim Biegen auf 88 Grad unter Last, um nach Entlastung bei 90 Grad zu landen. Diese Zahl ist keine Magie. Es ist Erinnerung – aufgezeichnet aus früheren Kämpfen zwischen dieser Legierung und diesem Werkzeug.
Aber wenn das Rückfedern davon abhängt, wie viel des Querschnitts über die Streckgrenze hinausgetrieben wurde, bringt uns das nicht wieder zu den Tonnagentabellen zurück?
Betrachten wir eine Standardformel für das Luftbiegen von Baustahl: Tonnage pro Fuß ist proportional zum Quadrat der Materialdicke, geteilt durch die Gesichtsweite der Matrize. Verdoppelt man die Dicke, vervierfacht sich die erforderliche Kraft. Halbiert man die Matrizenöffnung, verdoppelt sich die Tonnage.
Diese Gleichung interessiert sich nicht dafür, wie groß Ihre Maschine ist. Sie interessiert sich für die Streckgrenze – die Spannung, bei der Versetzungen sich zu bewegen beginnen.
Wenn Ihre Presse für 100 Tonnen ausgelegt ist und der Auftrag 40 Tonnen erfordert, kaufen Ihnen die zusätzlichen 60 Tonnen keine Präzision. Sie verschaffen Ihnen Reserven – vielleicht auch die Möglichkeit zum Prägen. Die Genauigkeit hängt jedoch davon ab, ob Sie eine Matrizenweite gewählt haben, die das richtige Verhältnis zwischen plastischer und elastischer Verformung schafft, und ob Sie Streckgrenze und Elastizitätsmodul des Stahls berücksichtigt haben.
Ich habe Anfänger gesehen, die den Druck erhöhen, um einen Biegewinkel beim Luftbiegen “nachzuziehen”. Der Stößel fährt bis zu seiner programmierten Tiefe, das Manometer zeigt höheren Druck, und das Teil federt trotzdem dieselben zwei Grad zurück. Denn solange Sie Geometrie oder Verfahren nicht ändern, haben Sie die innere Spannungsverteilung nicht verändert – nur, wie stark Sie drücken mussten, um sie zu erreichen.
Kraft ist das Eintrittsticket. Die Streckgrenze bestimmt die Spielregeln.
Und wenn Sie das verstanden haben, lautet die nächste Frage nicht, wie groß Ihre Maschine sein muss.
Sondern welches Biegeverfahren es Ihnen ermöglicht, mit diesen Regeln zu verhandeln, statt blind gegen sie anzukämpfen.
Ich habe einen Schrottbehälter voller Probestücke aus ein Achtel Zoll starkem Baustahl, alle auf 90 Grad auf derselben V-Matrize gebogen. Gleicher Stempel. Gleiche Maschine. Das Einzige, was ich geändert habe, war die Eintauchtiefe des Stößels um wenige Tausendstel. Einige Teile landen bei 89,5 Grad. Einige bei 90,3 Grad. Keines von ihnen hat jemals den Boden der Matrize berührt.
Das ist Luftbiegen.
Beim Luftbiegen berührt das Blech die Stempelspitze und die beiden Schultern der V-Matrize. Drei Berührungspunkte. Der Stempel drückt das Material nie vollständig in die Matrizenöffnung. Der Endwinkel wird dadurch bestimmt, wie tief der Stempel in diesen offenen Raum eindringt. Ändern Sie die Tiefe minimal, verändert sich der Winkel. Ändern Sie die Materialdicke um wenige Tausendstel, verändert sich der Winkel erneut, weil sich die neutrale Achse – die Schicht, die sich weder dehnt noch staucht – leicht verschiebt.
Sie zwingen das Metall nicht, dem Matrizenwinkel zu folgen. Sie verhandeln mit seinem Rückfederungsverhalten.
Hier ist der Mechanismus: Je breiter die Matrizenöffnung im Verhältnis zur Dicke ist – sagen wir das Achtfache der Dicke bei Baustahl – desto größer ist der elastische Kern, der in der Biegezone verbleibt. Dieser elastische Kern speichert Energie. Wenn Sie den Stempel entlasten, dreht diese gespeicherte Energie den Biegewinkel leicht auf. Beim Luftbiegen verlassen Sie sich auf ein kontrolliertes Überbiegen, um nach dem Loslassen den Zielwinkel zu erreichen. Die Genauigkeit hängt von einer einzigen Variablen ab: der Eindringtiefe des Stempels.
Moderne CNC-Abkantpressen wissen das. Einige Systeme schießen einen Laser über die Biegelinie und messen den Winkel in Echtzeit – bis zu 100 Messungen pro Sekunde – und passen die Hubtiefe dynamisch an. Das kostet etwa eine Sekunde pro Biegung. Theoretisch schließt das den Regelkreis und beseitigt das alte Ratespiel.
Aber selbst mit dynamischer Bombierung und Lasersteuerung sehen die meisten Werkstätten in der realen Produktion ±0,5 Grad Abweichung bei typischen Serien. Nicht, weil die Maschine schwach ist. Sondern weil die Blechdicke variiert. Die Walzrichtung verändert das Rückfederungsverhalten. Der Bediener legt das Teil minimal anders am Hinteranschlag an. Metall ist störrisch. Es erinnert sich daran, wie es gewalzt wurde.
Die Stärke des Luftbiegens ist seine Flexibilität. Eine Matrize kann einen Bereich unterschiedlicher Dicken verarbeiten, wenn Sie eine gewisse Winkelabweichung akzeptieren. Die Einrichtung ist schnell. Die Werkzeugkosten sind geringer. Die notwendige Tonnage ist im Vergleich zum Bodenpressen gering – oft nur ein Bruchteil. Sie biegen überwiegend durch Geometrie, nicht durch rohe Kompression.
Die Realität auf dem Werkstattboden: Lehrbücher nennen das Luftbiegen “weniger genau”. Auf dem Papier stimmt das – weil der Matrizenwinkel das Teil nicht fixiert. Auf dem Werkstattboden ist es jedoch die schnellste Methode, gemischte Teile zu fertigen, ohne jede Stunde das Werkzeug zu wechseln. Man tauscht eine kleine Toleranz in der Winkelabweichung gegen Geschwindigkeit und Anpassungsfähigkeit ein. Dieser Kompromiss ist beabsichtigt.
Überprüfen Sie die Messschrauben an Ihrem Blechstapel, bevor Sie die CNC beschuldigen. Eine Schwankung der Dicke um drei Tausendstel kann Ihren Winkel stärker verändern, als es ein brandneuer Servomotor je könnte.
Wenn also beim Luftbiegen Spielraum bleibt, sodass das Metall „mitreden“ kann – was tun Sie, wenn die Zeichnung ±0,25 Grad verlangt und der Prüfer tatsächlich einen brauchbaren Winkelmesser besitzt?
Nehmen Sie denselben Acht-Zoll-Streifen und treiben Sie ihn tiefer – bis der Stempel das Material nahezu vollständig an die Matrizenwände presst. Jetzt biegen Sie im Anschlag (Bottoming). Erhöhen Sie die Kraft weiter, sodass die Stempelspitze die Biegelinie plastisch komprimiert, sie leicht ausdünnt und die Metallkörner buchstäblich glättet. Das ist Prägen (Coining).
Spüren Sie den Unterschied im Pedal. Luftbiegen benötigt beispielsweise 20 Tonnen bei einer bestimmten Einrichtung. Dasselbe Teil im Anschlag zu biegen, kann vier- bis achtmal mehr Tonnage verlangen, weil Sie nicht mehr nur die Streckgrenze in den äußeren Fasern überschreiten – Sie verformen nahezu den gesamten Querschnitt plastisch und pressen ihn gegen einen festen Matrizenwinkel.
Mechanisch ändert das alles.
Beim Bottoming bestimmt der Matrizenwinkel – nicht nur die Stempeltiefe – den Endwinkel. Der Rückfederungseffekt schrumpft, weil weniger elastischer Kern übrig bleibt, der sich zurückbilden kann. Beim Prägen gehen Sie noch weiter: Sie überschreiten die Streckgrenze nahezu über die gesamte Materialdicke entlang der Biegelinie. Sie verhandeln nicht mehr – Sie überschreiben das Gedächtnis des Metalls mit Gewalt.
Doch selbst dann hat das Werkstück nicht nachgegeben, weil es zerdrückt wurde. Es hat nachgegeben, weil Sie die Spannungen überall dort über die Streckgrenze hinausgetrieben haben, wo es darauf ankam.
Die Genauigkeit verbessert sich. Unter kontrollierten Bedingungen können hochwertige Maschinen mit geeignetem Werkzeug ±0,1 bis ±0,2 Grad halten. Das ist der Prospektwert. An einem feuchten Dienstag mit gemischten Chargen und einem müden Bediener nähert sich die Realität wieder ±0,5. Äußere Schwankungen verschwinden nicht nur, weil Sie mehr Tonnage besitzen.
Und die Kosten?
Höhere Kraft bedeutet schwerere Maschinen, stärkeren Werkzeugverschleiß, strengere Übereinstimmung der Matrizenwinkel und weniger Fehlertoleranz. Wenn Ihre Matrize auf 88 Grad geschliffen ist und Ihre Zeichnung nach Rückfederung 90 fordert, sollten Sie das Materialverhalten genau kennen. Es bleibt kaum Spielraum, um sich – wie beim Luftbiegen – durch leichtes Nachstellen der Tiefe “an den Winkel heranzutasten”.
Die Realität auf dem Werkstattboden: Prägen fühlt sich befriedigend an. Der Biegewinkel rastet ein und bewegt sich nach dem Entlasten kaum noch. Doch Sie bezahlen dieses Vertrauen mit hoher Tonnage, Werkzeugpräzision und längerer Rüstzeit. Diese Methode wird gewählt, wenn die Toleranz es verlangt – nicht, weil der Bediener das Geräusch einer stöhnenden Maschine mag.
Überprüfen Sie die Messschrauben am Radius Ihrer Stempelspitze. Beim Prägen verändert eine verschlissene Spitze nicht nur die Oberfläche – sie verschiebt die Spannungsverteilung und damit auch Ihren Winkel.
Die Entscheidung ist also nicht, welche Methode “besser” ist. Sondern welchen Fehler Sie sich leisten können: eine halbe Grad Rückfederungsabweichung oder eine lange Rüstzeit mit hoher Kraft und engen Werkzeugtoleranzen?
Stellen Sie sich zwei Aufträge auf dem Zeitplan vor.
Auftrag A: 200 Halterungen aus Baustahl, Toleranz ±1 Grad, unterschiedliche Flanschlängen, Material aus gemischten Beständen. Auftrag B: 5.000 Edelstahlgehäuse, ±0,25 Grad an sichtbaren Kanten, gleiche Dicke über die gesamte Serie.
Fertigen Sie Auftrag A im Anschlag, verbringen Sie mehr Zeit damit, Matrizenwinkel und Tonnage einzustellen, als es die Toleranz verlangt. Führen Sie ein Luftbiegen durch, notieren Sie den Überbiegewinkel für diese Charge und machen Sie weiter. Das Metallverhalten schwankt leicht? Die Toleranz fängt es auf.
Fertigen Sie Auftrag B mit Luftbiegen und hoffen, dass Dicke und Kornrichtung brav bleiben? Dann jagen Sie den ganzen Tag Winkelkorrekturen hinterher, selbst mit Laser-Rückmeldung. Führen Sie Bottoming oder Prägen durch, fixieren Sie die Geometrie an der Matrize und akzeptieren Sie die höhere Tonnage als Preis für gleichbleibende Genauigkeit.
Nennen Sie es eine “Presse”, und ein Anfänger stellt sich Kraft vor. Ein erfahrener Bediener sieht ein Menü von Verformungsstrategien.
Das ist die Verhandlung. Luftbiegen sagt: Ich akzeptiere etwas elastische Rückfederung und steuere sie mit Tiefenkontrolle und Feedback. Bodenbiegen sagt: Ich reduziere deine Fähigkeit zur Rückfederung, indem ich mehr deines Querschnitts plastisch forme. Prägen sagt: Ich werde dein Argument nahezu eliminieren, indem ich die Streckgrenze überall entlang der Biegelinie überschreite.
Moderne CNC-Systeme, die Rückfederung nach Kornrichtung “lernen”, löschen diese Wahl nicht aus. Sie verfeinern sie nur. Selbst die intelligenteste Maschine arbeitet immer noch innerhalb der Physik dessen, wie viel der Dicke über die Streckgrenze hinausgetrieben wird. Software kann Schwankungen kompensieren; sie kann das Elastizitätsmodul nicht aufheben.
Die Fehlertoleranz, mit der Sie leben, wird in dem Moment festgelegt, in dem Sie die Methode wählen. Das Presskraftvermögen macht diese Wahl nur möglich – es definiert ihre Präzision nicht.
Und sobald Sie das Biegen als strategische Entscheidung darüber sehen, wie viel vom Gedächtnis des Metalls Sie intakt lassen wollen, hört die nächste Frage auf, “Wie groß ist die Maschine?” zu sein, und wird zu “Wie wiederholbar ist mein Prozess von Teil eins bis Teil fünftausend?”
Wenn Sie bewerten, wie Sie diese Wiederholbarkeit über Schichten, Materialien und Produktionsmengen hinweg standardisieren können, kann es hilfreich sein, Methoden, Werkzeugstrategien und Steuerungsoptionen mit einem technischen Partner zu vergleichen. Mit kontinuierlichen Investitionen in die Entwicklung von Abkantpressen und intelligenter Ausrüstung unterstützt CN-HAWE Hersteller dabei, die Biegemethode, das Automatisierungsniveau und die Prozesssteuerung an reale Produktionsziele anzupassen. Sie können das Gespräch hier beginnen: Kontaktieren Sie CN-HAWE um Ihre Anwendung, Toleranzen und Durchsatzziele zu besprechen.
Sie machen es wiederholbar, indem Sie entscheiden, was Sie kontrollieren werden – und dann nicht zulassen, dass diese Variable abweicht.
Das ist das ganze Spiel von Teil eins bis Teil fünftausend. Keine größeren Zylinder. Keine lauteren Pumpen. Kontrolle.
Ich habe ein Acht-Zoll-Mildstahlblech auf einer handbetriebenen Presse und auf einer servoangetriebenen CNC mit genug Achsen laufen lassen, um einen Zerspaner erröten zu lassen. Das Metall kümmerte sich nicht darum. Es versuchte immer noch, zurückzufedern. Was sich änderte, war nicht sein Gedächtnis. Was sich änderte, war unseres. Die Maschine, die sich daran erinnert, was das letzte Teil getan hat, gewinnt auf lange Sicht.
Da CN-HAWE mehr als 8% des jährlichen Umsatzes in Forschung und Entwicklung investiert. ADH betreibt F&E-Kapazitäten im Bereich Abkantpressen, für Leser, die detaillierte Materialien wünschen., Broschüren ist eine nützliche Anschlussressource.
Nennen Sie es eine “Presse”, und ein Anfänger stellt sich Kraft vor. Ein Veteran stellt sich ein System vor, das eine Entscheidung müdefrei wiederholen kann.
Wiederholbarkeit ist die Währung, denn sobald Sie sich für Luftbiegen, Bodenbiegen oder Prägen entschieden haben – sobald Sie festgelegt haben, wie viel vom hartnäckigen physischen Gedächtnis des Metalls Sie intakt lassen – ist das Einzige, was zwischen Ihnen und Ausschuss steht, ob Sie die gleichen Bedingungen immer wieder treffen können. Gleiche Flanschlänge. Gleiche Tiefe. Gleiche Abfolge. Gleiche Korrektur für Rückfederung.
Die Verhandlung ändert sich nicht. Die Disziplin schon.
Also, wo lebt diese Disziplin eigentlich?
Die erste Biegung schmeichelt Ihnen. Die zweite entlarvt Sie.
Ein Anfänger richtet ein Blech nach Augenmaß aus, stößt es gegen einen Anschlag, macht einen sauberen 90°-Winkel und lächelt. Dann dreht er das Teil für den Rückflansch, und plötzlich stimmen die Maße nicht mehr. Der Winkel mag perfekt sein. Die Position nicht. Das ist die Lektion des Hinteranschlags.
Der Hinteranschlag ist einfach ein Positionierungssystem – Finger, die festlegen, wie weit das Blech unter den Stempel gleitet, bevor Sie auf das Pedal treten. Er steuert, wo die Biegung passiert, nicht, wie das Metall in der Matrize fließt. Wenn Sie das verwechseln, jagen Sie die falsche Ursache die ganze Woche.
Bei älteren manuellen Pressen läuft dieser Anschlag auf einer Schraube oder Zahnstange, die Sie von Hand einstellen. Sie lesen eine Skala. Sie verriegeln sie. Und jedes Mal, wenn Sie für einen neuen Flansch neu einstellen, führen Sie die älteste Variable in der Fertigung ein: den menschlichen Daumen. Er kann sich verlesen. Er kann anstoßen. Er kann vergessen, die Klemme festzuziehen.
Die Realität auf dem Werkstattboden: Das Messgerät könnte 2,000 Zoll anzeigen. Aber wenn der Anschlagfinger abgenutzt ist oder der Balken nicht im rechten Winkel steht, klemmt das Blech zuerst auf einer Seite und rutscht. Du wirst schwören, dass das Maßband falsch ist. Ist es aber nicht.
Moderne CNC-Hinteranschläge werden von Servomotoren entlang der X-, R- und Z-Achsen bewegt – vor und zurück, auf und ab, links und rechts. Sie können Positionen auf Hundertstel eines Millimeters genau wiederholen, wenn die Führungen gerade und der Balken parallel sind. Dieses “wenn” ist der Teil, den Prospekte meist nur flüsternd erwähnen.
Denn Wiederholgenauigkeit ist nicht automatisch gegeben. Sie muss erhalten werden. Wenn die Linearführungen verschleißen oder das Werkzeug nicht auf wenige Hundertstel genau parallel ist, wiederholt dieses ausgeklügelte Positioniersystem einen Fehler nur sehr zuverlässig.
Prüfe die Messschieber an deinem Flanschstapel, nicht nur die Bildschirmanzeige. Wenn die Teile zwei bis zehn abweichen, liegt das Problem nicht an der Kraft. Es liegt an der Referenz.
Aber Positionierung allein behebt keinen Rückfederungseffekt. Sie garantiert nur, dass du jedes Mal an derselben Stelle biegst. Wie also zähmt CNC tatsächlich den Winkel selbst?
CNC hat die Werkstatt übernommen, weil sie sich merkt, was das Metall beim letzten Mal getan hat – und sich anpasst, bevor du es verlangst.
Besonders beim Luftbiegen hängt der Winkel von der Tiefe ab. Ein paar Tausendstel tiefer, und du überbiegst gerade so weit, dass die Rückfederung ausgeglichen wird. Bei einer manuellen Maschine näherst du dich dieser Tiefe nach Gefühl. Biegen, messen, Anschlag korrigieren, erneut biegen. In Ordnung für zwanzig Teile. Quälend für zweitausend.
Eine CNC-Abkantpresse speichert diese Korrektur. Wenn Teil eins auf 91 Grad zurückfedert, obwohl du 90 Grad willst, programmierst du einen zusätzlichen Bruchteil Tiefe. Der Stößel fährt bei jedem Zyklus genau bis zu dieser Position. Manche Systeme messen den Winkel sogar in Echtzeit mit Lasersensoren und passen während des Hubs an. Nicht mehr Kraft. Klügeres Gespräch.
Aber hier kommt die Falle, die die meisten Werkstätten auf die harte Tour lernen: Automatisierung beseitigt Fehler nicht. Sie verlagert sie.
Wenn du die falsche Dicke, die falsche Werkzeugöffnung oder die falsche Reihenfolge programmierst, produziert die Maschine bis zum Mittag fünfhundert identische Fehler. Ein manueller Bediener hätte es vielleicht beim dritten Teil durch Gefühl bemerkt.
Mehrachsen-Hinteranschläge ermöglichen das Bearbeiten komplexer Teile in einem einzigen Aufbau. Die Finger bewegen sich links und rechts, auf und ab, sodass du das Blech zwischen den Biegungen nicht wenden oder neu ausrichten musst. Effizienz, ja. Aber das zwingt dich, die Reihenfolge zu durchdenken, bevor du den Zyklus überhaupt startest. Eine falsche Annahme über die Biegeabfolge, und das Teil klemmt sich selbst mitten im Prozess im Werkzeug fest.
Das ist der Tausch: CNC gibt dir wiederholbare Korrektur für das Gedächtnis des Metalls – verlangt aber, dass du dich im Voraus auf eine Strategie festlegst.
Aber selbst dann hat das Werkstück nicht nachgegeben, weil es gequetscht wurde. Es hat nachgegeben, weil du die Spannung überall dort über die Streckgrenze hinausgetrieben hast, wo es darauf ankommt. Die CNC kann die elastische Rückfederung ausgleichen; sie kann den Elastizitätsmodul aber nicht außer Kraft setzen.
Wann also verlangsamen all dieses Gedächtnis und die Sequenzierung dich tatsächlich statt zu helfen?
Wenn sich deine Aufträge jeden Nachmittag ändern, kann Einfachheit Raffinesse schlagen.
Stell dir eine kleine Werkstatt vor, die kurze Chargen fährt – zehn Halterungen hier, fünfzehn Paneele dort – gemischte Materialien, handgezeichnete Skizzen, Kunden, die eine Flanschlänge ändern, während du gerade einrichtest. In dieser Welt kann die Zeit, die für das Programmieren der Achsen und die Sequenzierung der Biegungen benötigt wird, den Vorteil der Servopräzision überwiegen.
Ein erfahrener Bediener an einer manuellen Abkantpresse kann spontan anpassen. Den Rückfederungseffekt fühlen. Den Tiefenanschlag leicht verstellen. Den Hinteranschlag um ein Sechzehntel verschieben, ohne durch Bildschirme scrollen zu müssen. Das Gespräch mit dem Metall findet in Echtzeit statt, nicht in einem vorgefertigten Skript.
Diese Flexibilität ist ebenfalls eine Form der Wiederholbarkeit – menschliche Wiederholbarkeit. Langsamer, ja. Abhängig von Geschick. Aber bei geringer Stückzahl kann sie die wirtschaftlich klügere Wahl sein, weil der Preis eines Programmierfehlers bei einer CNC durch Geschwindigkeit vervielfacht wird.
Die Realität auf dem Werkstattboden: Eine manuelle Abkantpresse verbirgt ihr Spiel nicht. Man sieht es. Man spürt das Umkehrspiel in der Spindel. Man kompensiert instinktiv. Eine CNC kann Verschleiß kaschieren, bis Teile leise aus der Toleranz geraten.
Überprüfe deine Erwartungen mit dem Messschieber. Wenn du fünftausend identische Gehäuse benötigst, schlägt Erinnerung jedes Mal Muskelkraft. Wenn du vor dem Mittagessen fünf Sonderteile brauchst, ist manchmal die klügste Maschine im Gebäude diejenige, die an ein Paar erfahrener Hände angeschlossen ist.
Und selbst mit der besten CNC, die man kaufen kann, gibt es immer noch etwas im Blech, das man nicht wegprogrammieren kann.
Letzten Winter haben wir eine Serie von Haltern aus einem Achtel-Zoll-Baustahl gebogen. Gleiches Programm. Gleiche Matrize. Gleicher Bediener. Teil drei riss entlang der Außenseite der Biegung, als hätte jemand ein Rasiermesser darüber gezogen. Die ersten beiden waren einwandfrei.
Auf dem Bildschirm änderte sich nichts.
Was sich änderte, war das Blech. Das Walzkorn lief bei diesem dritten Zuschnitt parallel zur Biegelinie. Stahl hat eine Richtung, in der er sich lieber dehnt. Man sieht sie nicht, außer man weiß, worauf man achten muss, aber man hört sie, wenn sie reißt.
Das ist die Eigenschaft, die deine CNC nicht außer Kraft setzen kann: Anisotropie — ein schickes Wort dafür, dass sich das Metall je nach Richtung unterschiedlich verhält. Die Abkantpresse kann Tiefen auf Hundertstel genau treffen. Sie kann aber keine Kristallstruktur umordnen. Nennst du sie “Presse”, stellt sich ein Anfänger Kraft vor. Ein Profi denkt an Richtung.
Und Richtung taucht an Stellen auf, vor denen dich dein CAD-Modell nie gewarnt hat.
Stell dir ein Blech in 14‑Gauge vor, etwa 0,075 Zoll dick, und du programmierst einen halben Zoll Flansch. Du legst es in eine V‑Matrize, geöffnet auf das Achtfache der Dicke — nennen wir sie 0,600 Zoll breit, genau im normalen 6–8×-Daumenregelbereich. Du betätigst den Stößel.
Anstatt eines klaren 90‑Grad-Winkels sackt das Bein ab. Das Teil kippt. Es fühlt sich an, als würde es in die Matrize fallen.
Weil es das tut.
Beim Luftbiegen ruht das Blech auf den beiden Schultern des V. Der Stempel drückt in der Mitte. Dreipunktkontakt. Das ist der ganze Tanz. Aber wenn dein Flansch zu kurz ist, überbrückt er die Schultern nie vollständig. Das Material kann sich nicht stabilisieren. Die Kraftlinie verschiebt sich nach innen, und das Bein rotiert in die Öffnung hinunter.
Keine zusätzliche Tonnage beseitigt diese Geometrie. Mehr Kraft beschleunigt nur die Instabilität.
Lehrbücher geben dir Diagramme für minimale Flanschlängen. Auf dem Werkstattboden erkläre ich es so: Dein Flansch muss lang genug sein, um flach und stabil über den Matrizen-Schultern zu liegen, bevor der Stempel bedeutend eingreift. Wenn er kein Gleichgewicht findet, kann er nicht sauber biegen. Vergrößere den Flansch oder schließe die Matrizenöffnung, sodass die Schultern näher zusammenrücken.
Die Realität auf dem Werkstattboden: Ich habe Anfänger gesehen, die dies mit Druck zu lösen versuchen. Sie erhöhen die Tonnage 10%, 15% und denken, die Maschine sei “leistungsschwach”. Aber selbst dann gab das Werkstück nicht nach, weil es zerdrückt wurde; es gab nach, weil die Stützgeometrie zuerst versagte.
Überprüfe den Messschieber, bevor du die Hydraulik beschuldigst. Miss deinen Flansch im Verhältnis zur Matrizenöffnung. Wenn die Berechnung besagt, dass er sie kaum überbrücken sollte, wird er dir das nicht verzeihen.
Wenn also die Geometrie dich schon verraten kann, bevor die Kraft überhaupt eine Rolle spielt, was passiert, wenn sich das Material selbst der Richtung widersetzt, in die du biegst?
Nimm dasselbe ein Achtel Zoll (3,2 mm) Baustahl und biege ihn senkrecht zur Walzrichtung. Die äußeren Fasern werden gedehnt, dünner und halten stand. Jetzt drehe das Blech um 90 Grad, sodass die Biegelinie mit dem Korn verläuft.
Du wirst es im Pedal spüren. Das Metall versteift sich und gibt dann abrupt nach. Manchmal bekommt es Spinnenrisse entlang des äußeren Radius.
Das Walzen im Werk verlängert die Kornstruktur – stell dir Fasern vor, die wie gezogener Karamell gedehnt werden. Biegst du quer dazu, verlangst du von diesen Fasern, sich seitlich zu dehnen. Das schaffen sie. Biegst du entlang des Korns, ziehst du längs an etwas, das bereits gedehnt ist. Die Außenfläche überschreitet ihre Duktilität schneller.
Tabellen für den minimalen Innenradius gehen stillschweigend davon aus, dass du quer zum Korn biegst. Brich diese Annahme, und der sichere Radius wird größer. Ignorierst du sie, entsteht der Riss genau dort, wo die Spannung am höchsten ist – an der Außenfläche am Scheitelpunkt des Bieges.
Hier kommt die Falle für Anfänger. Ein falsch ausgerichteter Stempel kann seitlich belasten und einseitige Risse erzeugen, die wie Kornversagen aussehen. Wie erkennt man den Unterschied? Kornrisse folgen der Biegelinie gleichmäßig über mehrere Teile aus derselben Orientierung. Fehlausrichtung hinterlässt ungleichmäßige Abdrücke auf einer Matrizenwange und uneinheitliche Rissmuster.
Das eine ist Metallurgie. Das andere ist Einrichtung.
CNC-Wiederholgenauigkeit wird jeden Fehler zuverlässig reproduzieren. Sie kümmert sich nicht darum, welchen du gewählt hast.
Wenn die Richtung das Reißen bestimmt und die Geometrie die Stabilität regelt, warum driftet dann ein Auftrag, der um 8 Uhr gut läuft, bis Mittag aus dem Maß?
Ich habe eine Matrize nach einer Produktionswoche ausgebaut und gesehen, dass die Schultern ungleichmäßig poliert waren, die Kanten leicht gerundet. Nichts Dramatisches. Gerade genug.
Abgenutzte Werkzeuge erfordern mehr Kraft, um denselben Winkel zu erreichen – 5 bis 10 Prozent mehr sind keine Seltenheit. Bediener merken diese Änderung nicht, weil die Maschine weiterhin gleichmäßig läuft. Also stellen sie etwas mehr Tiefe ein, um dem Winkeldrift nachzujagen.
Jetzt läuft man mit höherer Tonnage, als man denkt.
Überschreitest du die Nennkapazität eines Werkzeugs um 20%, kannst du seine Lebensdauer halbieren. Konzentrierst du die volle Last auf einen kurzen Abschnitt – weniger als etwa 60% des Abstands zwischen den Seitenrahmen – beginnst du, die Geometrie der Maschine selbst zu belasten. Das Bett kann sich durchbiegen. Der Stößel kann anders krönen als erwartet.
Winkelabweichungen treten auf. Das zehnte Teil ist nicht identisch mit dem ersten, weil sich die mechanische „Unterhaltung“ unter deinen Füßen verändert hat.
Die Realität auf dem Werkstattboden: Manchmal war der erste Bieg schon falsch. Ein Span unter der Matrize erzeugte Punktkontakt. Diese winzige Erhöhung wird unter Last eingedrückt, und jeder Hub danach verstärkt das Verschleißmuster. Das Material wird beschuldigt, aber die Installationsdisziplin war der Übeltäter.
Kontrolliere die Messschieber bei deinen Werkzeugwerten, nicht nur bei deinem Teil. Wenn du die Tonnagegrenze deiner Matrize nicht kennst, handelst du blind.
Aber selbst mit perfektem Werkzeug und frischen Schultern wartet eine weitere stille Verformung in der Nähe deiner Biegelinie.
Stell dir einen 1 Zoll (25 mm) breiten Flansch mit einem 3/8 Zoll (9,5 mm) Loch vor, das ein Viertel Zoll (6 mm) von der Biegelinie entfernt gestanzt ist. Im flachen Muster sieht alles sauber aus. Du formst den 90-Grad-Winkel.
Das Loch wird zu einem Oval.
Während des Biegens dehnt sich die äußere Oberfläche, und die innere Oberfläche wird zusammengedrückt. Dazwischen liegt die neutrale Achse – die Schicht, die sich weder merklich dehnt noch merklich zusammenzieht. Alles in der Nähe der Biegelinie durchläuft diese Verformungszonen. Ein Loch unterbricht die Materialkontinuität, sodass sich die Spannung um seine Ränder neu verteilt.
Zu nah, und der Rand dieses Lochs wird gezwungen, sich ungleichmäßig zu dehnen. Die kreisförmige Form kann sich nicht halten, weil eine Seite unter Zug und die andere unter Druck steht.
Faustregeln besagen, dass Löcher mindestens eine Materialdicke – oft mehr – von der Biegelinie entfernt sein sollten. In der Praxis möchte ich genügend Abstand, damit das Loch außerhalb der primären Verformungszone liegt. Wenn es die Biegung “spüren” kann, wird es sich mitverformen.
Keine Softwareeinstellung verhindert das. Der Stempel pausiert nicht, um deine Geometrie zu bewahren.
Und hier wird das Argument enger: Flanschlänge, Faserrichtung, Werkzeugverschleiß, Lochposition – keines davon lässt sich mit roher Gewalt oder Servopräzision bezwingen. Es sind Randbedingungen, über die du verhandelst, bevor der Stößel sich senkt.
Wenn Biegen ein Streit zwischen Maschine und Metall ist, eröffnet die Kraft nur das Gespräch. Das Gedächtnis des Metalls – seine Richtung, seine Dicke, sein Bedarf an Unterstützung – hat das letzte Wort, es sei denn, du denkst in Flachmustern und dreidimensionaler Verformung, bevor du überhaupt auf Start drückst.
Wenn du Flachmuster und Prozesspläne entwerfen willst, die dich auf dem Werkstattboden nicht blamieren, hörst du auf, über Winkel nachzudenken, und beginnst, über Spannungsschichten zu denken, die sich durch die Dicke bewegen.
Nenne es eine “Presse”, und ein Anfänger denkt an Kraft. Ich stelle mir ein Blech vor, das zwischen Stempel und Matrize eingeklemmt wird, die äußeren Fasern dehnen sich, die inneren Fasern kriechen nach innen, und irgendwo dazwischen gleitet eine stille Grenze – die neutrale Achse – an einen neuen Ort, abhängig von Material, Radius und Verfahren. Diese gleitende Linie bestimmt, ob dein Flansch genau trifft oder um zwei Millimeter zu kurz kommt.
In 3D zu denken bedeutet, dass du aufhörst, ein gebogenes Teil zu zeichnen, und damit beginnst, dir vorzustellen, was jede Metallschicht vor, während und nach dem Hub tut. Du stellst dir die Faserrichtung vor, die sich in eine Richtung widersetzt, Löcher, die sich verformen, wenn sie zu nah an der Verformungszone liegen, Werkzeugschultern, die über eine Serie hinweg polieren und den Kontaktdruck verändern. Dein Flachmuster ist keine geometrische Projektion. Es ist eine Vorhersage, wie sich diese innere Grenze verschieben wird.
Das eine, was du dir merken solltest, ist: Präzision liegt in der Position der neutralen Achse, nicht im Endwinkel.
Das ist nicht offensichtlich, weil du den Winkel und die Flanschlänge misst, nicht die unsichtbare Schicht, die sie bestimmt hat.
Wie konstruiert man also um etwas, das man nicht sehen kann?
Zuerst müssen wir eine Werkstattfalle entwirren. Der für die Biegelänge verwendete K-Faktor – das Verhältnis, das angibt, wo die neutrale Achse durch die Dicke verläuft – ist nicht dasselbe “k”, das manche Tabellen zur Berechnung der Biegekraft verwenden. Der eine sagt die Flachlänge voraus. Der andere die erforderliche Tonnage. Wenn du sie verwechselst, jagst du Geister.
Für Flachmuster liegt der K-Faktor normalerweise irgendwo zwischen etwa 0,33 und 0,5 der Dicke. Er ist keine universelle Konstante. Weiches Aluminium verschiebt die neutrale Achse weiter vom Innenradius weg. Edelstahl hält sie oft näher. Wechselst du vom Luftbiegen zum Bottoming, verschiebt sich die neutrale Achse erneut, weil das Material tiefer in die Matrize gedrückt wird. Du hast nicht nur die Kraft geändert. Du hast das innere Verhalten des Metalls verändert.
Hier machen Anfänger Fehler: Sie konstruieren anhand der endgültigen Maße rückwärts mit einem Standard-K von 0,33, weil die Software damit gestartet ist. Sie vertrauen dem Bildschirm. Sie schneiden zehn Rohlinge. Dann wundern sie sich, warum jeder Flansch zu lang ist.
Die Werkstattrealität: Beim V-Matrize-Luftbiegen in der Produktion verliert die Lehrbuch-Biegelänge oft gegen die gemessene Biegededuktion – den Wert, den du erhältst, wenn du ein Teststück biegst, das Ergebnis misst und rückwärts berechnest. Es ist nicht glamourös. Es ist empirisch. Es besteht die Inspektion.
Wenn du dieses Teststück überspringst, geht der Prototyp in den Ausschuss – nicht, weil Biegen mystisch wäre, sondern weil du geraten hast, wo die neutrale Achse liegen würde, anstatt zu messen, wo sie tatsächlich lag.
Überprüfe die Messschieber an deinem Teststück, bevor du einen Stapel Produktionsrohlinge schneidest. Ein Standard-K ist ein Ausgangspunkt, kein Versprechen.
Aber wenn du einmal misst und es festlegst, warum driftet der nächste Auftrag trotzdem?
Weil der K-Faktor nicht nur vom Material abhängt. Er hängt vom Prozess ab.
Angenommen, du hast ein Acht-Zoll-Blech aus Weichstahl mit einer bestimmten V-Öffnung bei 90 Grad Luft gebogen. Du hast ein Testblech laufen lassen, die Biegekürzung berechnet und das Abwicklungsmaß aktualisiert. Perfekt. Nun wechselt der Einkauf den Lieferanten. Auf dem Papier dieselbe Dicke, in Wirklichkeit etwas andere Streckgrenze. Die neutrale Achse verschiebt sich. Deine festgelegte Zahl ist jetzt eine höfliche Fiktion.
Oder du wechselst zum Gesenkbiegen, um den Rückfederungseffekt zu verringern. Das erhöht die Kraft – manchmal drastisch – und verschiebt die neutrale Achse an eine andere Position. Deine alte Biegekürzung beschreibt nun nicht mehr dieses neue Gespräch zwischen Stempel und Blech.
Also sieht der Workflow, der Prototypen vor dem Schrott bewahrt, so aus:
Es klingt langsam. Es ist langsamer als Raten.
Es ist schneller als 200 Teile neu zu machen.
Der Prototyp landet normalerweise im Schrott, weil Werkstätten ihn als Machbarkeitsnachweis statt als Kalibrierung behandeln. Seine eigentliche Aufgabe ist, dir zu zeigen, wohin sich das Metall unter deinen genauen Bedingungen bewegt hat.
Wenn das die Disziplin ist, was bestimmt dann wirklich die Kosten eines Auftrags – die Maschine, die du gekauft hast, oder die Methode, die du wählst?
Ich werde dir keine gefälschten Statistiken vorsetzen, aber hier ist ein hypothetisches Beispiel, das du schon erlebt hast. Zwei Werkstätten besitzen ähnliche Abkantpressen. Eine biegt alles, was geht, im Luftbiegen, akzeptiert die vorhersehbare Rückfederung und baut ihre Abwicklungen auf gemessenen Biegekürzungen auf. Die andere formt jeden kritischen Winkel durch Gesenkbiegen “zur Sicherheit”, verbraucht mehr Tonnage, nutzt Werkzeuge schneller ab und verbringt länger mit dem Einrichten.
Die Teile mögen auf der Zeichnung gleich aussehen.
Die Kosten pro Teil werden es nicht.
Luftbiegen benötigt weniger Kraft und bietet Flexibilität bei den Winkeln, verlangt aber, dass du Rückfederung verstehst und vorhersagst. Gesenkbiegen reduziert Rückfederung, verschiebt aber die neutrale Achse und erhöht die Kraftanforderungen – manchmal um das 1,5-Fache oder mehr im Vergleich zum Luftbiegen. Prägen kann die Kraftanforderung nochmals vervielfachen und das Material in der Biegelinie dauerhaft verändern. Jede Methode erzeugt eine andere Materialreaktion, nicht nur ein anderes Pedalgefühl.
Wenn Sie eine Methode wählen, entscheiden Sie, welches K-Faktor-Verhalten Sie akzeptieren können, wie viel Werkzeugverschleiß Sie in Kauf nehmen, wie empfindlich Ihr Flachteil auf Materialschwankungen reagiert und wie eng Ihr Prozessfenster wird.
Nennen Sie es eine “Presse” und ein Anfänger denkt an Kraft.
Ein erfahrener Fachmann sieht eine Verhandlung: Wie viel Federung des Metalls lasse ich zu, wie weit drücke ich es über die Streckgrenze hinaus, wie viel Schwankung in Gefüge und Dicke kann dieser Plan verkraften, bevor er außerhalb der Toleranz driftet?
Überprüfen Sie die Messschieber nicht nur an Ihren Teilen, sondern auch an Ihren Annahmen. Wenn Ihr Flachteil, die Faserrichtung, die Werkzeugauswahl und die Biegetechnik nicht als ein System entschieden werden, denken Sie nicht in 3D – Sie hoffen in 2D.
Und Hoffnung hat noch nie einen schiefen Flansch begradigt.


















