

彼は必要以上にトン数を高く設定していた。8分の1インチの軟鋼。単純な90度の曲げ加工。機械がうなりを上げ、ラムが審判の日かのように降りてきた。そしてラムが上がったとき、その部品は彼をあざ笑うかのように3度スプリングバックした。.
彼はゲージを見た。私は部品を見た。.
彼は機械の圧力が足りなかったのだと考えた。私は、金属が単に元の形を記憶していただけだと知っていた。.
「プレス」と呼べば初心者は力を想像する。しかし「ブレーキ」と呼べば、多くの人は制動力を思い浮かべる。どちらのイメージも、板金を真っ直ぐに曲げる助けにはならない。.
私が初めて古い機械式プレスブレーキ(フライホイールとクラッチで駆動するタイプ)の前に立ったとき、蓄えられたエネルギーがフレームを通して唸っているのを感じることができた。ヘーゼルトンの1924年製全鋼鉄設計のような初期の動力モデルは、回転するフライホイール、偏心クランク、そしてストロークの合間にラムを止めるための本物のブレーキを使用していた。勇気があれば、1分間に30ストロークだ。その機械には筋力と停止機構があった。.
しかし、その当時でさえ、ワークピースが降伏したのは押し潰されたからではない。弾性限界(鋼がバネのように振る舞うのをやめ、塑性変形を始める点)を超えてたわんだからだ。力は対話のきっかけに過ぎない。それがどう終わるかは、材料の内部構造が決めるのだ。.
もし力任せがすべてを支配するなら、なぜ何も変えていないのに角度がずれるのか?
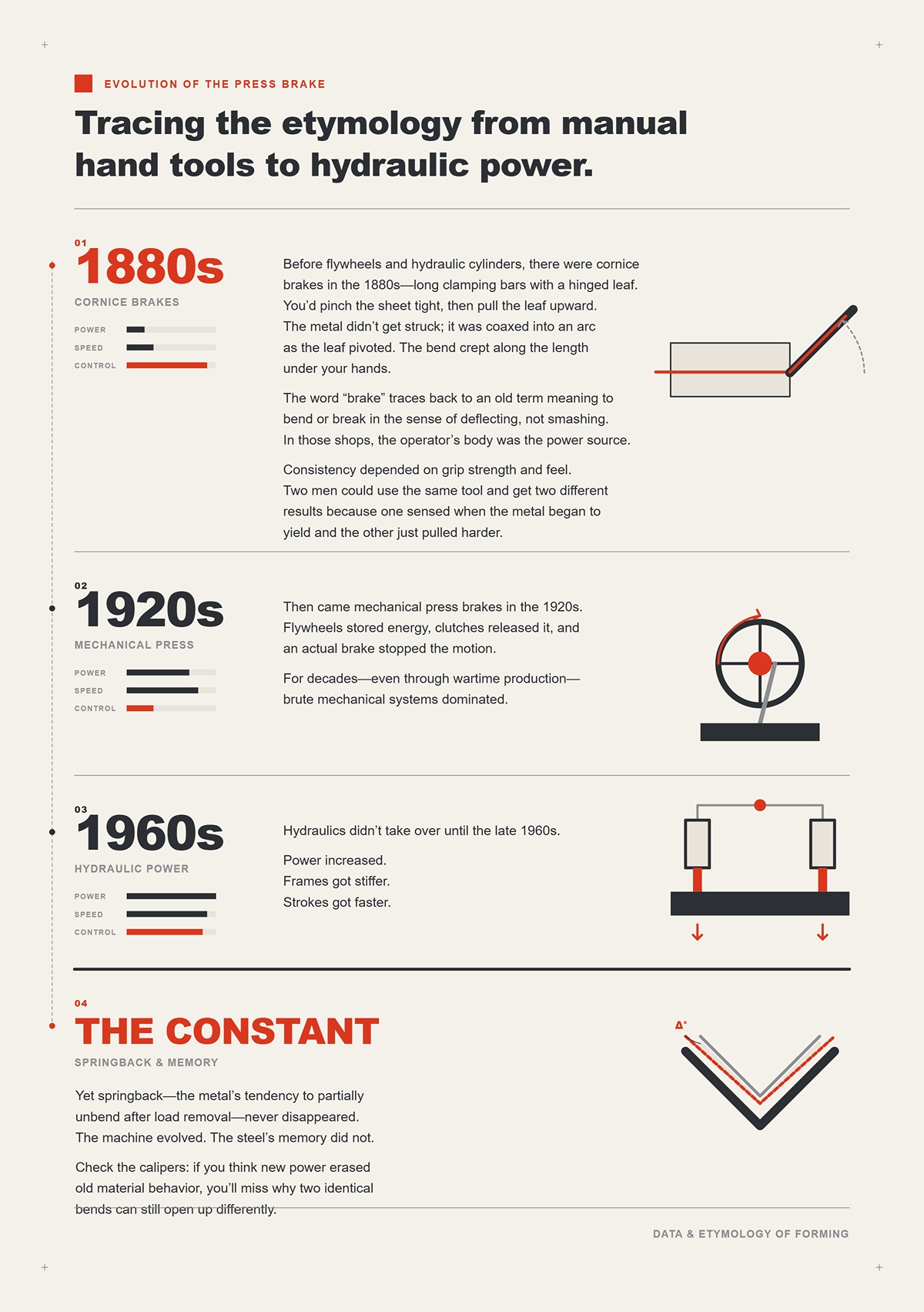
フライホイールや油圧シリンダーが登場する前の1880年代には、コーニスブレーキが存在した。これはヒンジ付きのリーフを備えた長いクランプバーである。板をしっかりと挟み込み、リーフを上に持ち上げる。金属は叩かれるのではなく、リーフが回転するにつれて弧を描くように誘導される。曲げは手の下で長手方向に沿ってゆっくりと進んでいく。.
「ブレーキ」という言葉は、叩き壊すのではなく、たわませるという意味で「曲げる」または「壊す」ことを指す古い用語に由来する。当時の作業場では、作業者の体が動力源だった。一貫性は握力と感覚に依存していた。同じ工具を使っても、金属が降伏し始めたことを察知する者と、ただ強く引くだけの者とでは、結果が異なっていた。.
その後、1920年代に機械式プレスブレーキが登場した。フライホイールがエネルギーを蓄え、クラッチがそれを解放し、本物のブレーキが動きを止めた。戦時中の生産を含め、何十年もの間、力任せの機械システムが主流だった。油圧式が取って代わったのは1960年代後半のことである。.
動力は増した。フレームはより硬くなった。ストロークはより速くなった。.
しかし、荷重を取り除いた後に金属が部分的に元の形に戻ろうとする「スプリングバック」は決して消えなかった。機械は進化した。鋼の記憶は進化しなかったのだ。.
ノギスで確認してみよう。もし新しい動力が古い材料の挙動を消し去ったと考えているなら、なぜ同一の曲げ加工でも仕上がりが異なるのかという理由を見落とすことになる。.

現代の油圧プレスブレーキの横に立ってみても、フライホイールを止める摩擦ブレーキは見当たらないはずだ。そこにあるのは、圧力をかけてオイルを押し出し、流体の変位によって位置を制御するシリンダーである。ラムは叩きつけて止まるのではなく、測定された流量の下で前進・後退する。その制御こそが今日のCNCシステムを定義するものであり、ストロークの深さ、速度、再現性は推測ではなくプログラムによって決定される。 CN-HAWE は、曲げ加工、自動化、インテリジェント制御における継続的な研究開発を通じてこの原則を基盤としており、油圧の力を力任せの衝撃ではなく、予測可能な幾何学へと変えている。.
では、なぜその言葉を使い続けるのか?
なぜなら、この仕事は一度も動きを止めることについてのものではなかったからだ。それは方向を変えること、つまり平らな板を新しい形状へと強制的に変えることについてだったからだ。「ブレーキ」という言葉は、精神的には「たわみ」を指している。1924年当時の文字通りの停止ブレーキは、今や歴史の脚注に過ぎない。.
ここに落とし穴があります。「プレス」という言葉を聞けば、トン数チャートを追いかけたくなるでしょう。「ブレーキ」という言葉を聞いて「止まる」ことを連想すれば、制御とはラムを適切な深さで停止させることだけだと考えてしまうはずです。しかし、角度の精度はラムがどこで止まるかだけで決まるものではありません。曲げの外側の材料繊維がどれだけ伸び、内側がどれだけ圧縮され、圧力がなくなったときにそれらがどのように復元するかが重要なのです。.
ラムが目標位置で正確に停止しても、解放された後に部品が動いてしまうことはあります。.
それは、誰が本当に主導権を握っているのかについて何を物語っているでしょうか?
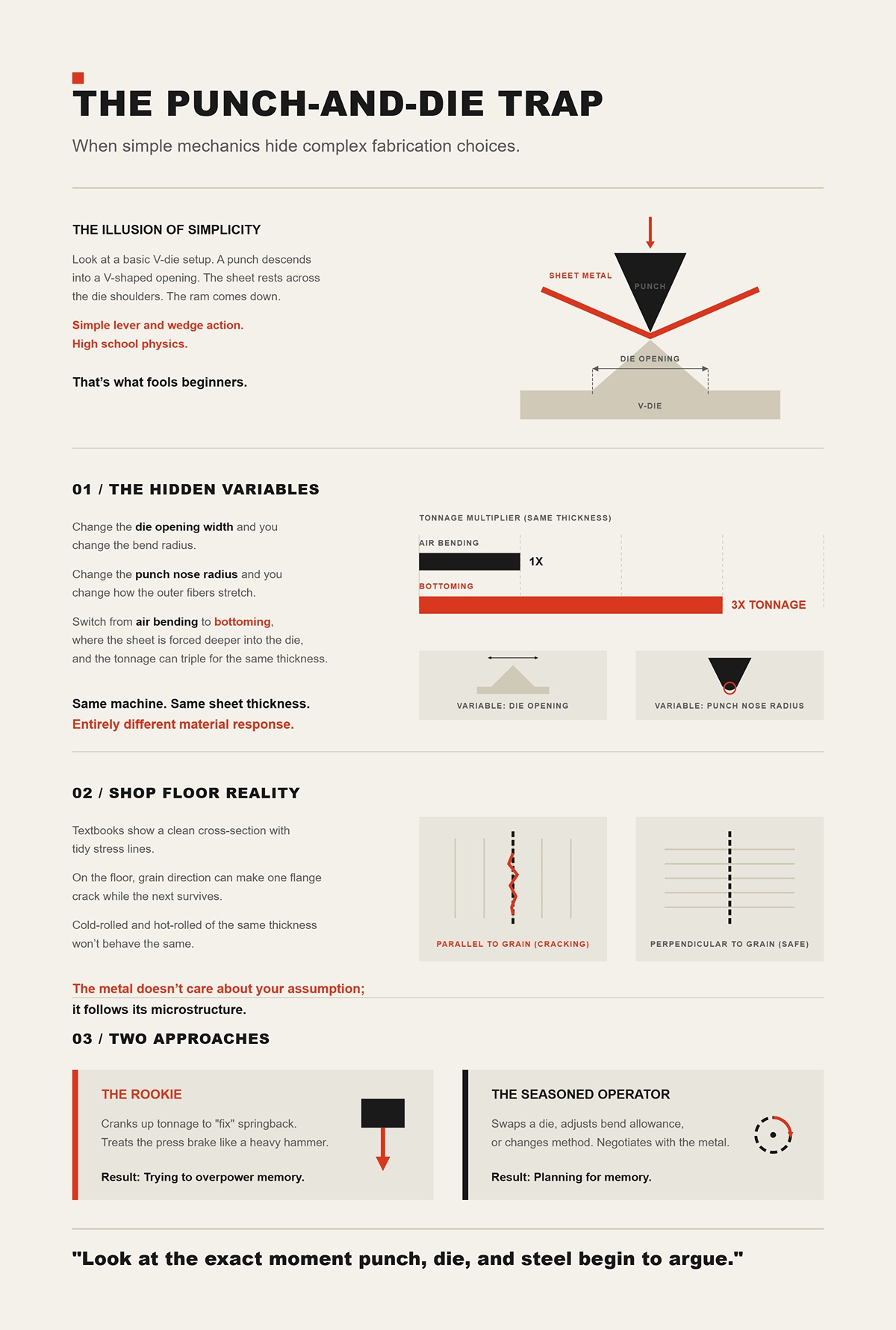
基本的なVダイのセットアップを見てみましょう。パンチがV字型の開口部に降下します。板材はダイの肩部の上に置かれます。ラムが下降します。単純なレバーとウェッジの作用。高校物理の世界です。.
それが初心者を惑わせるのです。.
ダイの開口幅を変えれば曲げ半径が変わります。パンチの先端半径を変えれば外側の繊維の伸び方が変わります。板材がパンチ先端とダイの肩部に接触するエアベンディングから、ダイの奥深くまで押し込むボトミングに切り替えれば、同じ板厚でも必要なトン数が3倍になることもあります。.
同じ機械。同じ板厚。しかし、材料の反応は全く異なります。.
現場の現実:教科書には、整然とした応力線が描かれたきれいな断面図が載っています。しかし現場では、結晶粒の方向によって、一方のフランジは割れ、もう一方は無事ということが起こり得ます。同じ板厚の冷間圧延鋼板と熱間圧延鋼板でも、挙動は同じではありません。金属はあなたの思い込みなど気にしません。その微細構造に従うだけです。.
ですから、新人がスプリングバックを「修正」するためにトン数を上げるとき、彼はプレスブレーキをただの重いハンマーのように扱っているのです。熟練のオペレーターがダイを交換し、曲げ余裕を調整し、あるいは加工方法を変えるとき、彼は材料と交渉しているのです。.
一方は記憶(スプリングバック)を力ずくで抑え込もうとしています。.
もう一方は、それを計算に入れています。.
そして、私たちが次に目を向けるべきなのはそこです。機械の定格プレートではなく、パンチ、ダイ、そして鋼材がせめぎ合いを始めるまさにその瞬間に注目するのです。.
8分の1インチの軟鋼の帯をVダイの上に滑り込ませ、オイルがささやくのが聞こえるほどゆっくりとパンチを降ろしてみてください。最初の接触は衝撃ではありません。ダイの肩部での挟み込みと、パンチ先端での接触です。一瞬、目に見える変化は何も起こりません。やがて板材はその2つの肩部の間でたわみ始め、上側の繊維は伸び、下側の繊維は密集していきます。その静かなたわみこそが、最終的な角度を決定づけるのです。.
3つの接触点。パンチ。左の肩部。右の肩部。力の三角形です。ラムは真下にしか動きませんが、材料はそれら3点に強制されるため、円弧を描いて流れます。もし機械が金属を「曲げている」と考えているなら、本質を見失っています。機械は条件を作り出しているに過ぎません。鋼材はその条件の中で、自らをどのように再配置するかを選択しているのです。.
その選択は、目に見える領域の下で行われています。.
先ほどの帯を曲げ部でスライスし、顕微鏡で結晶粒を観察するところを想像してください。鋼は固い塊ではなく、それぞれが独自の向きを持つ結晶(結晶粒)の集まりです。各結晶粒の中には「転位」と呼ばれる小さな線状の欠陥があり、応力が高まると原子の層が互いに滑りやすくなります。.
パンチが降下すると、外側の表面は引張状態になります。原子はわずかに引き離され、結合が引き伸ばされます。内側の表面は圧縮状態になり、原子はより近くに押し込まれます。最初は弾性変形、つまりバネのような状態です。荷重を取り除けば、格子は元の間隔に戻ります。.
さらに力を加えると、転位が動き始めます。転位は結晶面を滑り、原子の層が互いにずれるように動きます。これが塑性変形です。永久歪みが生じます。曲げの外側では結晶構造が伸び、内側ではわずかに厚みが増します。中立軸(伸びも縮みも生じない仮想の線)は、鋼材が圧縮よりも引張に対して耐性があるため、座屈する前に内側の半径方向へと移動します。.
この滑りこそが、フラットパターンの計算結果が現場の数値と正確に一致しない理由です。Kファクターと呼ばれる、中立軸が板厚のどこに位置するかを示す比率は、ほとんどの板金加工において約0.25から0.5の間に収まります。これは板厚、半径、加工方法によって変化します。Kファクターは自然界の定数ではなく、あなたのセットアップが残す指紋のようなものです。.
現場の現実:教科書には、圧縮と引張が半分ずつというきれいな図が描かれています。しかし万力で挟めば、内側の繊維がクリープし、外側が薄くなるのを感じ取れるはずです。結晶の方向によっては、同じパンチを使っても、あるフランジは抵抗し、別のフランジは引き裂かれることがあります。分子は設計図を読んでくれないのです。.
ラムの深さを疑う前に、ノギスで確認してください。中立軸の仮定が間違っていれば、曲げ許容差の計算も嘘をつくことになります。.
では、金属内部のすべり系がいつ弾性から塑性に変わるかを決定しているのなら、金型の形状は実際にはどのような役割を果たしているのでしょうか?
同じ機械に2つの金型をセットします。一方は1インチの開口部、もう一方は2インチです。同じ8分の1インチの板を、エアーベンディング(パンチの先端と金型の肩部のみが接触し、板が金型の底に当たらない状態)で90度に曲げます。.
1インチの金型では、内側の曲げ半径はよりきつくなり、多くの軟鋼で約0.16インチ程度になります。これを2インチの金型に変えると、半径は大きくなり、多くの場合0.32インチ近くになります。パンチは同じ、トン数設定も同じです。それでも半径が異なるのは、板が降伏する前にまたがる隙間が広いためです。.
金型幅が広いということは、板の下の支えが少ないことを意味します。パンチ先端の応力が降伏強度を超えるまで、材料はより大きくたわまなければなりません。これにより内側の半径が増大し、降伏を超えて変形する材料の割合が減少します。断面にはより多くの弾性挙動が残ります。.
これが、初心者が予想する以上に金型幅がスプリングバックを左右する理由です。狭い金型は板厚のより多くの部分を降伏点以上に押し込むため、塑性領域が広がり、回復する弾性メモリが少なくなります。広い金型は、より大きな弾性核を残します。.
「プレス」と呼ぶと初心者は力を想像しますが、私はまず金型チャートを見ます。.
現場の現実:エアーベンディングは柔軟です。角度の多少の変動を許容できるなら、同じ金型で異なる板厚を加工できます。ボトミングやコイニング(パンチで板を金型の奥深くまで押し込む方法)は、はるかに高いトン数を必要としますが、曲げ領域のほぼ全体を塑性変形させるため、角度をより正確に固定できます。異なる加工方法は、同じ物理法則を異なる割合で操作しているのです。.
金型の開口部をノギスで確認してください。チャートが6倍と想定しているのに実際は板厚の8倍であれば、角度の誤差は謎ではなく、単なる幾何学の問題です。.
しかし、「正しい」金型を使っても、圧力を解放すると部品は開いてしまいます。.
なぜ?
その板を荷重下で完璧な90度に曲げます。そのまま保持し、圧力を解放してください。92度まで開くのを目にするでしょう。.
機械は何も動いていません。すべては鋼材の内部で動いたのです。.
先ほど話した弾性領域、つまり厚みのうち一度も降伏しなかった部分を覚えていますか?そこの原子は引き伸ばされただけで、再配置はされていません。パンチを取り除くと、それらの結合は元の間隔に戻ろうとします。圧縮された内側の繊維は外側へ押し出し、引張を受けた外側の繊維は収縮します。断面全体が、内部応力が均衡するまでわずかに開くように回転するのです。.
高張力低合金鋼のような降伏強度の高い鋼材は、降伏する前により多くの弾性エネルギーを蓄えます。つまり、同じ形状でもスプリングバックが大きくなります。弾性率の低いアルミニウムは、また別のスプリングバック挙動を示します。同じ板厚、同じ金型でも、材料が違えば最終的な角度も異なります。.
よりきつい半径、より小さな金型、またはコイニングによって塑性変形をさらに進めない限り、より大きな力でスプリングバックを「排除」することはできません。そうでなければ、同じ弾性の壁をより強く押しているだけに過ぎません。.
現場の現実:オペレーターはオーバーベンド(過剰曲げ)を覚える。経験上、このセットアップで2度のスプリングバック(戻り)が発生するとわかっていれば、荷重をかけた状態で88度を狙い、荷重を解除した時に90度になるようにする。その数値は魔法ではない。それは記憶であり、その合金と金型との間で過去に繰り返された戦いの記録である。.
しかし、スプリングバックが断面のどれだけを降伏点を超えて押し込んだかに依存するのであれば、それは結局トン数チャートの話に戻るのではないだろうか?
軟鋼の標準的なエアベンドのトン数計算式を見てみよう。1フィートあたりのトン数は、材料の厚さの2乗に比例し、ダイ開口幅に反比例する。厚さを2倍にすれば必要な力は4倍に跳ね上がり、ダイ開口幅を半分にすればトン数は2倍になる。.
その式は、機械の大きさなど気にしていない。気にしているのは降伏強度、つまり転位が動き始める応力である。.
もし使用するプレスブレーキが100トン対応で、作業に40トンしか必要ない場合、余分な60トンは精度を買うためのものではない。それは余裕を買うためのものであり、場合によってはコインイング(底突き)の選択肢を得るためのものだ。精度は依然として、適切な塑性対弾性比を生み出すダイ幅を選択したか、そして鋼材の降伏強度と弾性係数を考慮に入れたかどうかにかかっている。.
エアベンドで曲げを「締め付ける」ために圧力を上げる新人を見かけることがある。ラムがプログラムされた深さまで押し込まれ、ゲージは高い圧力を示すが、部品は相変わらず同じ2度のスプリングバックを起こす。なぜなら、形状や方法を変えない限り、内部の応力分布は変わっておらず、ただそこに到達するために強く押しただけだからだ。.
力は入場券に過ぎない。降伏強度がゲームのルールを決めるのだ。.
そして、そのことを理解すれば、次の問いは「どれだけ大きな機械が必要か」ではなくなる。.
「どの曲げ方法を使えば、ルールと戦うのではなく、ルールと交渉できるか」ということだ。.
私の手元には、同じVダイで90度に曲げた8分の1インチ軟鋼のテストクーポンがスクラップ箱一杯に入っている。パンチも同じ、機械も同じ。変えたのはラムの深さを毎回数千分の1インチずつ調整したことだけだ。89.5度になる部品もあれば、90.3度になる部品もある。どれ一つとしてダイの底には触れていない。.
それがエアベンドだ。.
エアベンドでは、板材はパンチの先端とVダイの2つの肩部に接触する。3点接触だ。パンチは材料をダイの空洞に完全に押し込むことはない。最終的な角度は、パンチがその空間にどれだけ深く入り込むかによって制御される。深さをわずかに変えれば角度が変わり、材料の厚さを数千分の1インチ変えれば、中立軸(伸びも縮みもしない層)がわずかに移動するため、また角度が変わる。.
金属をダイの角度に強制的に合わせるのではない。スプリングバックと交渉しているのだ。.
そのメカニズムはこうだ。厚さに対するダイ開口幅が広いほど(例えば軟鋼なら厚さの8倍)、曲げゾーンに残る弾性コアが大きくなる。その弾性コアがエネルギーを蓄える。パンチを離すと、蓄えられたエネルギーが曲げを押し戻す。エアベンドでは、荷重解除後に目標値に達するよう、制御されたオーバーベンドに頼ることになる。精度は「パンチの貫入深さ」という一つの変数にかかっている。.
最新のCNCプレスブレーキはこれを理解している。曲げ線にレーザーを照射し、リアルタイムで(毎秒最大100回の読み取りで)角度を測定し、その場でラムの深さを調整するシステムもある。曲げごとに約1秒の追加時間がかかるが、理論上はこれでループが閉じ、従来の勘頼みの作業が解消される。.
しかし、ダイナミック・クラウニングやレーザーフィードバックがあっても、実際の生産現場では、一般的な加工で±0.5度の誤差が出る。それは機械が弱いからではない。板厚が変動するからだ。圧延方向の変化がスプリングバックを変える。オペレーターがバックゲージに対して部品をセットする位置がわずかにずれる。金属は頑固なのだ。どのように圧延されたかを記憶している。.
エアベンドの強みは柔軟性だ。ある程度の角度変化を許容できるなら、1つのダイで幅広い厚さに対応できる。セットアップは迅速で、工具コストも低い。ボトミングに比べてトン数は控えめで、多くの場合その一部で済む。力任せの圧縮ではなく、主に形状によって曲げているからだ。.
現場の現実:教科書ではエアベンディングを「精度が低い」と呼んでいます。理論上は確かにその通りです。ダイの角度で部品を固定するわけではないからです。しかし現場では、1時間ごとに金型を交換することなく多品種の部品を加工する最も速い方法です。角度のわずかなばらつきを許容する代わりに、スピードと適応性を手に入れるのです。そのトレードオフは意図的なものです。.
CNCのせいにする前に、積まれた板材の厚みをノギスで確認してください。0.003インチ(約0.076mm)の厚みの変動は、新品のサーボモーターが及ぼす影響よりも大きく角度を変化させることがあります。.
では、エアベンディングで金属の「反発」を許容している場合、図面に±0.25度と記載され、検査官がまともな分度器を持っているような場合にはどうすればよいのでしょうか?
同じ1/8インチのストリップ材を使い、パンチが材料をダイの壁面にほぼ完全に接触させるまで深く押し込みます。これがボトミングです。さらに力を加えてパンチの先端で曲げ線を塑性圧縮し、わずかに薄くして金属組織を押し潰します。これがコイニングです。.
ペダルの感触の違いを感じてください。例えば、あるセットアップでエアベンディングなら20トンで済む作業でも、ボトミングではその4倍から8倍のトン数が必要になることがあります。なぜなら、外側の繊維の降伏点を超えるだけでなく、断面のほぼ全体を塑性変形させ、固定されたダイの角度に押し付ける必要があるからです。.
機械的には、これがすべてを変えます。.
ボトミングでは、ラムの深さだけでなくダイの角度が最終的な曲げを決定します。弾性コアがほとんど残らないため、スプリングバックは減少します。コイニングではさらに進んで、曲げ線の厚み全体にわたって降伏強度を超えさせます。もはや交渉の余地はありません。力ずくで金属の記憶を書き換えるのです。.
しかし、それでもワークが降伏したのは、押し潰されたからではありません。重要な箇所のすべてにおいて、応力を降伏強度以上に高めたからです。.
精度は向上します。管理された条件下では、適切な金型を備えたハイエンドマシンであれば±0.1〜±0.2度を維持できます。これはカタログ上の数値です。湿度の高い火曜日に、熱ロットが混在し、オペレーターが疲れているような現場では、現実は±0.5度の方へ戻っていきます。より大きなトン数の機械を持っているからといって、外部要因によるばらつきが消えるわけではありません。.
では、コストはどうでしょうか?
より大きな力が必要ということは、より頑丈な機械、金型の摩耗の増大、より厳格なダイ角度の適合、そして許容範囲の狭さを意味します。ダイが88度に研磨されており、スプリングバック後の図面指示が90度である場合、材料の挙動を完全に把握しておく必要があります。エアベンディングのように深さを微調整して角度に「近づけていく」余地はほとんどありません。.
現場の現実:コイニングは達成感があります。曲げがカチッと決まり、解放後もほとんど動きません。しかし、その確実性の代償として、トン数、金型の精度、そしてセットアップの遅さを支払うことになります。この方法は、オペレーターが機械の唸る音を好むからではなく、公差がそれを要求する場合に選択されるのです。.
パンチ先端の半径をノギスで確認してください。コイニングにおいて、先端の摩耗は単に見た目を変えるだけでなく、応力分布を変化させ、角度も狂わせます。.
つまり、どちらの方法が「優れている」かという選択ではありません。どちらのミスなら許容できるかという問題です。0.5度のスプリングバックのばらつきか、それとも高い力と厳しい金型制約を伴う長いセットアップ時間か。
スケジュールにある2つの仕事を想像してください。.
仕事A:軟鋼のブラケット200個、公差±1度、複数のフランジ長さ、混在した在庫材料。仕事B:ステンレス製の筐体5,000個、目に見えるエッジで±0.25度、すべて同じ厚みで連続加工。.
仕事Aをボトミングで行えば、公差が要求する以上の時間をダイ角度とトン数の調整に費やすことになります。エアベンディングで加工し、そのバッチのオーバーベンド量を記録して次に進むべきです。金属の記憶がわずかに異なる?公差がそれを吸収してくれます。.
仕事Bをエアベンディングで行い、板厚や圧延方向が大人しくしていてくれることを祈りますか?レーザーフィードバックがあっても、一日中角度補正を追いかけることになるでしょう。ボトミングかコイニングを行い、形状をダイに固定し、一貫性の対価としてより高いトン数を受け入れるべきです。.
「プレス」と呼べば、初心者は力を想像します。熟練したオペレーターは、変形戦略のメニューを思い浮かべます。.
これが交渉です。エアベンディングはこう言います。「多少の弾性回復は受け入れ、深さ制御とフィードバックで管理する」。ボトミングはこう言います。「断面のより多くの部分を塑性変形させることで、回復する能力を低下させる」。コイニングはこう言います。「曲げ線に沿ったあらゆる場所で降伏点を超えることで、反論の余地をほぼ排除する」。.
木目方向によってスプリングバックを「学習」する最新のCNCシステムも、この選択を消し去るわけではありません。それらは単に選択を洗練させるだけです。どれほど賢い機械であっても、板厚のどれだけを降伏点まで押し込むかという物理法則の中で動作しています。ソフトウェアはばらつきを補正することはできても、弾性係数を無効にすることはできません。.
許容誤差の範囲は、手法を選択した瞬間に決まります。トン数はその選択を可能にするだけであり、その精度を定義するものではありません。.
そして、曲げ加工を「金属の記憶をどれだけ残すか」という戦略的な決定として捉えるようになると、次の問いは「機械の大きさはどれくらいか?」ではなく、「1個目から5000個目まで、いかにプロセスを再現できるか?」に変わります。“
シフト、材料、生産量全体でその再現性を標準化する方法を評価しているなら、技術パートナーと手法、ツーリング戦略、制御オプションを比較することが役立ちます。プレスブレーキの研究開発とインテリジェントな機器開発への継続的な投資により、CN-HAWEは、曲げ加工手法、自動化レベル、プロセス制御を実際の生産目標に合わせるよう製造業者を支援しています。こちらから対話を始めることができます: CN-HAWE に連絡して お客様の用途、公差、スループット目標についてご相談ください。.
再現性を実現するには、何を制御するかを決定し、その変数を決して逸脱させないことです。.
それが1個目から5000個目までのすべてです。より大きなシリンダーでも、より大きなポンプの音でもありません。制御です。.
私は、手回し式のブレーキと、機械工が顔を赤らめるほどの軸数を持つサーボ駆動CNCの両方で、1/8インチの軟鋼を加工したことがあります。金属は気にしませんでした。それでもスプリングバックしようとしました。変わったのは金属の記憶ではありません。変わったのは私たちの記憶です。前回の部品がどうだったかを記憶している機械が、長期的な勝者となります。.
CN-HAWEは年間売上高の8%以上を研究開発に投資しています。詳細な材料を求める読者のために、ADHはプレスブレーキ全体で研究開発能力を運用しています。, パンフレット が有用な参考資料となります。.
「プレス」と呼べば、初心者は力を想像します。ベテランは、疲れることなく決定を繰り返すことができるシステムを想像します。.
再現性が価値(通貨)である理由は、エアベンディング、ボトミング、コイニングのいずれかを選択し、金属の頑固な物理的記憶をどれだけ残すかを決めたら、あとは scrap(不良品)になるかどうかの分かれ道は、同じ条件を何度も繰り返せるかどうかだけだからです。同じフランジ長。同じ深さ。同じシーケンス。同じスプリングバックの補正。.
交渉の内容は変わりません。規律が変わるのです。.
では、その規律はどこに宿るのでしょうか?
最初の曲げはあなたを甘やかします。2回目の曲げはあなたを露呈させます。.
初心者は目視でシートを並べ、ストッパーにぶつけ、きれいな90度を作って微笑みます。次に、戻りフランジのために部品を裏返すと、突然寸法が合わなくなります。角度は完璧かもしれません。しかし位置が違います。それがバックゲージの教訓です。.
バックゲージは単なる位置決めシステムであり、ペダルを踏む前にシートがパンチの下にどれだけ滑り込むかを設定するフィンガーです。それは曲げがどこで起こるかを制御するものであり、ダイの中で金属がどう流れるかを制御するものではありません。これらを混同すると、一週間ずっと間違った問題を追いかけることになります。.
古い手動ブレーキでは、そのゲージは手動で調整するネジやラックの上を動きます。スケールを読み取り、ロックします。そして新しいフランジのためにリセットするたびに、製造における最も古い変数である「人間の親指」が入り込みます。読み間違い、ぶつけ、クランプの締め忘れが起こり得るのです。.
現場の現実:ゲージの表示は2.000インチかもしれません。しかし、ストップフィンガーが摩耗していたり、ビームが直角でなかったりすると、板材は片側から先に挟まり、ずれてしまいます。あなたはメジャーが間違っていると断言するでしょう。しかし、そうではありません。.
現代のCNCバックゲージは、X、R、Z軸(前後、上下、左右)に沿ってサーボモーターで駆動します。ガイドウェイが真っ直ぐでビームが平行であれば、100分の1ミリ単位で位置を再現できます。その「もし〜であれば」という条件こそが、カタログが小声で伝える部分です。.
なぜなら、再現性は自動的に得られるものではないからです。それは維持されるものです。リニアレールが摩耗していたり、ダイが数100分の1ミリ以内で平行でなかったりすると、その高価な位置決めシステムは、エラーを非常に一貫して繰り返すだけになります。.
画面の読み取り値だけでなく、フランジの積み重ねをノギスで確認してください。2個目から10個目の部品でずれが生じるなら、問題は力ではなく、基準にあります。.
しかし、位置決めだけではスプリングバックは解消されません。それは、毎回同じ場所で曲げることを保証するだけです。では、CNCは実際にどのようにして角度そのものを制御しているのでしょうか?
CNCが現場を席巻したのは、金属が前回どう反応したかを記憶し、指示される前に調整してくれるからです。.
特にエアーベンディングでは、角度は深さに依存します。数千分の1インチ深く押し込むだけで、スプリングバックを打ち消すのに十分なオーバーベンドが可能です。手動機では、感覚を頼りにその深さに近づけていきます。曲げて、測定し、ストップを微調整し、また曲げる。20個の部品なら良いでしょう。しかし2000個となると悲惨です。.
CNCプレスブレーキはその補正値を保存します。1個目の部品が90度を狙って91度にスプリングバックした場合、深さをわずかに増やすプログラムを組みます。ラムは毎サイクルその正確な位置まで駆動します。一部のシステムでは、レーザーセンサーを使用してリアルタイムで角度を読み取り、ストロークの途中で調整するものさえあります。力任せではなく、より賢明な対話です。.
しかし、多くの工場が痛い目を見て学ぶ落とし穴があります。自動化はエラーを消去するのではなく、場所を移動させるだけなのです。.
間違った板厚、間違ったダイ開口部、または間違ったシーケンスをプログラムすると、機械は昼食までに500個の同一の間違いを生産してしまいます。手動のオペレーターなら、3個目の時点で感覚的に気づいていたかもしれません。.
多軸バックゲージを使えば、複雑な部品を1回の段取りで加工できます。フィンガーが左右、上下に動くため、曲げの間に板材を裏返したり基準を取り直したりする必要はありません。確かに効率的です。しかし、サイクルスタートを押す前に、シーケンスを熟考することを強要されます。曲げ順序に関する1つの誤った想定が、途中で部品を金型にロックさせてしまう原因となります。.
これがトレードオフです。CNCは金属の記憶に対する再現性のある補正を提供しますが、その代わり、最初に戦略を決定することを要求します。.
しかし、それでもワークが降伏したのは、押しつぶされたからではありません。重要なすべての箇所で、応力を降伏点を超えて加えたからです。CNCは弾性回復を補正することはできますが、ヤング率を無効にすることはできません。.
では、その記憶機能やシーケンス機能が、助けになるどころか逆に足を引っ張ってしまうのはどのような時でしょうか?
毎日仕事の内容が変わるなら、シンプルさが洗練に勝ることがあります。.
小規模な工場で、少量のバッチ(ブラケット10個、パネル15個など)、混合材料、手書きの図面、段取り中にフランジ長を変更する顧客を抱えている状況を想像してみてください。そのような世界では、軸のプログラミングや曲げのシーケンスに費やす時間は、サーボ精度の利点を上回ってしまう可能性があります。.
手動ブレーキの熟練オペレーターは、その場で調整できます。スプリングバックを感じ取り、デプスストップを微調整し、画面をスクロールすることなくバックゲージを1/16インチずらす。金属との交渉は、事前に書かれたスクリプトではなく、リアルタイムで行われます。.
その柔軟性もまた、一種の再現性、つまり「人間による再現性」です。確かに速度は遅く、スキルに依存します。しかし、少量生産においては、CNCでのプログラミングミスによるコストが速度によって増幅されることを考えると、経済的により賢明な選択となり得るのです。.
現場の現実:手動ブレーキは、そのガタつきを隠すことはできません。目に見え、ネジのバックラッシュを肌で感じ、本能的に補正を行います。一方、CNCは部品が静かに公差から外れるまで、摩耗を隠してしまうことがあります。.
期待値のキャリパーを確認してください。5,000個の同一の筐体が必要なら、記憶力は常に筋力に勝ります。しかし、昼食までに5個のカスタムパーツが必要な場合、建物内で最も賢い機械とは、経験豊富な両手に繋がれた機械であることもあります。.
そして、どれほど高価で優れたCNCを購入したとしても、シート材にはプログラミングではどうにもならない何かが依然として存在します。.
昨冬、私たちは8分の1インチの軟鋼でブラケットを製造しました。プログラムも、金型も、オペレーターも同じです。しかし、3番目の部品は、まるで誰かがカミソリで切り裂いたかのように、曲げの外側で割れてしまいました。最初の2つはきれいな仕上がりでした。.
画面上の設定は何も変わっていません。.
変わったのはシート材そのものでした。3枚目のブランク材では、圧延方向(材料の目)が曲げ線と平行になっていたのです。鋼材には伸びやすい方向があります。何に注目すべきかを知らなければ目には見えませんが、引き裂かれる音を聞けばすぐに分かります。.
これこそが、CNCでは上書きできない特性「異方性」です。これは、金属が方向によって異なる挙動を示すことを意味する専門用語です。プレスブレーキは深さを100分の1単位で制御できますが、結晶構造を再配置することはできません。初心者は「プレス」という言葉から力を連想しますが、ベテランは方向を連想します。.
そして、その方向性は、CADモデルが警告してくれないような場所で現れます。.
厚さ約0.075インチの14ゲージのシート材を想像し、0.5インチのフランジをプログラムしたとします。これを板厚の8倍、つまり0.600インチ幅のVダイ(一般的な経験則である6〜8倍の範囲内)にセットします。ラムを作動させます。.
きれいな90度になるはずが、脚部が垂れ下がり、部品が傾いてしまいます。まるでダイの中に落ち込んでいくような感覚です。.
実際にそうだからです。.
エアベンディングでは、シート材はVダイの2つの肩に乗ります。パンチが中央を押し込み、3点で接触します。これが曲げの基本です。しかし、フランジが短すぎると、肩を十分に橋渡しすることができません。材料が安定せず、力の線が内側にずれて、脚部が開口部へと回転して落ち込んでしまうのです。.
どれだけトン数を増やしても、この形状の問題は解決しません。力をかければかけるほど、不安定さが加速するだけです。.
教科書には最小フランジ長の表が載っています。現場では、私はこう教えています。「パンチが本格的に接触する前に、フランジがダイの肩に平らで安定した状態で乗るだけの長さが必要である」と。バランスが取れなければ、きれいに曲げることはできません。フランジを長くするか、ダイの開口部を狭くして肩の間隔を近づけてください。.
現場の現実:新人が圧力でこれを解決しようとするのを何度も見てきました。彼らは機械の「パワー不足」だと思い込み、トン数を10%、15%と上げていきます。しかし、それでもワークが降伏したのは押し潰されたからではなく、支持形状が先に破綻したからです。.
油圧のせいにする前に、キャリパーで確認してください。フランジとダイの開口部を測定してください。計算上、かろうじて橋渡しができる程度であれば、それは許容範囲を超えています。.
では、力が重要になる前に形状が裏切る可能性があるとして、材料自体が曲げようとする方向に抵抗する場合はどうなるのでしょうか?
同じ8分の1インチの軟鋼板を用意し、圧延方向に対して垂直に曲げてみてください。外側の繊維は伸び、薄くなり、持ちこたえます。次に、ブランクを90度回転させ、曲げ線が木目(圧延方向)と平行になるようにします。.
ペダルを踏む感覚でそれがわかります。金属が硬くなり、突然折れます。外側の半径に沿ってクモの巣状の亀裂が入ることもあります。.
圧延機での加工は結晶粒構造を細長くします。引き伸ばされたタフィーのように繊維が伸びていると想像してください。その繊維を横切るように曲げると、繊維は横方向に引き伸ばされることになります。これなら耐えられます。しかし、繊維に沿って曲げると、すでに引き伸ばされているものを縦方向に引っ張ることになります。外側の表面は、より早く延性を超えてしまいます。.
最小内側半径のチャートは、暗黙のうちに木目に対して垂直に曲げることを前提としています。その前提を破れば、安全な半径は大きくなります。それを無視すれば、応力が最も高い場所、つまり曲げの頂点の外表面に正確に亀裂が生じます。.
ここが初心者が騙されやすいところです。パンチの位置がずれていると、横方向の荷重がかかり、木目の欠陥のように見える片側だけの亀裂が生じることがあります。では、どうやって見分けるのでしょうか?木目による亀裂は、同じ向きでカットされた複数の部品全体で、曲げ線に沿って一貫して発生します。位置ずれによる場合は、ダイの肩の一方に不均一な跡が残り、引き裂かれ方に一貫性がありません。.
一方は冶金学の問題であり、もう一方はセットアップの問題です。.
CNCの再現性は、どちらのミスも忠実に再現します。機械はあなたがどちらを選んだかなど気にしません。.
もし亀裂が方向によって決まり、安定性が形状によって決まるのであれば、なぜ午前8時には順調に進んでいた作業が、昼食時にはずれ始めるのでしょうか?
私は1週間の生産後にダイを取り外した際、肩が不均一に磨耗し、エッジがわずかに丸まっているのを見たことがあります。劇的な変化ではありません。ほんのわずかな変化です。.
摩耗した工具は、同じ角度を出すためにより大きな力を必要とします。5〜10パーセント増えることは珍しくありません。機械はスムーズに動作し続けるため、オペレーターはその変化を感じ取れません。そのため、角度のずれを追いかけるために、深さを少しだけ調整します。.
これで、あなたは思っているよりも高いトン数で加工していることになります。.
工具の定格容量を20%超えると、寿命が半分になる可能性があります。全荷重を短いセクション(サイドフレーム間の距離の約60%未満)に集中させると、機械自体の形状に負荷がかかり始めます。ベッドがたわみ、ラムが予想とは異なるクラウニングを起こす可能性があります。.
角度のばらつきが現れます。足元の機械的な状況が変わってしまったため、10個目の部品は1個目と同じにはならないのです。.
現場の現実:最初の曲げがすでに間違っていたということもあります。ダイの下にある切り屑が点接触を生み出します。その小さな高い箇所が荷重下でへこみ、それ以降のすべてのストロークが摩耗パターンを悪化させます。材料のせいにされますが、原因は設置時の管理不足です。.
部品だけでなく、工具の定格についてもノギスで確認してください。ダイのトン数制限を知らなければ、目隠しをして交渉しているようなものです。.
しかし、完璧な工具と新しい肩の状態であっても、曲げ線の近くにはもう一つの静かな歪みが待ち構えています。.
曲げ線から4分の1インチの場所に3/8インチの穴が開けられた、幅1インチのフランジを想像してください。フラットパターンはきれいに見えます。それを90度に曲げます。.
穴は楕円形になります。.
曲げ加工中、外側の表面は伸び、内側の表面は圧縮されます。その間には中立軸が存在します。これは、伸びも圧縮もほとんどしない層です。曲げ線の近くにあるものはすべて、これらのひずみ領域を横切ることになります。穴は材料の連続性を遮断するため、その周囲で応力が再分配されます。.
近すぎると、穴の縁は不均一に引き伸ばされることを余儀なくされます。片側が引張状態、もう片側が圧縮状態にあるため、円形を維持することができません。.
経験則では、穴は曲げ線から少なくとも材料の厚さ分、多くの場合それ以上離しておくべきだとされています。実際には、穴が主要な変形領域の外側に位置するだけの十分な距離が必要です。もし穴が「曲げ」を感じ取れるような距離にあれば、それと一緒に変形してしまいます。.
それを防ぐソフトウェアの設定はありません。パンチはあなたの形状を維持するために一時停止してはくれません。.
そして、ここから議論はより厳しくなります。フランジの長さ、結晶粒の方向、金型の摩耗、穴の配置など、どれをとっても力任せやサーボの精度で解決できるものではありません。これらは、ラムが下降する前に調整しておくべき制約条件なのです。.
もし曲げ加工が機械と金属との間の議論であるならば、力はその会話のきっかけに過ぎません。金属の記憶(その方向、厚さ、支持の必要性)が最後の決定権を握っています。サイクルスタートを押す前に、展開図と三次元的なひずみを考慮しておかなければなりません。.
現場で恥をかかないような展開図や加工計画を設計したいのであれば、角度について考えるのをやめ、厚みの中を移動するひずみの層について考え始めるべきです。.
「プレス」と呼ぶと初心者は力を想像しますが、私はパンチとダイの間で挟まれる板を想像します。外側の繊維は伸び、内側の繊維は内側へ這い寄り、そのどこかにある静かな境界線(中立軸)が、材料、半径、加工方法に応じて新しい場所へとスライドしていく様子を思い浮かべるのです。そのスライドする線こそが、フランジが正確に収まるか、それとも2ミリ足りなくなるかを決定づけるものです。.
3Dで考えるということは、曲げた部品を描くのをやめ、金属の各層がストロークの前、最中、後に何をしているかを視覚化し始めることを意味します。結晶粒の方向がどのように抵抗するか、穴がひずみ領域に近すぎるとどのように歪むか、金型の肩部が稼働中にどのように研磨され接触圧力が変化するかを想像するのです。あなたの展開図は単なる幾何学的な投影図ではありません。それは、内部の境界線がどのように変化するかという予測なのです。.
一つだけ覚えておくべきことは、精度は最終的な角度ではなく、中立軸の位置に宿るということです。.
測定するのは角度やフランジの長さであり、それを決定づけた目に見えない層ではないため、これは直感に反することかもしれません。.
では、目に見えないものをどのように設計すればよいのでしょうか?
まず、現場の罠を解き明かす必要があります。曲げ余裕(ベンドアローワンス)に使われるKファクター(中立軸が厚みのどこにあるかを示す比率)は、一部の表で曲げ力のために使われる「k」とは同じものではありません。一方は展開長さを予測し、もう一方はトン数を予測します。これらを混同すると、実体のないものに振り回されることになります。.
展開図において、Kファクターは通常、厚みの約0.33から0.5の間に収まります。これは普遍的な定数ではありません。柔らかいアルミニウムは中立軸を内側の半径から遠ざけ、ステンレスは近くに留める傾向があります。エアーベンディングからボトムベンディングに変更すると、材料がダイの奥深くまで押し込まれるため、中立軸は再びシフトします。単に力を変えただけでなく、金属の内部挙動そのものを変えてしまったのです。.
初心者が陥る間違いは、ソフトウェアの初期設定であるK値0.33を使って、最終寸法から逆算して設計してしまうことです。彼らは画面を信じ、10枚のブランクをカットします。そして、なぜすべてのフランジが長くなってしまうのかと悩むのです。.
現場の現実:製造現場におけるVダイのエアーベンディングでは、教科書的な曲げ余裕よりも、測定された曲げ引き代(ベンドデダクション)が優先されます。これはテストブランクを曲げ、結果を測定し、逆算して得られる数値です。華やかではありませんが、経験に基づいたものであり、検査にも合格します。.
テストブランクを省略すると、プロトタイプはスクラップになります。それは曲げ加工が神秘的なものだからではなく、中立軸が実際にどこへ移動したかを測定せず、推測してしまったからです。.
生産用のブランクを大量にカットする前に、テストピースでノギスを確認してください。デフォルトのK値は出発点であり、約束された結果ではないのです。.
しかし、一度測定して数値を固定したはずなのに、なぜ次の仕事ではまたズレが生じるのでしょうか?
それは、K係数が単に材料に依存するだけではなく、プロセスにも依存するからです。.
例えば、8分の1インチの軟鋼を特定のV開口部で90度にエアベンド(空気曲げ)したとします。テスト用のブランク材を加工し、曲げ引き代(ベンドデダクション)を計算して、展開図を更新しました。完璧です。ところが、購買部がサプライヤーを変更しました。書類上は同じ厚みでも、実際には降伏強度がわずかに異なります。中立軸が移動してしまい、固定していたはずの数値は、もはや実態を伴わない単なる建前となってしまいます。.
あるいは、スプリングバックを減らすためにボトミング(底突き曲げ)に変更したとします。すると力が(時には劇的に)増大し、中立軸が別の位置に押し出されます。古い曲げ引き代は、パンチと板金の間で新しく始まったこのやり取りを、もはや正確に表してはくれません。.
そのため、プロトタイプをスクラップにしないためのワークフローは以下のようになります。
時間がかかるように聞こえるかもしれません。確かに、推測するよりは時間がかかります。.
しかし、200個の部品を作り直すよりは速いのです。.
プロトタイプがスクラップ置き場行きになるのは、現場がそれを「キャリブレーション(校正)」ではなく「コンセプトの証明」として扱うからです。プロトタイプの真の役割は、あなたの特定の条件下で金属がどこへ動こうとしたのかを教えることにあります。.
もしそれが規律であるならば、仕事のコストを真に左右するのは、購入した機械でしょうか、それとも選択した手法でしょうか?
でたらめな統計を持ち出すつもりはありませんが、皆さんが目にしたことのある仮定の話をしましょう。2つの工場が似たようなプレスブレーキを所有しているとします。一方は可能な限りすべてをエアベンドで行い、予測可能なスプリングバックを受け入れ、測定された曲げ引き代に基づいて展開図を作成します。もう一方は、すべての重要な角度を「固定する」ためにボトミングを行い、より多くのトン数を消費し、工具を早く摩耗させ、セットアップにより多くの時間を費やします。.
部品は図面上では同じに見えるかもしれません。.
しかし、部品あたりのコストは同じにはなりません。.
エアベンドは必要な力が少なく、角度の柔軟性も高いですが、スプリングバックを理解し予測することが求められます。ボトミングはスプリングバックを減らしますが、中立軸を移動させ、必要な力を(エアベンドと比較して1.5倍以上になることもあります)増大させます。コイニングはさらに数倍の力を必要とし、曲げ線上の材料を永久的に変化させてしまいます。それぞれの方法は、単にペダルの踏み心地が違うだけでなく、材料に対して異なる反応を引き起こすのです。.
手法を選択するということは、どのKファクターの挙動を受け入れるか、どの程度の工具摩耗を許容するか、展開図が材料のばらつきに対してどれほど敏感になるか、そしてプロセスウィンドウがどれほど厳しくなるかを選択するということです。.
「プレス」と聞けば、初心者は力を想像します。.
ベテランは交渉を思い浮かべます。金属のスプリングバックをどれだけ許容するか、降伏点を超えてどれだけ押し込むか、この計画が仕様から外れるまでに、木目や厚みのばらつきをどれだけ許容できるか、といったことです。
部品だけでなく、自身の前提条件についてもノギスで確認してください。展開図、木目の指定、工具の選定、曲げ加工の手法がひとつのシステムとして決定されていないのであれば、それは3Dで考えているのではなく、2Dで願望を抱いているに過ぎません。.
そして、願望が曲がったフランジを真っ直ぐにしたことなど一度もありません。.


















