

Ele tinha a tonelagem regulada mais alta do que o necessário. Aço macio de um oitavo de polegada. Dobra simples a 90 graus. A máquina gemeu, o êmbolo desceu como o dia do juízo, e quando levantou, a peça recuperou três graus, como se lhe sorrisse com desdém.
Ele olhou para o manómetro. Eu olhei para a peça.
Ele pensou que a máquina não tinha batido com força suficiente. Eu sabia que o metal simplesmente se lembrara do que fora antes.
Chama-lhe “press” e um principiante imagina força. Chama-lhe “brake” e a maioria pensa em poder de travagem. Nenhuma dessas imagens ajuda a dobrar chapa metálica de forma precisa.
A primeira vez que fiquei em frente a uma antiga prensa mecânica “press brake”—daquelas movidas por volante e embraiagem—pude sentir a energia armazenada a vibrar na estrutura. Esses primeiros modelos motorizados, como o design totalmente em aço de Hazelton de 1924, utilizavam um volante rotativo, uma manivela excêntrica e, sim, um travão real para parar o êmbolo entre golpes. Trinta golpes por minuto se tivesses coragem. Aquela máquina tinha força e um mecanismo de travagem.
Mas mesmo assim, a peça não cedia porque fosse esmagada. Cedia porque era desviada para além do seu limite elástico—o ponto em que o aço deixa de se comportar como uma mola e começa a tomar forma permanente. A força iniciava a conversa. A estrutura interna do material decidia como terminava.
Se a força bruta reinasse, porque é que o ângulo ainda se desviava quando nada mais mudava?
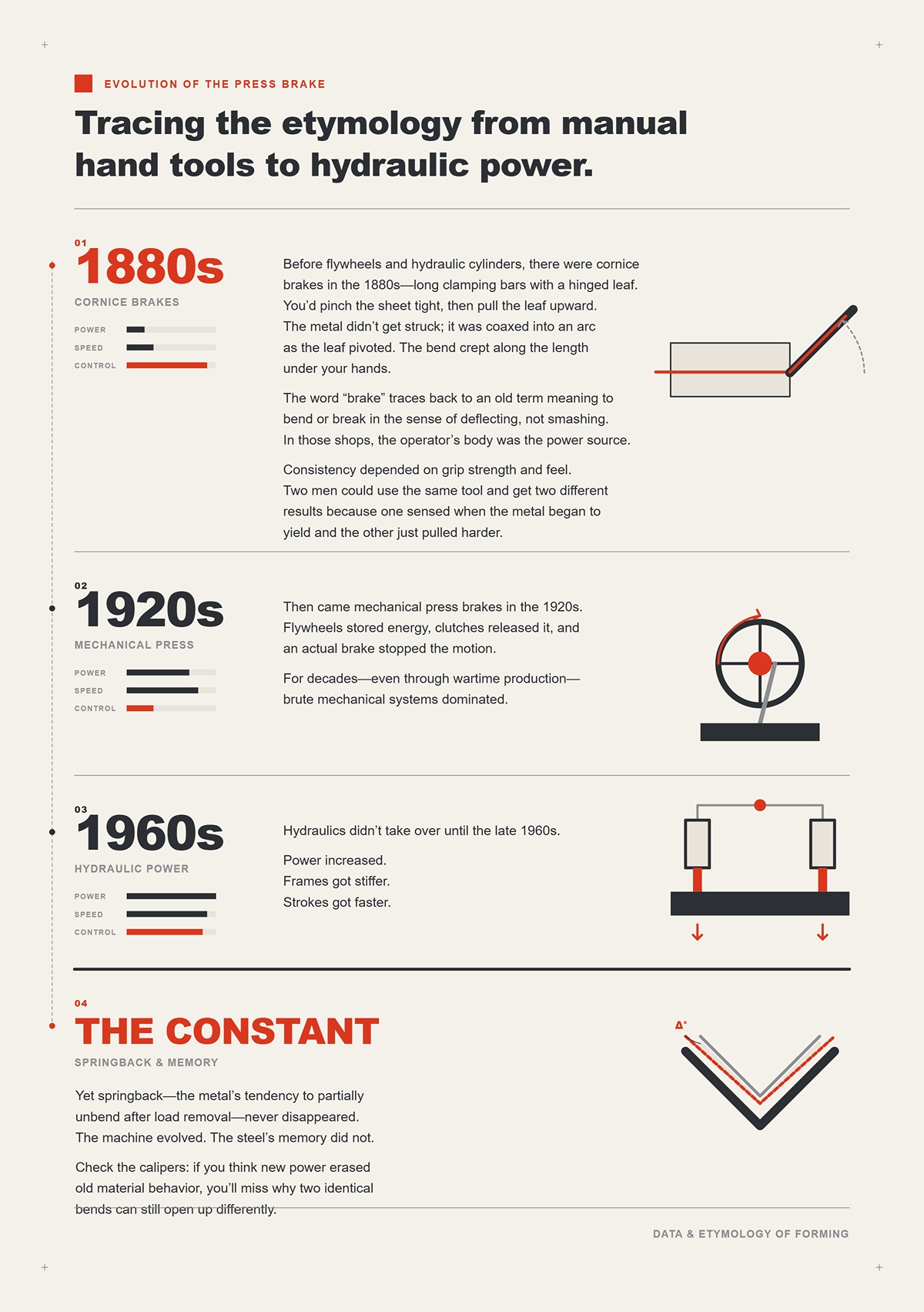
Antes dos volantes e dos cilindros hidráulicos, havia os “cornice brakes” na década de 1880—longas barras de aperto com uma aba articulada. Apertava-se bem a chapa e depois puxava-se a aba para cima. O metal não era golpeado; era persuadido a formar um arco à medida que a aba rodava. A dobra avançava ao longo do comprimento sob as tuas mãos.
A palavra “brake” tem origem num termo antigo que significava dobrar ou quebrar no sentido de desviar, não de esmagar. Nesses ateliers, o corpo do operador era a fonte de potência. A consistência dependia da força de preensão e da sensibilidade. Duas pessoas podiam usar a mesma ferramenta e obter dois resultados diferentes porque uma percebia quando o metal começava a ceder e a outra apenas puxava com mais força.
Depois vieram as prensas mecânicas na década de 1920. Os volantes armazenavam energia, as embraiagens libertavam-na e um travão real parava o movimento. Durante décadas—até mesmo através da produção de guerra—os sistemas mecânicos de força bruta dominaram. Os hidráulicos não tomaram conta do setor até ao final dos anos 60.
A potência aumentou. As estruturas ficaram mais rígidas. Os cursos tornaram-se mais rápidos.
Mas o “springback”—a tendência do metal para se desdobrar parcialmente após a remoção da carga—nunca desapareceu. A máquina evoluiu. A memória do aço não.
Verifica os cálipers: se pensares que a nova potência apagou o antigo comportamento do material, perderás de vista porque é que duas dobras idênticas ainda podem abrir de forma diferente.

Fica junto de uma moderna prensa hidráulica e não encontrarás nenhum travão de fricção a deter um volante. Encontras cilindros que impulsionam óleo sob pressão, controlando a posição por deslocamento de fluido. O êmbolo não se abate e pára; avança e recolhe sob fluxo medido. Esse controlo é o que define os sistemas CNC atuais—onde profundidade de curso, velocidade e repetibilidade são programadas em vez de adivinhadas. Soluções como as prensas CNC da CN-HAWE baseiam-se neste princípio, com investigação e desenvolvimento contínuos em dobragem, automatização e controlo inteligente, transformando a força hidráulica em geometria previsível em vez de impacto bruto.
Então, porque manter a palavra?
Porque o trabalho nunca foi sobre parar o movimento. Foi sobre mudar de direção—forçar a chapa plana a uma nova geometria. O “brake”, em espírito, refere-se à deflexão. O travão literal de 1924 é, na maioria, uma nota histórica.
Aqui está a armadilha: se ouvires “prensa”, vais atrás dos gráficos de tonelagem. Se ouvires “travão” e pensares “parar”, imaginas que o controlo é apenas sobre deter o êmbolo na profundidade certa. Mas a precisão do ângulo não depende só de onde o êmbolo para. Depende do quanto as fibras do material na parte exterior da dobra se esticam, de quanto o interior se comprime e de como recuperam depois de a pressão desaparecer.
O êmbolo pode parar exatamente no alvo e a peça ainda pode mover-se depois de estar livre.
O que é que isso diz sobre quem está realmente no comando?
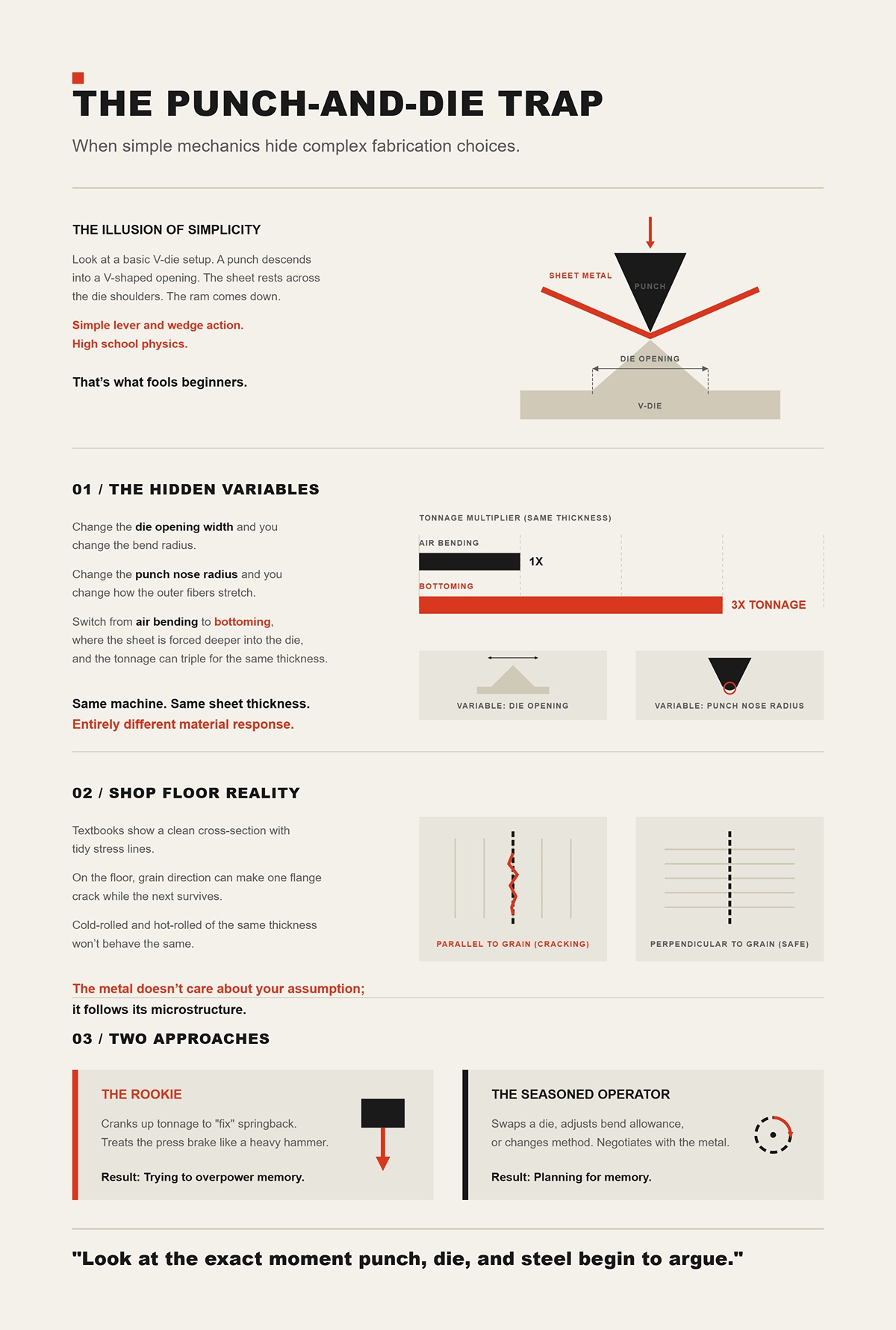
Observa uma configuração básica de matriz em V. Um punção desce para dentro de uma abertura em forma de V. A chapa assenta sobre os ombros da matriz. O êmbolo desce. Ação simples de alavanca e cunha. Física do ensino secundário.
É isso que engana os principiantes.
Altera a largura da abertura da matriz e alteras o raio da dobra. Altera o raio do nariz do punção e mudas a forma como as fibras exteriores se esticam. Passa da flexão no ar — onde a chapa toca na ponta do punção e nos ombros da matriz — para o encosto, onde é forçada mais fundo na matriz, e a tonelagem pode triplicar para a mesma espessura.
Mesma máquina. Mesma espessura de chapa. Resposta do material completamente diferente.
A Realidade do Chão da Oficina: Os manuais mostram uma secção transversal limpa com linhas de tensão arrumadas. No chão, a direção do grão pode fazer uma aba rachar enquanto a próxima sobrevive. Laminado a frio e laminado a quente com a mesma espessura não se comportam da mesma forma. O metal não se preocupa com as tuas suposições; segue a sua microestrutura.
Assim, quando um novato aumenta a tonelagem para “corrigir” o retorno elástico, trata o travão de prensa como um martelo pesado. Quando um operador experiente troca a matriz, ajusta a tolerância da dobra ou muda o método, ele está a negociar.
Um tenta dominar a memória.
O outro planeia para ela.
E é aí que temos de olhar a seguir: não para a placa de classificação da máquina, mas para o momento exato em que punção, matriz e aço começam a discutir.
Desliza uma tira de aço macio de um oitavo de polegada sobre uma matriz em V e faz descer o punção devagar o suficiente para ouvires o óleo sussurrar. O primeiro contacto não é um impacto. É um beliscar nos ombros da matriz e um toque na ponta do punção. Por um instante, nada visível acontece. Depois, a chapa começa a ceder entre esses dois ombros, fibras no topo a esticar, fibras por baixo a juntarem-se. Essa cedência silenciosa — mesmo ali — é onde o ângulo final é decidido.
Três pontos de contacto. Punção. Ombro esquerdo. Ombro direito. Um triângulo de forças. O êmbolo só se move para baixo, mas o material flui em arco porque esses três pontos o obrigam. Se pensas que a máquina está a “dobrar” o metal, perdes o essencial. A máquina cria as condições. O aço escolhe como se reorganizar dentro dessas condições.
Essa escolha vive abaixo do que podes ver.
Pega nessa mesma tira e imagina cortá-la através da dobra e observar os grãos ao microscópio. O aço não é um bloco sólido; é uma multidão de cristais — grãos — cada um com a sua própria orientação. Dentro de cada grão há deslocações, pequenas imperfeições em linha que permitem que camadas de átomos deslizem umas sobre as outras quando a tensão é suficientemente alta.
À medida que o punção desce, a superfície exterior entra em tensão. Os átomos são ligeiramente separados, as ligações esticadas. A superfície interior entra em compressão; os átomos aproximam-se. No início, é elástico — como uma mola. Remove a carga e a rede retorna imediatamente ao seu espaçamento original.
Empurra um pouco mais fundo e essas descontinuidades começam a mover-se. Elas deslizam ao longo dos planos cristalográficos, permitindo que uma camada de átomos deslize sobre outra. Isso é deformação plástica. Deformação permanente. A estrutura do grão alonga-se na parte exterior da curvatura e engrossa ligeiramente na parte interior. O eixo neutro — a linha imaginária que não sofre alongamento nem compressão — desloca-se em direção ao raio interior porque o aço tolera melhor a tração do que a compressão antes de encurvar.
Esse deslizamento é o motivo pelo qual o teu cálculo do padrão plano nunca corresponde exatamente ao manual. O chamado fator k — razão que descreve onde esse eixo neutro se situa na espessura — varia entre cerca de 0,25 e 0,5 na maioria dos trabalhos com chapa. Muda com a espessura, o raio, o método. Não é uma constante da natureza; é a impressão digital da tua configuração.
A Realidade do Chão de Fábrica: Os manuais desenham um diagrama limpo de metade compressão, metade tração. No torno, sentes as fibras internas começarem a fluir e as externas a ficarem mais finas. A direção do grão pode fazer com que uma aba resista e outra rasgue sob o mesmo punção. As moléculas não leem o desenho técnico.
Verifica o paquímetro antes de culpares a profundidade do êmbolo. Se a tua suposição sobre o eixo neutro estiver errada, a tua tolerância de dobra vai enganar-te.
Então, se os sistemas internos de deslizamento do metal decidem quando o elástico se torna plástico, que papel desempenha realmente a geometria da matriz?
Prepara duas matrizes na mesma máquina. Uma tem uma abertura de 1 polegada. A outra, de 2 polegadas. Dobra a mesma tira de 1/8 de polegada a 90 graus usando a técnica de “air bending” — o que significa que apenas a ponta do punção e os ombros da matriz tocam na chapa, e esta nunca assenta completamente no fundo.
Com a matriz de 1 polegada, o raio interno da dobra fica mais apertado, cerca de 0,16 polegadas em muitos aços macios. Troca para a matriz de 2 polegadas e o raio aumenta, frequentemente para cerca de 0,32 polegadas. Mesmo punção. Mesma configuração de tonelagem. Raio diferente porque a chapa atravessa um espaço mais largo antes de ceder.
Uma matriz mais larga significa menos apoio sob a chapa. O material tem de se desviar mais antes que a tensão na ponta do punção ultrapasse o limite de escoamento. Isso aumenta o raio interno e reduz a percentagem de material acima do limite de escoamento. Fica mais comportamento elástico na secção transversal.
É por isso que a largura da matriz controla o “springback” mais do que a maioria dos principiantes espera. Uma matriz estreita força mais da espessura além do limite de escoamento — mais zona plástica, menos memória elástica para recuperar. Uma matriz larga deixa um núcleo elástico maior.
Chama-lhe uma “prensa” e um principiante imagina força. Eu olho primeiro para a tabela de matrizes.
A Realidade do Chão de Fábrica: O “air bending” é flexível. Podes trabalhar com espessuras diferentes na mesma matriz se aceitares alguma variação de ângulo. O “bottoming” ou “coining” — em que o punção força a chapa mais fundo na cavidade da matriz — exige muito mais tonelagem, mas trava o ângulo com mais precisão porque estás a deformar plasticamente quase toda a zona de dobra. Métodos diferentes manipulam a mesma física em proporções diferentes.
Verifica o paquímetro na abertura da matriz. Se for oito vezes a espessura do material quando a tua tabela assumia seis, o erro de ângulo não é um mistério — é geometria.
Mas mesmo com a matriz “certa”, as peças ainda se abrem depois de as libertares.
Porquê?
Dobra essa tira a 90 graus perfeitos sob carga. Mantém nessa posição. Liberta a pressão. Observa-a abrir até 92 graus.
Nada se moveu na máquina. Tudo se moveu dentro do aço.
Lembra-te daquela região elástica de que falámos — a parte da espessura que nunca ultrapassou o limite de escoamento? Os átomos aí foram apenas esticados, não reorganizados. Quando removes o punção, essas ligações puxam de volta para o espaçamento original. As fibras comprimidas internas empurram para fora. As fibras tracionadas externas contraem-se. A secção transversal inteira roda ligeiramente até que as tensões internas se equilibrem.
Aços com maior limite de escoamento — como alguns graus de alta resistência e baixa liga — armazenam mais energia elástica antes de ceder. Isso significa mais “springback” para a mesma geometria. O alumínio, com módulo de elasticidade mais baixo, comporta-se de forma diferente. Dois materiais, mesma espessura, mesma matriz, ângulos finais diferentes.
Não “eliminas” o “springback” com mais força, a menos que avances mais fundo na deformação plástica — seja com raio mais apertado, matriz menor ou “coining”. Caso contrário, estás apenas a empurrar mais forte contra a mesma parede elástica.
A realidade no chão de fábrica: os operadores aprendem a dobrar em excesso. Se a experiência diz que esta configuração recupera dois graus, apontas para 88 sob carga para chegares a 90 livre. Esse número não é mágico. É memória — registada a partir de lutas anteriores entre essa liga e essa matriz.
Mas se o retorno elástico depende de quanto da secção transversal ultrapassou o limite elástico, isso não nos traz de volta às tabelas de tonagem?
Observa uma fórmula padrão de tonagem para dobra aérea em aço macio: a tonagem por pé é proporcional ao quadrado da espessura do material dividido pela abertura da matriz. Duplica a espessura e a força necessária quadruplica. Reduz para metade a abertura da matriz e a tonagem duplica.
Essa equação não se importa com o tamanho da tua máquina. Importa-se com o limite elástico — a tensão onde as deslocações começam a mover-se.
Se a tua prensa tem uma capacidade de 100 toneladas e o trabalho precisa de 40, as 60 toneladas extra não te compram precisão. Dão-te margem de segurança e talvez a opção de cunhar. A precisão continua a depender de teres escolhido uma largura de matriz que crie a proporção certa entre plástico e elástico e que tenhas considerado o limite elástico e o módulo do aço.
Já vi novatos aumentarem a pressão para “apertar” uma dobra em conformação aérea. O veio atinge a profundidade programada, o manómetro marca uma pressão mais alta, e a peça continua a recuperar os mesmos dois graus. Porque até mudares a geometria ou o método, não mudaste a distribuição interna de tensões — apenas o quanto empurraste para lá chegares.
A força é o bilhete de entrada. O limite elástico define as regras do jogo.
E quando percebes isso, a próxima questão não é quão grande precisas que a máquina seja.
É qual método de dobra te permite negociar com essas regras em vez de lutar contra elas às cegas.
Tenho um contentor cheio de amostras de aço macio de um oitavo de polegada dobradas a 90 graus na mesma matriz em V. Mesmo punção. Mesma máquina. A única coisa que mudei foi a profundidade do veio por alguns milésimos de polegada de cada vez. Algumas peças ficam em 89,5 graus. Outras em 90,3. Nenhuma tocou no fundo da matriz.
Isso é dobra aérea.
Na dobra aérea, a chapa contacta a ponta do punção e os dois ombros da matriz em V. Três pontos. O punção nunca empurra o material totalmente para dentro da cavidade da matriz. O ângulo final é controlado por quão fundo o punção entra nesse espaço aberto. Muda a profundidade um mínimo, e o ângulo altera-se. Muda a espessura do material por alguns milésimos, e o ângulo muda novamente porque o eixo neutro — a camada que nem alonga nem comprime — move-se ligeiramente.
Não estás a forçar o metal a corresponder ao ângulo da matriz. Estás a negociar com o seu retorno elástico.
Eis o mecanismo. Quanto mais ampla a abertura da matriz em relação à espessura — digamos, oito vezes a espessura para aço macio — maior o núcleo elástico deixado na zona da dobra. Esse núcleo elástico armazena energia. Quando libertas o punção, essa energia armazenada faz a dobra abrir. Na dobra aérea, confias numa dobra controlada em excesso para atingir o ângulo alvo após a libertação. A precisão depende de uma variável: a profundidade de penetração do punção.
As prensas CNC modernas sabem isto. Alguns sistemas disparam um laser ao longo da linha de dobra e medem o ângulo em tempo real — até 100 leituras por segundo — ajustando a profundidade do veio instantaneamente. Acrescenta cerca de um segundo por dobra. Em teoria, isto fecha o ciclo e elimina as antigas conjeturas.
Mas mesmo com compensação dinâmica e feedback a laser, a maioria das oficinas em produção real obtém ±0,5 graus em execuções típicas. Não porque a máquina seja fraca. Porque a espessura da chapa varia. A direção do grão altera o retorno elástico. O operador posiciona a peça ligeiramente diferente contra o batente traseiro. O metal é teimoso. Lembra-se de como foi laminado.
A força da dobra aérea é a flexibilidade. Uma única matriz pode lidar com uma gama de espessuras se aceitares alguma variação no ângulo. A preparação é rápida. O custo das ferramentas é menor. A tonagem é modesta em comparação com o bottoming — muitas vezes uma fração. Estás a dobrar principalmente pela geometria, não por compressão bruta.
A Realidade do Chão de Fábrica: Os manuais chamam o dobramento por ar de “menos preciso”. No papel, sim — porque o ângulo da matriz não fixa a peça. Na prática, é a maneira mais rápida de produzir peças variadas sem trocar as ferramentas a cada hora. Troca-se uma margem estreita de variação angular por velocidade e adaptabilidade. Essa troca é intencional.
Verifica o paquímetro na pilha de chapas antes de culpares o CNC. Uma variação de espessura de três milésimos pode alterar o ângulo mais do que um motor de servo novo alguma vez conseguiria.
Então, se o dobramento por ar deixa espaço para o metal “responder”, o que fazes quando o desenho especifica ±0,25 graus e o inspetor realmente tem um transferidor em condições de uso?
Pega na mesma tira de um oitavo de polegada e empurra-a mais fundo — até que o punção force o material a quase contactar totalmente as paredes da matriz. Agora estás a fazer dobramento a fundo. Aumenta a força novamente para que a ponta do punção comprima plasticamente a linha de dobra, afinando-a ligeiramente e alisando os grãos pela força. Isso é cunhagem.
Sente a diferença no pedal. O dobramento por ar pode exigir, por exemplo, 20 toneladas numa dada configuração. Dobrar a fundo a mesma peça pode requerer de quatro a oito vezes mais tonagem, porque já não estás apenas a exceder o escoamento nas fibras externas — estás a deformar plasticamente quase toda a secção transversal e a pressioná-la contra um ângulo de matriz fixo.
Mecanicamente, isso muda tudo.
No dobramento a fundo, é o ângulo da matriz — não apenas a profundidade do curso — que dita a dobra final. O retorno elástico diminui porque há menos núcleo elástico a recuperar. Na cunhagem, vais mais longe: excedes o limite de escoamento em quase toda a espessura na linha de dobra. Já não estás a negociar. Estás a reescrever a memória do metal pela força.
Mas mesmo assim, a peça não cedeu por ter sido esmagada. Cedeu porque levaste a tensão para além do limite de escoamento em todas as zonas que importam.
A precisão melhora. Em condições controladas, máquinas de topo com ferramentas adequadas podem manter ±0,1 a ±0,2 graus. Esse é o número do folheto. Numa terça-feira húmida, com lotes de material mistos e um operador cansado, a realidade volta para perto de ±0,5. A variação externa não desaparece só porque tens mais tonagem.
E o custo?
Maior força significa máquinas mais pesadas, mais desgaste nas ferramentas, correspondência mais rigorosa do ângulo da matriz e menor margem de tolerância. Se a tua matriz está retificada para 88 graus e o desenho exige 90 após retorno elástico, é melhor conheceres o comportamento do teu material a fundo. Há pouco espaço para “aproximar-te” do ângulo como se faz no dobramento por ar, ajustando a profundidade.
A Realidade do Chão de Fábrica: Cunhar é satisfatório. A dobra encaixa-se no lugar e mal se move após a libertação. Mas pagas por essa confiança em tonagem, precisão da ferramenta e configuração mais lenta. Este método é escolhido quando a tolerância o exige — não porque o operador goste do som da máquina a gemer.
Verifica o paquímetro no raio da ponta do punção. Na cunhagem, uma ponta desgastada não muda apenas o aspeto — altera a distribuição da tensão e o teu ângulo junto com ela.
Portanto, a escolha não é qual método é “melhor”. É qual erro podes suportar: meio grau de variação no retorno elástico ou uma configuração longa com força elevada e restrições apertadas nas ferramentas?
Imagina dois trabalhos no programa.
Trabalho A: 200 suportes em aço macio, tolerância ±1 grau, vários comprimentos de aba, material de lotes mistos. Trabalho B: 5.000 caixas em aço inox, ±0,25 graus nas bordas visíveis, mesma espessura em toda a produção.
Executar o Trabalho A com dobramento a fundo fará perder mais tempo a ajustar ângulos e tonagem do que a tolerância exige. Dobra por ar, regista o excesso de dobra para esse lote e segue em frente. A memória do metal varia ligeiramente? A tolerância absorve isso.
Executar o Trabalho B com dobramento por ar e esperar que a espessura e a direção do grão se comportem? Vais andar a corrigir ângulos o dia todo, mesmo com retorno a laser. Faz dobramento a fundo ou cunhagem, fixa a geometria à matriz e aceita a tonagem superior como o preço da consistência.
Chama-lhe uma “prensa” e um principiante imagina força. Um operador experiente vê um menu de estratégias de deformação.
Isto é a negociação. O dobramento ao ar diz: aceitarei alguma recuperação elástica e gerirei isso com controlo de profundidade e feedback. O assentamento diz: reduzirei a tua capacidade de recuperar, deformando plasticamente uma maior parte da tua secção transversal. A cunhagem diz: eliminarei praticamente o teu argumento, excedendo o limite de escoamento em toda a linha de dobra.
Os sistemas CNC modernos que “aprendem” o retorno elástico pela direção do grão não anulam esta escolha. Apenas a refinam. Mesmo a máquina mais inteligente continua a operar dentro da física que define quanto da espessura ultrapassa o limite de escoamento. O software pode compensar variações; não pode revogar o módulo de elasticidade.
A margem de erro com que vives é definida no momento em que escolhes o método. A tonagem apenas torna essa escolha possível — não define a sua precisão.
E quando passas a ver a dobra como uma decisão estratégica sobre quanta da memória do metal estás disposto a deixar intacta, a próxima pergunta deixa de ser “Quão grande é a máquina?” e passa a ser “Quão repetível é o meu processo do primeiro ao cinco milésimo componente?”
Se estás a avaliar como padronizar essa repetibilidade entre turnos, materiais e volumes de produção, pode ser útil comparar métodos, estratégia de ferramentas e opções de controlo com um parceiro técnico. Com investimento contínuo em I&D de prensas e desenvolvimento de equipamentos inteligentes, a CN-HAWE apoia os fabricantes na harmonização do método de dobra, do nível de automação e do controlo de processo com os verdadeiros objetivos de produção. Podes iniciar a conversa aqui: contactar a CN-HAWE para discutir a tua aplicação, tolerâncias e metas de produtividade.
Tornas o processo repetível decidindo o que vais controlar — e depois recusando deixar essa variável fugir.
Esse é todo o jogo, do primeiro ao cinco milésimo componente. Não são cilindros maiores. Não são bombas mais ruidosas. É controlo.
Já trabalhei com aço macio de um oitavo de polegada numa prensa manual com manivela e numa CNC servoacionada com eixos suficientes para envergonhar um maquinista. O metal não se importou. Continuou a tentar recuperar. O que mudou não foi a sua memória. O que mudou foi a nossa. A máquina que se lembra do que a última peça fez é a que vence a longo prazo.
Dado que a CN-HAWE investe mais de 8% das receitas anuais de vendas em investigação e desenvolvimento. A ADH opera capacidades de I&D em prensas dobradeiras, para leitores que procuram materiais detalhados, Brochuras é um recurso útil de seguimento.
Chama-lhe uma “prensa” e um principiante imagina força. Um veterano imagina um sistema capaz de repetir uma decisão sem se cansar.
A repetibilidade é a moeda porque, uma vez escolhidos o dobramento ao ar, o assentamento ou a cunhagem — uma vez decidido quanta da teimosa memória física do metal deixarás intacta — a única coisa entre ti e o desperdício é saber se consegues atingir as mesmas condições, vez após vez. Mesmo comprimento de aba. Mesma profundidade. Mesma sequência. Mesma correção de retorno elástico.
A negociação não muda. A disciplina, sim.
Então, onde vive realmente essa disciplina?
A primeira dobra lisonjeia-te. A segunda expõe-te.
Um principiante alinha uma chapa a olho, encosta-a a um batente, faz uma dobra limpa a 90 graus e sorri. Depois vira a peça para a aba de retorno e, de repente, as dimensões não batem certo. O ângulo pode estar perfeito. A localização não. Essa é a lição do batente traseiro.
O batente traseiro é simplesmente um sistema de posicionamento — dedos que definem o quanto a chapa desliza sob o punção antes de pisares o pedal. Controla onde a dobra acontece, não como o metal flui dentro da matriz. Confunde isso e vais estar a perseguir o problema errado toda a semana.
Em prensas manuais mais antigas, esse batente move-se sobre um parafuso ou cremalheira que ajustas manualmente. Lês uma escala. Travas-a. E cada vez que reajustas para uma nova aba, introduces a variável mais antiga da manufactura: o polegar humano. Pode ler mal. Pode tocar. Pode esquecer-se de apertar a braçadeira.
A Realidade do Chão de Fábrica: O indicador pode marcar 2,000 polegadas. Mas se o batente estiver gasto ou a viga não estiver perpendicular, a chapa vai encostar primeiro num dos lados e deslizar. Vais jurar que a fita métrica está errada. Não está.
Os modernos sistemas de medição traseira CNC movem-se com motores de servo nas eixos X, R e Z — para a frente e para trás, para cima e para baixo, para a esquerda e para a direita. Conseguem repetir posições com uma precisão de centésimas de milímetro se as guias estiverem direitas e a viga paralela. Esse “se” é a parte que os folhetos publicitários sussurram.
Porque a repetibilidade não é automática. É mantida. Se os carris lineares se desgastarem ou a matriz não estiver paralela dentro de algumas centésimas, aquele sofisticado sistema de posicionamento limita-se a repetir um erro muito consistentemente.
Verifica os paquímetros na tua pilha de abas, não apenas a leitura no ecrã. Se as peças duas a dez se afastam, o problema não é força. É referência.
Mas o posicionamento por si só não corrige o retorno elástico. Ele apenas garante que dobras no mesmo sítio todas as vezes. Então, como é que o CNC realmente controla o próprio ângulo?
O CNC conquistou o chão de fábrica porque se lembra do que o metal fez da última vez — e ajusta-se antes de pedires.
Especialmente em dobragem ao ar, o ângulo depende da profundidade. Um pouquinho mais fundo e dobras apenas o suficiente para contrariar o retorno elástico. Numa máquina manual, aproximas-te dessa profundidade pelo tato. Dobras, medes, ajustas o batente, dobras outra vez. Aceitável para vinte peças. Miserável para duas mil.
Uma prensa dobradeira CNC guarda essa correção. Se a primeira peça recupera para 91 graus quando queres 90, programas uma fração extra de profundidade. O martelo move-se até essa posição exata em cada ciclo. Alguns sistemas chegam a ler o ângulo em tempo real com sensores a laser e ajustam durante o curso. Não é mais força. É uma conversa mais inteligente.
Mas aqui está o problema que a maioria das oficinas aprende da maneira difícil: a automação não elimina o erro. Ela muda-o de lugar.
Se programares a espessura errada, a abertura de matriz errada ou a sequência errada, a máquina vai produzir quinhentos erros idênticos antes do almoço. Um operador manual podia tê-lo percebido pelo tato na terceira peça.
Os sistemas de medição traseira multi-eixo permitem-te executar peças complexas numa única configuração. Os dedos movem-se para a esquerda e para a direita, para cima e para baixo, para que não tenhas de virar e referenciar de novo a chapa entre dobras. Eficiência, sim. Mas obriga-te a pensar na sequência antes de carregares em iniciar ciclo. Uma má suposição sobre a ordem das dobras e a peça bloqueia-se contra a ferramenta a meio do processo.
Essa é a troca: o CNC dá-te correção repetível para a memória do metal — mas exige que assumas uma estratégia desde o início.
Mas mesmo assim, a peça não cedeu porque foi esmagada. Cedeu porque ultrapassaste o limite de escoamento da tensão em todos os pontos relevantes. O CNC pode compensar a recuperação elástica; não pode revogar o módulo de elasticidade.
Então, quando é que toda essa memória e sequenciação realmente te atrasam em vez de ajudar?
Se os teus trabalhos mudam todas as tardes, a simplicidade pode vencer a sofisticação.
Imagina uma pequena oficina que faz lotes curtos — dez suportes aqui, quinze painéis ali — materiais mistos, desenhos marcados à mão, clientes que alteram o comprimento de uma aba enquanto estás a montar. Nesse contexto, o tempo gasto a programar os eixos e a sequenciar as dobras pode ultrapassar o benefício da precisão dos servos.
Um operador experiente numa prensa manual pode ajustar-se no momento. Sentir o retorno elástico. Ajustar o batente de profundidade. Mover o sistema de medição traseira um milímetro e meio sem navegar por ecrãs. A negociação com o metal acontece em tempo real, não num guião pré-escrito.
Essa flexibilidade também é uma forma de repetibilidade — repetibilidade humana. Mais lenta, sim. Dependente de habilidade. Mas para volumes baixos, pode ser a escolha económica mais inteligente porque o custo de um erro de programação num CNC é amplificado pela velocidade.
A realidade do chão de fábrica: Um travão manual não esconde a sua folga. Vê-se. Sente-se o jogo no fuso. Compensa-se instintivamente. Um CNC pode mascarar o desgaste até que as peças comecem, silenciosamente, a sair da tolerância.
Verifica os calibres das tuas expectativas. Se precisas de cinco mil caixas idênticas, a memória vence o músculo sempre. Se precisas de cinco peças personalizadas antes do almoço, por vezes a máquina mais inteligente do edifício é aquela que está ligada a um par de mãos experientes.
E mesmo com o melhor CNC que o dinheiro pode comprar, há sempre algo na chapa que não se pode programar.
No inverno passado dobrámos uma série de suportes em aço macio de um oitavo de polegada. Mesmo programa. Mesmo matriz. Mesmo operador. A peça três rachou ao longo do exterior da dobra como se alguém tivesse passado uma lâmina por ela. As duas primeiras estavam impecáveis.
Nada mudou no ecrã.
O que mudou foi a chapa. O grão proveniente da laminação corria paralelo à linha de dobra nessa terceira peça. O aço tem uma direção preferida para se esticar. Não se vê a menos que saibas o que procurar, mas ouve-se quando rasga.
Essa é a propriedade que o teu CNC não pode anular: anisotropia — uma palavra sofisticada que significa que o metal comporta-se de forma diferente dependendo da direção. A prensa dobradeira pode atingir profundidades dentro de centésimos. Não pode reorganizar a estrutura cristalina. Chama‑lhe uma “prensa” e um principiante imagina força. Um veterano imagina direção.
E a direção manifesta‑se em locais que o teu modelo CAD nunca te avisou.
Imagina uma chapa de 14‑gauge, cerca de 0,075 polegadas de espessura, e programas uma aba de meia polegada. Colocas‑a numa matriz em V aberta oito vezes a espessura — digamos 0,600 polegadas de largura, exatamente dentro da regra prática de 6–8×. Ciclas o aríete.
Em vez de um ângulo nítido de 90 graus, a perna inclina‑se. A peça tombou. Parece que está a cair dentro da matriz.
Porque está.
Na dobra ao ar, a chapa assenta nos dois ombros da matriz em V. O punção pressiona no centro. Contacto em três pontos. Essa é toda a dança. Mas se a tua aba for demasiado curta, nunca chega a apoiar‑se totalmente nesses ombros. O material não se consegue estabilizar. A linha de força desloca‑se para o interior e a perna roda para baixo na abertura.
Nenhuma quantidade de tonelagem extra resolve essa geometria. Mais força apenas acelera a instabilidade.
Os manuais dão‑te tabelas de comprimento mínimo de aba. No chão de fábrica, ensino‑o assim: a tua aba tem de ser suficientemente longa para pousar plana e estável sobre os ombros da matriz antes de o punção envolver significativamente. Se não consegue equilibrar‑se, não consegue dobrar com limpeza. Aumenta a aba ou fecha a abertura da matriz para que os ombros fiquem mais próximos.
A realidade do chão de fábrica: Já vi principiantes tentarem resolver isto com pressão. Aumentam a tonelagem 10%, 15%, pensando que a máquina está “subpotenciada”. Mas mesmo assim, a peça não cedeu porque foi esmagada; cedeu porque a geometria de suporte falhou primeiro.
Verifica os calibres antes de culpares a hidráulica. Mede a tua aba em relação à abertura da matriz. Se a matemática disser que mal consegue fazer a ponte, não te vai perdoar.
Então, se a geometria te pode trair antes mesmo de a força importar, o que acontece quando o próprio material resiste à direção em que estás a dobrar?
Pegue esse mesmo aço macio de um oitavo de polegada e dobre-o perpendicularmente à direção de laminação. As fibras externas esticam, afinam e mantêm-se. Agora rode a peça 90 graus para que a linha de dobra acompanhe o grão.
Vai senti-lo no pedal. O metal endurece, depois cede abruptamente. Às vezes forma fissuras em forma de teia ao longo do raio exterior.
A laminação na fábrica alonga a estrutura do grão — imagine fibras esticadas como rebuçado puxado. Dobre atravessando-as e está a pedir que essas fibras se estiquem lateralmente. Elas conseguem. Dobre na direção delas e está a puxar longitudinalmente algo já alongado. A superfície exterior ultrapassa a sua ductilidade mais cedo.
Os gráficos de raio interior mínimo assumem silenciosamente que está a dobrar atravessando o grão. Quebre essa suposição e o raio seguro aumenta. Ignore-a, e a fissura forma-se exatamente onde o esforço é maior — a superfície exterior no ápice da dobra.
Agora é aqui que os principiantes se enganam. Um punção desalinhado pode aplicar carga lateral e criar fissuras de um lado só que parecem falha de grão. Então como distinguir a diferença? As fissuras de grão seguem a linha de dobra de forma consistente em várias peças cortadas na mesma orientação. O desalinhamento deixa marcas irregulares num dos ombros da matriz e padrões de rasgo inconsistentes.
Uma é metalurgia. A outra é configuração.
A repetibilidade CNC irá reproduzir fielmente qualquer erro. Não se importa com qual escolheu.
Se a direção governa a fissuração e a geometria governa a estabilidade, então por que é que um trabalho que corre bem às 8 da manhã começa a desviar-se ao almoço?
Já retirei uma matriz após uma semana de produção e vi os ombros polidos de forma desigual, as bordas ligeiramente arredondadas. Nada dramático. Só o suficiente.
Ferramentas gastas exigem mais força para atingir o mesmo ângulo — mais 5 a 10 por cento não é incomum. Os operadores não sentem essa mudança porque a máquina continua a cicloar suavemente. Então ajustam um pouco mais de profundidade para corrigir o desvio do ângulo.
Agora está a operar com uma tonelagem mais alta do que pensa.
Ultrapasse a capacidade nominal de uma ferramenta em 20% e pode reduzir a sua vida útil para metade. Concentre a carga total numa secção curta — menos de cerca de 60% da distância entre as armações laterais — e começa a sobrecarregar a própria geometria da máquina. A mesa pode deformar-se. O pistão pode fletir de forma diferente do esperado.
A variação de ângulo aparece. A décima peça não é idêntica à primeira porque a conversa mecânica mudou debaixo dos seus pés.
A realidade no chão de fábrica: às vezes a primeira dobra já estava errada. Uma aparas sob a matriz criou contacto pontual. Esse pequeno ponto alto forma uma marca sob carga, e cada golpe depois disso exagera o padrão de desgaste. O material é culpado. A disciplina de instalação foi o verdadeiro culpado.
Verifique os cálipers nos limites de tonelagem da sua ferramenta, não apenas na peça. Se não conhece o limite de tonelagem da matriz, está a negociar às cegas.
Mas mesmo com ferramentas perfeitas e ombros novos, há outra distorção silenciosa à espera perto da linha de dobra.
Imagine uma aba de 1 polegada de largura com um furo de 3/8 de polegada perfurado a um quarto de polegada da linha de dobra. O padrão plano parece limpo. Forma o ângulo de 90.
O furo torna-se oval.
Durante a dobra, a superfície exterior estica e a superfície interior comprime. Entre elas encontra-se o eixo neutro — a camada que não se estica nem se comprime significativamente. Qualquer coisa próxima da linha de dobra atravessa essas zonas de deformação. Um furo interrompe a continuidade do material, fazendo com que as tensões se redistribuam ao redor das suas bordas.
Demasiado próximo, e a borda desse furo é forçada a esticar-se de forma irregular. A forma circular não consegue manter-se porque um dos lados está em tração e o outro em compressão.
As regras práticas dizem para manter os furos a pelo menos uma espessura de material — muitas vezes mais — afastados da linha de dobra. Na prática, quero uma distância suficiente para que o furo fique fora da zona principal de deformação. Se ele “sentir” a dobra, vai deformar-se juntamente com ela.
Nenhuma definição de software impede isso. O punção não pausa para preservar a tua geometria.
E é aqui que o argumento se aperta: comprimento da aba, direção da fibra, desgaste da ferramenta, posição dos furos — nenhum deles cede à força bruta ou à precisão do servomotor. São restrições que se negociam antes que o martelo desça.
Se a dobra é um argumento entre máquina e metal, a força apenas abre a conversa. A memória do metal — a sua direção, a sua espessura, a sua necessidade de suporte — tem a última palavra a menos que penses em padrões planos e deformações tridimensionais antes mesmo de carregares no botão de início do ciclo.
Se queres desenhar padrões planos e planos de processo que não te envergonhem na fábrica, deixas de pensar em ângulos e começas a pensar em camadas de deformação que se movem através da espessura.
Chama-lhe uma “prensa” e um principiante imagina força. Eu imagino uma chapa a ser comprimida entre o punção e a matriz, as fibras exteriores a esticar-se, as interiores a deslocar-se para dentro, e algures entre elas uma fronteira silenciosa — o eixo neutro — a deslizar para uma nova posição dependendo do material, do raio e do método. Essa linha deslizante é o que decide se a tua aba fica exatamente certa ou se fica dois milímetros curta.
Pensar em 3D significa parar de desenhar uma peça dobrada e começar a visualizar o que cada camada de metal está a fazer antes, durante e depois do golpe. Visualizas a direção da fibra a resistir de uma forma, furos a deformarem-se se estiverem demasiado perto da zona de deformação, ombros das ferramentas a polirem e alterarem a pressão de contacto ao longo da produção. O teu padrão plano não é uma projeção geométrica. É uma previsão de como essa fronteira interna se irá deslocar.
A única coisa a reter é esta: a precisão vive na localização do eixo neutro, não no ângulo final.
Isso não é evidente porque a peça que medes é o ângulo e o comprimento da aba, não a camada invisível que os determinou.
Então, como projetas tendo em conta algo que não podes ver?
Primeiro, precisamos de desfazer uma armadilha de oficina. O fator K usado para o cálculo da folga de dobra — a razão que indica onde o eixo neutro se situa na espessura — não é o mesmo “k” que alguns gráficos utilizam para a força de dobra. Um prevê o comprimento plano. O outro prevê a tonelagem. Confundi-los é perseguir fantasmas.
Para padrões planos, o fator K geralmente situa-se entre cerca de 0,33 e 0,5 da espessura. Não é uma constante universal. O alumínio mais macio empurra o eixo neutro mais para fora do raio interno. O aço inoxidável tende a mantê-lo mais próximo. Se alterares de dobra ao ar para conformação total, o eixo neutro volta a deslocar-se porque o material está a ser comprimido mais profundamente na matriz. Não alteraste apenas a força. Alteraste o comportamento interno do metal.
É aqui que os principiantes erram: projetam a partir das dimensões finais para trás usando um K padrão de 0,33 porque foi assim que o software abriu. Confiam no ecrã. Cortam dez peças. Depois questionam-se por que razão todas as abas estão demasiado compridas.
A Realidade da Oficina: Na produção com dobra ao ar em matriz em V, a folga de dobra teórica muitas vezes é ultrapassada pela dedução de dobra medida — o valor obtido ao dobrar uma peça de teste, medir o resultado e calcular para trás. Não é glamoroso. É empírico. Passa na inspeção.
Quando saltas essa peça de teste, o protótipo vai para o descarte não porque a dobra seja mística, mas porque adivinhaste onde o eixo neutro se iria situar em vez de medires onde realmente ficou.
Verifica os cálipers na tua peça de teste antes de cortar um lote de peças de produção. Um K padrão é um ponto de partida, não uma promessa.
Mas se medir uma vez e bloquear o valor, porque é que o trabalho seguinte ainda deriva?
Porque o fator K não depende apenas do material. Depende também do processo.
Digamos que ajustou aço macio de um oitavo de polegada com uma abertura em V específica, dobrado ao ar a 90 graus. Fez uma peça de teste, calculou a dedução de dobra, atualizou o padrão plano. Perfeito. Agora o departamento de compras muda de fornecedor. A mesma espessura no papel, mas uma resistência ao escoamento ligeiramente diferente na realidade. O eixo neutro desloca-se. O seu valor bloqueado é agora uma ficção educada.
Ou muda para a técnica de encosto total (bottoming) para reduzir o retorno elástico. Isso aumenta a força — por vezes de forma dramática — e empurra o eixo neutro para uma posição diferente. A sua antiga dedução de dobra já não descreve esta nova conversa entre o punção e a chapa.
Portanto, o fluxo de trabalho que mantém os protótipos fora do lixo é o seguinte:
Parece lento. É mais lento do que adivinhar.
É mais rápido do que refazer 200 peças.
O protótipo acaba normalmente no balde do desperdício porque as oficinas o tratam como prova de conceito em vez de calibração. A sua verdadeira função é mostrar-lhe onde o metal decidiu mover-se nas suas condições exatas.
Se essa é a disciplina, então o que é que realmente determina o custo num trabalho — a máquina que comprou ou o método que escolhe?
Não vou inventar estatísticas falsas, mas aqui vai um exemplo hipotético que já viu acontecer. Duas oficinas possuem prensas dobradeiras semelhantes. Uma dobra ao ar tudo o que pode, aceita o retorno elástico previsível e constrói os padrões planos com base em deduções de dobra medidas. A outra faz encosto total em todos os ângulos críticos para “bloquear” a forma, consumindo mais tonagem, desgastando as ferramentas mais depressa e demorando mais nas preparações.
As peças podem parecer iguais no desenho.
O custo por peça não será.
A dobra ao ar usa menos força e dá-lhe flexibilidade nos ângulos, mas exige que compreenda e preveja o retorno elástico. O encosto total reduz o retorno elástico mas desloca o eixo neutro e aumenta as exigências de força — por vezes 1,5 vezes ou mais em comparação com a dobra ao ar. A cunhagem pode multiplicar a força várias vezes mais e alterar permanentemente o material na linha de dobra. Cada método cria uma resposta de material diferente, não apenas uma sensação diferente no pedal.
Quando escolhes um método, estás a escolher qual o comportamento do fator K com que estás disposto a conviver, quanto desgaste da ferramenta aceitas, quão sensível será o teu padrão plano à variação do material e quão apertada se torna a tua janela de processo.
Chama‑lhe uma “prensa” e um principiante imagina força.
Um veterano vê uma negociação: quanto vou deixar o metal recuperar elasticamente, quanto vou comprimi‑lo além do limite de escoamento, quanta variação de grão e espessura pode este plano tolerar antes de sair das especificações?
Verifica o paquímetro não só nas tuas peças, mas também nas tuas suposições. Se o teu padrão plano, direção do grão, seleção de ferramentas e método de dobra não forem decididos como um sistema único, não estás a pensar em 3D — estás a esperar em 2D.
E a esperança nunca endireitou uma flange torta.


















