

Tenía la capacidad de tonelaje ajustada más alta de lo necesario. Acero dulce de un octavo de pulgada. Doble simple de 90 grados. La máquina gruñó, el pistón bajó como el día del juicio, y cuando se levantó, la pieza retrocedió tres grados como si se burlara de él.
Él miró el indicador. Yo miré la pieza.
Él pensó que la máquina no había golpeado lo suficientemente fuerte. Yo sabía que el metal simplemente había recordado lo que solía ser.
Llámalo “press” y un principiante imagina fuerza. Llámalo “brake” y la mayoría piensa en poder de frenado. Ninguna de esas ideas ayuda a doblar correctamente una lámina metálica.
La primera vez que me paré frente a una vieja prensa plegadora mecánica —de esas impulsadas por un volante y embrague— pude sentir la energía almacenada vibrando a través del armazón. Aquellos primeros modelos motorizados, como el diseño totalmente de acero de Hazelton de 1924, usaban un volante giratorio, una manivela excéntrica y, sí, un freno real para detener el pistón entre golpes. Treinta golpes por minuto si eras valiente. Esa máquina tenía músculo y un mecanismo de frenado.
Pero incluso entonces, la pieza no cedía porque fuera aplastada. Cedía porque se desviaba más allá de su límite elástico, el punto donde el acero deja de comportarse como un resorte y comienza a adoptar una forma permanente. La fuerza iniciaba la conversación. La estructura interna del material decidía cómo terminaba.
Si la fuerza bruta mandara, ¿por qué el ángulo seguía variando cuando nada más cambiaba?
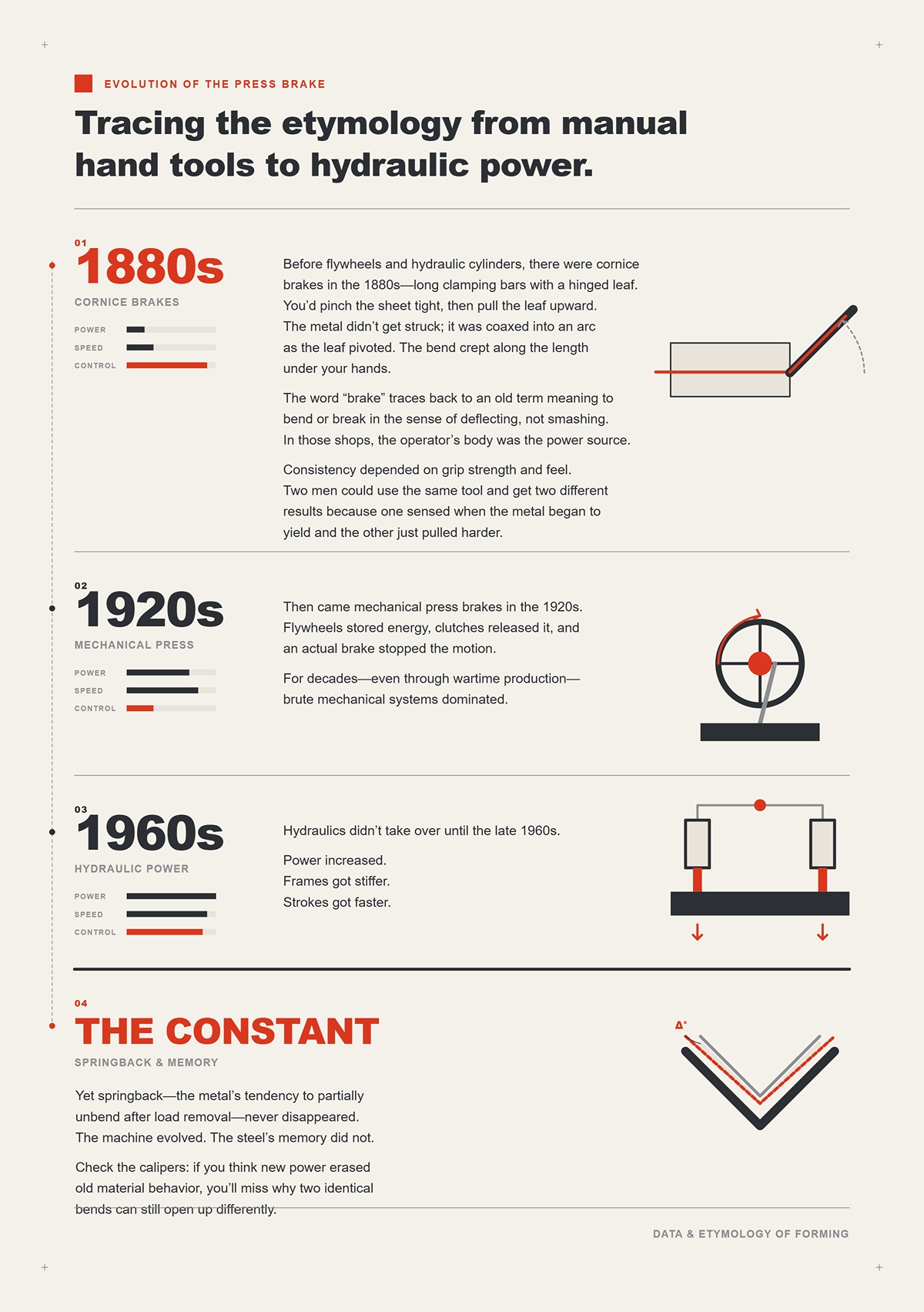
Antes de los volantes y los cilindros hidráulicos, había plegadoras de cornisa en los años 1880: largas barras de sujeción con una hoja articulada. Se sujetaba la lámina con firmeza y luego se levantaba la hoja. El metal no era golpeado; se lo guiaba en un arco mientras la hoja giraba. El doble se formaba lentamente a lo largo bajo tus manos.
La palabra “brake” proviene de un antiguo término que significa doblar o quebrar en el sentido de desviar, no aplastar. En esos talleres, el cuerpo del operador era la fuente de poder. La consistencia dependía de la fuerza de agarre y del tacto. Dos hombres podían usar la misma herramienta y obtener resultados distintos, porque uno percibía cuándo el metal comenzaba a ceder y el otro simplemente tiraba más fuerte.
Luego llegaron las prensas plegadoras mecánicas en la década de 1920. Los volantes almacenaban energía, los embragues la liberaban, y un freno real detenía el movimiento. Durante décadas —incluso durante la producción bélica— los sistemas mecánicos de fuerza bruta dominaron. La hidráulica no tomó el relevo hasta finales de los años sesenta.
La potencia aumentó. Los armazones se hicieron más rígidos. Los golpes más rápidos.
Sin embargo, el rebote elástico—la tendencia del metal a desenrollarse parcialmente tras retirar la carga—nunca desapareció. La máquina evolucionó. La memoria del acero no.
Revisa los calibradores: si crees que la nueva potencia borró el viejo comportamiento del material, perderás de vista por qué dos dobleces idénticos aún pueden abrirse de forma diferente.

Ponte al lado de una moderna prensa plegadora hidráulica y no encontrarás un freno de fricción deteniendo un volante. Hallarás cilindros empujando aceite bajo presión, controlando la posición mediante desplazamiento de fluido. El pistón no se golpea y se detiene; avanza y retrocede bajo un flujo medido. Ese control es lo que define los sistemas CNC actuales, donde la profundidad de carrera, la velocidad y la repetibilidad se programan en lugar de adivinarse. Soluciones como las prensas plegadoras CNC de CN-HAWE se basan en este principio con investigación y desarrollo continuos en doblado, automatización y control inteligente, transformando la fuerza hidráulica en geometría predecible en lugar de impacto bruto.
Entonces, ¿por qué conservar la palabra?
Porque el trabajo nunca trató sobre detener el movimiento. Se trató de cambiar de dirección: forzar una lámina plana en una nueva geometría. El “brake” en espíritu se refiere a la desviación. El freno literal de 1924 es, en gran parte, una nota histórica.
Aquí está la trampa: si oyes “prensa”, persigues gráficos de tonelaje. Si oyes “freno” y piensas en “detener”, imaginas que el control se trata solo de detener el ariete a la profundidad correcta. Pero la precisión del ángulo no se trata solo de dónde se detiene el ariete. Se trata de cuánto se estiran las fibras del material en el exterior de la curva, cuánto se comprimen las del interior y cómo se recuperan una vez que la presión desaparece.
El ariete puede detenerse exactamente en el punto objetivo y la pieza aún puede moverse después de quedar libre.
¿Qué dice eso sobre quién está realmente al mando?
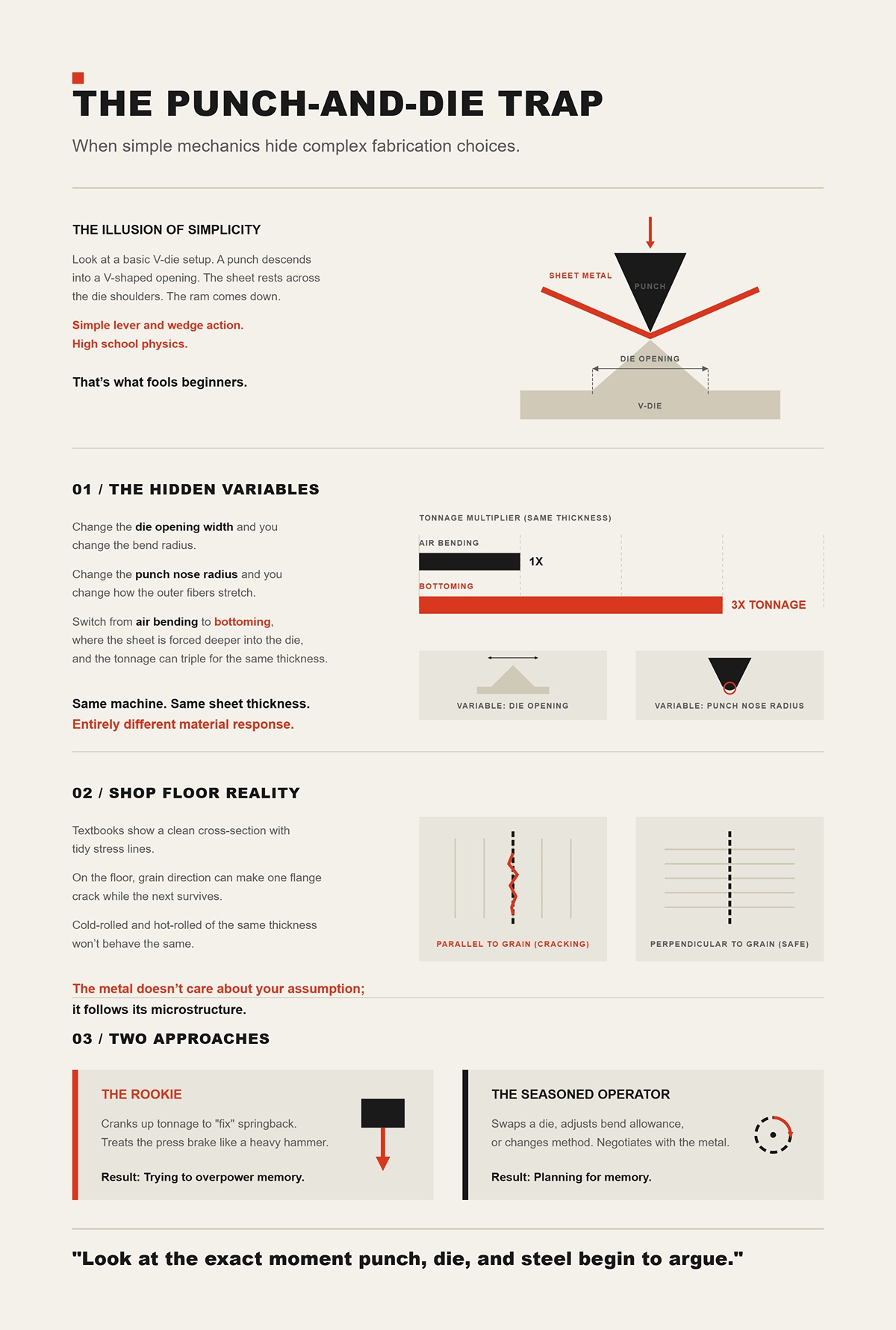
Mira una configuración básica de matriz en V. Un punzón desciende hacia una abertura en forma de V. La lámina descansa sobre los bordes del dado. El ariete baja. Acción simple de palanca y cuña. Física de secundaria.
Eso es lo que engaña a los principiantes.
Cambia el ancho de la abertura de la matriz y cambias el radio de curvatura. Cambia el radio de la punta del punzón y cambias cuánto se estiran las fibras exteriores. Pasa del doblado al aire —donde la lámina contacta la punta del punzón y los hombros del dado— al estampado profundo, donde se fuerza más dentro de la matriz, y el tonelaje puede triplicarse para el mismo espesor.
Misma máquina. Mismo espesor de lámina. Respuesta del material completamente diferente.
La realidad del piso del taller: los libros de texto muestran una sección transversal limpia con líneas de tensión ordenadas. En el taller, la dirección del grano puede hacer que una pestaña se agriete mientras la siguiente sobrevive. El acero laminado en frío y el laminado en caliente del mismo espesor no se comportarán igual. El metal no se preocupa por tus suposiciones; sigue su microestructura.
Así que cuando un novato aumenta el tonelaje para “corregir” el springback, está tratando la prensa plegadora como un martillo pesado. Cuando un operador experimentado cambia el dado, ajusta la compensación de doblez o modifica el método, está negociando.
Uno intenta anular la memoria.
El otro se prepara para ella.
Y ahí es donde debemos mirar a continuación: no la placa de especificaciones de la máquina, sino el momento exacto en que el punzón, la matriz y el acero comienzan a discutir.
Desliza una tira de acero dulce de un octavo de pulgada sobre una matriz en V y baja el punzón lo suficientemente despacio como para oír el susurro del aceite. El primer contacto no es un golpe. Es un pellizco en los hombros del dado y un roce en la punta del punzón. Por un instante, no ocurre nada visible. Luego la lámina comienza a hundirse entre esos dos hombros, las fibras superiores se estiran, las inferiores se amontonan. Ese hundimiento silencioso —justo ahí— es donde se decide el ángulo final.
Tres puntos de contacto. Punzón. Hombro izquierdo. Hombro derecho. Un triángulo de fuerzas. El ariete solo se mueve hacia abajo, pero el material fluye en un arco porque esos tres puntos lo obligan. Si piensas que la máquina está “doblando” el metal, te lo pierdes. La máquina crea las condiciones. El acero elige cómo reorganizarse dentro de esas condiciones.
Esa elección vive por debajo de lo que puedes ver.
Toma esa misma tira e imagina cortarla a través de la curva y mirar los granos bajo un microscopio. El acero no es un bloque sólido; es una multitud de cristales —granos— cada uno con su propia orientación. Dentro de cada grano hay dislocaciones, pequeños defectos lineales que permiten que las capas de átomos se deslicen unas sobre otras cuando la tensión es suficientemente alta.
A medida que el punzón desciende, la superficie exterior entra en tensión. Los átomos se separan ligeramente, los enlaces se estiran. La superficie interior entra en compresión; los átomos se acercan más. Al principio, es elástico—como un resorte. Si se elimina la carga, la red vuelve a su espaciamiento original.
Empuja un poco más profundo y esas dislocaciones comienzan a moverse. Se deslizan a lo largo de los planos cristalográficos, permitiendo que una capa de átomos se desplace sobre otra. Eso es deformación plástica. Deformación permanente. La estructura del grano se alarga en el exterior de la curva y se engrosa ligeramente en el interior. El eje neutro —la línea imaginaria que no experimenta ni estiramiento ni compresión— se desliza hacia el radio interior porque el acero tolera mejor la tensión que la compresión antes de pandeo.
Ese deslizamiento es la razón por la que tus cálculos de patrón plano nunca coinciden exactamente con el libro. El llamado factor k —la relación que describe dónde se sitúa ese eje neutro a través del espesor— flota entre aproximadamente 0.25 y 0.5 para la mayoría de los trabajos con chapa. Cambia con el espesor, el radio y el método. No es una constante de la naturaleza; es la huella digital de tu configuración.
La realidad del taller: Los libros dibujan un diagrama limpio mitad compresión, mitad tensión. En la prensa, puedes sentir que las fibras internas comienzan a deslizarse y las externas a adelgazar. La dirección del grano puede hacer que un ala resista y otra se rasgue bajo el mismo punzón. Las moléculas no leen el plano.
Revisa los calibradores antes de culpar la profundidad del ariete. Si tu suposición sobre el eje neutro es incorrecta, tu tolerancia de doblado te mentirá.
Entonces, si los sistemas de deslizamiento internos del metal deciden cuándo lo elástico se vuelve plástico, ¿qué papel juega realmente la geometría del troquel?
Instala dos troqueles en la misma máquina. Uno con una abertura de 1 pulgada. El otro, de 2 pulgadas. Dobla esa misma tira de una octava de pulgada a 90 grados usando doblado por aire—lo que significa que la punta del punzón y los hombros del troquel son los únicos puntos de contacto, y la chapa nunca llega al fondo.
Con el troquel de 1 pulgada, el radio interior del doblez resulta más ajustado, aproximadamente alrededor de 0.16 pulgadas en muchos aceros suaves. Cámbialo por el troquel de 2 pulgadas y el radio aumenta, a menudo cerca de 0.32 pulgadas. Mismo punzón. Misma configuración de tonelaje. Radio diferente porque la chapa abarca una separación mayor antes de ceder.
Un troquel más ancho significa menos apoyo bajo la chapa. El material debe flexionarse más antes de que el esfuerzo en la punta del punzón exceda el límite elástico. Eso aumenta el radio interior y reduce el porcentaje de material llevado más allá del límite elástico. Queda más comportamiento elástico en la sección transversal.
Por eso el ancho del troquel controla el rebote elástico más de lo que la mayoría de los principiantes espera. Un troquel estrecho obliga a que más espesor supere el límite elástico—más zona plástica, menos memoria elástica restante para recuperarse. Un troquel ancho deja un núcleo elástico mayor.
Llámalo una “prensa” y un principiante imagina fuerza. Yo miro primero la tabla de troqueles.
La realidad del taller: El doblado por aire es flexible. Puedes trabajar con distintos espesores en el mismo troquel si aceptas cierta variación de ángulo. El fondo o acuñado—cuando el punzón fuerza la chapa más profundamente en la cavidad del troquel—requiere un tonelaje mucho mayor pero fija el ángulo con más exactitud porque estás deformando plásticamente casi toda la zona del doblez. Diferentes métodos manipulan la misma física en distintas proporciones.
Verifica los calibradores de la abertura de tu troquel. Si es ocho veces el espesor del material cuando tu tabla asumía seis, tu error de ángulo no es un misterio, es geometría.
Pero incluso con el troquel “correcto”, las piezas siguen abriéndose después de liberarlas.
¿Por qué?
Dobla esa tira a un perfecto ángulo de 90 grados bajo carga. Mantenla ahí. Libera la presión. Obsérvala abrirse hasta 92 grados.
Nada se movió en la máquina. Todo se movió dentro del acero.
Recuerda esa región elástica de la que hablamos—la parte del espesor que nunca superó el límite elástico. Los átomos allí solo se estiraron, no se reordenaron. Cuando retiras el punzón, esos enlaces se contraen hacia su espaciamiento original. Las fibras comprimidas internas empujan hacia afuera. Las fibras externas en tensión se contraen. Toda la sección transversal se abre ligeramente hasta que las tensiones internas se equilibran.
Los aceros de mayor límite elástico—como algunos grados de baja aleación de alta resistencia—almacenan más energía elástica antes de ceder. Eso significa más rebote elástico para la misma geometría. El aluminio, con un módulo de elasticidad menor, rebota de forma diferente otra vez. Dos materiales, mismo espesor, mismo troquel, ángulos finales distintos.
No “eliminas” el rebote elástico con más fuerza a menos que avances más hacia la deformación plástica—ya sea con un radio más cerrado, un troquel más pequeño o acuñando. De lo contrario, solo estás empujando más fuerte contra la misma pared elástica.
La realidad del taller: Los operarios aprenden a sobrecurvar. Si la experiencia dice que esta configuración retrocede dos grados, apuntas a 88 bajo carga para terminar en 90 libre. Ese número no es mágico. Es memoria: registrada de las batallas previas entre esa aleación y ese dado.
Pero si el retroceso depende de cuánto de la sección transversal llevaste más allá del límite elástico, ¿no nos devuelve eso a las tablas de tonelaje?
Observa una fórmula estándar de tonelaje para doblado al aire en acero dulce: el tonelaje por pie es proporcional al cuadrado del espesor del material dividido por la abertura del dado. Si duplicas el espesor, la fuerza requerida se cuadruplica. Si reduces a la mitad la abertura del dado, el tonelaje se duplica.
Esa ecuación no se preocupa por el tamaño de tu máquina. Le importa el límite elástico: la tensión donde las dislocaciones comienzan a moverse.
Si tu prensa está clasificada para 100 toneladas y el trabajo requiere 40, las 60 toneladas extra no te compran precisión. Te compran margen de seguridad y quizá la opción de acuñar. La precisión aún depende de si elegiste un ancho de dado que cree la proporción adecuada entre plástico y elástico y de si consideraste el límite elástico y el módulo del acero.
He visto principiantes aumentar la presión para “ajustar” un doblez en conformado al aire. El ariete llega al fondo en su profundidad programada, el medidor marca mayor presión, y la pieza aún retrocede los mismos dos grados. Porque hasta que no cambies la geometría o el método, no has cambiado la distribución de tensiones internas, solo cuánto empujaste para alcanzarla.
La fuerza es el boleto de entrada. El límite elástico establece las reglas del juego.
Y una vez que entiendes eso, la siguiente pregunta no es qué tan grande necesitas la máquina.
Es qué método de doblado te permite negociar con esas reglas en lugar de luchar contra ellas a ciegas.
Tengo un contenedor de chatarra lleno de probetas de acero dulce de un octavo de pulgada dobladas a 90 grados en el mismo dado en V. El mismo punzón. La misma máquina. Lo único que cambié fue la profundidad del ariete por unos pocos milésimos cada vez. Algunas piezas terminan en 89.5 grados. Otras en 90.3. Ninguna tocó jamás el fondo del dado.
Eso es doblado al aire.
En el doblado al aire, la lámina contacta la punta del punzón y los dos hombros del dado en V. Tres puntos. El punzón nunca impulsa el material completamente dentro de la cavidad del dado. El ángulo final se controla según qué tan profundo viaja el punzón en ese espacio abierto. Cambia la profundidad una fracción, y el ángulo se mueve. Cambia el espesor del material por unos pocos milésimos, y el ángulo cambia nuevamente porque el eje neutro —la capa que ni se estira ni se comprime— se desplaza ligeramente.
No estás forzando al metal a igualar el ángulo del dado. Estás negociando con su retroceso elástico.
Aquí está el mecanismo. Cuanto más ancha sea la abertura del dado en relación con el espesor —digamos ocho veces el espesor para acero dulce—, mayor será el núcleo elástico que queda en la zona de curvatura. Ese núcleo elástico almacena energía. Cuando sueltas el punzón, esa energía almacenada rota la curvatura hacia afuera. En el doblado al aire, confías en una sobrecurvatura controlada para alcanzar el objetivo tras liberar. La precisión depende de una sola variable: la profundidad de penetración del punzón.
Las prensas CNC modernas saben esto. Algunos sistemas lanzan un láser a través de la línea de doblado y miden el ángulo en tiempo real —hasta 100 lecturas por segundo—, ajustando la profundidad del ariete sobre la marcha. Suma alrededor de un segundo por doblez. En teoría, eso cierra el ciclo y elimina las conjeturas de antaño.
Pero incluso con compensación dinámica y retroalimentación por láser, la mayoría de los talleres en producción real ven ±0,5 grados en ejecuciones típicas. No porque la máquina sea débil. Porque el espesor de la lámina varía. La dirección del grano cambia el retroceso. El operador apoya la pieza un poco diferente contra el tope trasero. El metal es terco. Recuerda cómo fue laminado.
La fortaleza del doblado al aire es la flexibilidad. Un solo dado puede manejar un rango de espesores si aceptas cierta variación en el ángulo. La instalación es rápida. El costo de herramientas es menor. El tonelaje es modesto comparado con el apoyado en fondo, a menudo solo una fracción. Básicamente doblas por geometría, no por fuerza bruta.
La realidad del taller: Los libros de texto califican el doblado por aire como “menos preciso”. En teoría, sí, porque el ángulo del troquel no bloquea la pieza. En la práctica, es la forma más rápida de trabajar con piezas variadas sin cambiar el utillaje cada hora. Se intercambia un margen estrecho de variación angular por velocidad y adaptabilidad. Ese intercambio es deliberado.
Revisa los calibradores en tu pila de láminas antes de culpar al CNC. Una variación de tres milésimas en el espesor puede alterar tu ángulo más de lo que lo haría un servomotor nuevo.
Entonces, si el doblado por aire deja espacio para que el metal discuta, ¿qué haces cuando el plano indica ±0.25 grados y el inspector realmente tiene un transportador digno de usar?
Toma la misma tira de una octava de pulgada y llévala más profundo, hasta que el punzón fuerce el material a casi pleno contacto con las paredes del troquel. Ahora estás haciendo doblado de fondo. Aumenta la fuerza nuevamente para que la punta del punzón comprima plásticamente la línea de doblez, adelgazándola ligeramente y planchando los granos hasta someterlos. Eso es acuñado.
Siente la diferencia en el pedal. El doblado por aire puede requerir, por ejemplo, 20 toneladas con una configuración dada. Doblar al fondo esa misma pieza puede exigir entre cuatro y ocho veces más tonelaje porque ya no solo superas el límite elástico en las fibras externas: estás deformando plásticamente casi toda la sección transversal y presionándola contra un ángulo fijo del troquel.
Mecánicamente, esto lo cambia todo.
En el doblado de fondo, el ángulo del troquel —no solo la profundidad del ariete— dicta el doblez final. El retroceso elástico se reduce porque queda menos núcleo elástico para recuperarse. En el acuñado, vas más allá: superas el límite elástico en casi todo el espesor en la línea de doblez. Ya no estás negociando. Estás reescribiendo la memoria del metal por la fuerza.
Pero incluso entonces, la pieza no cedió porque fue aplastada. Cedió porque llevaste el esfuerzo más allá de su límite elástico en todas las zonas que importaban.
La precisión mejora. En condiciones controladas, las máquinas de gama alta con utillaje adecuado pueden mantener ±0.1 a ±0.2 grados. Ese es el número de catálogo. En un martes húmedo con lotes de calor mezclados y un operador cansado, la realidad se aproxima de nuevo a ±0.5. La variación externa no desaparece solo porque tengas más tonelaje.
¿Y el costo?
Mayor fuerza significa máquinas más pesadas, más desgaste del utillaje, ajuste más estricto del ángulo del troquel y menos tolerancia. Si tu troquel fue rectificado a 88 grados y tu plano pide 90 después del retroceso, más te vale conocer el comportamiento de tu material perfectamente. Hay poco margen para “acercarte” al ángulo como se puede en el doblado por aire ajustando la profundidad.
La realidad del taller: El acuñado se siente satisfactorio. El doblez encaja en su lugar y apenas se mueve después de la liberación. Pero pagas por esa confianza en tonelaje, precisión del utillaje y configuración más lenta. Este método se elige cuando la tolerancia lo exige, no porque al operador le guste el sonido de una máquina que gime.
Revisa los calibradores en el radio de la punta del punzón. En el acuñado, una punta desgastada no solo cambia la apariencia, también altera la distribución de esfuerzos y tu ángulo con ella.
Así que la elección no es qué método es “mejor”. Es qué error puedes permitirte: una variación de medio grado en el retroceso, o una larga preparación con alta fuerza y restricciones estrictas de utillaje.
Imagina dos trabajos en el programa.
Trabajo A: 200 soportes en acero dulce, tolerancia ±1 grado, múltiples longitudes de pestaña, material de existencias mezcladas. Trabajo B: 5,000 carcasas de acero inoxidable, ±0.25 grados en bordes visibles, mismo espesor durante toda la ejecución.
Ejecutar el Trabajo A con doblado de fondo te hará dedicar más tiempo a ajustar ángulos de troquel y tonelaje de lo que exige la tolerancia. Dóblalo por aire, registra el sobre-doble de ese lote y sigue adelante. ¿La memoria del metal varía ligeramente? La tolerancia lo absorbe.
Ejecutar el Trabajo B con doblado por aire y esperar que el espesor y la dirección del grano se comporten bien? Pasarás el día corrigiendo ángulos, incluso con retroalimentación láser. Dobla al fondo o acuña, bloquea la geometría al troquel y acepta el tonelaje mayor como el precio de la consistencia.
Llámalo una “prensa” y un principiante imagina fuerza. Un operador experimentado ve un menú de estrategias de deformación.
Esta es la negociación. El doblado con aire dice: Aceptaré cierta recuperación elástica y la manejaré con control de profundidad y retroalimentación. El estampado inferior dice: Reduciré tu capacidad de recuperación moldeando plásticamente una mayor parte de tu sección transversal. El acuñado dice: Casi eliminaré tu argumento superando el límite elástico en toda la línea de doblado.
Los sistemas CNC modernos que “aprenden” la recuperación elástica según la dirección del grano no eliminan esta elección. Solo la refinan. Incluso la máquina más inteligente sigue trabajando dentro de la física de cuánto de la espesura llevas más allá del límite elástico. El software puede compensar la variación; no puede derogar el módulo de elasticidad.
El margen de error con el que trabajas se establece en el momento en que eliges el método. La tonelada solo hace posible esa elección—no define su precisión.
Y una vez que ves el doblado como una decisión estratégica sobre cuánto de la memoria del metal estás dispuesto a dejar intacta, la siguiente pregunta deja de ser “¿Qué tan grande es la máquina?” y pasa a ser “¿Qué tan repetible es mi proceso desde la pieza uno hasta la cinco mil?”
Si estás evaluando cómo estandarizar esa repetibilidad entre turnos, materiales y volúmenes de producción, puede ser útil comparar métodos, estrategias de herramientas y opciones de control con un socio técnico. Con una inversión continua en I+D de frenos de prensa y desarrollo de equipos inteligentes, CN-HAWE apoya a los fabricantes en alinear el método de doblado, el nivel de automatización y el control del proceso con los objetivos reales de producción. Puedes iniciar la conversación aquí: contactar a CN-HAWE para hablar sobre tu aplicación, tolerancias y objetivos de producción.
La haces repetible decidiendo qué vas a controlar, y luego negándote a permitir que esa variable se desvíe.
Ese es todo el juego desde la pieza una hasta la cinco mil. No cilindros más grandes. No bombas más ruidosas. Control.
He trabajado con acero dulce de un octavo de pulgada tanto en un freno manual como en un CNC servoaccionado con suficientes ejes como para sonrojar a un maquinista. Al metal no le importó. Aun así intentó recuperarse. Lo que cambió no fue su memoria. Lo que cambió fue la nuestra. La máquina que recuerda lo que hizo la última pieza gana a largo plazo.
Dado que CN-HAWE invierte más del 81 % de los ingresos anuales por ventas en investigación y desarrollo. ADH opera capacidades de I+D en frenos de prensa; para los lectores que buscan materiales detallados, Folletos es un recurso de seguimiento útil.
Llámalo una “prensa” y un veterano imagina un sistema que puede repetir una decisión sin cansarse.
La repetibilidad es la moneda porque una vez que has elegido doblado con aire, estampado inferior o acuñado—una vez que has decidido cuánto de la obstinada memoria física del metal dejarás intacta—lo único que se interpone entre tú y el desperdicio es si puedes alcanzar las mismas condiciones una y otra vez. Misma longitud de pestaña. Misma profundidad. Misma secuencia. Misma corrección para la recuperación elástica.
La negociación no cambia. La disciplina sí.
Entonces, ¿dónde vive realmente esa disciplina?
El primer doblado te halaga. El segundo te expone.
Un principiante alinea una lámina a ojo, la empuja contra un tope, hace un limpio ángulo de 90 y sonríe. Luego gira la pieza para el reborde de retorno y, de repente, las dimensiones no cuadran. El ángulo puede ser perfecto. La ubicación no lo es. Esa es la lección del tope trasero.
El tope trasero es simplemente un sistema de posicionamiento—dedos que determinan cuánto se desliza la lámina bajo el punzón antes de que pises el pedal. Controla dónde ocurre el doblado, no cómo fluye el metal dentro del troquel. Si los confundes, perseguirás el problema equivocado toda la semana.
En frenos manuales más antiguos, ese tope se mueve sobre un tornillo o cremallera que ajustas a mano. Lees una escala. Lo bloqueas. Y cada vez que lo reajustas para un nuevo reborde, introduces la variable más antigua en la fabricación: el pulgar humano. Puede leer mal. Puede golpear. Puede olvidar apretar la abrazadera.
La realidad del taller: El calibrador podría marcar 2.000 pulgadas. Pero si el tope está desgastado o la viga no está a escuadra, la lámina se pellizcará primero contra un lado y se deslizará. Jurarás que la cinta métrica está equivocada. No lo está.
Los topes traseros CNC modernos funcionan con motores servo a lo largo de los ejes X, R y Z—adelante y atrás, arriba y abajo, izquierda y derecha. Pueden repetir posiciones dentro de centésimas de milímetro si las guías están rectas y la viga es paralela. Ese “si” es la parte que los folletos susurran.
Porque la repetibilidad no es automática. Se mantiene. Si los rieles lineales se desgastan o la matriz no es paralela dentro de unas centésimas, ese sofisticado sistema de posicionamiento solo repite un error con mucha consistencia.
Verifica los calibradores en tu pila de bridas, no solo la lectura en pantalla. Si las piezas dos a diez se desvían, el problema no es la fuerza. Es la referencia.
Pero el posicionamiento por sí solo no corrige el retroceso elástico. Solo garantiza que dobles en el mismo lugar cada vez. Entonces, ¿cómo domina realmente el CNC el ángulo en sí?
El CNC conquistó el taller porque recuerda lo que hizo el metal la última vez—y se ajusta antes de que se lo pidas.
Especialmente en el doblado al aire, el ángulo depende de la profundidad. Unas milésimas más profundo y doblas justo lo suficiente para contrarrestar el retroceso. En una máquina manual, te acercas a esa profundidad por tacto. Doblar, medir, ajustar el tope, doblar de nuevo. Bien para veinte piezas. Miserable para dos mil.
Una prensa plegadora CNC almacena esa corrección. Si la pieza uno retrocede a 91 grados cuando quieres 90, programas una fracción adicional de profundidad. El ariete se mueve a esa posición exacta cada ciclo. Algunos sistemas incluso leen el ángulo en tiempo real con sensores láser y se ajustan a mitad de carrera. No más fuerza. Una conversación más inteligente.
Pero aquí está el problema que la mayoría de los talleres aprende por las malas: la automatización no elimina el error. Lo reubica.
Si programas el espesor incorrecto, la abertura de matriz incorrecta o la secuencia equivocada, la máquina producirá quinientos errores idénticos antes del almuerzo. Un operador manual podría haberlo detectado por tacto en la tercera pieza.
Los topes traseros multieje te permiten trabajar piezas complejas en una sola configuración. Los dedos se mueven a izquierda y derecha, arriba y abajo, de modo que no tengas que voltear y volver a referenciar la lámina entre dobleces. Eficiencia, sí. Pero te obliga a pensar en la secuencia antes de presionar inicio de ciclo. Una suposición errónea sobre el orden de doblado y la pieza se bloquea contra el utillaje a mitad de proceso.
Ese es el intercambio: el CNC te da corrección repetible para la memoria del metal—pero exige que te comprometas con una estrategia desde el principio.
Pero incluso entonces, la pieza no se deformó porque fue aplastada. Se deformó porque llevaste la tensión más allá del límite elástico en todas las áreas importantes. El CNC puede compensar la recuperación elástica; no puede eliminar el módulo de elasticidad.
Entonces, ¿cuándo toda esa memoria y secuenciación realmente te ralentiza en lugar de ayudarte?
Si tus trabajos cambian cada tarde, la simplicidad puede superar a la sofisticación.
Imagina un pequeño taller que procesa lotes cortos—diez soportes aquí, quince paneles allá—materiales variados, dibujos marcados a mano, clientes que revisan una longitud de brida mientras haces la configuración. En ese mundo, el tiempo dedicado a programar ejes y secuenciar dobleces puede superar el beneficio de la precisión del servo.
Un operador experimentado en una prensa manual puede ajustar sobre la marcha. Sentir el retroceso elástico. Empujar un poco más el tope de profundidad. Mover el tope trasero un dieciseisavo sin tener que desplazarse por pantallas. La negociación con el metal ocurre en tiempo real, no en un guion preescrito.
Esa flexibilidad también es una forma de repetibilidad—repetibilidad humana. Más lenta, sí. Dependiente de la habilidad. Pero para bajo volumen, puede ser la elección económica más inteligente porque el costo de un error de programación en un CNC se amplifica por la velocidad.
La realidad del taller: Un freno manual no oculta su holgura. La ves. Sientes el retroceso en el tornillo. Compensas instintivamente. Un CNC puede enmascarar el desgaste hasta que las piezas, silenciosamente, se salen de tolerancia.
Revisa los calibradores de tus expectativas. Si necesitas cinco mil carcasas idénticas, la memoria supera al músculo cada vez. Si necesitas cinco piezas personalizadas antes del almuerzo, a veces la máquina más inteligente del edificio es la que está unida a un par de manos experimentadas.
E incluso con el mejor CNC que el dinero puede comprar, todavía hay algo en la lámina que no puedes programar para que desaparezca.
El invierno pasado doblamos una serie de soportes de acero dulce de un octavo de pulgada. Mismo programa. Mismo troquel. Mismo operador. La tercera pieza se rajó a lo largo del exterior del doblez como si alguien le hubiera pasado una cuchilla. Las dos primeras estaban perfectas.
Nada cambió en la pantalla.
Lo que cambió fue la lámina. El grano del laminado corría paralelo a la línea de doblado en esa tercera pieza. El acero tiene una dirección en la que prefiere estirarse. No puedes verla a menos que sepas qué buscar, pero la oirás cuando se rasgue.
Esa es la propiedad que tu CNC no puede anular: la anisotropía, una palabra elegante que significa que el metal se comporta de manera diferente según la dirección. La prensa plegadora puede alcanzar profundidades con precisión de centésimas. No puede reorganizar la estructura cristalina. Llámala “prensa” y un principiante imagina fuerza. Un veterano imagina dirección.
Y la dirección aparece en lugares sobre los que tu modelo CAD nunca te advirtió.
Imagina una lámina calibre 14, de unas 0,075 pulgadas de espesor, y programas un ala de media pulgada. La colocas en una matriz en V abierta a ocho veces el espesor —digamos 0,600 pulgadas de ancho, justo dentro de la regla general de 6–8×—. Ciclas el pistón.
En lugar de un nítido 90°, la pata se hunde. La pieza se inclina. Se siente como si cayera dentro de la matriz.
Porque así es.
En el doblado al aire, la lámina se apoya en los dos hombros de la V. El punzón empuja en el centro. Contacto de tres puntos. Ese es todo el baile. Pero si tu ala es demasiado corta, nunca alcanza a apoyarse por completo sobre esos hombros. El material no puede estabilizarse. La línea de fuerza se desplaza hacia adentro y la pata rota hacia abajo dentro de la abertura.
Ninguna cantidad de tonelaje extra soluciona esa geometría. Más fuerza solo impulsa la inestabilidad más rápido.
Los libros de texto te darán tablas de longitud mínima de ala. En el taller, yo lo enseño así: tu ala debe ser lo suficientemente larga para apoyarse plana y estable sobre los hombros de la matriz antes de que el punzón empiece a actuar de manera significativa. Si no puede equilibrarse, no puede doblarse limpio. Aumenta el ala o cierra la abertura de la matriz para que los hombros se acerquen más.
La realidad del taller: He visto principiantes perseguir esto con presión. Aumentan el tonelaje 10%, 15%, pensando que la máquina está “falta de potencia”. Pero aun así, la pieza no cedió porque fue aplastada; cedió porque la geometría de soporte falló primero.
Revisa los calibradores antes de culpar a la hidráulica. Mide tu ala con respecto a la abertura de la matriz. Si las matemáticas dicen que apenas va a apoyarse, no te lo perdonará.
Así que si la geometría puede traicionarte antes de que la fuerza siquiera importe, ¿qué ocurre cuando el propio material se resiste a la dirección en la que estás doblando?
Toma ese mismo acero dulce de una octava de pulgada y dóblalo perpendicular a la dirección de laminado. Las fibras exteriores se estiran, se afinan y se mantienen. Ahora gira la pieza en blanco 90 grados para que la línea de plegado corra con la fibra.
Lo sentirás en el pedal. El metal se endurece y luego cede bruscamente. A veces se agrieta como una telaraña a lo largo del radio exterior.
El laminado en el molino alarga la estructura del grano — imagina fibras estiradas como caramelo jalado. Dobla a través de ellas y estás pidiendo que esas fibras se estiren de forma transversal. Pueden hacerlo. Dóblalas a lo largo de ellas y estarás tirando longitudinalmente de algo ya alargado. La superficie exterior supera su ductilidad más pronto.
Las tablas de radio interior mínimo suponen silenciosamente que estás doblando a través del grano. Rompe esa suposición y el radio seguro aumenta. Ignóralo, y la grieta se forma exactamente donde tu esfuerzo es más alto — en la superficie exterior en el vértice del doblez.
Aquí es donde los principiantes se confunden. Un punzón desalineado puede cargar lateralmente y crear una rotura unilateral que parece una falla de grano. ¿Entonces cómo distinguir la diferencia? Las grietas por grano siguen la línea de doblez de manera consistente a través de múltiples piezas cortadas con la misma orientación. La desalineación deja marcas irregulares en un solo hombro del troquel y patrones de desgarro inconsistentes.
Una es metalurgia. La otra es ajuste.
La repetibilidad del CNC reproducirá fielmente cualquiera de los errores. No le importa cuál elegiste.
Si la dirección gobierna el agrietamiento y la geometría gobierna la estabilidad, ¿por qué un trabajo que va bien a las 8 a. m. empieza a desviarse al mediodía?
He retirado un troquel después de una semana de producción y he visto los hombros pulidos de forma desigual, bordes ligeramente redondeados. Nada dramático. Solo lo suficiente.
Las herramientas desgastadas requieren más fuerza para lograr el mismo ángulo — un 5 a 10 por ciento más no es inusual. Los operadores no sienten ese cambio porque la máquina aún cicla suavemente. Así que ajustan un poco más de profundidad para perseguir la desviación del ángulo.
Ahora estás trabajando con un tonelaje más alto del que crees.
Si excedes la capacidad nominal de una herramienta por 20%, puedes reducir su vida útil a la mitad. Si concentras la carga total sobre una sección corta — menos de unos 60% de la distancia entre marcos laterales — empiezas a someter a tensión la geometría de la propia máquina. La cama puede desviarse. El pisón puede deformarse de manera diferente a la esperada.
Aparece variación del ángulo. La décima pieza no es idéntica a la primera porque la conversación mecánica cambió bajo tus pies.
La realidad del taller: a veces el primer doblez ya estaba mal. Una viruta bajo el troquel creó un punto de contacto. Ese pequeño punto alto se marca bajo carga, y cada golpe después exagera el patrón de desgaste. Se culpa al material. El culpable fue la disciplina de instalación.
Comprueba los calibradores en las especificaciones de tus herramientas, no solo en tu pieza. Si no conoces el límite de tonelaje de tu troquel, estás negociando a ciegas.
Pero incluso con herramientas perfectas y hombros nuevos, hay otra distorsión silenciosa esperando cerca de tu línea de doblez.
Imagina una pestaña de 1 pulgada de ancho con un orificio de 3/8 de pulgada perforado a un cuarto de pulgada de la línea de doblez. El patrón plano se ve limpio. Formas el 90.
El orificio se convierte en un óvalo.
Durante la flexión, la superficie exterior se estira y la superficie interior se comprime. Entre ellas se encuentra el eje neutral — la capa que no se estira ni se comprime de manera significativa. Todo lo que esté cerca de la línea de plegado atraviesa esas zonas de deformación. Un agujero interrumpe la continuidad del material, por lo que el esfuerzo se redistribuye alrededor de sus bordes.
Demasiado cerca, y el borde de ese agujero se ve obligado a estirarse de forma desigual. La forma circular no puede mantenerse porque un lado está en tensión y el otro en compresión.
Las reglas generales dicen que se deben mantener los agujeros al menos a una distancia igual al espesor del material — a menudo más — de la línea de plegado. En la práctica, quiero suficiente distancia para que el agujero se ubique fuera de la zona principal de deformación. Si puede “sentir” el plegado, se deformará con él.
Ninguna configuración de software evita eso. El punzón no hace una pausa para preservar tu geometría.
Y aquí es donde se ajusta el argumento: longitud del ala, dirección de la fibra, desgaste de la herramienta, ubicación del agujero — ninguno de ellos cede ante la fuerza bruta o la precisión de un servomotor. Son limitaciones que negocias antes de que el ariete descienda.
Si la flexión es una conversación entre máquina y metal, la fuerza solo inicia el diálogo. La memoria del metal — su dirección, su espesor, su necesidad de apoyo — tiene la última palabra, a menos que pienses en patrones planos y en deformaciones tridimensionales antes de pulsar el inicio del ciclo.
Si quieres diseñar patrones planos y planes de proceso que no te avergüencen en el taller, dejas de pensar en ángulos y comienzas a pensar en capas de deformación que se mueven a través del espesor.
Llámalo “prensa” y un principiante imagina fuerza. Yo imagino una lámina atrapada entre el punzón y la matriz, las fibras exteriores estirándose, las interiores arrastrándose hacia dentro, y en algún punto entre ellas un límite silencioso — el eje neutral — deslizándose hacia un nuevo hogar según el material, el radio y el método. Esa línea deslizante es la que decide si tu ala cae precisamente donde debe o se queda dos milímetros corta.
Pensar en 3D significa que dejas de dibujar una pieza doblada y empiezas a visualizar lo que hace cada capa del metal antes, durante y después del golpe. Te imaginas la dirección de la fibra resistiendo de una forma, los agujeros deformándose si están demasiado cerca de la zona de tensión, los hombros de las herramientas puliendo y cambiando la presión de contacto con el tiempo. Tu patrón plano no es una proyección geométrica. Es una predicción de cómo se desplazará ese límite interno.
Lo único que debes conservar es esto: la precisión reside en la ubicación del eje neutral, no en el ángulo final.
Eso no es evidente porque la pieza que mides es el ángulo y la longitud del ala, no la capa invisible que los determinó.
Entonces, ¿cómo diseñas alrededor de algo que no puedes ver?
Primero, debemos desenredar una trampa del taller. El factor K usado para la compensación del pliegue — la relación que indica dónde se ubica el eje neutral a través del espesor — no es el mismo “k” que usan algunas tablas para la fuerza de plegado. Uno predice la longitud plana. El otro predice la tonelada requerida. Si los confundes, perseguirás fantasmas.
Para los patrones planos, el factor K suele estar entre aproximadamente 0.33 y 0.5 del espesor. No es una constante universal. El aluminio más blando empuja el eje neutral más lejos del radio interior. El acero inoxidable suele mantenerlo más cerca. Cambia de plegado al aire a acuñado y el eje neutral se desplaza nuevamente porque el material se comprime más profundamente en la matriz. No solo cambiaste la fuerza. Cambiaste el comportamiento interno del metal.
Aquí es donde los principiantes se equivocan: diseñan a partir de las dimensiones finales, hacia atrás, usando un K predeterminado de 0.33 porque es con lo que se abrió el software. Confían en la pantalla. Cortan diez piezas planas. Luego se preguntan por qué cada ala queda larga.
La realidad del taller: en la producción con plegado al aire mediante matriz en V, la compensación teórica del pliegue a menudo pierde frente a la deducción medida del pliegue — el número que obtienes al doblar una pieza de prueba, medir el resultado y calcular hacia atrás. No es glamoroso. Es empírico. Pasa la inspección.
Cuando omites esa pieza de prueba, el prototipo va al descarte no porque el plegado sea místico, sino porque adivinaste dónde se ubicaría el eje neutral en lugar de medir dónde realmente terminó.
Verifica los calibradores en tu pieza de prueba antes de cortar una pila de piezas de producción. Un K predeterminado es un punto de partida, no una garantía.
Pero si mides una vez y lo fijas, ¿por qué el siguiente trabajo sigue desviándose?
Porque el factor K no depende solo del material. Depende del proceso.
Digamos que ajustaste un acero dulce de un octavo de pulgada con una abertura en V específica, doblado al aire a 90 grados. Ejecutaste una probeta, calculaste la deducción de doblado, actualizaste el plano de desarrollo. Perfecto. Ahora compras cambia de proveedor. Mismo espesor en el papel, resistencia al rendimiento ligeramente diferente en realidad. El eje neutro se desplaza. Tu valor fijado ahora es una ficción educada.
O cambias al método de fondo para reducir el retroceso elástico. Eso aumenta la fuerza—en ocasiones de forma drástica—y empuja el eje neutro a una posición diferente. Tu antigua deducción de doblado ya no describe esta nueva conversación entre el punzón y la lámina.
Así que el flujo de trabajo que mantiene los prototipos fuera de la chatarra se ve así:
Suena lento. Es más lento que adivinar.
Es más rápido que rehacer 200 piezas.
El prototipo suele acabar en el contenedor de chatarra porque los talleres lo tratan como una prueba de concepto en lugar de una calibración. Su verdadero trabajo es enseñarte hacia dónde decidió moverse el metal bajo tus condiciones exactas.
Si esa es la disciplina, entonces ¿qué es lo que realmente impulsa el costo en un trabajo: la máquina que compraste o el método que eliges?
No te lanzaré estadísticas falsas, pero aquí tienes una hipótesis que ya has visto desarrollarse. Dos talleres poseen prensas plegadoras similares. Uno dobla al aire todo lo que puede, acepta el retroceso elástico predecible y construye sus planos de desarrollo en torno a deducciones de doblado medidas. El otro realiza fondo en cada ángulo crítico para “fijarlo”, consumiendo más tonelaje, desgastando las herramientas más rápido y pasando más tiempo en el montaje.
Las piezas pueden parecer iguales en el plano.
El costo por pieza no lo será.
El doblado al aire utiliza menos fuerza y te da flexibilidad con los ángulos, pero exige que entiendas y predigas el retroceso elástico. El fondo reduce el retroceso elástico pero desplaza el eje neutro y eleva los requisitos de fuerza—a veces 1.5 veces o más en comparación con el doblado al aire. El acuñado puede multiplicar la fuerza varias veces más y alterar permanentemente el material en la línea de doblado. Cada método crea una respuesta del material diferente, no solo una sensación distinta en el pedal.
Cuando eliges un método, estás eligiendo con qué comportamiento del factor K estás dispuesto a convivir, cuánta abrasión de herramienta aceptarás, cuán sensible será tu patrón plano a la variación del material y cuán estrecha se vuelve tu ventana de proceso.
Llámalo “prensa” y un principiante imaginará fuerza.
Un veterano ve una negociación: cuánto dejaré que el metal regrese, cuánto lo comprimiré más allá del límite elástico, cuánta variación en el grano y el espesor puede tolerar este plan antes de salirse de especificación.
Revisa el calibrador no solo en tus piezas, sino también en tus suposiciones. Si tu patrón plano, la dirección del grano, la selección de herramientas y el método de doblado no se deciden como un solo sistema, no estás pensando en 3D, estás esperando en 2D.
Y la esperanza nunca ha enderezado una pestaña torcida.


















