

Aveva impostato la tonnellaggio più alto del necessario. Acciaio dolce da un ottavo di pollice. Semplice piega a 90 gradi. La macchina gemette, il pistone scese come il giorno del giudizio, e quando si sollevò, il pezzo rimbalzò di tre gradi come se gli sorridesse con sufficienza.
Lui guardò il manometro. Io guardai il pezzo.
Lui pensava che la macchina non avesse colpito abbastanza forte. Io sapevo che il metallo aveva semplicemente ricordato ciò che era stato.
Chiamala “pressa” e un principiante immagina la forza. Chiamala “brake” e la maggior parte pensa alla potenza di arresto. Nessuna delle due immagini aiuta a piegare la lamiera in modo preciso.
La prima volta che mi trovai davanti a una vecchia pressa piegatrice meccanica—di quelle azionate da un volano e una frizione—potevo sentire l’energia accumulata vibrare nel telaio. Quei primi modelli motorizzati, come il design interamente in acciaio di Hazelton del 1924, usavano un volano rotante, un albero a gomito eccentrico e sì, un vero freno per fermare il pistone tra un colpo e l’altro. Trenta colpi al minuto se eri coraggioso. Quella macchina aveva muscoli e un meccanismo di arresto.
Ma anche allora, il pezzo non cedeva perché veniva schiacciato. Cedeva perché era stato deflesso oltre il suo limite elastico—il punto in cui l’acciaio smette di comportarsi come una molla e inizia a prendere forma. La forza iniziava la conversazione. La struttura interna del materiale decideva come finiva.
Se a dominare fosse la forza bruta, perché l’angolo cambiava ancora quando nient’altro variava?
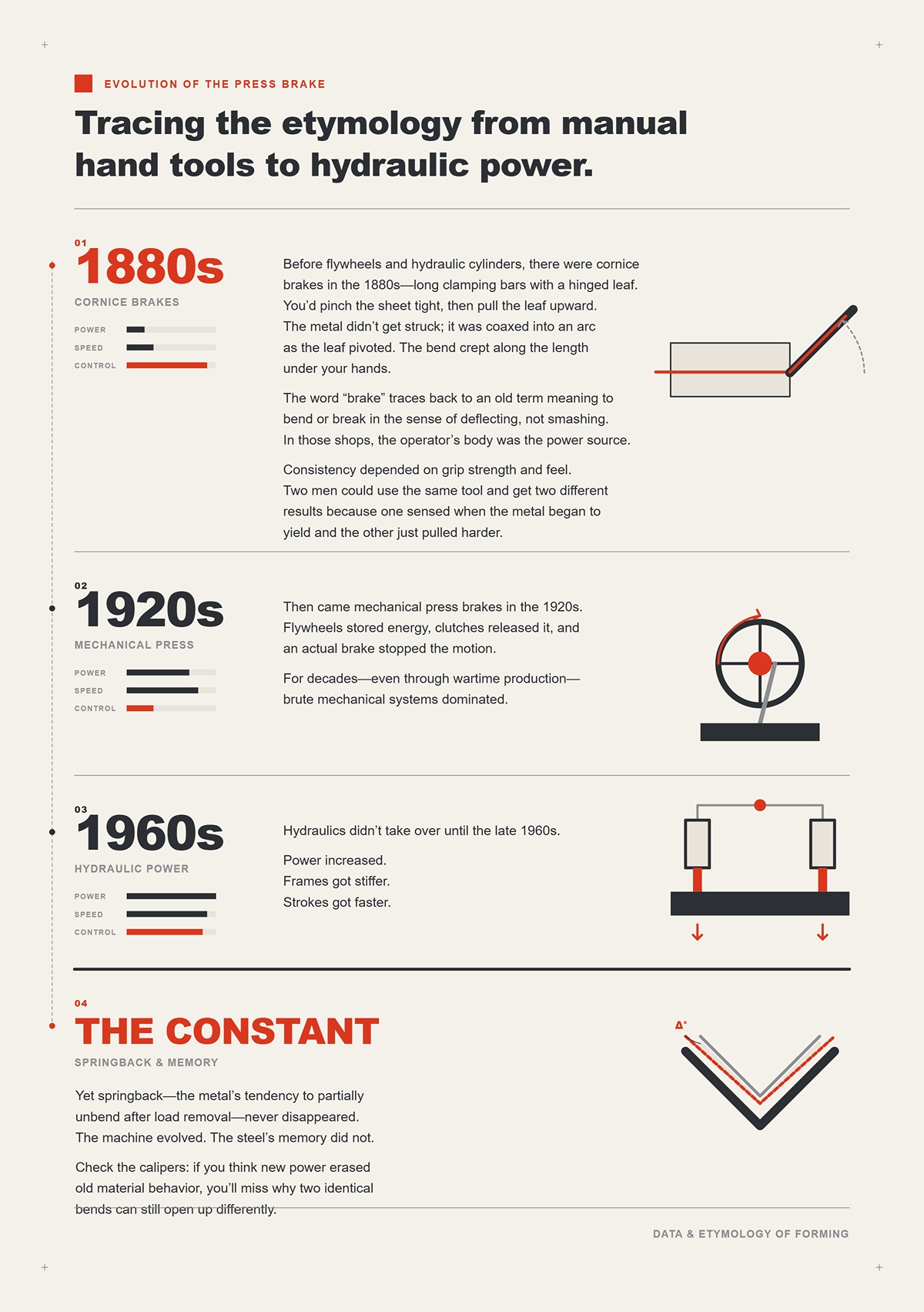
Prima dei volani e dei cilindri idraulici, c’erano le piegatrici a cornice negli anni 1880—lunghe barre di serraggio con una foglia incernierata. Si bloccava saldamente il foglio, poi si tirava la foglia verso l’alto. Il metallo non veniva colpito; veniva guidato dolcemente verso un arco mentre la foglia ruotava. La piega scorreva lungo la lunghezza sotto le mani dell’operatore.
La parola “brake” risale a un antico termine che significa piegare o rompere nel senso di deflettere, non di schiacciare. In quelle officine, il corpo dell’operatore era la fonte di potenza. La costanza dipendeva dalla forza di presa e dalla sensibilità. Due uomini potevano usare lo stesso attrezzo e ottenere risultati diversi perché uno percepiva quando il metallo iniziava a cedere e l’altro tirava semplicemente più forte.
Poi arrivarono le presse piegatrici meccaniche negli anni ’20. I volani immagazzinavano energia, le frizioni la rilasciavano, e un vero freno arrestava il movimento. Per decenni—anche durante la produzione bellica—sistemi meccanici basati sulla forza bruta dominarono. Gli impianti idraulici non presero piede fino alla fine degli anni ’60.
La potenza aumentò. I telai divennero più rigidi. I colpi più veloci.
Eppure il ritorno elastico—la tendenza del metallo a parzialmente raddrizzarsi dopo la rimozione del carico—non scomparve mai. La macchina si evolse. La memoria dell’acciaio no.
Controlla i calibri: se pensi che la nuova potenza abbia cancellato il vecchio comportamento del materiale, ti perderai il motivo per cui due pieghe identiche possono ancora aprirsi diversamente.

Standoti accanto a una moderna pressa piegatrice idraulica non troverai un freno a attrito che arresta un volano. Troverai cilindri che spingono l’olio sotto pressione, controllando la posizione tramite spostamento del fluido. Il pistone non colpisce e si ferma; avanza e si ritrae sotto flusso misurato. Quel controllo è ciò che definisce i sistemi CNC di oggi—dove profondità del colpo, velocità e ripetibilità sono programmate piuttosto che indovinate. Soluzioni come le presse piegatrici CNC di CN-HAWE si basano su questo principio con continua ricerca e sviluppo nella piegatura, automazione e controllo intelligente, trasformando la forza idraulica in geometria prevedibile invece che in impatto bruto.
Allora perché mantenere la parola?
Perché il lavoro non riguardava mai fermare il movimento. Si trattava di cambiare direzione—forzare la lamiera piatta verso una nuova geometria. Il “brake” in spirito si riferisce alla deflessione. Il freno letterale del 1924 è principalmente una nota storica.
Ecco la trappola: se senti “pressa”, insegui le tabelle di tonnellaggio. Se senti “freno” e pensi “fermare”, immagini che il controllo riguardi solo l’arresto del pistone alla profondità giusta. Ma la precisione dell’angolo non dipende solo da dove si ferma il pistone. Dipende da quanto si allungano le fibre del materiale all’esterno della piega, da quanto si comprimono all’interno e da come si riprendono quando la pressione cessa.
Il pistone può fermarsi esattamente nel punto previsto e il pezzo può comunque muoversi una volta liberato.
Cosa dice questo su chi è davvero al comando?
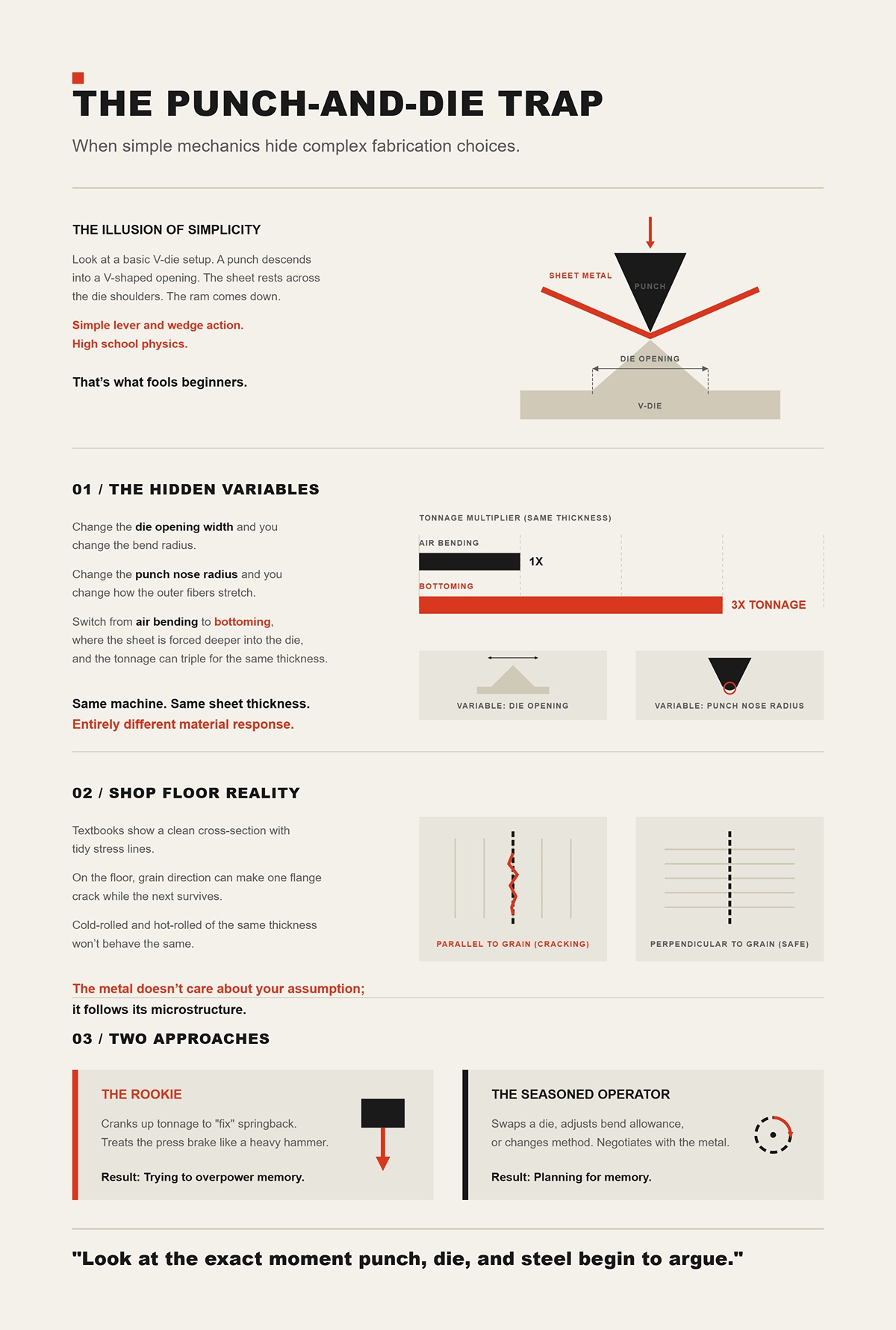
Guarda un’impostazione base con matrice a V. Un punzone scende in un’apertura a forma di V. Il foglio si appoggia sulle spalle della matrice. Il pistone scende. Semplice azione di leva e cuneo. Fisica da scuola superiore.
È ciò che inganna i principianti.
Cambia la larghezza dell’apertura della matrice e cambi il raggio di piega. Cambia il raggio della punta del punzone e modifichi quanto si allungano le fibre esterne. Passa dalla piegatura “in aria”—dove il foglio tocca la punta del punzone e le spalle della matrice—alla “calandratura”, dove è spinto più in profondità nella matrice, e il tonnellaggio può triplicare per lo stesso spessore.
Stessa macchina. Stesso spessore del foglio. Reazione del materiale completamente diversa.
La realtà dell’officina: I libri di testo mostrano una sezione pulita con linee di tensione ordinate. In officina, la direzione della grana può far incrinare una flangia mentre la successiva resiste. Laminato a freddo e laminato a caldo dello stesso spessore non si comporteranno allo stesso modo. Il metallo non si cura delle tue supposizioni; segue la sua microstruttura.
Così, quando un principiante aumenta il tonnellaggio per “correggere” il ritorno elastico, sta trattando la pressa piegatrice come un martello pesante. Quando un operatore esperto cambia la matrice, regola la tolleranza di piega o modifica il metodo, sta negoziando.
Uno cerca di sopraffare la memoria.
L’altro la pianifica.
Ed è lì che dobbiamo guardare dopo: non alla targhetta di potenza della macchina, ma al momento esatto in cui punzone, matrice e acciaio iniziano a discutere.
Fai scorrere una striscia di acciaio dolce da un ottavo di pollice sopra una matrice a V e porta giù il punzone abbastanza lentamente da sentire l’olio sussurrare. Il primo contatto non è uno schianto. È un pizzicamento sulle spalle della matrice e un bacio sulla punta del punzone. Per un battito di cuore, non succede nulla di visibile. Poi il foglio inizia ad incurvarsi tra le due spalle, le fibre superiori si allungano, quelle inferiori si comprimono. Quell’inclinarsi silenzioso—proprio lì—è dove si decide l’angolo finale.
Tre punti di contatto. Punzone. Spalla sinistra. Spalla destra. Un triangolo di forza. Il pistone si muove solo verso il basso, ma il materiale fluisce in arco perché quei tre punti lo costringono. Se pensi che la macchina “pieghi” il metallo, ti sfugge qualcosa. La macchina crea condizioni. L’acciaio sceglie come riorganizzarsi all’interno di quelle condizioni.
Quella scelta vive al di sotto di ciò che puoi vedere.
Prendi la stessa striscia e immagina di tagliarla attraverso la piega per osservare i grani al microscopio. L’acciaio non è un blocco solido; è una folla di cristalli—grani—ognuno con il proprio orientamento. All’interno di ogni grano ci sono dislocazioni, piccoli difetti lineari che permettono agli strati di atomi di scivolare l’uno sull’altro quando la tensione diventa abbastanza alta.
Quando il punzone scende, la superficie esterna entra in trazione. Gli atomi si allontanano leggermente, i legami si allungano. La superficie interna entra in compressione; gli atomi si avvicinano. All’inizio è elastico—come una molla. Rimuovi il carico e il reticolo torna al suo spaziamento originale.
Spingi un po’ più a fondo e quelle dislocazioni iniziano a muoversi. Scivolano lungo i piani cristallografici, permettendo a uno strato di atomi di scorrere sopra un altro. È deformazione plastica. Set permanente. La struttura dei grani si allunga all’esterno della curvatura e si ispessisce leggermente all’interno. L’asse neutro — la linea immaginaria che non subisce né stiramento né compressione — scivola verso il raggio interno perché l’acciaio tollera meglio la trazione che la compressione prima di instabilizzarsi.
Quello scivolamento è il motivo per cui i tuoi calcoli del modello piatto non coincidono mai esattamente con il libro. Il cosiddetto fattore k — rapporto che descrive dove si trova quell’asse neutro nello spessore — oscilla tra circa 0,25 e 0,5 nella maggior parte dei lavori su lamiera. Cambia con spessore, raggio, metodo. Non è una costante della natura; è l’impronta digitale della tua configurazione.
La realtà del pavimento d’officina: I manuali disegnano uno schema pulito metà compressione, metà trazione. Nella morsa, puoi sentire le fibre interne iniziare a deformarsi e quelle esterne a diventare più sottili. La direzione della grana può far sì che una flangia resista e un’altra si strappi sotto lo stesso punzone. Le molecole non leggono il disegno.
Controlla il calibro prima di incolpare la profondità del pistone. Se la tua ipotesi sull’asse neutro è errata, la tua tolleranza di curvatura ti mentirà.
Quindi, se i sistemi di scorrimento interni del metallo decidono quando l’elastico diventa plastico, che ruolo gioca davvero la geometria della matrice?
Imposta due matrici sulla stessa macchina. Una ha un’apertura di 1 pollice. L’altra, di 2 pollici. Piega la stessa striscia da un ottavo di pollice a 90 gradi usando la piegatura in aria — cioè la punta del punzone e le spalle della matrice sono gli unici punti di contatto e la lamiera non raggiunge mai il fondo.
Con la matrice da 1 pollice, il raggio interno della piega risulta più stretto, intorno a circa 0,16 pollici in molti acciai dolci. Passa alla matrice da 2 pollici e il raggio cresce, spesso vicino a 0,32 pollici. Stesso punzone. Stessa impostazione di tonnellaggio. Raggio diverso perché la lamiera copre uno spazio più ampio prima di cedere.
Una matrice più ampia significa meno supporto sotto la lamiera. Il materiale deve flettersi di più prima che la tensione sulla punta del punzone superi il carico di snervamento. Ciò aumenta il raggio interno e riduce la percentuale di materiale spinto oltre il limite di snervamento. Rimane più comportamento elastico nella sezione trasversale.
Ecco perché la larghezza della matrice controlla il ritorno elastico più di quanto si aspettino i principianti. Una matrice stretta spinge più spessore oltre il limite di snervamento — più zona plastica, meno memoria elastica residua da recuperare. Una matrice larga lascia un nucleo elastico più grande.
Chiamala “pressa” e un principiante immagina la forza. Io guardo prima la tabella delle matrici.
La realtà del pavimento d’officina: La piegatura in aria è flessibile. Puoi lavorare spessori diversi sulla stessa matrice se accetti qualche variazione d’angolo. La piegatura a fondo o per coniazione — dove il punzone spinge la lamiera più in profondità nella cavità della matrice — richiede un tonnellaggio molto più alto ma blocca l’angolo più saldamente perché stai deformando plasticamente quasi tutta la zona di curvatura. Metodi diversi manipolano la stessa fisica in proporzioni diverse.
Controlla il calibro dell’apertura della tua matrice. Se è otto volte lo spessore del materiale quando la tua tabella ne prevedeva sei, l’errore sull’angolo non è un mistero — è geometria.
Ma anche con la matrice “giusta”, i pezzi si aprono comunque dopo il rilascio.
Perché?
Piega quella striscia a un perfetto 90 gradi sotto carico. Tienila lì. Rilascia la pressione. Osserva come si apre fino a 92 gradi.
Nulla si è mosso nella macchina. Tutto si è mosso dentro l’acciaio.
Ricorda quella regione elastica di cui abbiamo parlato — la parte dello spessore che non ha superato il limite di snervamento? Gli atomi lì sono stati solo stirati, non riorganizzati. Quando rimuovi il punzone, quei legami tornano verso la loro distanza originale. Le fibre interne compresse spingono verso l’esterno. Le fibre esterne in trazione si contraggono. L’intera sezione trasversale si apre leggermente finché le tensioni interne si equilibrano.
Gli acciai ad alto carico di snervamento — come alcuni gradi basso legati ad alta resistenza — immagazzinano più energia elastica prima di deformarsi plasticamente. Ciò significa più ritorno elastico per la stessa geometria. L’alluminio, con un modulo di elasticità inferiore, si comporta ancora diversamente. Due materiali, stesso spessore, stessa matrice, angoli finali diversi.
Non “elimini” il ritorno elastico con più forza a meno che non superi ulteriormente la deformazione plastica — sia con raggio più stretto, matrice più piccola o coniazione. Altrimenti stai solo spingendo più forte contro la stessa barriera elastica.
La realtà sul piano di produzione: gli operatori imparano a sovrapiegare. Se l’esperienza dice che questa configurazione recupera due gradi, miri a 88 sotto carico per arrivare a 90 a vuoto. Quel numero non è magia. È memoria — registrata dalle battaglie precedenti tra quella lega e quel punzone.
Ma se il ritorno elastico dipende da quanto della sezione trasversale hai spinto oltre il limite di snervamento, non ci riporta questo alle tabelle delle tonnellate?
Guarda una formula standard di tonnellaggio per piegatura in aria dell’acciaio dolce: la tonnellata per piede è proporzionale al quadrato dello spessore del materiale diviso per l’apertura della matrice. Raddoppia lo spessore e la forza richiesta quadruplica. Dimezza l’apertura della matrice e la tonnellata raddoppia.
Quell’equazione non si cura di quanto sia grande la tua macchina. Si interessa del limite di snervamento — la tensione alla quale i dislocamenti cominciano a muoversi.
Se la tua pressa è classificata per 100 tonnellate e il lavoro ne richiede 40, le 60 tonnellate extra non ti comprano precisione. Ti danno margine di sicurezza e forse l’opzione di coining. La precisione dipende comunque dal fatto che tu abbia scelto una larghezza di matrice che crei il giusto rapporto plastico-elastico e che tu abbia tenuto conto del limite di snervamento e del modulo dell’acciaio.
Ho visto principianti aumentare la pressione per “serrare” una piega nella formatura in aria. Il montante raggiunge la profondità programmata, il manometro indica una pressione più alta e il pezzo recupera comunque gli stessi due gradi. Perché finché non cambi geometria o metodo, non hai modificato la distribuzione delle tensioni interne — solo la forza necessaria per raggiungerla.
La forza è il biglietto d’ingresso. Il limite di snervamento stabilisce le regole del gioco.
E una volta che lo capisci, la domanda successiva non è quanto grande ti serva la macchina.
È quale metodo di piegatura ti permette di negoziare con quelle regole invece di combatterle alla cieca.
Ho un contenitore di scarti pieno di provini di acciaio dolce da un ottavo di pollice piegati a 90 gradi sulla stessa matrice a V. Stesso punzone. Stessa macchina. L’unica cosa che ho cambiato è stata la profondità del montante di pochi millesimi ogni volta. Alcuni pezzi arrivano a 89,5 gradi. Altri a 90,3. Nessuno di loro ha mai toccato il fondo della matrice.
Questa è la piegatura in aria.
Nella piegatura in aria, il foglio tocca la punta del punzone e le due spalle della matrice a V. Tre punti. Il punzone non spinge mai completamente il materiale nella cavità della matrice. L’angolo finale è controllato da quanto in profondità il punzone penetra in quello spazio aperto. Cambia la profondità di un capello e l’angolo varia. Cambia lo spessore del materiale di pochi millesimi e l’angolo cambia di nuovo perché l’asse neutro — lo strato che non si allunga né si comprime — si sposta leggermente.
Non stai forzando il metallo a corrispondere all’angolo della matrice. Stai negoziando con il suo ritorno elastico.
Ecco il meccanismo. Più ampia è l’apertura della matrice rispetto allo spessore — diciamo otto volte lo spessore per l’acciaio dolce — più grande è il nucleo elastico lasciato nella zona di piega. Quel nucleo elastico immagazzina energia. Quando rilasci il punzone, quell’energia immagazzinata fa ruotare la piega aprendola. Nella piegatura in aria, ti affidi a una sovrapiegatura controllata per raggiungere l’obiettivo dopo il rilascio. La precisione dipende da una sola variabile: la profondità di penetrazione del punzone.
Le moderne presse piegatrici CNC lo sanno. Alcuni sistemi sparano un laser lungo la linea di piegatura e misurano l’angolo in tempo reale — fino a 100 letture al secondo — poi regolano la profondità del montante al volo. Aggiunge circa un secondo per piega. In teoria, questo chiude il ciclo e cancella le vecchie approssimazioni.
Ma anche con compensazione dinamica e feedback laser, la maggior parte delle officine in produzione reale registra ±0,5 gradi sui cicli tipici. Non perché la macchina sia debole. Perché lo spessore della lamiera varia. La direzione della grana cambia il ritorno elastico. L’operatore appoggia il pezzo in modo leggermente diverso contro la battuta posteriore. Il metallo è testardo. Ricorda come è stato laminato.
La forza della piegatura in aria è la flessibilità. Una sola matrice può gestire un intervallo di spessori se accetti una certa variazione angolare. Il setup è rapido. Il costo dell’attrezzatura è inferiore. Le tonnellate richieste sono modeste rispetto all’appoggio completo — spesso solo una frazione. Stai piegando principalmente grazie alla geometria, non alla compressione brutale.
La realtà del pavimento officina: i libri di testo definiscono la piegatura ad aria “meno precisa”. Sulla carta, sì—perché l’angolo della matrice non blocca il pezzo. In officina, però, è il modo più rapido per lavorare pezzi diversi senza cambiare utensili ogni ora. Si scambia un piccolo margine di variazione angolare con velocità e adattabilità. Quello scambio è intenzionale.
Controlla il calibro del tuo pacco lamiera prima di dare la colpa al CNC. Una variazione di spessore di tre millesimi può modificare l’angolo più di quanto farebbe mai un servomotore nuovo di zecca.
Quindi, se la piegatura ad aria lascia spazio al metallo per “ribattere”, cosa fai quando il disegno indica ±0,25 gradi e l’ispettore possiede davvero un goniometro degno di questo nome?
Prendi la stessa striscia di un ottavo di pollice e spingila più in fondo—finché il punzone forza il materiale quasi a pieno contatto con le pareti della matrice. Ora stai eseguendo un appoggio. Aumenta ancora la forza finché la punta del punzone comprime plasticamente la linea di piega, assottigliandola leggermente e stirando i grani fino alla completa deformazione. Questa è la coniatura.
Senti la differenza nel pedale. La piegatura ad aria può richiedere, ad esempio, 20 tonnellate per un determinato setup. L’appoggio dello stesso pezzo può richiedere da quattro a otto volte più tonnellate, perché non stai più solo superando il limite di snervamento delle fibre esterne—stai deformando plasticamente quasi l’intera sezione trasversale e la stai pressando contro un’angolazione di matrice fissa.
Meccanicamente, questo cambia tutto.
Nell’appoggio, è l’angolo della matrice—a non solo la profondità del pistone—a dettare la piega finale. Il ritorno elastico si riduce perché rimane meno nucleo elastico da recuperare. Nella coniatura, si va oltre: si supera il limite di snervamento quasi in tutto lo spessore lungo la linea di piega. Non si sta più negoziando. Si sta riscrivendo la memoria del metallo con la forza.
Ma anche allora, il pezzo non ha snervato perché è stato schiacciato. Ha snervato perché hai spinto la tensione oltre il limite di snervamento in ogni punto che contava.
La precisione migliora. In condizioni controllate, macchine di alta gamma con utensili appropriati possono mantenere ±0,1–0,2 gradi. È il numero da brochure. In un martedì umido, con lotti di materiale misti e un operatore stanco, la realtà torna verso ±0,5. Le variazioni esterne non spariscono solo perché possiedi più tonnellaggio.
E il costo?
Forze maggiori implicano macchine più pesanti, maggiore usura degli utensili, corrispondenza più severa degli angoli di matrice e minore tolleranza all’errore. Se la tua matrice è molata a 88 gradi e il disegno richiede 90 dopo il ritorno elastico, ti conviene conoscere perfettamente il comportamento del materiale. C’è poco margine per “avvicinarsi con cautela” all’angolo come si può fare nella piegatura ad aria regolando la profondità.
La realtà del pavimento officina: la coniatura dà soddisfazione. La piega scatta in posizione e si muove a malapena dopo il rilascio. Ma paghi quella sicurezza in tonnellaggio, precisione degli utensili e tempi di setup più lunghi. Questo metodo si sceglie quando la tolleranza lo impone—non perché all’operatore piaccia il suono della macchina che geme.
Controlla il calibro del raggio della punta del punzone. Nella coniatura, una punta usurata non cambia solo l’aspetto estetico—modifica la distribuzione delle tensioni e con essa l’angolo di piega.
Quindi la scelta non è quale metodo sia “migliore”. È quale errore puoi permetterti: mezzo grado di variazione del ritorno elastico o un lungo setup con forza elevata e vincoli stretti sugli utensili?
Immagina due lavori in programma.
Lavoro A: 200 staffe in acciaio dolce, tolleranza ±1 grado, lunghezze di flange multiple, materiale da lotti misti. Lavoro B: 5.000 involucri in acciaio inox, ±0,25 gradi sui bordi visibili, stesso spessore per tutta la produzione.
Esegui il Lavoro A con appoggio e passerai più tempo a regolare angoli e tonnellaggio di quanto richieda la tolleranza. Piegalo ad aria, registra la sovrapiega per quel lotto e procedi. La memoria del metallo varia leggermente? La tolleranza la assorbe.
Esegui il Lavoro B con piegatura ad aria e spera che spessore e direzione delle fibre restino gentili? Passerai la giornata a inseguire correzioni d’angolo, anche con feedback laser. Appoggialo o conialo, blocca la geometria alla matrice e accetta il tonnellaggio più elevato come prezzo della coerenza.
Chiamalo una “pressa” e un principiante immagina la forza. Un operatore esperto vede un menu di strategie di deformazione.
Questa è la negoziazione. La piegatura in aria dice: accetterò un po’ di recupero elastico e lo gestirò con il controllo della profondità e il feedback. L’appoggio completo dice: ridurrò la tua capacità di recupero deformando plasticamente una porzione maggiore della tua sezione trasversale. La coniatura dice: eliminerò quasi completamente il tuo margine di discussione superando il limite di snervamento lungo tutta la linea di piega.
I sistemi CNC moderni che “apprendono” il ritorno elastico in base alla direzione della grana non cancellano questa scelta. La perfezionano. Anche la macchina più intelligente lavora comunque all’interno della fisica di quanto spessore viene portato oltre il limite di snervamento. Il software può compensare la variazione; non può abrogare il modulo di elasticità.
Il margine d’errore con cui si vive è fissato nel momento in cui si sceglie il metodo. Il tonnellaggio rende semplicemente possibile quella scelta—non ne definisce la precisione.
E una volta che si vede la piegatura come una decisione strategica su quanta memoria del metallo si è disposti a lasciare intatta, la domanda successiva smette di essere “Quanto è grande la macchina?” e diventa “Quanto è ripetibile il mio processo dal primo pezzo al numero cinquemila?”
Se stai valutando come standardizzare quella ripetibilità tra turni, materiali e volumi di produzione, può essere utile confrontare metodi, strategie di utensili e opzioni di controllo con un partner tecnico. Con un investimento continuo in ricerca e sviluppo per le presse piegatrici e nello sviluppo di apparecchiature intelligenti, CN-HAWE supporta i produttori nell’allineare metodo di piegatura, livello di automazione e controllo di processo con gli obiettivi produttivi reali. Puoi iniziare la conversazione qui: contatta CN-HAWE per discutere della tua applicazione, delle tolleranze e degli obiettivi di produttività.
La rendi ripetibile decidendo cosa controllare—e poi rifiutandoti di lasciare che quella variabile sfugga al controllo.
Questo è tutto il gioco, dal primo pezzo al cinquemillesimo. Non cilindri più grandi. Non pompe più rumorose. Controllo.
Ho piegato acciaio dolce da un ottavo di pollice su una pressa a mano e su un CNC a servoazionamento con abbastanza assi da far arrossire un fresatore. Al metallo non importava. Cercava comunque di ritornare indietro. Ciò che è cambiato non era la sua memoria. È cambiata la nostra. La macchina che ricorda cosa ha fatto l’ultimo pezzo vince sul lungo periodo.
Considerando che CN-HAWE investe più dell’8% dei ricavi annuali in ricerca e sviluppo. ADH gestisce capacità di R&S su piegatrici, per i lettori che desiderano materiali dettagliati, Brochure è una risorsa di approfondimento utile.
Chiamalo una “pressa” e un principiante immagina la forza. Un veterano immagina un sistema che può ripetere una decisione senza stancarsi.
La ripetibilità è la valuta perché una volta che hai scelto la piegatura in aria, l’appoggio o la coniatura—una volta che hai deciso quanta della testarda memoria fisica del metallo lascerai intatta—l’unica cosa che ti separa dallo scarto è se riesci a mantenere le stesse condizioni volta dopo volta. Stessa lunghezza della flangia. Stessa profondità. Stessa sequenza. Stessa correzione per il ritorno elastico.
La negoziazione non cambia. La disciplina sì.
Quindi, dove vive realmente quella disciplina?
La prima piega ti lusinga. La seconda ti mette a nudo.
Un principiante allinea un foglio a occhio, lo spinge contro una battuta, fa un bel 90 gradi e sorride. Poi capovolge il pezzo per la flangia di ritorno e improvvisamente le dimensioni non tornano. L’angolo può essere perfetto. La posizione no. Questa è la lezione del riscontro posteriore.
Il riscontro posteriore è semplicemente un sistema di posizionamento—delle dita che determinano quanto il foglio scorre sotto il punzone prima che tu prema il pedale. Controlla dove avviene la piega, non come il metallo fluisce all’interno della matrice. Confonderli significa inseguire il problema sbagliato per tutta la settimana.
Sulle vecchie presse manuali, quel riscontro scorre su una vite o su una cremagliera che regoli a mano. Leggi una scala. La blocchi. E ogni volta che reimposti per una nuova flangia, introduci la più antica variabile della produzione: il pollice umano. Può leggere male. Può urtare. Può dimenticare di serrare il morsetto.
La realtà sul piano di produzione: il calibro potrebbe indicare 2,000 pollici. Ma se il dito di arresto è consumato o la trave non è perfettamente squadrata, il foglio si bloccherà prima da un lato e si sposterà lentamente. Giurerai che il metro a nastro è sbagliato. Non lo è.
I moderni riscontri posteriori CNC si muovono tramite motori servo lungo gli assi X, R e Z — avanti e indietro, su e giù, a sinistra e a destra. Possono ripetere le posizioni con una precisione di centesimi di millimetro se le guide lineari sono dritte e la trave è parallela. Quel “se” è la parte che le brochure sussurrano.
Perché la ripetibilità non è automatica. Va mantenuta. Se le guide lineari si usurano o la matrice non è parallela entro pochi centesimi, quel sofisticato sistema di posizionamento non fa che ripetere un errore in modo molto coerente.
Controlla i calibri sul tuo pacco di flange, non solo la lettura dello schermo. Se i pezzi dal secondo al decimo si spostano, il problema non è la forza. È il riferimento.
Ma il posizionamento da solo non risolve il ritorno elastico. Garantisce solo che tu pieghi sempre nello stesso punto. Quindi, come fa il CNC a controllare effettivamente l’angolo?
Il CNC ha conquistato il piano di produzione perché ricorda cosa ha fatto il metallo l’ultima volta — e si regola prima che tu lo chieda.
In particolare nella piegatura in aria, l’angolo dipende dalla profondità. Qualche millesimo in più e pieghi abbastanza da compensare il ritorno elastico. Su una macchina manuale, ti avvicini a quella profondità a sensazione. Piega, misura, regola l’arresto, piega di nuovo. Va bene per venti pezzi. Terribile per duemila.
Una pressa piegatrice CNC memorizza quella correzione. Se il primo pezzo ritorna a 91 gradi quando vuoi 90, programmi una frazione di profondità in più. Il punzone scende in quella posizione esatta ad ogni ciclo. Alcuni sistemi leggono persino l’angolo in tempo reale con sensori laser e regolano a metà corsa. Non più forza. Conversazione più intelligente.
Ma ecco la trappola che la maggior parte delle officine impara a proprie spese: l’automazione non cancella l’errore. Lo sposta.
Se programmi lo spessore sbagliato, l’apertura della matrice sbagliata o la sequenza sbagliata, la macchina produrrà cinquecento errori identici prima di pranzo. Un operatore manuale avrebbe potuto accorgersene a sensazione al terzo pezzo.
I riscontri posteriori multi-asse ti permettono di lavorare pezzi complessi in una sola configurazione. Le dita si muovono a sinistra e a destra, su e giù, così non devi capovolgere e riposizionare il foglio tra le pieghe. Efficienza, sì. Ma ti costringe a pensare alla sequenza prima di premere avvio ciclo. Un’ipotesi sbagliata sull’ordine delle pieghe e il pezzo si blocca contro l’attrezzatura a metà lavoro.
Questo è il compromesso: il CNC ti offre correzioni ripetibili per la memoria del metallo — ma pretende che tu definisca una strategia in anticipo.
Ma anche allora, il pezzo non ha ceduto perché è stato schiacciato. Ha ceduto perché hai spinto lo sforzo oltre il limite di snervamento ovunque servisse. Il CNC può compensare il recupero elastico; non può annullare il modulo di elasticità.
Allora, quando tutta quella memoria e sequenziamento ti rallentano invece di aiutarti?
Se i tuoi lavori cambiano ogni pomeriggio, la semplicità può superare la sofisticazione.
Immagina una piccola officina che produce lotti brevi — dieci staffe qui, quindici pannelli là — materiali misti, disegni segnati a mano, clienti che modificano la lunghezza di una flangia mentre stai impostando la macchina. In quel mondo, il tempo speso a programmare gli assi e a sequenziare le pieghe può superare il vantaggio della precisione del servo.
Un operatore esperto su una pressa manuale può adattarsi al volo. Sentire il ritorno elastico. Spostare la profondità di arresto. Muovere il riscontro posteriore di un sedicesimo senza scorrere tra gli schermi. La negoziazione con il metallo avviene in tempo reale, non in uno script predefinito.
Quella flessibilità è anch’essa una forma di ripetibilità — ripetibilità umana. Più lenta, sì. Dipendente dall’abilità. Ma, per bassi volumi, può essere la scelta economica più intelligente perché il costo di un errore di programmazione su un CNC è amplificato dalla velocità.
La realtà dell’officina: un freno manuale non nasconde il proprio gioco. Lo vedi. Senti il contraccolpo nella vite. Ti compensi d’istinto. Un CNC può mascherare l’usura finché i pezzi non iniziano silenziosamente a uscire dalle tolleranze.
Controlla il calibro delle tue aspettative. Se hai bisogno di cinquemila involucri identici, la memoria batte la forza bruta ogni volta. Se ti servono cinque pezzi personalizzati prima di pranzo, a volte la macchina più intelligente dell’edificio è quella collegata a un paio di mani esperte.
E anche con il miglior CNC che puoi comprare, c’è ancora qualcosa nella lamiera che non puoi programmare via.
Lo scorso inverno abbiamo piegato una serie di staffe in acciaio dolce da un ottavo di pollice. Stesso programma. Stesso stampo. Stesso operatore. Il terzo pezzo si è spaccato lungo l’esterno della piega come se qualcuno ci avesse passato un rasoio. I primi due erano perfetti.
Sul monitor non era cambiato nulla.
Era cambiato il foglio. La fibra proveniente dal laminatoio correva parallela alla linea di piega di quel terzo pezzo. L’acciaio ha una direzione in cui preferisce allungarsi. Non la vedi a meno che tu non sappia cosa cercare, ma la sentirai quando si lacera.
Questa è la proprietà che il tuo CNC non può annullare: l’anisotropia — una parola elegante che significa che il metallo si comporta in modo diverso a seconda della direzione. La pressa piegatrice può raggiungere la profondità al centesimo. Non può però riorganizzare la struttura cristallina. Chiamala “pressa” e un principiante immagina la forza. Un veterano immagina la direzione.
E la direzione si manifesta in punti di cui il tuo modello CAD non ti aveva mai avvertito.
Immagina una lamiera da 14 gauge, circa 0,075 pollici di spessore, e programmi una flangia da mezzo pollice. La inserisci in una matrice a V aperta otto volte lo spessore — diciamo 0,600 pollici di larghezza, perfettamente nella regola empirica del 6–8×. Azioni il pistone.
Invece di un netto 90°, la gamba cede. Il pezzo si inclina. Sembra che stia cadendo nella matrice.
Perché lo sta facendo davvero.
Nella piegatura in aria, la lamiera poggia sulle due spalle della V. Il punzone spinge al centro. Contatto in tre punti. Tutto il gioco è lì. Ma se la tua flangia è troppo corta, non riesce mai a coprire interamente quelle spalle. Il materiale non può stabilizzarsi. La linea di forza si sposta verso l’interno e la gamba ruota verso il basso nell’apertura.
Nessuna quantità di tonnellaggio extra corregge quella geometria. Più forza significa solo accelerare l’instabilità.
I manuali ti forniranno tabelle di lunghezza minima della flangia. In officina, io lo spiego così: la tua flangia deve essere abbastanza lunga da poggiare piatta e stabile sulle spalle della matrice prima che il punzone inizi a impegnarsi in modo significativo. Se non può bilanciarsi, non potrà piegarsi in modo pulito. Aumenta la flangia o chiudi l’apertura della matrice in modo che le spalle si avvicinino.
La realtà dell’officina: ho visto principianti inseguire questo problema con la pressione. Aumentano il tonnellaggio 10%, 15%, pensando che la macchina sia “sottodimensionata”. Ma anche allora, il pezzo non cedeva perché era stato schiacciato; cedeva perché la geometria di supporto aveva ceduto prima.
Controlla il calibro prima di dare la colpa all’idraulica. Misura la tua flangia rispetto all’apertura della matrice. Se la matematica dice che dovrebbe a malapena coprire, non ti perdonerà.
Quindi, se la geometria può tradirti ancora prima che la forza conti, cosa succede quando è il materiale stesso a resistere alla direzione in cui lo stai piegando?
Prendi quello stesso acciaio dolce da un ottavo di pollice e piegalo perpendicolarmente alla direzione di laminazione. Le fibre esterne si allungano, si assottigliano e tengono. Ora ruota il pezzo grezzo di 90 gradi in modo che la linea di piega segua la direzione della grana.
Lo sentirai nel pedale. Il metallo si irrigidisce, poi cede all’improvviso. A volte si crepa a ragnatela lungo il raggio esterno.
La laminazione in fabbrica allunga la struttura della grana — immagina delle fibre stirate come caramello tirato. Piegando attraverso di esse, chiedi alle fibre di allungarsi lateralmente. Possono farlo. Piegando lungo di esse, invece, tiri in lunghezza qualcosa che è già allungato. La superficie esterna supera prima la sua duttilità.
Le tabelle del raggio interno minimo presumono tacitamente che tu stia piegando attraverso la grana. Rompi tale presupposto e il raggio di sicurezza aumenta. Ignoralo, e la crepa si forma esattamente dove la tensione è maggiore — sulla superficie esterna al vertice della piega.
Qui è dove gli iniziati si lasciano ingannare. Un punzone disallineato può caricare lateralmente e creare una frattura unilaterale che sembra un cedimento della grana. Quindi come distinguere la differenza? Le crepe di grana seguono la linea di piega in modo coerente su più pezzi tagliati con la stessa orientazione. Il disallineamento lascia segni irregolari su una spalla della matrice e schemi di strappo incoerenti.
Una è metallurgia. L’altra è impostazione.
La ripetibilità CNC riprodurrà fedelmente entrambi gli errori. Non le importa quale hai scelto.
Se la direzione governa la formazione delle crepe e la geometria governa la stabilità, allora perché un lavoro che va bene alle 8 del mattino comincia a variare all’ora di pranzo?
Ho smontato una matrice dopo una settimana di produzione e ho visto le spalle lucidarsi in modo irregolare, i bordi leggermente arrotondati. Niente di drammatico. Solo quel tanto che basta.
Un utensile usurato richiede più forza per ottenere lo stesso angolo — un aumento dal 5 al 10 percento non è insolito. Gli operatori non percepiscono tale cambiamento perché la macchina continua a ciclare in modo regolare. Così regolano un po’ più di profondità per inseguire la variazione d’angolo.
Ora stai lavorando con una forza maggiore di quanto credi.
Supera la capacità nominale di un utensile del 20 % e puoi dimezzarne la vita. Concentra il carico completo su una sezione breve — meno di circa il 60 % della distanza tra i telai laterali — e inizi a stressare la geometria della macchina stessa. Il banco può flettersi. Il martinetto può deformarsi in modo diverso da quanto previsto.
Compare una variazione d’angolo. Il decimo pezzo non è identico al primo perché la conversazione meccanica è cambiata sotto i tuoi piedi.
La realtà del pavimento officina: a volte la prima piega era già sbagliata. Una scheggia sotto la matrice ha creato un punto di contatto. Quel minuscolo punto alto si corrode sotto carico, e ogni corsa successiva accentua il modello di usura. Il materiale viene incolpato. La colpa era della disciplina d’installazione.
Controlla il calibro sulle specifiche dell’utensile, non solo sul pezzo. Se non conosci il limite di tonnellaggio della tua matrice, stai negoziando alla cieca.
Ma anche con utensili perfetti e spalle nuove, c’è un’altra distorsione silenziosa in agguato vicino alla tua linea di piega.
Immagina una flangia larga un pollice con un foro di 3/8 di pollice punzonato a un quarto di pollice dalla linea di piega. Il disegno in piano sembra pulito. Esegui la piega a 90 gradi.
Il foro diventa un ovale.
Durante la piegatura, la superficie esterna si allunga e quella interna si comprime. Tra di esse si trova l’asse neutro — lo strato che non si allunga né si comprime in modo significativo. Qualunque cosa vicina alla linea di piega attraversa quelle zone di deformazione. Un foro interrompe la continuità del materiale, quindi lo sforzo si ridistribuisce attorno ai suoi bordi.
Troppo vicino, e il bordo di quel foro è costretto a stirarsi in modo irregolare. La forma circolare non riesce a mantenersi perché un lato è in trazione e l’altro in compressione.
Le regole pratiche dicono di mantenere i fori ad almeno uno spessore del materiale — spesso di più — lontani dalla linea di piega. In pratica, voglio abbastanza distanza affinché il foro si trovi al di fuori della zona principale di deformazione. Se può “sentire” la piega, si deformerà con essa.
Nessuna impostazione software lo impedisce. Il punzone non si ferma per preservare la tua geometria.
Ed è qui che la discussione si fa stretta: lunghezza della flangia, direzione della fibra, usura degli utensili, posizione dei fori — nessuno di questi aspetti cede alla forza bruta o alla precisione del servo. Sono vincoli che si negoziano prima che il martello cali.
Se piegare è un dialogo tra macchina e metallo, la forza apre solo la conversazione. La memoria del metallo — la sua direzione, il suo spessore, il suo bisogno di supporto — ha l’ultima parola, a meno che tu non pensi in termini di modelli piani e di deformazioni tridimensionali prima ancora di avviare il ciclo.
Se vuoi progettare modelli piani e piani di lavorazione che non ti facciano vergognare in officina, smetti di pensare agli angoli e inizia a pensare agli strati di deformazione che si muovono attraverso lo spessore.
Chiamala una “pressa” e un principiante immagina la forza. Io immagino un foglio pizzicato tra punzone e matrice, le fibre esterne che si allungano, quelle interne che si spostano verso l’interno, e da qualche parte tra loro un confine tranquillo — l’asse neutro — che scivola verso una nuova posizione a seconda del materiale, del raggio e del metodo. Quella linea mobile è ciò che decide se la tua flangia risulta precisa o si ferma due millimetri prima.
Pensare in 3D significa smettere di disegnare un pezzo piegato e iniziare a visualizzare cosa fa ogni strato di metallo prima, durante e dopo la corsa. Immagini la direzione della fibra che resiste in un senso, i fori che si deformano se troppo vicini alla zona di tensione, le spalle degli utensili che lucidano e modificano la pressione di contatto durante la lavorazione. Il tuo modello piano non è una proiezione geometrica. È una previsione di come quel confine interno si sposterà.
L’unica cosa da ricordare è questa: la precisione risiede nella posizione dell’asse neutro, non nell’angolo finale.
Questo non è ovvio perché la parte che misuri è l’angolo e la lunghezza della flangia, non lo strato invisibile che li ha determinati.
Quindi come si progetta attorno a qualcosa che non puoi vedere?
Per prima cosa, dobbiamo sciogliere una trappola da officina. Il fattore K usato per il calcolo della piega — il rapporto che indica dove si trova l’asse neutro attraverso lo spessore — non è lo stesso “k” che alcune tabelle usano per la forza di piegatura. Uno predice la lunghezza sviluppata. L’altro predice la tonnellata necessaria. Se li confondi, inseguirai fantasmi.
Per i modelli piani, il fattore K di solito varia tra circa 0,33 e 0,5 dello spessore. Non è una costante universale. L’alluminio più tenero spinge l’asse neutro più lontano dal raggio interno. L’acciaio inox di solito lo mantiene più vicino. Passando dalla piegatura “in aria” alla “a fondo corsa”, l’asse neutro si sposta di nuovo perché il materiale viene compresso più a fondo nella matrice. Non hai solo cambiato la forza. Hai cambiato il comportamento interno del metallo.
Ecco dove sbagliano i principianti: progettano partendo dalle dimensioni finali e tornando indietro usando un valore K predefinito di 0,33 perché è quello impostato dal software. Si fidano dello schermo. Tagliano dieci pezzi. Poi si chiedono perché ogni flangia è troppo lunga.
La realtà dell’officina: nella produzione con piegatura a V in aria, il calcolo teorico della piega spesso perde contro la deduzione di piega misurata — il valore che ottieni piegando un pezzo di prova, misurando il risultato e calcolando all’indietro. Non è affascinante. È empirico. Supera l’ispezione.
Quando salti quel pezzo di prova, il prototipo finisce nel rottame non perché la piegatura sia misteriosa, ma perché hai ipotizzato dove si sarebbe trovato l’asse neutro invece di misurare dove si è effettivamente spostato.
Controlla il calibro sul tuo pezzo di prova prima di tagliare una pila di pezzi di produzione. Un valore K predefinito è un punto di partenza, non una garanzia.
Ma se misuri una volta e la blocchi, perché il lavoro successivo si sposta comunque?
Perché il fattore K non dipende solo dal materiale. Dipende dal processo.
Diciamo che hai impostato un ottavo di pollice di acciaio dolce con una determinata apertura a V, piegato in aria a 90°. Hai eseguito un pezzo di prova, calcolato la deduzione di piega, aggiornato la figura del piano. Perfetto. Ora l’ufficio acquisti cambia fornitore. Stesso spessore sulla carta, resistenza allo snervamento leggermente diversa nella realtà. L’asse neutro si sposta. Il tuo numero fissato ora è una gentile finzione.
Oppure cambi metodo e passi alla piegatura in fondo corsa per ridurre il ritorno elastico. Questo aumenta la forza — a volte in modo significativo — e sposta l’asse neutro in una posizione diversa. La tua vecchia deduzione di piega non descrive più questa nuova conversazione tra punzone e lamiera.
Quindi il flusso di lavoro che evita che i prototipi finiscano tra gli scarti è questo:
Sembra lento. È più lento che indovinare.
È più veloce che rifare 200 pezzi.
Il prototipo finisce di solito nel bidone degli scarti perché le officine lo trattano come una prova di concetto invece che come una calibrazione. Il suo vero compito è insegnarti dove il metallo ha deciso di muoversi nelle tue esatte condizioni.
Se questa è la disciplina, allora cosa determina davvero il costo di un lavoro — la macchina che hai acquistato o il metodo che scegli?
Non ti getterò addosso statistiche inventate, ma ecco un’ipotesi che hai già visto realizzarsi. Due officine possiedono piegatrici simili. Una piega in aria tutto ciò che può, accetta un ritorno elastico prevedibile e costruisce le sue figure piane basandosi su deduzioni di piega misurate. L’altra piega in fondo corsa ogni angolo critico per “bloccarlo”, consumando più tonnellate, usurando più rapidamente gli utensili e impiegando più tempo nella messa a punto.
I pezzi possono sembrare uguali sul disegno.
Il costo per pezzo non lo sarà.
La piegatura in aria usa meno forza e ti offre flessibilità sugli angoli, ma richiede che tu comprenda e preveda il ritorno elastico. La piegatura in fondo corsa riduce il ritorno elastico ma sposta l’asse neutro e aumenta le esigenze di forza — a volte di 1,5 volte o più rispetto alla piegatura in aria. La coniatura può moltiplicare la forza diverse volte ancora e alterare permanentemente il materiale lungo la linea di piega. Ogni metodo genera una risposta del materiale diversa, non solo una diversa sensazione al pedale.
Quando scegli un metodo, stai scegliendo quale comportamento del fattore K sei disposto ad accettare, quanta usura dell’utensile tollererai, quanto sarà sensibile il tuo sviluppo piano alle variazioni del materiale e quanto si restringerà la finestra di processo.
Chiamalo una “pressa” e un principiante immaginerà la forza.
Un veterano vede una negoziazione: quanto permetterò al metallo di recuperare elasticamente, quanto lo spingerò oltre il limite di snervamento, quanta variazione nella grana e nello spessore potrà tollerare questo piano prima di uscire dalle specifiche?
Controlla il calibro non solo sui tuoi pezzi, ma anche sulle tue assunzioni. Se il tuo sviluppo piano, l’orientamento della grana, la scelta dell’utensile e il metodo di piegatura non sono stati decisi come un unico sistema, non stai ragionando in 3D — stai sperando in 2D.
E la speranza non ha mai raddrizzato una flangia storta.


















