

Il avait réglé la puissance bien plus haut qu’il ne fallait. Acier doux d’un huitième de pouce. Simple pli à 90 degrés. La machine gémit, le vérin descendit comme le jugement dernier, et lorsqu’il se releva, la pièce se redressa de trois degrés comme si elle se moquait de lui.
Il regarda le manomètre. Je regardai la pièce.
Il pensait que la machine n’avait pas frappé assez fort. Je savais que le métal s’était simplement souvenu de ce qu’il était autrefois.
Appelez-la une “ presse ” et un débutant imagine de la force. Appelez-la une “ plieuse ” et la plupart pensent à la capacité d’arrêt. Aucune de ces images n’aide à plier correctement une tôle.
La première fois que je me suis tenu devant une vieille presse plieuse mécanique — du type entraîné par un volant d’inertie et un embrayage — je pouvais sentir l’énergie emmagasinée vibrer à travers le châssis. Ces premiers modèles motorisés, comme le modèle tout acier de Hazelton en 1924, utilisaient un volant tournant, une manivelle excentrique, et oui, un véritable frein pour arrêter le vérin entre les cycles. Trente coups par minute si vous étiez courageux. Cette machine avait de la puissance et un mécanisme d’arrêt.
Mais même à l’époque, la pièce ne cédait pas parce qu’elle était écrasée. Elle cédait parce qu’elle était déformée au-delà de sa limite élastique — le point où l’acier cesse de se comporter comme un ressort et commence à garder la forme. La force amorçait la conversation. La structure interne du matériau décidait de sa conclusion.
Si la force brute dominait, pourquoi l’angle dérivait-il encore quand rien d’autre ne changeait ?
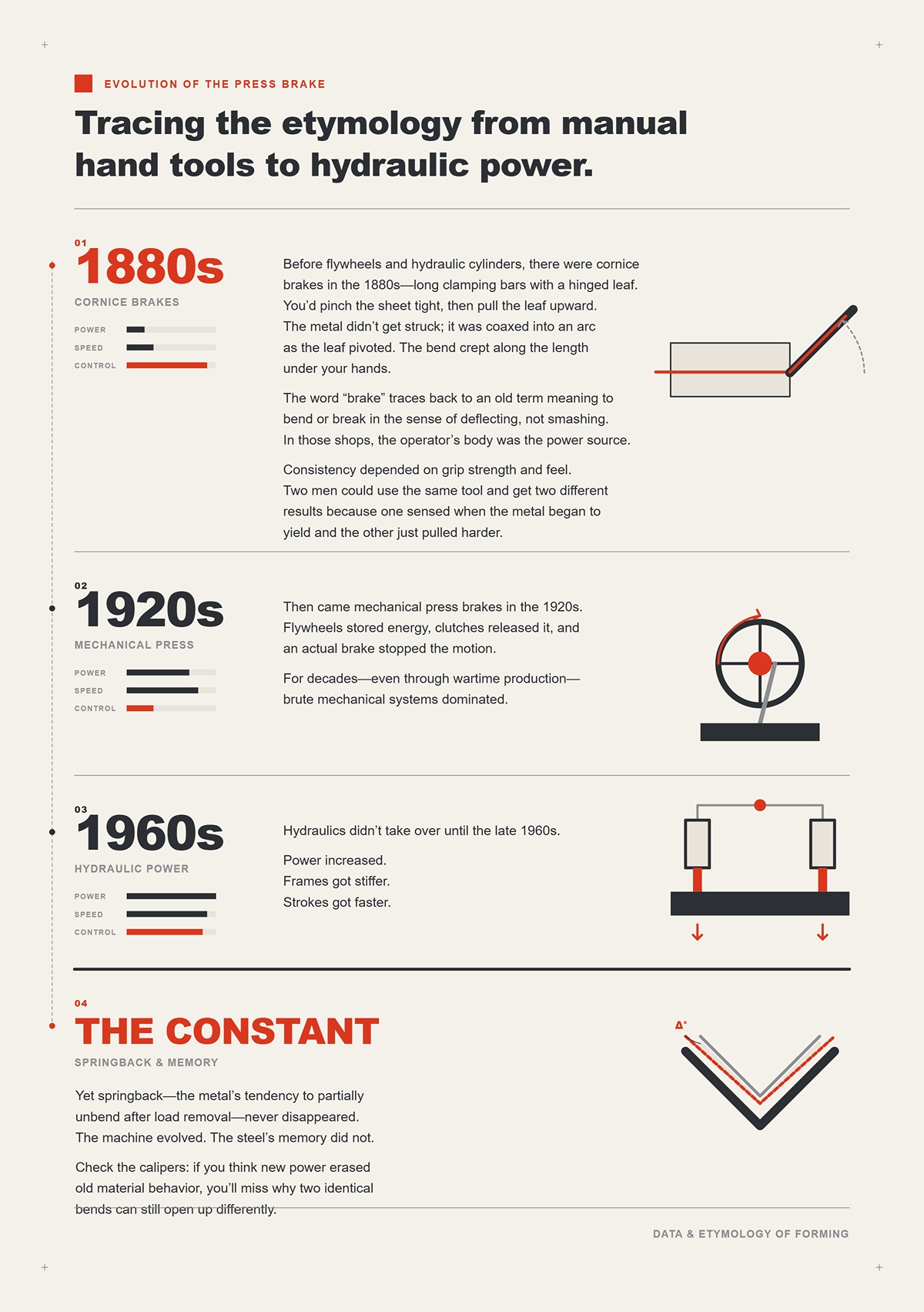
Avant les volants d’inertie et les vérins hydrauliques, il y avait les plieuses à corniche des années 1880 — de longues barres de serrage avec une feuille articulée. On coinçait fermement la tôle, puis on relevait la feuille. Le métal n’était pas frappé ; il était guidé en arc à mesure que la feuille pivotait. Le pli progressait le long de la longueur sous vos mains.
Le mot “ brake ” vient d’un ancien terme signifiant plier ou briser dans le sens de déformer, non d’écraser. Dans ces ateliers, le corps de l’opérateur était la source d’énergie. La constance dépendait de la force de préhension et du ressenti. Deux hommes pouvaient utiliser le même outil et obtenir des résultats différents, car l’un sentait le moment où le métal commençait à céder tandis que l’autre tirait simplement plus fort.
Puis vinrent les presses plieuses mécaniques des années 1920. Les volants emmagasinaient l’énergie, les embrayages la libéraient, et un vrai frein arrêtait le mouvement. Pendant des décennies — même durant la production de guerre — les systèmes mécaniques bruts dominaient. L’hydraulique ne prit le relais qu’à la fin des années 1960.
La puissance augmenta. Les bâtis se raidissaient. Les courses s’accélérèrent.
Pourtant, le « ressaut élastique » — la tendance du métal à se redresser partiellement après décharge — ne disparut jamais. La machine évolua. La mémoire de l’acier, non.
Vérifiez avec le pied à coulisse : si vous pensez que la nouvelle puissance a effacé l’ancien comportement du matériau, vous manquerez la raison pour laquelle deux plis identiques peuvent encore s’ouvrir différemment.

Placez-vous à côté d’une presse plieuse hydraulique moderne et vous n’y trouverez aucun frein à friction arrêtant un volant. Vous y verrez des vérins poussant de l’huile sous pression, contrôlant la position par déplacement de fluide. Le vérin ne s’écrase pas puis s’arrête ; il avance et se rétracte sous un débit mesuré. Ce contrôle définit les systèmes CNC d’aujourd’hui — où la profondeur de course, la vitesse et la répétabilité sont programmées plutôt que devinées. Les solutions telles que les presses plieuses CNC de CN-HAWE reposent sur ce principe grâce à une recherche et un développement continus en pliage, automatisation et commande intelligente, transformant la force hydraulique en géométrie prévisible plutôt qu’en impact brutal.
Alors pourquoi conserver le mot ?
Parce que le travail n’a jamais consisté à arrêter le mouvement. Il s’agissait de modifier la direction — de contraindre la tôle plate à adopter une nouvelle géométrie. Le mot “ brake ” fait référence, dans son esprit, à la déformation. Le véritable frein d’arrêt de 1924 n’est plus qu’une note historique.
Voici le piège : si tu entends “ presse ”, tu cours après les tableaux de tonnage. Si tu entends “ plieuse ” et que tu penses “ arrêt ”, tu imagines que le contrôle se résume à arrêter le coulisseau à la bonne profondeur. Mais la précision de l’angle ne dépend pas seulement de l’endroit où le coulisseau s’arrête. Elle dépend de la manière dont les fibres du matériau à l’extérieur du pli s’étirent, de la manière dont l’intérieur se comprime, et de la façon dont elles se rétablissent une fois la pression relâchée.
Le coulisseau peut s’arrêter exactement à la bonne position et la pièce peut quand même bouger une fois libérée.
Qu’est-ce que cela dit sur qui est vraiment aux commandes ?
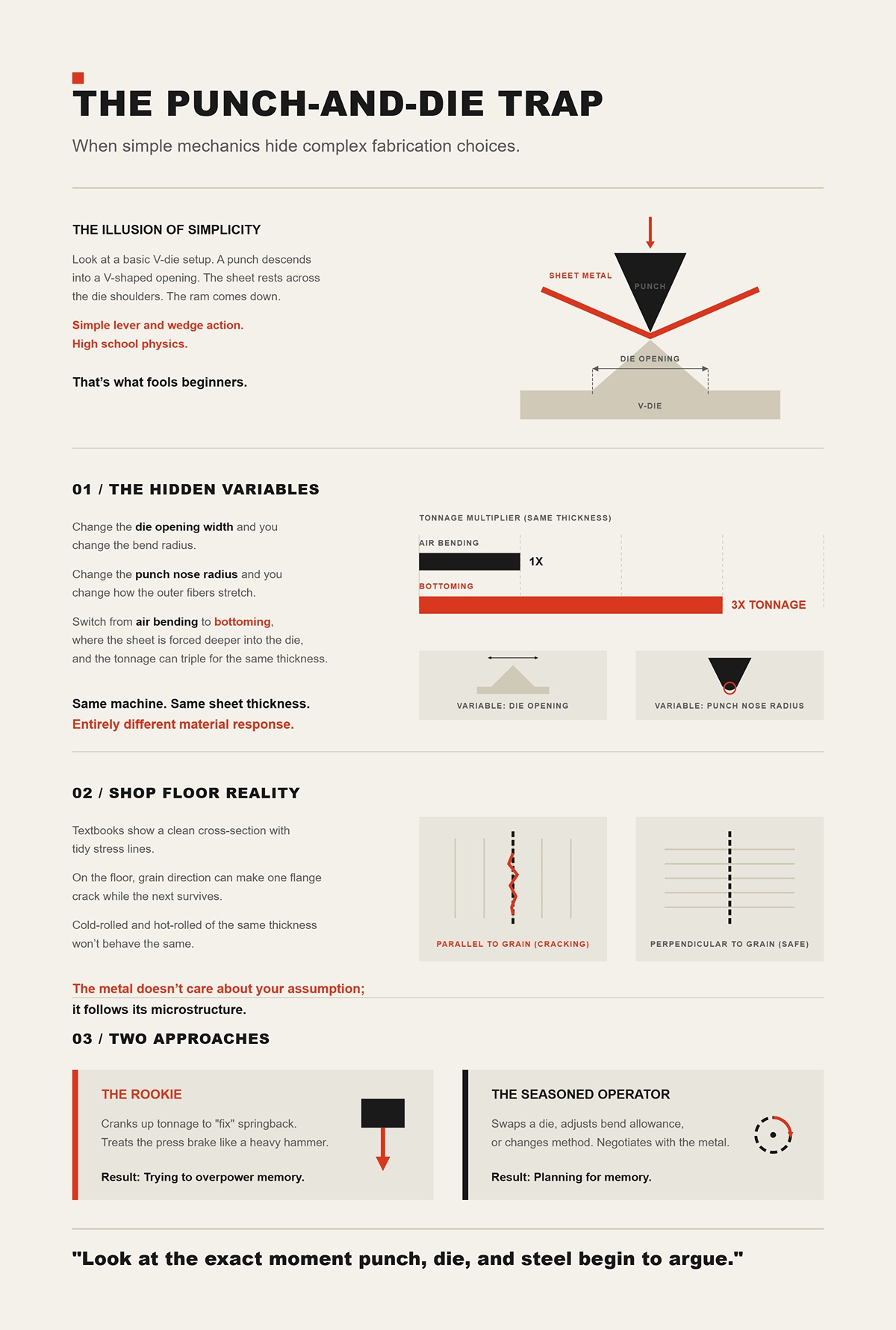
Regarde une configuration de matrice en V basique. Un poinçon descend dans une ouverture en forme de V. La tôle repose sur les épaules de la matrice. Le coulisseau descend. Simple action de levier et de coin. De la physique de lycée.
C’est ce qui trompe les débutants.
Modifie la largeur de l’ouverture de la matrice et tu modifies le rayon du pli. Change le rayon de nez du poinçon et tu modifies la façon dont les fibres extérieures s’étirent. Passe du pliage à l’air — où la tôle touche la pointe du poinçon et les épaules de la matrice — au matriçage, où elle est forcée plus profondément dans la matrice, et le tonnage peut tripler pour la même épaisseur.
Même machine. Même épaisseur de tôle. Réaction du matériau complètement différente.
La réalité de l’atelier : Les manuels montrent une coupe nette avec de jolies lignes de contrainte. Sur le terrain, la direction du grain peut faire fissurer un flanc tandis que le suivant résiste. Le laminé à froid et le laminé à chaud de même épaisseur ne se comporteront pas pareil. Le métal se moque de tes hypothèses ; il suit sa microstructure.
Ainsi, quand un débutant augmente le tonnage pour “ corriger ” le retour élastique, il traite la presse plieuse comme un gros marteau. Quand un opérateur expérimenté change de matrice, ajuste la compensation de pli ou modifie la méthode, il négocie.
L’un essaie de dominer la mémoire.
L’autre la prévoit.
Et c’est là qu’il faut regarder ensuite : non pas la plaque signalétique de la machine, mais l’instant précis où le poinçon, la matrice et l’acier commencent à se disputer.
Fais glisser une bande d’acier doux d’un huitième de pouce sur une matrice en V et abaisse le poinçon assez lentement pour entendre l’huile chuchoter. Le premier contact n’est pas un choc. C’est un pincement sur les épaules de la matrice et un baiser sur la pointe du poinçon. Pendant un battement de cœur, rien de visible ne se passe. Puis la tôle commence à s’affaisser entre ces deux épaules, les fibres du dessus s’étirent, celles du dessous se tassent. Cet affaissement silencieux — juste là — c’est l’endroit où l’angle final se décide.
Trois points de contact. Poinçon. Épaule gauche. Épaule droite. Un triangle de force. Le coulisseau se déplace uniquement vers le bas, mais le matériau s’écoule en arc parce que ces trois points le forcent à le faire. Si tu crois que la machine “ plie ” le métal, tu passes à côté. La machine crée des conditions. L’acier choisit comment se réorganiser à l’intérieur de ces conditions.
Ce choix se trouve en dessous de ce que tu peux voir.
Prends cette même bande et imagine la découper à travers le pli pour observer les grains au microscope. L’acier n’est pas un bloc solide ; c’est une foule de cristaux — des grains — chacun avec sa propre orientation. À l’intérieur de chaque grain se trouvent des dislocations, de petits défauts linéaires qui permettent aux couches d’atomes de glisser les unes sur les autres quand la contrainte devient suffisante.
À mesure que le poinçon descend, la surface extérieure entre en tension. Les atomes s’écartent légèrement, les liaisons s’étirent. La surface intérieure entre en compression ; les atomes se rapprochent. Au début, c’est élastique — comme un ressort. En retirant la charge, le réseau atomique revient à son espacement initial.
Poussez un peu plus profondément et ces dislocations commencent à bouger. Elles glissent le long des plans cristallographiques, permettant à une couche d’atomes de glisser sur une autre. C’est la déformation plastique. La déformation permanente. La structure du grain s’allonge à l’extérieur du pli et s’épaissit légèrement à l’intérieur. L’axe neutre — la ligne imaginaire qui ne subit ni allongement ni compression — se déplace vers le rayon intérieur, car l’acier supporte mieux la traction que la compression avant de se déformer par flambage.
Ce déplacement est la raison pour laquelle vos calculs de développé à plat ne correspondent jamais exactement à ceux des manuels. Le soi-disant facteur k — le rapport décrivant la position de cet axe neutre dans l’épaisseur — se situe généralement entre environ 0,25 et 0,5 pour la plupart des travaux de tôlerie. Il varie selon l’épaisseur, le rayon, la méthode. Ce n’est pas une constante de la nature ; c’est l’empreinte unique de votre configuration.
La réalité de l’atelier : les manuels tracent un diagramme net moitié compression, moitié traction. Dans l’étau, vous pouvez sentir les fibres intérieures commencer à se déformer et celles de l’extérieur à s’amincir. La direction du grain peut faire qu’une bride résiste tandis qu’une autre se déchire sous le même poinçon. Les molécules ne lisent pas les plans.
Vérifiez les pieds à coulisse avant d’accuser la profondeur de la descente du vérin. Si votre hypothèse sur la position de l’axe neutre est fausse, votre calcul de développement vous mentira.
Alors si les systèmes de glissement internes du métal décident quand l’élastique devient plastique, quel rôle joue vraiment la géométrie de la matrice ?
Montez deux matrices sur la même machine. L’une a une ouverture d’un pouce. L’autre, de deux pouces. Pliez cette même bande d’un huitième de pouce à 90 degrés en utilisant le pliage à l’air — c’est-à-dire que seules la pointe du poinçon et les arêtes de la matrice sont en contact, et que la tôle ne vient jamais s’appuyer au fond.
Avec la matrice d’un pouce, le rayon intérieur de pli ressort plus serré, environ 0,16 pouce dans de nombreux aciers doux. Passez à la matrice de deux pouces et le rayon augmente, souvent près de 0,32 pouce. Même poinçon. Même réglage de tonnage. Rayon différent parce que la tôle franchit un espace plus large avant d’atteindre la limite d’élasticité.
Une matrice plus large signifie moins de soutien sous la tôle. Le matériau doit se fléchir davantage avant que la contrainte sous la pointe du poinçon n’excède la limite d’élasticité. Cela augmente le rayon intérieur et réduit la proportion de matière poussée au-delà de la limite. Davantage de comportement élastique subsiste dans la section.
C’est pourquoi la largeur de la matrice contrôle le retour élastique bien plus que ce que la plupart des débutants imaginent. Une matrice étroite force une plus grande partie de l’épaisseur à dépasser la limite d’élasticité — plus de zone plastique, moins de mémoire élastique restante pour se redresser. Une matrice large laisse un noyau élastique plus important.
Appelez cela une “ presse ” et un débutant imagine la force. Moi, je consulte d’abord le tableau des matrices.
La réalité de l’atelier : le pliage à l’air est flexible. Vous pouvez travailler différentes épaisseurs sur la même matrice si vous acceptez une certaine variation d’angle. Le matriçage complet ou le « coining » — où le poinçon force la tôle plus profondément dans la cavité de la matrice — demande un tonnage bien plus élevé mais verrouille l’angle plus précisément, car vous déformez plastiquement presque toute la zone de pli. Différentes méthodes manipulent la même physique en proportions différentes.
Vérifiez les pieds à coulisse de l’ouverture de votre matrice. Si elle est huit fois l’épaisseur du matériau alors que votre tableau en supposait six, votre erreur d’angle n’a rien de mystérieux : c’est la géométrie.
Mais même avec la “ bonne ” matrice, les pièces s’ouvrent encore après leur relâchement.
Pourquoi ?
Pliez cette bande à un parfait angle de 90 degrés sous charge. Maintenez-la ainsi. Relâchez la pression. Regardez-la s’ouvrir à 92 degrés.
Rien n’a bougé sur la machine. Tout a bougé à l’intérieur de l’acier.
Souvenez-vous de cette région élastique dont nous avons parlé — la partie de l’épaisseur qui n’a jamais dépassé la limite d’élasticité. Les atomes y ont seulement été étirés, pas réarrangés. Quand vous retirez le poinçon, ces liaisons reviennent vers leur espacement initial. Les fibres comprimées intérieures poussent vers l’extérieur. Les fibres en traction extérieures se contractent. Toute la section se rouvre légèrement jusqu’à ce que les contraintes internes s’équilibrent.
Les aciers à plus haute limite d’élasticité — comme certains aciers faiblement alliés à haute résistance — emmagasinent davantage d’énergie élastique avant de se déformer plastiquement. Cela signifie plus de retour élastique pour une même géométrie. L’aluminium, avec un module d’élasticité plus faible, réagit différemment encore. Deux matériaux, même épaisseur, même matrice, angles finaux différents.
Vous n“” éliminez » pas le retour élastique avec plus de force à moins d’aller plus loin dans la déformation plastique — soit par un rayon plus serré, une matrice plus petite, ou le matriçage complet. Sinon, vous ne faites qu’appuyer plus fort contre la même barrière élastique.
La réalité de l’atelier : les opérateurs apprennent à surplier. Si l’expérience indique que ce réglage revient de deux degrés, vous visez 88 sous charge pour atteindre 90 à vide. Ce chiffre n’a rien de magique. C’est de la mémoire — enregistrée lors de précédents affrontements entre cet alliage et cette matrice.
Mais si le retour élastique dépend de la portion de la section transversale que vous avez poussée au-delà de la limite élastique, cela ne nous ramène-t-il pas aux tableaux de tonnage ?
Regardez une formule standard de tonnage en pliage à l’air pour l’acier doux : le tonnage par pied est proportionnel au carré de l’épaisseur du matériau divisé par l’ouverture de la matrice. Doublez l’épaisseur et la force requise quadruple. Réduisez de moitié l’ouverture de la matrice et le tonnage double.
Cette équation se moque de la taille de votre machine. Elle s’intéresse à la limite d’élasticité — la contrainte à laquelle les dislocations commencent à se déplacer.
Si votre presse-plieuse est conçue pour 100 tonnes et que le travail en nécessite 40, les 60 tonnes supplémentaires ne vous apportent pas de précision. Elles vous offrent une marge et peut-être la possibilité de matriçage. La précision dépend toujours du choix d’une largeur de matrice créant le bon rapport entre plasticité et élasticité, et de la prise en compte de la limite et du module d’élasticité de l’acier.
J’ai vu des débutants augmenter la pression pour “ resserrer ” un pli en pliage à l’air. Le vérin descend jusqu’à sa profondeur programmée, le manomètre affiche une pression plus élevée, et la pièce revient quand même de deux degrés. Parce que tant que vous ne changez pas la géométrie ou la méthode, vous n’avez pas modifié la distribution interne des contraintes — seulement la force appliquée pour y parvenir.
La force est le ticket d’entrée. La limite d’élasticité fixe les règles du jeu.
Et une fois que vous comprenez cela, la question suivante n’est plus la taille de la machine dont vous avez besoin.
C’est quelle méthode de pliage vous permet de négocier avec ces règles plutôt que de les combattre à l’aveuglette.
J’ai un bac de chutes rempli d’éprouvettes en acier doux de trois millimètres pliées à 90 degrés dans la même matrice en V. Même poinçon. Même machine. La seule chose que j’ai changée était la profondeur du vérin de quelques millièmes de pouce à chaque fois. Certaines pièces atteignent 89,5 degrés. D’autres 90,3. Aucune n’a jamais touché le fond de la matrice.
C’est ça, le pliage à l’air.
En pliage à l’air, la tôle entre en contact avec la pointe du poinçon et les deux arêtes de la matrice en V. Trois points. Le poinçon ne pousse jamais complètement le matériau dans la cavité de la matrice. L’angle final est contrôlé par la profondeur à laquelle le poinçon pénètre dans cet espace ouvert. Changez la profondeur d’un cheveu, et l’angle varie. Changez l’épaisseur du matériau de quelques millièmes, et l’angle change encore, car la fibre neutre — la couche qui ne s’étire ni ne se comprime — se déplace légèrement.
Vous ne forcez pas le métal à épouser l’angle de la matrice. Vous négociez avec son retour élastique.
Voici le mécanisme. Plus l’ouverture de la matrice est large par rapport à l’épaisseur — disons huit fois l’épaisseur pour l’acier doux — plus le noyau élastique laissé dans la zone de pli est grand. Ce noyau élastique emmagasine de l’énergie. Lorsque vous relâchez le poinçon, cette énergie stockée rouvre légèrement le pli. En pliage à l’air, vous comptez sur une surflexion contrôlée pour atteindre l’angle cible après relâchement. La précision dépend d’une seule variable : la profondeur de pénétration du poinçon.
Les presses-plieuses CNC modernes le savent. Certains systèmes projettent un laser au-dessus de la ligne de pli et mesurent l’angle en temps réel — jusqu’à 100 relevés par seconde — puis ajustent la profondeur du vérin à la volée. Cela ajoute environ une seconde par pli. En théorie, cela ferme la boucle et efface l’ancienne part de conjecture.
Mais même avec le bombage dynamique et le retour laser, la plupart des ateliers en production réelle constatent ±0,5 degré sur des séries typiques. Ce n’est pas parce que la machine est faible. C’est parce que l’épaisseur des feuilles varie. La direction du grain modifie le retour élastique. L’opérateur positionne la pièce légèrement différemment contre la butée arrière. Le métal est têtu. Il se souvient de la façon dont il a été laminé.
La force du pliage à l’air, c’est la flexibilité. Une seule matrice peut gérer plusieurs épaisseurs si vous acceptez une petite variation d’angle. La mise en place est rapide. Le coût de l’outillage est moindre. Le tonnage est modeste comparé à l’écrasement — souvent une fraction seulement. Vous pliez surtout par géométrie, pas par compression brute.
La réalité de l’atelier : Les manuels décrivent le pliage à l’air comme “ moins précis ”. Sur le papier, oui — car l’angle de la matrice ne verrouille pas la pièce. En atelier, c’est la façon la plus rapide de produire des pièces variées sans devoir changer d’outillage toutes les heures. On échange une faible marge de variation angulaire contre plus de rapidité et d’adaptabilité. Ce compromis est intentionnel.
Vérifiez les calibres sur votre pile de tôles avant de blâmer la CNC. Une variation d’épaisseur de trois millièmes peut modifier votre angle bien plus qu’un servomoteur tout neuf ne le fera jamais.
Alors, si le pliage à l’air laisse une marge au métal pour « répondre », que faire lorsque le plan indique ±0,25 degré et que l’inspecteur possède réellement un rapporteur digne de ce nom ?
Prenez la même bande d’un huitième de pouce et enfoncez-la davantage — jusqu’à ce que le poinçon force le matériau à être presque en contact complet avec les parois de la matrice. Vous êtes maintenant en pliage en fond de matrice. Augmentez encore la force pour que la pointe du poinçon comprime plastiquement la ligne de pliage, l’amincissant légèrement et aplanissant les grains. C’est le matriçage.
Ressentez la différence à la pédale. Le pliage à l’air peut nécessiter, par exemple, 20 tonnes pour un montage donné. Le pliage en fond de matrice de cette même pièce peut demander quatre à huit fois plus de tonnage, car vous ne vous contentez plus de dépasser la limite d’élasticité sur les fibres extérieures — vous déformez plastiquement presque toute la section et la pressez contre la matrice fixe.
Mécaniquement, cela change tout.
En pliage en fond de matrice, l’angle de la matrice — et pas seulement la profondeur du coulisseau — dicte le pli final. Le retour élastique diminue car il reste moins de cœur élastique à récupérer. En matriçage, on va plus loin : on dépasse la limite d’élasticité sur presque toute l’épaisseur à la ligne de pliage. Il n’y a plus de négociation : on réécrit la mémoire du métal par la force.
Mais même dans ce cas, la pièce ne cède pas parce qu’elle est écrasée. Elle cède parce que la contrainte dépasse sa limite d’élasticité partout où cela compte.
La précision s’améliore. Dans des conditions contrôlées, les machines haut de gamme avec un outillage approprié peuvent tenir ±0,1 à ±0,2 degré. C’est le chiffre de la brochure. Un mardi humide avec des lots de matière mélangés et un opérateur fatigué, la réalité se rapproche plutôt de ±0,5. Les variations externes ne disparaissent pas simplement parce que vous disposez de plus de tonnage.
Et le coût ?
Une force plus élevée signifie des machines plus lourdes, plus d’usure sur l’outillage, un appariement d’angles de matrice plus strict, et moins de tolérance aux erreurs. Si votre matrice est rectifiée à 88 degrés et que votre plan demande 90 après retour élastique, vous feriez mieux de connaître parfaitement le comportement de votre matériau. Il y a peu de marge pour “ ajuster ” l’angle comme on peut le faire en pliage à l’air en jouant sur la profondeur.
La réalité de l’atelier : Le matriçage procure une sensation de satisfaction. Le pli s’enclenche en place et bouge à peine après relâchement. Mais cette confiance se paie en tonnage, en précision d’outillage et en temps de réglage plus long. Cette méthode est choisie quand la tolérance l’exige — pas parce que l’opérateur aime le son d’une machine qui gémit.
Vérifiez les calibres sur le rayon de la pointe de votre poinçon. En matriçage, une pointe usée ne modifie pas seulement l’aspect — elle déplace la répartition des contraintes et, avec elle, votre angle.
Le choix ne consiste donc pas à déterminer quelle méthode est “ meilleure ”. Il s’agit de savoir quelle erreur vous pouvez vous permettre : une variation de retour élastique d’un demi-degré, ou une configuration longue avec des forces élevées et des contraintes d’outillage serrées ?
Imaginez deux travaux planifiés.
Travail A : 200 supports en acier doux, tolérance ±1 degré, différentes longueurs de flanc, matériau issu de stocks mélangés. Travail B : 5 000 caissons en acier inoxydable, ±0,25 degré sur les arêtes visibles, même épaisseur pour toute la production.
Réaliser le travail A en pliage en fond de matrice vous fera passer plus de temps à ajuster les angles de matrice et le tonnage que ce que la tolérance nécessite. Faites-le en pliage à l’air, enregistrez le sur‑pli pour ce lot, et avancez. La mémoire du métal varie un peu ? La tolérance l’absorbe.
Réaliser le travail B en pliage à l’air en espérant que votre épaisseur et votre orientation de grain restent sages ? Vous passerez la journée à corriger les angles, même avec un retour laser. Faites du pliage en fond de matrice ou du matriçage, verrouillez la géométrie sur la matrice, et acceptez le tonnage plus élevé comme le prix de la constance.
Appelez cela une “ presse ” et un débutant imagine la force. Un opérateur expérimenté y voit un menu de stratégies de déformation.
C’est cela, la négociation. Le pliage à l’air dit : j’accepterai un certain retour élastique et je le gérerai par le contrôle de la profondeur et le retour d’information. Le pliage en fond de matrice dit : je réduirai ta capacité à revenir en forme en déformant plastiquement une plus grande partie de ta section. Le matriçage dit : j’éliminerai presque tout ton argument en dépassant la limite d’élasticité partout le long de la ligne de pli.
Les systèmes CNC modernes qui “ apprennent ” le retour élastique selon la direction du grain n’effacent pas ce choix. Ils le perfectionnent simplement. Même la machine la plus intelligente travaille toujours dans le cadre physique de la proportion de l’épaisseur que vous poussez au-delà de la limite élastique. Le logiciel peut compenser les variations ; il ne peut pas abolir le module d’élasticité.
La marge d’erreur avec laquelle vous vivez est fixée au moment où vous choisissez la méthode. Le tonnage ne fait que rendre ce choix possible — il n’en définit pas la précision.
Et une fois que vous considérez le pliage comme une décision stratégique sur la part de la mémoire du métal que vous êtes prêt à laisser intacte, la question n’est plus “ Quelle est la taille de la machine ? ” mais “ Quelle est la répétabilité de mon processus de la première pièce à la cinq millième ? ”
Si vous cherchez à standardiser cette répétabilité entre les équipes, les matériaux et les volumes de production, il peut être utile de comparer les méthodes, la stratégie d’outillage et les options de contrôle avec un partenaire technique. Grâce à un investissement continu dans la R&D des presses plieuses et le développement d’équipements intelligents, CN-HAWE aide les fabricants à aligner méthode de pliage, niveau d’automatisation et contrôle de processus sur les objectifs réels de production. Vous pouvez commencer la conversation ici : contacter CN-HAWE pour discuter de votre application, de vos tolérances et de vos objectifs de débit.
Vous la rendez répétable en décidant ce que vous allez contrôler — puis en refusant de laisser cette variable dériver.
C’est tout le jeu, de la première à la cinq millième pièce. Pas de cylindres plus grands. Pas de pompes plus bruyantes. Du contrôle.
J’ai plié de l’acier doux d’un huitième de pouce sur une presse manuelle et sur une CNC à servocommande avec suffisamment d’axes pour faire rougir un machiniste. Le métal s’en moquait. Il essayait toujours de reprendre sa forme. Ce qui a changé, ce n’est pas sa mémoire. C’est la nôtre. La machine qui se souvient de ce qu’a fait la dernière pièce gagne sur la durée.
Sachant que CN-HAWE investit plus de 8% de son chiffre d’affaires annuel en recherche et développement. ADH exploite des capacités de R&D dans les presses plieuses, pour les lecteurs souhaitant des informations détaillées sur les matériaux., Brochures est une ressource de suivi utile.
Appelez cela une “ presse ” et un débutant imagine la force. Un vétéran imagine un système capable de répéter une décision sans se fatiguer.
La répétabilité est la monnaie, car une fois que vous avez choisi entre pliage à l’air, pliage en fond de matrice ou matriçage — une fois que vous avez décidé combien de la mémoire physique tenace du métal vous laisserez intacte — la seule chose qui vous sépare de la ferraille est votre capacité à reproduire les mêmes conditions encore et encore. Même longueur de bride. Même profondeur. Même séquence. Même correction du retour élastique.
La négociation ne change pas. La discipline, si.
Alors, où cette discipline réside-t-elle réellement ?
Le premier pli vous flatte. Le second vous trahit.
Un débutant aligne une tôle à l’œil, la pousse contre une butée, fait un beau 90°, et sourit. Puis il retourne la pièce pour la bride de retour, et soudain les cotes ne s’alignent plus. L’angle est peut-être parfait. L’emplacement, non. Voilà la leçon de la butée arrière.
La butée arrière est simplement un système de positionnement — des doigts qui déterminent jusqu’où la tôle glisse sous le poinçon avant que vous n’appuyiez sur la pédale. Elle contrôle l’endroit où le pli se produit, pas la façon dont le métal s’écoule à l’intérieur de la matrice. Si vous confondez les deux, vous poursuivrez le mauvais problème toute la semaine.
Sur les presses plieuses manuelles plus anciennes, cette butée se déplace sur une vis ou une crémaillère que vous réglez à la main. Vous lisez une échelle. Vous la serrez. Et chaque fois que vous réglez pour une nouvelle bride, vous introduisez la plus vieille variable de la fabrication : le pouce humain. Il peut mal lire. Il peut cogner. Il peut oublier de serrer le collier.
La réalité de l’atelier : le comparateur peut indiquer 2,000 pouces. Mais si le doigt d’arrêt est usé ou si la poutre n’est pas d’équerre, la tôle pincera d’abord d’un côté et glissera. Vous jurerez que le mètre ruban est faux. Il ne l’est pas.
Les butées arrière CNC modernes se déplacent grâce à des servomoteurs le long des axes X, R et Z — avant et arrière, haut et bas, gauche et droite. Elles peuvent répéter des positions à quelques centièmes de millimètre près si les rails de guidage sont droits et la poutre parallèle. Ce “si” est la partie que les brochures chuchotent.
Parce que la répétabilité n’est pas automatique. Elle se maintient. Si les rails linéaires s’usent ou si la matrice n’est pas parallèle à quelques centièmes près, ce système de positionnement sophistiqué ne fait que répéter une erreur très régulièrement.
Vérifiez les pieds à coulisse sur votre empilage de brides, pas seulement l’affichage à l’écran. Si les pièces deux à dix dérivent, le problème n’est pas la force. C’est la référence.
Mais le positionnement seul ne corrige pas le retour élastique. Il garantit seulement que vous pliez toujours au même endroit. Alors comment le CNC maîtrise-t-il réellement l’angle lui-même ?
Le CNC a conquis l’atelier parce qu’il se souvient de ce que le métal a fait la dernière fois — et ajuste avant même que vous ne le demandiez.
En pliage à l’air en particulier, l’angle dépend de la profondeur. Quelques millièmes plus profond et vous surpliez juste assez pour compenser le retour élastique. Sur une machine manuelle, vous atteignez cette profondeur au ressenti. Pliage, mesure, ajustement de la butée, nouveau pliage. Parfait pour vingt pièces. Misérable pour deux mille.
Une presse plieuse CNC enregistre cette correction. Si la première pièce revient à 91 degrés alors que vous voulez 90, vous programmez une fraction de profondeur supplémentaire. Le vérin descend exactement à cette position à chaque cycle. Certains systèmes mesurent même l’angle en temps réel avec des capteurs laser et ajustent en cours de course. Pas plus de force. Une conversation plus intelligente.
Mais voici le piège que la plupart des ateliers apprennent à leurs dépens : l’automatisation n’efface pas l’erreur. Elle la déplace.
Si vous programmez la mauvaise épaisseur, la mauvaise ouverture de matrice ou la mauvaise séquence, la machine produira cinq cents erreurs identiques avant le déjeuner. Un opérateur manuel l’aurait peut-être remarqué « au toucher » à la troisième pièce.
Les butées arrière à axes multiples vous permettent de réaliser des pièces complexes en un seul montage. Les doigts se déplacent à gauche et à droite, haut et bas, de sorte que vous n’avez pas à retourner ni à réorienter la tôle entre les plis. Efficace, oui. Mais cela vous oblige à réfléchir à la séquence avant même d’appuyer sur « cycle ». Une mauvaise hypothèse sur l’ordre de pliage et la pièce se bloque contre l’outillage à mi-parcours.
C’est le compromis : le CNC vous offre une correction répétable de la mémoire du métal — mais exige que vous adoptiez une stratégie dès le départ.
Mais même alors, la pièce ne s’est pas déformée parce qu’elle a été écrasée. Elle s’est déformée parce que vous avez dépassé la limite élastique partout où c’était nécessaire. Le CNC peut compenser la récupération élastique ; il ne peut pas abolir le module d’élasticité.
Alors, quand toute cette mémoire et cette séquence vous ralentissent-elles au lieu de vous aider ?
Si vos travaux changent chaque après-midi, la simplicité peut battre la sophistication.
Imaginez un petit atelier réalisant de courtes séries : dix équerres ici, quinze panneaux là — matériaux variés, plans marqués à la main, clients qui modifient une longueur de bride pendant la mise en place. Dans ce monde-là, le temps passé à programmer les axes et séquencer les plis peut dépasser l’avantage de la précision des servomoteurs.
Un opérateur expérimenté sur une presse manuelle peut ajuster à la volée. Sentir le retour élastique. Retoucher la butée de profondeur. Déplacer la butée arrière d’un seizième sans parcourir les écrans. La négociation avec le métal se fait en temps réel, pas selon un script prédéfini.
Cette flexibilité est aussi une forme de répétabilité — une répétabilité humaine. Plus lente, oui. Dépendante du savoir-faire. Mais pour les faibles volumes, cela peut être le choix économique le plus intelligent, car le coût d’une erreur de programmation sur une CNC est amplifié par la vitesse.
La réalité de l’atelier : un frein manuel ne cache pas son jeu. Vous le voyez. Vous sentez le jeu dans la vis. Vous compensez instinctivement. Une CNC peut masquer l’usure jusqu’à ce que les pièces dérivent silencieusement hors tolérance.
Vérifiez vos attentes au pied à coulisse. Si vous avez besoin de cinq mille boîtiers identiques, la mémoire surpasse toujours le muscle. Si vous avez besoin de cinq pièces sur mesure avant le déjeuner, parfois la machine la plus intelligente de l’atelier est celle reliée à une paire de mains expérimentées.
Et même avec la meilleure CNC que l’argent puisse acheter, il reste toujours quelque chose dans la tôle que vous ne pouvez pas programmer.
L’hiver dernier, nous avons plié une série d’équerres en acier doux d’un huitième de pouce. Même programme. Même matrice. Même opérateur. La troisième pièce s’est fendue le long de l’extérieur du pli, comme si quelqu’un y avait passé une lame de rasoir. Les deux premières étaient impeccables.
Rien n’avait changé sur l’écran.
Ce qui avait changé, c’était la tôle. Le grain provenant du laminoir était parallèle à la ligne de pliage sur cette troisième ébauche. L’acier a une direction dans laquelle il préfère se déformer. Vous ne pouvez pas la voir sans savoir quoi chercher, mais vous l’entendrez quand elle se déchire.
C’est la propriété que votre CNC ne peut pas surpasser : l’anisotropie — un mot savant qui signifie que le métal se comporte différemment selon la direction. La presse plieuse peut atteindre une profondeur à quelques centièmes près. Elle ne peut pas réarranger la structure cristalline. Appelez-la une “ presse ” et un débutant imagine la force. Un vétéran, lui, imagine la direction.
Et la direction se manifeste dans des endroits que votre modèle CAO ne vous a jamais signalés.
Imaginez une tôle de calibre 14, environ 0,075 pouce d’épaisseur, et vous programmez un rebord d’un demi‑pouce. Vous la déposez dans une matrice en V ouverte huit fois l’épaisseur — disons 0,600 pouce de large, conforme à la règle empirique normale de 6 à 8×. Vous lancez le cycle du vérin.
Au lieu d’un angle net de 90°, la jambe s’affaisse. La pièce bascule. On dirait qu’elle tombe dans la matrice.
Parce que c’est le cas.
En pliage à l’air, la tôle repose sur les deux épaules du V. Le poinçon pousse au centre. Contact en trois points. C’est toute la danse. Mais si votre rebord est trop court, il ne franchit jamais complètement ces épaules. Le matériau ne peut pas se stabiliser. La ligne de force se déplace vers l’intérieur, et la jambe pivote vers le bas dans l’ouverture.
Aucune quantité de tonnage supplémentaire ne corrige cette géométrie. Plus de force ne fait qu’accélérer l’instabilité.
Les manuels vous donneront des tableaux de longueurs minimales de rebord. Sur le terrain, je l’enseigne ainsi : votre rebord doit être assez long pour s’asseoir à plat et de manière stable sur les épaules de la matrice avant que le poinçon n’exerce une pression significative. S’il ne peut pas s’équilibrer, il ne peut pas se plier proprement. Allongez le rebord ou réduisez l’ouverture de la matrice afin que les épaules se rapprochent.
La réalité de l’atelier : j’ai vu des débutants poursuivre ce problème en ajoutant de la pression. Ils augmentent le tonnage de 10% à 15%, pensant que la machine est “ sous‑dimensionnée ”. Mais même là, la pièce n’a pas cédé parce qu’elle était écrasée ; elle a cédé parce que la géométrie d’appui a d’abord échoué.
Vérifiez le pied à coulisse avant de blâmer l’hydraulique. Mesurez votre rebord par rapport à l’ouverture de votre matrice. Si les calculs indiquent qu’il devrait à peine la franchir, il ne vous pardonnera pas.
Ainsi, si la géométrie peut vous trahir avant même que la force n’entre en jeu, que se passe‑t‑il lorsque le matériau lui‑même résiste à la direction dans laquelle vous pliez ?
Prenez ce même acier doux d’un huitième de pouce et pliez-le perpendiculairement à la direction de laminage. Les fibres extérieures s’étirent, s’amincissent et tiennent. Maintenant, faites pivoter la pièce de 90 degrés afin que la ligne de pliage suive le sens du grain.
Vous le sentirez dans la pédale. Le métal se raidit, puis cède brusquement. Parfois, il se fissure en toile d’araignée le long du rayon extérieur.
Le laminage au laminoir allonge la structure granulaire — imaginez des fibres étirées comme du caramel tiré. Pliez à travers ces fibres et vous leur demandez de s’étirer latéralement. Elles peuvent le faire. Pliez dans leur sens et vous tirez dans la longueur sur quelque chose déjà allongé. La surface extérieure dépasse plus vite sa ductilité.
Les tableaux de rayon intérieur minimal supposent discrètement que vous pliez à travers le grain. Rompez cette hypothèse et le rayon sûr augmente. L’ignorez, et la fissure se forme exactement là où la contrainte est maximale — la surface extérieure au sommet du pli.
Voici où les débutants se font piéger. Un poinçon mal aligné peut provoquer une charge latérale et créer une fissuration d’un seul côté qui ressemble à une rupture du grain. Alors, comment faire la différence ? Les fissures dues au grain suivent la ligne de pliage régulièrement sur plusieurs pièces découpées dans la même orientation. Le désalignement laisse des marques de contact inégales sur une épaule de matrice et des motifs de déchirure incohérents.
L’une relève de la métallurgie. L’autre du réglage.
La répétabilité CNC reproduira fidèlement l’une ou l’autre erreur. Elle ne se soucie pas de celle que vous avez choisie.
Si la direction détermine la fissuration et la géométrie la stabilité, alors pourquoi un travail qui se déroule parfaitement à 8 h du matin commence-t-il à dériver à midi ?
J’ai démonté une matrice après une semaine de production et j’ai vu les épaules polies de manière inégale, les arêtes légèrement arrondies. Rien de dramatique. Juste assez.
Des outils usés exigent plus de force pour atteindre le même angle — 5 à 10 pour cent de plus n’ont rien d’inhabituel. Les opérateurs ne perçoivent pas ce changement, car la machine fonctionne encore en douceur. Ils ajoutent donc un peu plus de profondeur pour compenser la dérive de l’angle.
Vous atteignez maintenant un tonnage plus élevé que vous ne le pensez.
Dépassez la capacité nominale d’un outil de 20 % et vous pouvez en réduire la durée de vie de moitié. Concentrez la charge complète sur une courte section — moins d’environ 60 % de la distance entre les montants latéraux — et vous commencez à solliciter la géométrie même de la machine. Le banc peut fléchir. Le vérin peut se bomber différemment de ce qui était prévu.
Une variation d’angle apparaît. La dixième pièce n’est pas identique à la première parce que la mécanique sous vos pieds a changé.
La réalité de l’atelier : parfois le premier pli était déjà faux. Une bavure sous la matrice a créé un contact ponctuel. Ce minuscule point haut s’abîme sous la charge, et chaque coup suivant accentue le motif d’usure. Le matériau est blâmé. La discipline d’installation était la véritable coupable.
Vérifiez les calibres de vos outils, pas seulement de vos pièces. Si vous ne connaissez pas la limite de tonnage de votre matrice, vous travaillez à l’aveugle.
Mais même avec un outillage parfait et des épaules neuves, une autre distorsion discrète se cache près de votre ligne de pliage.
Imaginez un rebord de 1 pouce de large avec un trou de 3/8 de pouce percé à un quart de pouce de la ligne de pliage. À plat, le plan paraît net. Vous formez le pli à 90 degrés.
Le trou devient ovale.
Lors du pliage, la surface extérieure s’étire et la surface intérieure se comprime. Entre les deux se trouve la fibre neutre — la couche qui ne s’étire ni ne se comprime de manière significative. Tout ce qui se trouve près de la ligne de pli traverse ces zones de déformation. Un trou interrompt la continuité du matériau, de sorte que les contraintes se redistribuent autour de ses bords.
Trop près, et le bord de ce trou est forcé de s’étirer de manière inégale. La forme circulaire ne peut pas se maintenir, car un côté est en traction et l’autre en compression.
Les règles empiriques recommandent de garder les trous à au moins une épaisseur de matériau — souvent davantage — de la ligne de pli. En pratique, je veux assez de distance pour que le trou se trouve à l’extérieur de la zone principale de déformation. S’il peut “ sentir ” le pli, il se déformera avec lui.
Aucun paramètre logiciel n’empêche cela. Le poinçon ne fait pas de pause pour préserver votre géométrie.
Et c’est là que l’argument se resserre : longueur du flanc, direction du grain, usure de l’outillage, position des trous — aucun d’eux ne cède à la force brute ou à la précision des servomoteurs. Ce sont des contraintes à négocier avant que le vérin ne descende.
Si le pliage est un débat entre la machine et le métal, la force ne fait qu’ouvrir la conversation. La mémoire du métal — sa direction, son épaisseur, son besoin de soutien — a le dernier mot, à moins que vous ne réfléchissiez aux développés et aux déformations tridimensionnelles avant même d’appuyer sur le cycle de départ.
Si vous voulez concevoir des développés et des plans de procédé qui ne vous feront pas rougir à l’atelier, vous cessez de penser en angles et commencez à penser en couches de déformation traversant l’épaisseur.
Appelez cela une “ presse ” et un débutant imagine la force. J’imagine une tôle pincée entre le poinçon et la matrice, les fibres extérieures s’étirant, les fibres intérieures se rétractant vers l’intérieur, et quelque part entre elles une frontière silencieuse — la fibre neutre — glissant vers une nouvelle position selon le matériau, le rayon et la méthode. Cette ligne glissante détermine si votre flanc tombe juste ou manque de deux millimètres.
Penser en 3D signifie que vous cessez de dessiner une pièce pliée et commencez à visualiser ce que fait chaque couche de métal avant, pendant et après la course. Vous imaginez la direction du grain résistant d’un côté, les trous se déformant s’ils se trouvent trop près de la zone de contrainte, les épaules de l’outillage polissant et modifiant la pression de contact au fil de la série. Votre développé n’est pas une projection géométrique. C’est une prédiction de la manière dont cette frontière interne se déplacera.
La chose essentielle à retenir est la suivante : la précision réside dans la position de la fibre neutre, non dans l’angle final.
C’est non évident, car la pièce que vous mesurez, c’est l’angle et la longueur du flanc, et non la couche invisible qui les a déterminés.
Alors comment concevoir en fonction de quelque chose que vous ne pouvez pas voir ?
D’abord, il faut démêler un piège d’atelier. Le facteur K utilisé pour la compensation de pli — le rapport qui indique où se situe la fibre neutre à travers l’épaisseur — n’est pas le même “ k ” que celui que certains tableaux utilisent pour la force de pliage. L’un prédit la longueur à plat. L’autre prédit la tonnage. Les confondre, c’est courir après des fantômes.
Pour les développés, le facteur K se situe généralement entre environ 0,33 et 0,5 de l’épaisseur. Ce n’est pas une constante universelle. Un aluminium plus doux repousse la fibre neutre plus loin du rayon intérieur. L’inox la maintient souvent plus près. Passez du pliage à l’air au matriçage, et la fibre neutre se déplace encore, car le matériau est davantage comprimé dans la matrice. Vous n’avez pas seulement changé la force. Vous avez modifié le comportement interne du métal.
C’est là que les débutants se trompent : ils conçoivent en partant des dimensions finales à rebours en utilisant un K par défaut de 0,33 parce que c’est ce que le logiciel indiquait. Ils font confiance à l’écran. Ils découpent dix flans. Puis ils se demandent pourquoi chaque flanc est trop long.
La réalité de l’atelier : en production de pliage à l’air avec matrice en V, la compensation théorique du pli perd souvent face à la déduction mesurée du pli — le chiffre obtenu en pliant un flan d’essai, en mesurant le résultat et en calculant à rebours. Ce n’est pas glamour. C’est empirique. Et cela passe l’inspection.
Lorsque vous sautez cette pièce d’essai, le prototype part à la ferraille non pas parce que le pliage est mystique, mais parce que vous avez deviné où se trouverait la fibre neutre au lieu de mesurer où elle s’est réellement déplacée.
Vérifiez les pieds à coulisse sur votre pièce d’essai avant de découper une pile de flans de production. Un K par défaut est un point de départ, pas une promesse.
Mais si vous mesurez une fois et verrouillez la valeur, pourquoi le travail suivant dérive-t-il encore ?
Parce que le facteur K ne dépend pas seulement du matériau. Il dépend aussi du procédé.
Disons que vous avez réglé de l’acier doux d’un huitième de pouce avec une ouverture en V spécifique, plié à l’air à 90°. Vous avez réalisé une pièce test, calculé la déduction de pli, mis à jour le développé. Parfait. Puis, les achats changent de fournisseur. Même épaisseur sur le papier, résistance à la traction légèrement différente en réalité. L’axe neutre se déplace. Votre valeur verrouillée n’est plus qu’une aimable fiction.
Ou vous passez au matriçage pour réduire le retour élastique. Cela augmente la force — parfois de manière spectaculaire — et déplace l’axe neutre à une autre position. Votre ancienne déduction de pli ne décrit plus cette nouvelle conversation entre le poinçon et la tôle.
Ainsi, le flux de travail qui évite de jeter les prototypes ressemble à ceci :
Cela semble lent. C’est en effet plus lent que de deviner.
C’est plus rapide que de refaire 200 pièces.
Le prototype finit généralement à la benne parce que les ateliers le traitent comme une preuve de concept plutôt que comme un étalonnage. Son vrai rôle est de vous apprendre où le métal a choisi de se déplacer dans vos conditions exactes.
Si c’est la discipline, alors qu’est-ce qui détermine vraiment le coût d’un travail — la machine que vous avez achetée, ou la méthode que vous choisissez ?
Je ne vais pas vous jeter de fausses statistiques, mais voici une hypothèse que vous avez déjà vue se vérifier. Deux ateliers possèdent des presses plieuses similaires. L’un plie à l’air tout ce qu’il peut, accepte un retour élastique prévisible, et construit ses développés autour de déductions de pli mesurées. L’autre matriçe chaque angle critique pour “le verrouiller”, brûlant plus de tonnage, usant les outils plus vite et passant plus de temps en réglage.
Les pièces peuvent sembler identiques sur le plan.
Le coût par pièce, lui, ne le sera pas.
Le pliage à l’air utilise moins de force et offre de la flexibilité sur les angles, mais il exige de comprendre et de prévoir le retour élastique. Le matriçage réduit le retour élastique mais déplace l’axe neutre et augmente les besoins en force — parfois d’un facteur 1,5 ou plus comparé au pliage à l’air. Le refoulage peut multiplier la force plusieurs fois encore et modifier définitivement le matériau au niveau de la ligne de pli. Chaque méthode crée une réponse matière différente, pas seulement un ressenti de pédale différent.
Lorsque vous choisissez une méthode, vous choisissez le comportement du facteur K avec lequel vous êtes prêt à vivre, le niveau d’usure de l’outil que vous accepterez, la sensibilité de votre développé aux variations du matériau et la marge de tolérance de votre processus.
Appelez cela une “ presse ”, et un débutant imagine la force.
Un vétéran y voit une négociation : combien laisserai-je le métal reprendre sa forme, combien le pousserai-je au-delà de sa limite d’élasticité, combien de variations de grain et d’épaisseur ce plan peut-il tolérer avant de sortir des spécifications ?
Vérifiez le pied à coulisse non seulement sur vos pièces, mais aussi sur vos hypothèses. Si votre développé, l’orientation du grain, le choix des outils et la méthode de pliage ne sont pas décidés comme un système unique, vous ne raisonnez pas en 3D — vous espérez en 2D.
Et l’espoir n’a jamais redressé un rebord tordu.


















