

Он выставил тоннаж выше, чем требовалось. Нежная сталь толщиной в одну восьмую дюйма. Простой сгиб на 90 градусов. Машина застонала, ползун опустился, словно день суда настал, и когда он поднялся, деталь отскочила назад на три градуса, будто насмехаясь над ним.
Он посмотрел на манометр. Я посмотрел на деталь.
Он подумал, что машина ударила недостаточно сильно. Я знал, что металл просто вспомнил, каким он был.
Назовите её “прессом” — и новичок представит себе силу. Назовите её “тормозом” — и большинство подумает о способности останавливаться. Ни один из этих образов не поможет вам согнуть листовой металл прямо.
Когда я впервые встал перед старым механическим листогибочным прессом — тем, что приводился маховиком и муфтой, — я ощущал, как запасённая энергия гудит в раме. Те ранние модели с приводом, вроде полностью стальной конструкции Хэзелтона 1924 года, использовали вращающийся маховик, эксцентриковый кривошип и, да, настоящий тормоз, чтобы останавливать ползун между ходами. Тридцать ходов в минуту, если хватало смелости. У той машины была сила и механизм останова.
Но даже тогда заготовка поддавалась не потому, что её раздавливали. Она поддавалась потому, что её прогибали за предел упругости — ту точку, где сталь перестаёт вести себя как пружина и начинает сохранять форму. Сила начинала разговор. А внутренняя структура материала решала, чем всё закончится.
Если бы грубая сила управляла процессом, почему тогда угол всё равно уходил, когда ничего больше не менялось?
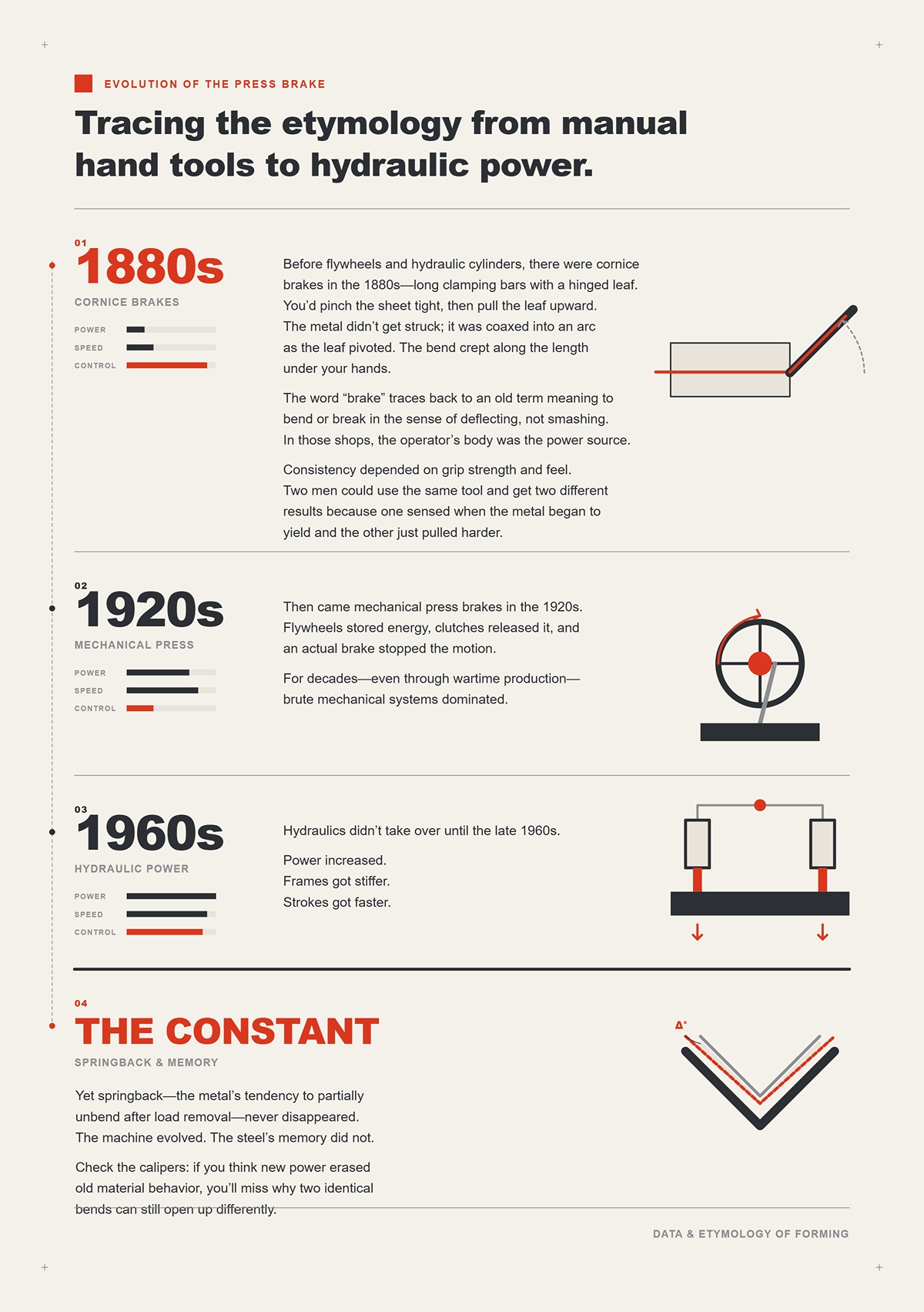
До маховиков и гидроцилиндров были карнизные листогибы 1880-х — длинные прижимные планки с поворотным листом. Лист зажимали крепко, затем поднимали эту створку вверх. Металл не ударяли — его мягко склоняли в дугу, пока створка поворачивалась. Изгиб продвигался вдоль всей длины под руками оператора.
Слово “brake” восходит к старому термину, означающему гнуть или ломать в смысле отклонять, а не разрушать. В тех мастерских телом оператора служил источник силы. Постоянство зависело от силы хвата и ощущения. Двое могли пользоваться одним и тем же инструментом, но получали разные результаты, потому что один чувствовал момент, когда металл начинал поддаваться, а другой просто тянул сильнее.
Потом пришли механические листогибочные прессы 1920-х годов. Маховики накапливали энергию, муфты высвобождали её, а настоящий тормоз останавливало движение. В течение десятилетий — даже во времена военного производства — господствовали грубые механические системы. Гидравлика не получила перевес до конца 1960-х.
Мощность возросла. Рамы стали жёстче. Ходы — быстрее.
Но пружинение — склонность металла частично разогибаться после снятия нагрузки — не исчезло. Машина эволюционировала. Память стали — нет.
Проверьте штангенциркулем: если вы думаете, что новая мощность стерла старое поведение материала, вы не поймёте, почему два одинаковых изгиба могут открываться по-разному.

Встаньте рядом с современным гидравлическим листогибом, и вы не найдёте там фрикционного тормоза, останавливающего маховик. Вы найдёте цилиндры, нагнетающие масло под давлением и контролирующие положение посредством перемещения жидкости. Ползун не бьёт и не останавливается — он движется вперёд и назад под контролируемым потоком. Этот контроль и определяет современные CNC-системы, где глубина хода, скорость и повторяемость задаются программно, а не наугад. Решения вроде CNC листогибочных прессов от CN-HAWE строятся на этом принципе, используя непрерывные исследования и разработки в области гибки, автоматизации и интеллектуального управления, превращая гидравлическую силу в предсказуемую геометрию, а не в грубый удар.
Так зачем же сохранять это слово?
Потому что суть работы никогда не заключалась в остановке движения. Она заключалась в изменении направления — в том, чтобы заставить плоский лист принять новую геометрию. “Тормоз” по духу относится к отклонению. А буквальный тормоз из 1924 года — в основном историческая сноска.
Вот в чём ловушка: если вы слышите “пресс”, вы начинаете гоняться за таблицами тоннажа. Если слышите “тормоз” и думаете “остановка”, то представляете, что управление заключается просто в том, чтобы остановить ползун на нужной глубине. Но точность угла зависит не только от того, где останавливается ползун. Она зависит от того, насколько сильно растягиваются внешние волокна материала на изгибе, насколько сжимается внутренняя часть и как они восстанавливаются после снятия давления.
Ползун может остановиться точно в заданной точке, а деталь всё равно может сместиться после освобождения.
Что это говорит о том, кто на самом деле управляет процессом?
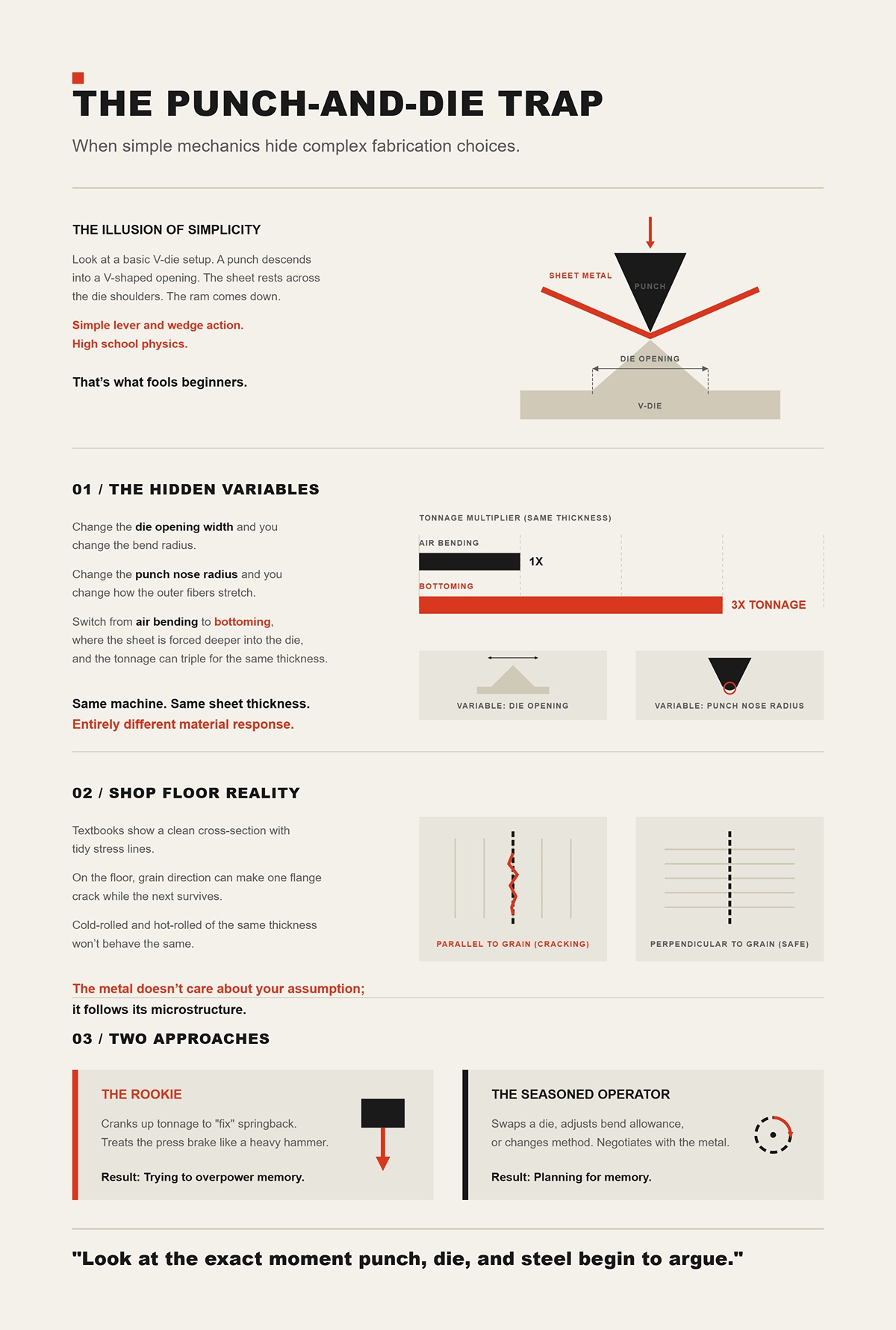
Посмотрите на базовую установку с V-образной матрицей. Пуансон опускается в V-образное углубление. Лист лежит на плечах матрицы. Ползун идёт вниз. Простое действие рычага и клина. Физика уровня школы.
Вот что обманывает новичков.
Измените ширину раскрытия матрицы — и вы измените радиус изгиба. Измените радиус носика пуансона — и вы измените степень растяжения внешних волокон. Перейдите от воздушного гиба, где лист касается только носика пуансона и плеч матрицы, к осадке, где он продавливается глубже в матрицу, — и тоннаж может утроиться при той же толщине.
Та же машина. Та же толщина листа. Совершенно иная реакция материала.
Реальность производства: учебники показывают аккуратное сечение с чистыми линиями напряжений. На производстве направление волокон может сделать так, что один фланец треснет, а другой останется цел. Холоднокатаная и горячекатаная сталь одинаковой толщины ведут себя по‑разному. Металл не обращает внимания на ваши предположения — он подчиняется своей микроструктуре.
Так что когда новичок повышает тоннаж, чтобы “исправить” упругий возврат, он обращается с листогибом как с тяжёлым молотом. Когда опытный оператор меняет матрицу, корректирует припуск на гиб или выбирает другой метод — он ведёт переговоры.
Один пытается подавить память.
Другой — планирует с учётом неё.
И вот куда нужно смотреть дальше: не на паспортную табличку машины, а на тот самый момент, когда пуансон, матрица и сталь начинают спорить.
Продвиньте полоску мягкой стали толщиной одна восьмая дюйма по V-образной матрице и медленно опускайте пуансон, чтобы услышать шепот масла. Первый контакт — это не удар. Это сжатие на плечах матрицы и лёгкое касание на носике пуансона. Мгновение — ничего видимого не происходит. Затем лист начинает провисать между плечами, волокна сверху растягиваются, а волокна снизу собираются вместе. Этот тихий провис — именно там определяется конечный угол.
Три точки контакта. Пуансон. Левая опора. Правая опора. Треугольник сил. Ползун движется только вниз, но материал изгибается по дуге, потому что эти три точки заставляют его это делать. Если вы думаете, что машина “гнёт” металл, вы ошибаетесь. Машина создаёт условия. Сталь сама выбирает, как перестроить себя внутри этих условий.
Этот выбор происходит ниже уровня видимого.
Возьмите ту же полоску и представьте, что вы разрезаете её по линии изгиба и смотрите на зерна под микроскопом. Сталь — не сплошной блок; это скопление кристаллов — зёрен, каждое со своей ориентацией. Внутри каждого зерна есть дислокации — маленькие линейные дефекты, которые позволяют слоям атомов скользить друг относительно друга, когда напряжение становится достаточно высоким.
Когда пуансон опускается, внешняя поверхность испытывает растяжение. Атомы немного расходятся, связи вытягиваются. Внутренняя поверхность сжимается; атомы сближаются. Сначала это упруго — как пружина. Уберите нагрузку, и решётка возвращается к исходному расстоянию между атомами.
Продвиньтесь немного глубже, и эти дислокации начинают двигаться. Они скользят вдоль кристаллографических плоскостей, позволяя одному слою атомов сдвигаться относительно другого. Это — пластическая деформация. Постоянное изменение формы. Зернистая структура вытягивается на внешней стороне изгиба и слегка утолщается внутри. Нейтральная ось — воображаемая линия, которая не испытывает ни растяжения, ни сжатия — смещается к внутреннему радиусу, потому что сталь терпит растяжение лучше, чем сжатие перед потерей устойчивости.
Именно это смещение объясняет, почему ваша плоская раскладка по расчетам никогда точно не совпадает с книжным вариантом. Так называемый k-фактор — это отношение, описывающее положение нейтральной оси по толщине, — находится где-то между примерно 0,25 и 0,5 для большинства листовых работ. Он меняется в зависимости от толщины, радиуса, метода. Это не постоянная величина природы; это отпечаток вашего конкретного настройки.
Реальность цеха: в учебниках рисуют аккуратную диаграмму наполовину сжатия, наполовину растяжения. В тисках вы чувствуете, как внутренние волокна начинают ползти, а внешние — истончаться. Направление зерна может заставить один фланец сопротивляться, а другой — порваться под тем же ударом. Молекулы не читают чертеж.
Проверьте штангенциркуль, прежде чем винить глубину удара. Если предположение о нейтральной оси неверно, ваш припуск на изгиб вас обманет.
Так если внутренние системы скольжения металла решают, когда упругое превращается в пластическое, какую роль на самом деле играет геометрия матрицы?
Установите две матрицы на одной машине. Одна с раскрытием 1 дюйм. Другая — 2 дюйма. Согните ту же полоску толщиной в одну восьмую дюйма под углом 90 градусов методом воздушного сгибания — то есть касаются только вершина пуансона и плечи матрицы, а лист не опускается до дна.
С матрицей шириной 1 дюйм внутренний радиус изгиба получается более тесным, примерно 0,16 дюйма для многих мягких сталей. Замените матрицу на 2-дюймовую — радиус увеличится, часто около 0,32 дюйма. Тот же пуансон. Та же настройка усилия. Разный радиус, потому что лист прогибается через более широкий зазор, прежде чем начнет текучесть.
Более широкая матрица означает меньше опоры под листом. Материал должен прогибаться сильнее, прежде чем напряжение в вершине пуансона превысит предел текучести. Это увеличивает внутренний радиус и снижает процент материала, прошедшего за предел текучести. В поперечном сечении остается больше упругого поведения.
Вот почему ширина матрицы влияет на упругое раскрытие больше, чем ожидают новички. Узкая матрица заставляет большую часть толщины пройти через предел текучести — больше пластической зоны, меньше упругой памяти, способной восстановиться. Широкая матрица оставляет больший упругий центр.
Назовите это “прессом”, и новичок представляет силу. Я сначала смотрю таблицу матриц.
Реальность цеха: воздушное сгибание гибкое. Можно работать с разными толщинами на одной матрице, если допускается некоторое отклонение угла. Осадка или чеканка — когда пуансон вдавливает лист глубже в полость матрицы — требуют намного большего усилия, но обеспечивают более точный угол, потому что почти вся зона изгиба пластически деформируется. Разные методы манипулируют одной и той же физикой в разных долях.
Проверьте штангенциркуль раскрытия матрицы. Если оно в восемь раз больше толщины материала, когда таблица предполагала шесть, ваша ошибка угла — не загадка, а геометрия.
Но даже с “правильной” матрицей детали все равно расходятся после освобождения.
Почему?
Согните полоску до идеальных 90 градусов под нагрузкой. Удерживайте её. Снимите давление. Наблюдайте, как она раскрывается до 92 градусов.
Ничего не двигалось на станке. Всё двигалось внутри стали.
Помните ту упругую область, о которой мы говорили — часть толщины, не пересёкшая предел текучести? Атомы там лишь растянулись, а не перестроились. Когда вы убираете пуансон, эти связи тянут обратно к своему исходному расстоянию. Сжатые внутренние волокна толкают наружу. Наружные растянутые волокна сокращаются. Всё поперечное сечение немного раскрывается, пока внутренние напряжения не уравновесятся.
Стали с более высоким пределом текучести — такие как некоторые высокопрочные низколегированные сорта — накапливают больше упругой энергии перед текучестью. Это означает большее раскрытие для той же геометрии. Алюминий, с меньшим модулем упругости, раскрывается по-другому. Два материала, та же толщина, та же матрица — а итоговые углы разные.
Вы не “устраняете” упругое раскрытие просто большим усилием, если не заходите дальше в пластическую деформацию — за счет меньшего радиуса, более узкой матрицы или чеканки. В противном случае вы просто сильнее давите в ту же упругую стену.
Реальность производственного цеха: операторы учатся делать перегиб. Если опыт показывает, что эта настройка даёт обратный пружинный эффект на два градуса, вы целитесь в 88 под нагрузкой, чтобы получить 90 без неё. Это число — не волшебство. Это память — зафиксированная из прошлых сражений между этим сплавом и этой матрицей.
Но если пружинный эффект зависит от того, насколько часть сечения вы завели за предел текучести, разве это не возвращает нас к таблицам расчёта усилий?
Посмотрите на стандартную формулу расчёта усилия при воздушной гибке мягкой стали: усилие на погонный фут пропорционально квадрату толщины материала, делённому на ширину раскрытия матрицы. Удвойте толщину — и требуемое усилие увеличится в четыре раза. Уменьшите ширину раскрытия вдвое — и усилие удвоится.
Это уравнение не заботится о размере вашего станка. Ему важно предел текучести — то напряжение, при котором начинают двигаться дислокации.
Если ваш пресс рассчитан на 100 тонн, а работа требует 40, дополнительные 60 тонн не покупают точности. Они дают запас по нагрузке и, возможно, возможность чеканки. Точность по-прежнему зависит от того, выбрали ли вы ширину матрицы, создающую правильное соотношение пластической и упругой зон, и учли ли предел текучести и модуль упругости стали.
Я видел, как новички поднимали давление, чтобы “подтянуть” изгиб при воздушной гибке. Ползун опускается до запрограммированной глубины, манометр показывает большее давление, а деталь всё равно возвращается на те же два градуса. Потому что пока не изменишь геометрию или метод, внутреннее распределение напряжений не меняется — меняется только усилие, с которым ты туда дошёл.
Сила — это билет на вход. Предел текучести устанавливает правила игры.
И когда вы это понимаете, следующий вопрос — не о том, насколько большой станок вам нужен.
А о том, какой метод гибки позволяет вам договариваться с этими правилами, а не бороться с ними вслепую.
У меня целая корзина обрезков из мягкой стали толщиной в одну восьмую дюйма, согнутых под 90 градусов на одной и той же V-матрице. Один и тот же пуансон. Один и тот же станок. Единственное, что я менял, — глубину хода ползуна всего на несколько тысячных. Одни детали получились с углом 89,5 градуса, другие — 90,3. Ни одна из них так и не коснулась дна матрицы.
Это и есть воздушная гибка.
При воздушной гибке лист соприкасается с вершиной пуансона и двумя плечами V-матрицы. Три точки. Пуансон никогда не вдавливает материал полностью в полость матрицы. Окончательный угол определяется тем, насколько глубоко пуансон входит в это открытое пространство. Измените глубину на долю миллиметра — угол изменится. Измените толщину материала на несколько тысячных — угол снова изменится, потому что нейтральная ось — слой, который ни не растягивается, ни не сжимается — немного смещается.
Вы не заставляете металл повторять угол матрицы. Вы договариваетесь с его упругим возвратом.
Вот как это работает. Чем шире раскрытие матрицы относительно толщины — скажем, в восемь раз для мягкой стали, — тем больше упругое ядро, остающееся в зоне изгиба. Это упругое ядро запасает энергию. Когда вы отпускаете пуансон, накопленная энергия раскрывает изгиб. При воздушной гибке вы полагаетесь на контролируемый перегиб, чтобы попасть в нужный угол после снятия нагрузки. Точность зависит от одной переменной — глубины проникновения пуансона.
Современные ЧПУ-прессы знают это. Некоторые системы посылают лазер вдоль линии гиба и измеряют угол в реальном времени — до 100 показаний в секунду — затем корректируют глубину ползуна на лету. Это добавляет примерно секунду к каждому изгибу. Теоретически это замыкает цикл и устраняет старое «нащупывание».
Но даже с динамической компенсацией прогиба и лазерной обратной связью большинство производств в реальных условиях получают ±0,5 градуса на типичных партиях. Не потому что станок слаб. А потому что толщина листа варьируется. Направление волокон влияет на упругий возврат. Оператор немного иначе прижимает деталь к упору. Металл упрям. Он помнит, как его прокатывали.
Сила воздушной гибки — в гибкости. Одна матрица может работать с диапазоном толщин, если вы готовы принять небольшую разбежку в угле. Настройка быстрая. Оснастка дешевле. Усилие скромное по сравнению с осаживанием — часто лишь его часть. Вы гнёте в основном геометрией, а не грубой компрессией.
Реальность цеха: в учебниках воздушный изгиб называют “менее точным”. На бумаге это так — потому что угол матрицы не фиксирует деталь. В цеху же это самый быстрый способ гнуть разные детали без смены оснастки каждый час. Вы обмениваете узкий диапазон вариации угла на скорость и адаптивность. Такой обмен — осознанный выбор.
Проверьте штангенциркуль на стопке листов, прежде чем винить ЧПУ. Перепад толщины всего в три тысячных дюйма может изменить угол больше, чем самый новый серводвигатель.
Так что если при воздушном изгибе металл «спорит» с вами, что делать, когда на чертеже указано ±0,25 градуса, а у инспектора в руках действительно хороший транспортир?
Возьмите ту же полосу толщиной в одну восьмую дюйма и продавите её глубже — пока пуансон не заставит материал почти полностью соприкоснуться со стенками матрицы. Это осадка. Увеличьте усилие ещё больше, чтобы кончик пуансона пластически сжал линию сгиба, слегка истончая её и «приглаживая» зерно под давлением. Это чеканка.
Почувствуйте разницу на педали. Воздушный изгиб может потребовать, например, 20 тонн усилия при данном наладке. Осадка той же детали может потребовать в четыре–восемь раз больше, потому что вы уже не просто превышаете предел текучести во внешних волокнах — вы пластически деформируете почти всё сечение, прижимая его к фиксированному углу матрицы.
С механической точки зрения это меняет всё.
При осадке угол матрицы — а не только глубина хода ползуна — определяет окончательный угол сгиба. Пружинение уменьшается, потому что остаётся меньше упругого ядра, которое может восстановиться. При чеканке вы идёте дальше: превышаете предел текучести почти по всей толщине в зоне сгиба. Это уже не компромисс. Вы переписываете «память» металла силой.
Но и в этом случае деталь уступает не потому, что её раздавили, а потому, что вы подняли напряжение выше предела текучести во всех критических областях.
Точность повышается. В контролируемых условиях высококлассные машины с правильной оснасткой могут держать ±0,1–±0,2 градуса. Это рекламная цифра. В реальности же, во влажный вторник с разными партиями металла и уставшим оператором, всё смещается обратно к ±0,5. Внешние колебания не исчезают только потому, что у вас больше тоннажа.
А цена?
Большее усилие означает более тяжёлые станки, больший износ оснастки, более строгую подгонку углов матриц и меньшую снисходительность к ошибкам. Если ваша матрица заточена под 88 градусов, а на чертеже указано 90 после пружинения, вы должны чётко знать поведение материала. Здесь почти нет пространства “подкрадываться” к углу, как это можно сделать при воздушном изгибе, слегка меняя глубину.
Реальность цеха: чеканка приносит удовлетворение. Гиб фиксируется на месте и почти не меняется после снятия нагрузки. Но за эту уверенность вы платите тоннажем, точностью инструмента и более долгой наладкой. Этот метод выбирают, когда этого требует допуск, а не потому, что оператору нравится, как гудит машина.
Проверьте штангенциркуль на радиусе кончика пуансона. При чеканке износ острия меняет не только внешний вид — он изменяет распределение напряжений и, соответственно, ваш угол.
Так что вопрос не в том, какой метод “лучше”. Вопрос в том, какую ошибку вы можете себе позволить: полградуса вариации из-за пружинения или долгую наладку с высоким усилием и жёсткими ограничениями по инструменту?
Представьте две работы в расписании.
Работа A: 200 кронштейнов из мягкой стали, допуск ±1 градус, разная длина полок, материал из смешанных запасов. Работа B: 5000 корпусов из нержавейки, ±0,25 градуса на видимых кромках, одна толщина на всём протяжении серии.
Если выполнять работу A методом осадки, вы потратите больше времени на подстройку углов и усилия, чем того требует допуск. Гните воздушным методом, зафиксируйте величину «перегиба» для этой партии и продолжайте. Память металла немного разнится? Допуск это поглотит.
Если выполнять работу B воздушным изгибом и надеяться, что толщина и направление волокон окажутся стабильными, — вы будете корректировать угол весь день, даже с лазерной обратной связью. Сделайте осадку или чеканку, зафиксируйте геометрию под углом матрицы и примите больший тоннаж как цену за стабильность.
Назовите это “прессом” — и новичок представляет силу. Опытный оператор видит меню стратегий деформации.
Это и есть переговоры. Гибка с воздухом говорит: я приму некоторую упругую отдачу и управлю ею с помощью контроля глубины и обратной связи. Осадка говорит: я уменьшу твою способность к восстановлению, пластически деформировав большую часть твоего поперечного сечения. Штамповка говорит: я почти устраню твой спор, превысив предел текучести по всей линии изгиба.
Современные системы ЧПУ, которые “учатся” компенсировать упругий возврат по направлению волокон, не устраняют этот выбор — они его уточняют. Даже самая умная машина работает в рамках физики того, насколько глубоко ты продвигаешь материал за предел текучести. Программное обеспечение может компенсировать вариации; оно не может отменить модуль упругости.
Предел ошибки, с которым ты живёшь, устанавливается в момент выбора метода. Усилие делает этот выбор возможным — оно не определяет его точность.
И когда ты начинаешь видеть гибку как стратегическое решение о том, сколько памяти металла ты согласен оставить нетронутой, следующий вопрос перестаёт звучать как “Насколько большая машина?” и становится “Насколько повторяем мой процесс от первой детали до пяти тысячной?”
Если ты оцениваешь, как стандартизировать эту повторяемость между сменами, материалами и объёмами производства, полезно сравнить методы, стратегию оснастки и варианты управления с техническим партнёром. Благодаря постоянным инвестициям в НИОКР и разработку интеллектуального оборудования, CN-HAWE помогает производителям согласовать метод гибки, уровень автоматизации и управление процессом с реальными производственными целями. Начать разговор можно здесь: связаться с CN-HAWE чтобы обсудить твоё применение, допуски и цели по производительности.
Ты делаешь процесс повторяемым, определив, что будешь контролировать — и затем не позволяя этой переменной выходить из-под контроля.
Вся игра от первой до пяти тысячной детали — это не большие цилиндры. Не громкие насосы. Контроль.
Я гнул сталь толщиной в одну восьмую дюйма на ручном прессе и на сервоприводном ЧПУ с таким количеством осей, что токарь покраснеет. Металл не волновало. Он всё равно пытался вернуться. Изменилось не его «память». Изменилось наша. Машина, которая помнит, что сделала последняя деталь, выигрывает на длинной дистанции.
Учитывая, что CN-HAWE инвестирует более 8% годового дохода от продаж в исследования и разработки. ADH ведёт НИОКР по прессам-гибам для читателей, которым нужны подробные материалы, Брошюры — полезный дополнительный ресурс.
Назовите это “прессом” — и новичок представляет силу. Ветеран представляет систему, способную повторять решение, не уставая.
Повторяемость — это валюта, потому что, выбрав гибку с воздухом, осадку или штамповку — то есть решив, сколько упрямой физической памяти металла ты оставишь нетронутой — единственное, что отделяет тебя от брака, это способность достигать тех же условий снова и снова. Та же длина полки. Та же глубина. Тот же порядок. Та же коррекция упругого возврата.
Переговоры не меняются. Меняется дисциплина.
Так где же живёт эта дисциплина?
Первый изгиб льстит тебе. Второй разоблачает.
Новичок выравнивает лист «на глаз», прижимает его к упору, делает чистый угол 90° и улыбается. Затем переворачивает деталь для обратной полки — и размеры внезапно складываются неправильно. Угол может быть идеальным. Местоположение — нет. Это урок заднего упора.
Задний упор — это просто система позиционирования: пальцы, которые задают, насколько далеко лист заходит под пуансон, прежде чем ты нажмёшь на педаль. Он контролирует, где происходит изгиб, а не то, как металл течёт внутри матрицы. Перепутаешь — и весь неделю будешь решать не ту проблему.
На старых ручных листогибах этот указатель движется по винту или рейке, которую вы регулируете вручную. Вы читаете шкалу. Фиксируете. И каждый раз, когда перенастраиваетесь под новый фланец, вводите старейшую переменную в производстве — человеческий палец. Он может ошибиться в чтении. Может задеть. Может забыть затянуть зажим.
Реальность на производстве: индикатор может показывать 2,000 дюйма. Но если упорный палец изношен или балка стоит не под углом 90°, лист сначала прижмётся к одной стороне и сдвинется. Вы поклянётесь, что рулетка врёт. Но нет.
Современные ЧПУ-задние упоры перемещаются на серводвигателях по осям X, R и Z — вперёд и назад, вверх и вниз, влево и вправо. Они могут повторять позиции с точностью до сотых долей миллиметра, если направляющие прямые и балка параллельна. Это “если” — то, о чём буклеты говорят шёпотом.
Потому что повторяемость не возникает автоматически. Её нужно поддерживать. Если линейные направляющие изнашиваются или пуансон непараллелен на несколько сотых, эта изящная система позиционирования просто очень стабильно повторяет ошибку.
Проверьте штангенциркуль на стопке фланцев, а не только показания на экране. Если детали со второй по десятую уходят, проблема не в усилии. Проблема в базе.
Но само позиционирование не устраняет упругий возврат. Оно лишь гарантирует, что вы гнёте в одном и том же месте каждый раз. Так как же ЧПУ на самом деле укрощает сам угол?
ЧПУ завоевал производственные цеха потому, что он помнит, как вёл себя металл в прошлый раз — и корректирует прежде, чем вы попросите.
Особенно при воздушной гибке угол зависит от глубины. На несколько тысячных глубже — и вы немного перегибаете, компенсируя упругий возврат. На ручном станке вы подбираете эту глубину по ощущению: согнули, измерили, подкрутили упор, согнули снова. Нормально для двадцати деталей. Мучительно для двух тысяч.
Пресс с ЧПУ сохраняет эту коррекцию. Если первая деталь возвращается до 91°, а нужно 90°, вы задаёте дополнительную долю глубины. Ползун идёт в точно заданное положение при каждом цикле. Некоторые системы даже измеряют угол в реальном времени с помощью лазерных датчиков и корректируют ход на середине. Не больше усилие — умнее взаимодействие.
Но вот в чём засада, с которой большинство цехов сталкивается на практике: автоматизация не устраняет ошибку. Она её переносит.
Если вы запрограммировали неверную толщину, неверное отверстие матрицы или неверную последовательность — станок изготовит пятьсот одинаковых браков до обеда. Ручной оператор мог бы почувствовать ошибку уже на третьей детали.
Многоосевые задние упоры позволяют гнуть сложные детали за один установ. Пальцы движутся вправо–влево, вверх–вниз, чтобы не приходилось переворачивать лист и перенастраивать между гибами. Эффективность, да. Но это заставляет продумать последовательность до того, как вы нажмёте «старт цикла». Одна неправильная предпосылка о порядке гибов — и деталь заклинит между инструментом на полпути.
Таков компромисс: ЧПУ даёт стабильную коррекцию под память металла — но требует, чтобы вы изначально приняли стратегию.
Но даже тогда заготовка деформируется не потому, что её раздавили. Она деформируется потому, что вы превысили предел текучести во всех значимых областях. ЧПУ может компенсировать упругий возврат; он не может отменить модуль упругости.
Так когда же вся эта память и последовательность начинают тормозить, а не помогать?
Если ваши заказы меняются каждый день после обеда, простота может победить сложность.
Представьте небольшой цех, выполняющий короткие партии — десять кронштейнов здесь, пятнадцать панелей там — разные материалы, чертежи с пометками вручную, заказчики, которые меняют длину фланца пока вы ещё настраиваетесь. В таком мире время, потраченное на программирование осей и последовательностей гиба, может превысить пользу от точности сервоприводов.
Опытный оператор на ручном листогибе может подстраиваться на ходу. Чувствует упругий возврат. Подвигает ограничитель глубины. Сдвигает задний упор на шестнадцатую долю дюйма без пролистывания экранов. Диалог с металлом происходит в реальном времени, а не по заранее написанному сценарию.
Эта гибкость — тоже форма повторяемости, только человеческой. Медленнее, да. Зависит от мастерства. Но при небольших объёмах это может быть более разумным экономическим выбором, потому что стоимость ошибки в программе на станке с ЧПУ возрастает пропорционально скорости.
Реальность цеха: ручной листогиб не скрывает свой люфт. Вы видите его. Чувствуете обратный ход винта. Компенсируете инстинктивно. Станок с ЧПУ может замаскировать износ, пока детали тихо не выйдут за допуск.
Проверьте штангенциркулями свои ожидания. Если вам нужно пять тысяч одинаковых корпусов — память всегда победит мышцы. Если нужно пять индивидуальных деталей до обеда — иногда самая умная машина в здании та, что соединена с парой опытных рук.
И даже с лучшим станком с ЧПУ, который можно купить, всё равно остаётся нечто в листе, что невозможно запрограммировать.
Прошлой зимой мы гнули партию кронштейнов из мягкой стали толщиной 1/8 дюйма. Та же программа. Та же матрица. Тот же оператор. Третья деталь треснула по внешней стороне изгиба, будто кто-то провёл по ней бритвой. Первые две были идеальны.
На экране ничего не изменилось.
Изменилась сама заготовка. Волокно прокатного листа шло параллельно линии изгиба на той третьей заготовке. Сталь имеет направление, в котором ей проще растягиваться. Вы не увидите его, если не знаете, что искать, но услышите, когда она рвётся.
Это свойство ваш станок с ЧПУ не может преодолеть: анизотропия — навороченное слово, означающее, что металл ведёт себя по‑разному в зависимости от направления. Листогиб может попасть в глубину с точностью до сотых. Но он не способен перестроить кристаллическую решётку. Новичок, слыша слово “пресс”, думает о силе. Ветеран — о направлении.
И направление проявляется в местах, о которых ваша модель CAD никогда не предупреждала.
Представьте лист толщиной 14‑го калибра, примерно 0,075 дюйма, и вы программируете отбортовку в полдюйма. Опускаете её в V‑образную матрицу, раскрытую на восемь толщин — скажем, 0,600 дюйма в ширину, как в обычном правиле 6–8×. Запускаете ход ползуна.
Вместо чёткого угла 90 градусов ножка провисает. Деталь наклоняется. Кажется, будто падает в матрицу.
Так и есть.
При воздушной гибке лист опирается на два плеча V-матрицы. Пуансон давит в центре. Три точки контакта — вся суть процесса. Но если отбортовка слишком короткая, она не полностью перекрывает эти плечи. Материал не стабилизируется. Линия силы смещается внутрь, и ножка вращается вниз в раскрытие.
Никакое дополнительное усилие не исправит эту геометрию. Большее давление лишь ускорит нестабильность.
В учебниках будут приведены таблицы минимальной длины отбортовки. На практике я объясняю это так: отбортовка должна быть достаточно длинной, чтобы лежать ровно и устойчиво на плечах матрицы, прежде чем пуансон начнёт работать всерьёз. Если она не балансирует, то и чистого изгиба не будет. Увеличьте отбортовку или закройте отверстие матрицы, чтобы плечи сблизились.
Реальность цеха: видел новичков, которые пытались решить это давлением. Они поднимали усилие — 10%, 15%, думая, что станок “недостаточно мощный”. Но даже тогда заготовка деформировалась не потому, что её сдавило, а потому, что сначала провалилась опорная геометрия.
Проверьте штангенциркуль, прежде чем обвинять гидравлику. Измерьте отбортовку относительно раскрытия матрицы. Если расчёт показывает, что она едва перекрывает плечи, она вас не простит.
Так если геометрия может подвести вас ещё до того, как сила вообще имеет значение, что произойдёт, когда сам материал сопротивляется направлению изгиба?
Возьмите ту же сталь толщиной в одну восьмую дюйма и согните её перпендикулярно направлению прокатки. Наружные волокна растягиваются, истончаются и держатся. Теперь поверните заготовку на 90 градусов так, чтобы линия сгиба шла по направлению волокон.
Вы почувствуете это на педали. Металл сначала твердеет, затем резко поддаётся. Иногда на внешнем радиусе появляется мелкое растрескивание, словно «паутинка».
Прокатка на стане удлиняет структуру волокон — представьте, что волокна вытянуты, как растянутая тянучка. При сгибе поперёк вы заставляете эти волокна растягиваться в бок — они могут. При сгибе вдоль волокон вы тянете их вдоль уже удлинённого направления. Внешняя поверхность раньше достигает предела своей пластичности.
Таблицы минимальных внутренних радиусов тихо предполагают, что изгиб выполняется поперёк волокон. Нарушьте это предположение — и безопасный радиус увеличится. Игнорируйте — и трещина появится именно там, где напряжение максимальное, на внешней поверхности в вершине сгиба.
Вот где новички часто ошибаются. Неправильно выставленный пуансон может создать боковую нагрузку и вызвать одностороннее растрескивание, похожее на разрушение по волокну. Как отличить одно от другого? Трещины по волокну всегда следуют вдоль линии сгиба и повторяются на нескольких деталях, вырезанных в одном направлении. Несовмещение оставляет неравномерные отпечатки на одном плече матрицы и непостоянный характер разрыва.
Одно — вопрос металлургии. Другое — вопрос настройки.
Повторяемость ЧПУ будет точно воспроизводить обе ошибки. Ему без разницы, которую из них вы выбрали.
Если направление определяет появление трещин, а геометрия — устойчивость, то почему задание, которое идеально шло в 8 утра, начинает «плыть» к обеду?
Я снимал пресс-форму после недели производства и видел, как плечи отполированы неравномерно, а кромки слегка закатаны. Не критично. Но достаточно.
Изношенный инструмент требует больше усилия, чтобы получить тот же угол — рост на 5–10 % не редкость. Операторы не чувствуют этих изменений, потому что машина продолжает работать плавно. Поэтому они добавляют чуть больше хода, чтобы компенсировать уход угла.
Теперь вы работаете с большим усилием, чем думаете.
Превысьте номинальную нагрузку инструмента на 20 % — и его срок службы может сократиться вдвое. Сосредоточьте полную нагрузку на коротком участке — меньше примерно 60 % расстояния между боковыми рамами — и начнут деформироваться уже элементы самой машины. Стол может прогнуться, а ползун — выгнуться иначе, чем ожидалось.
Появляется разброс углов. Десятая деталь уже не идентична первой, потому что механическая «разговорная среда» под вашими ногами изменилась.
Реальность производственного цеха: иногда первый изгиб уже был неверным. Попавшая под матрицу стружка создала точечный контакт. Эта маленькая выпуклость выкрашивается под нагрузкой, и каждый последующий удар усиливает рисунок износа. Виноватым кажется материал. А причиной была дисциплина установки.
Проверяйте штангенциркулем не только размеры деталей, но и параметры инструмента. Если вы не знаете предельное усилие своего штампа, вы работаете вслепую.
Но даже при идеальном инструменте и свежих плечиках есть ещё одно скрытое искажение, поджидающее рядом с линией сгиба.
Представьте отбортовку шириной 1 дюйм с отверстием диаметром 3/8 дюйма, пробитым в четверти дюйма от линии сгиба. Развёртка выглядит чисто. Вы выполняете сгиб на 90 °.
Отверстие становится овальным.
При гибке внешняя поверхность растягивается, а внутренняя — сжимается. Между ними находится нейтральная ось — слой, который почти не растягивается и не сжимается. Всё, что находится рядом с линией гиба, пересекает зоны деформации. Отверстие нарушает непрерывность материала, поэтому напряжения перераспределяются вокруг его краёв.
Если расстояние слишком маленькое, край отверстия вынужден растягиваться неравномерно. Круглая форма не может сохраняться, потому что одна сторона находится в растяжении, а другая — в сжатии.
Практические правила гласят: располагайте отверстия как минимум на расстоянии толщины материала — а чаще больше — от линии гиба. На деле я стремлюсь к тому, чтобы отверстие находилось за пределами основной зоны деформации. Если оно “ощущает” гиб, оно деформируется вместе с ним.
Никакая настройка программного обеспечения не предотвращает этого. Пробойник не делает паузу, чтобы сохранить вашу геометрию.
И здесь аргумент становится жёстче: длина фланца, направление волокон, износ инструмента, расположение отверстия — ни одно из этих факторов не уступает грубой силе или прецизионному сервоприводу. Это ограничения, о которых договариваются до того, как штамп начнёт движение вниз.
Если гибка — это спор между машиной и металлом, то сила лишь начинает разговор. Память металла — его направление, толщина, потребность в опоре — говорит последнее слово, если только вы не думаете о плоских развертках и трёхмерных деформациях задолго до того, как нажмёте кнопку «Старт цикла».
Если вы хотите проектировать развертки и технологические процессы, которые не поставят вас в неловкое положение на производстве, перестаньте думать об углах и начните думать о слоях деформации, проходящих через толщину материала.
Слово “пресс” вызывает у новичка представление о силе. Я же представляю лист, зажатый между пуансоном и матрицей, где наружные волокна растягиваются, внутренние медленно подвигаются внутрь, а где-то между ними находится тихая граница — нейтральная ось — смещающаяся в новое положение в зависимости от материала, радиуса и метода. Именно это смещение определяет, окажется ли ваш фланец точно на месте или будет короче на два миллиметра.
Думать в 3D — значит перестать просто рисовать согнутую деталь и начать визуализировать, что делает каждый слой металла до, во время и после хода пуансона. Вы представляете направление волокон, сопротивляющееся в одну сторону, отверстия, искажающиеся, если они слишком близко к зоне деформации, опорные плечи инструмента, полирующие и изменяющие контактное давление по ходу серийного производства. Ваша развертка — это не геометрическая проекция. Это прогноз того, как сместится внутренняя граница.
Одна вещь, которую стоит запомнить: точность зависит от расположения нейтральной оси, а не от конечного угла.
Это неочевидно, потому что измеряют деталь по углу и длине фланца, а не по невидимому слою, который их определил.
Так как же проектировать вокруг того, чего не видно?
Сначала нужно распутать ловушку цеха. K-фактор, используемый для вычисления припуска на гиб — это отношение, указывающее положение нейтральной оси по толщине материала, — не тот же самый “k”, который некоторые таблицы применяют для расчета усилия гибки. Один предсказывает плоскую длину, другой — требуемое давление. Перепутаете их — будете гоняться за призраками.
Для плоских разверток K-фактор обычно находится где-то между 0,33 и 0,5 от толщины. Это не универсальная константа. Более мягкий алюминий смещает нейтральную ось дальше от внутреннего радиуса. Нержавейка удерживает её ближе. Перейдите от воздушной гибки к осадочной — и нейтральная ось снова сместится, потому что материал сильнее вдавлен в матрицу. Вы изменили не только усилие, вы изменили внутреннее поведение металла.
Вот где ошибаются новички: они проектируют, исходя из конечных размеров, используя стандартное значение K = 0,33, потому что так установлено в программе. Они доверяют экрану. Вырезают десять заготовок. А потом удивляются, почему каждый фланец длиннее.
Реальность на производстве: при серийной воздушной гибке в V-образной матрице теоретический припуск часто уступает измеренному вычету гиба — величине, полученной после испытательной гибки заготовки, измерения результата и обратного вычисления. Это не эффектно. Это эмпирично. Но оно проходит проверку.
Если пропустить испытательную заготовку, прототип уйдёт в брак не потому, что гибка загадочна, а потому, что вы угадали, где должна находиться нейтральная ось, вместо того чтобы измерить, где она действительно оказалась.
Проверьте штангенциркуль на своем тестовом образце, прежде чем резать партию производственных заготовок. Значение K по умолчанию — это отправная точка, а не гарантия.
Но если вы один раз всё измерили и зафиксировали, почему следующая работа всё равно плывёт?
Потому что K‑фактор зависит не только от материала. Он зависит от процесса.
Допустим, вы настроили гибку для стали толщиной в одну восьмую дюйма с определённым раскрытием V и гибкой под углом 90° на воздухе. Вы изготовили тестовую заготовку, рассчитали вычет на гиб, обновили развертку. Идеально. Но отдел закупок сменил поставщика. На бумаге — та же толщина, а на деле немного иная прочность на текучесть. Нейтральная ось смещается. Ваше зафиксированное значение теперь вежливая фикция.
Или вы переходите на осадку, чтобы уменьшить пружинение. Это увеличивает усилие — иногда значительно — и смещает нейтральную ось в другое положение. Ваш старый вычет на гиб больше не описывает этот новый диалог между пуансоном и листом.
Так что рабочий процесс, который не допускает отправки прототипов в отходы, выглядит так:
Звучит медленно. Это действительно медленнее, чем угадывать.
Зато быстрее, чем переделывать 200 деталей.
Прототип обычно оказывается в корзине для отходов, потому что в цехах к нему относятся как к доказательству концепции, а не как к калибровке. Его настоящая задача — показать, куда именно решает сместиться металл при ваших конкретных условиях.
Если это и есть дисциплина, то что действительно определяет стоимость работы — купленный станок или выбранный метод?
Я не буду приводить фальшивую статистику, но вот гипотетическая ситуация, которую вы наверняка видели. Два цеха владеют похожими листогибочными прессами. Один гнёт всё, что можно, на воздухе, принимает предсказуемое пружинение и строит развертки на основе измеренных вычетов на гиб. Другой осаживает каждый критический угол, чтобы “зафиксировать результат”, расходуя больше тоннажа, быстрее изнашивая инструмент и тратя больше времени на наладку.
На чертеже детали могут выглядеть одинаково.
А вот стоимость одной детали — нет.
Воздушное гибкое формование требует меньшего усилия и обеспечивает гибкость по углам, но предполагает, что вы понимаете и можете прогнозировать упругий возврат. Метод осадки уменьшает упругий возврат, но смещает нейтральную ось и повышает требования к усилию — иногда в 1,5 раза и более по сравнению с воздушным гибочным формованием. Метод чеканки может многократно увеличить усилие и навсегда изменить материал по линии изгиба. Каждый метод создаёт разную реакцию материала, а не просто отличается «ощущением педали».
Выбирая метод, вы решаете, с каким поведением коэффициента K готовы смириться, сколько износа инструмента допустите, насколько чувствительной станет ваша развертка к изменению свойств материала и насколько узким будет окно технологического процесса.
Назови это “прессом” — и новичок представит силу.
Опытный специалист видит переговоры: насколько позволить металлу вернуться упруго, насколько протолкнуть его за предел текучести, какую вариацию зерна и толщины может выдержать этот план, прежде чем он выйдет за допуск.
Проверяйте штангенциркули не только на деталях, но и на своих предположениях. Если ваша развертка, указание направления волокон, выбор инструмента и метод гибки не решаются как единая система, вы мыслите не в 3D — вы надеетесь в 2D.
А надежда ни разу не выпрямила кривой фланец.


















