

لقد جعل مقياس الحمولة أعلى مما يحتاج إليه. فولاذ معتدل بسماكة ثُمن بوصة. انحناء بسيط بزاوية 90 درجة. أصدرت الآلة أنيناً، ونزل الكباس كأنه يوم القيامة، وعندما ارتفع، عاد الجزء ثلاث درجات إلى الوراء كأنه يسخر منه.
نظر إلى العدّاد. ونظرت أنا إلى الجزء.
ظنّ أن الآلة لم تضرب بقوة كافية. أما أنا فكنت أعلم أن المعدن تذكّر ببساطة ما كان عليه من قبل.
سمّها “ضاغطاً” وسيتخيل المبتدئ القوة. سمّها “فرامل” وسيفكر معظم الناس في قدرة التوقف. لا تساعد أي من الصورتين على ثني صفائح المعدن بشكل مستقيم.
في المرة الأولى التي وقفت فيها أمام مكبس انحناء ميكانيكي قديم – من النوع الذي يُدار بعجلة دافعة وقابض – استطعت أن أشعر بالطاقة المخزنة تهوي في الإطار. تلك النماذج القديمة، مثل تصميم هازلـتون الفولاذي بالكامل عام 1924، استخدمت عجلة دافعة دوارة، وكرنك غريب الأطوار، ونعم، فرامل حقيقية لإيقاف الكباس بين الضربات. ثلاثون ضربة في الدقيقة إذا كنت شجاعاً. كانت تلك الآلة قوية ولديها آلية توقف.
لكن حتى حينها، لم يخضع الجزء لأنّه سُحق، بل لأنّه انحرف متجاوزاً حدّه المرن، النقطة التي يتوقف فيها الفولاذ عن التصرف كزنبرك ويبدأ في أخذ شكله. القوة بدأت الحوار، والبنية الداخلية للمادة هي التي قررت نهايته.
لو كانت القوة الغاشمة هي الحاكمة، فلماذا ما زاوية الانحناء تنحرف رغم أن كل شيء آخر بقي ثابتاً؟
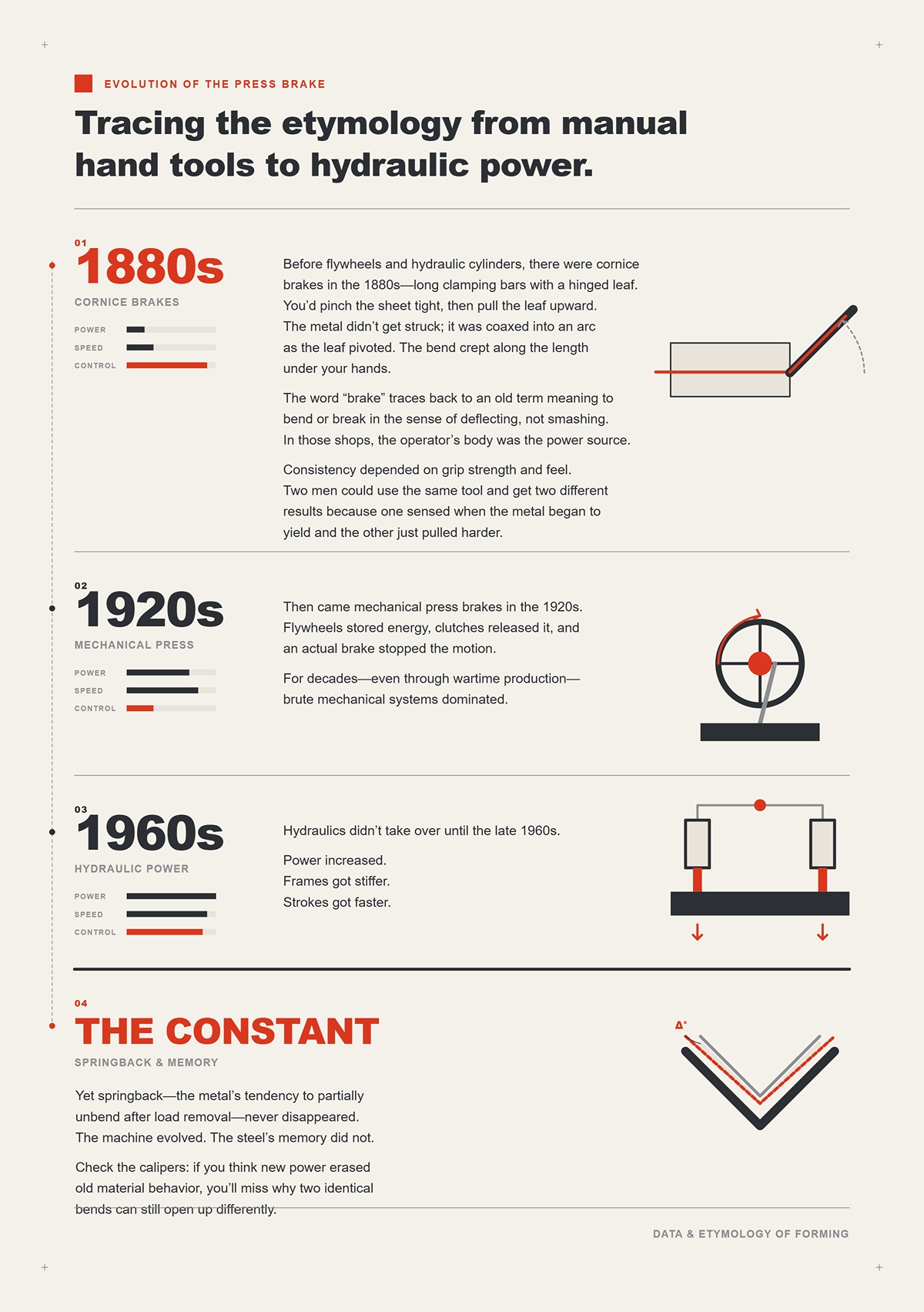
قبل العجلات الدافعة والأسطوانات الهيدروليكية، كانت هناك مكابح الكورنيش في ثمانينيات القرن التاسع عشر – قضبان تثبيت طويلة مع ورقة مفصلية. كنت تمسك الصفيحة بإحكام، ثم ترفع الورقة إلى الأعلى. لم يُضرب المعدن؛ بل تم إقناعه ليأخذ القوس بينما تدور الورقة. وكان الانحناء يتسلل على طول المعدن تحت يديك.
ترجع كلمة “فرامل” إلى مصطلح قديم يعني الثني أو الكسر بمعنى الانحراف، وليس التحطيم. في تلك الورش، كان جسد المشغل هو مصدر الطاقة. وكانت الاتساق يعتمد على قوة القبضة والإحساس. يمكن لرجلين استخدام الأداة نفسها ويحصلان على نتيجتين مختلفتين لأن أحدهما شعر عندما بدأ المعدن في الاستسلام، والآخر شدّ بقوة أكبر فحسب.
ثم جاءت مكابس الانحناء الميكانيكية في عشرينيات القرن الماضي. كانت العجلات الدافعة تخزن الطاقة، وتطلقها القوابض، وتوقفها فرامل حقيقية. لعقود – حتى خلال الإنتاج الحربي – هيمنت الأنظمة الميكانيكية الغاشمة. ولم تسيطر الأنظمة الهيدروليكية حتى أواخر الستينيات.
زادت القوة. وتصلبت الإطارات. وتسارعت الضربات.
ومع ذلك، لم يختفِ الارتداد – ميل المعدن إلى أن يفكّ انحناءه جزئياً بعد إزالة الحمل. تطورت الآلة. أمّا ذاكرة الفولاذ فلم تتغير.
افحص الفرجار: إن كنت تعتقد أن القوة الجديدة ألغت سلوك المادة القديم، فستفوتك حقيقة لماذا يمكن لانحناءين متطابقين أن ينفتحا بطريقة مختلفة.

قف بجانب مكبس انحناء هيدروليكي حديث ولن تجد فرملة احتكاك توقف عجلة دافعة. ستجد أسطوانات تدفع الزيت تحت الضغط، وتتحكم في الوضع بإزاحة السائل. الكباس لا يضرب ويتوقف؛ بل يتقدم ويتراجع بتدفق محسوب. هذا التحكم هو ما يميز أنظمة CNC الحديثة – حيث تُبرمج عمق الضربة، والسرعة، والتكرارية بدلاً من تخمينها. حلول مثل مكابس الانحناء CNC من سي إن-هاوي تبني على هذا المبدأ من خلال البحث والتطوير المستمر في مجالات الثني، والأتمتة، والتحكم الذكي، محوّلة القوة الهيدروليكية إلى هندسة يمكن التنبؤ بها بدلاً من تأثير غاشم.
فلماذا نحتفظ بالكلمة؟
لأن العمل لم يكن أبداً عن إيقاف الحركة. بل عن تغيير الاتجاه – إجبار الصفيحة المسطحة على اتخاذ شكل هندسي جديد. تشير كلمة “فرامل” في جوهرها إلى الانحراف. أما الفرامل الحرفية التي كانت في عام 1924 فهي مجرد هامش تاريخي.
إليك الفخ: إذا سمعت كلمة “ضغط”، فإنك تلاحق جداول الحمولة بالطن. وإذا سمعت كلمة “كبح” وفكرت في “توقف”، فستتخيل أن التحكم مجرد إيقاف حركة الكباس عند العمق الصحيح. لكن دقة الزاوية لا تتعلق فقط بمكان توقف الكباس، بل تتعلق بمقدار تمدد ألياف المادة على الجانب الخارجي للانحناء، ومقدار انضغاطها في الداخل، وكيفية تعافيها عندما يزول الضغط.
يمكن للكباس أن يتوقف تمامًا عند الهدف بينما يستمر الجزء في التحرك بعد أن يصبح حرًّا.
ماذا يقول ذلك عن من يتحكم فعليًا؟
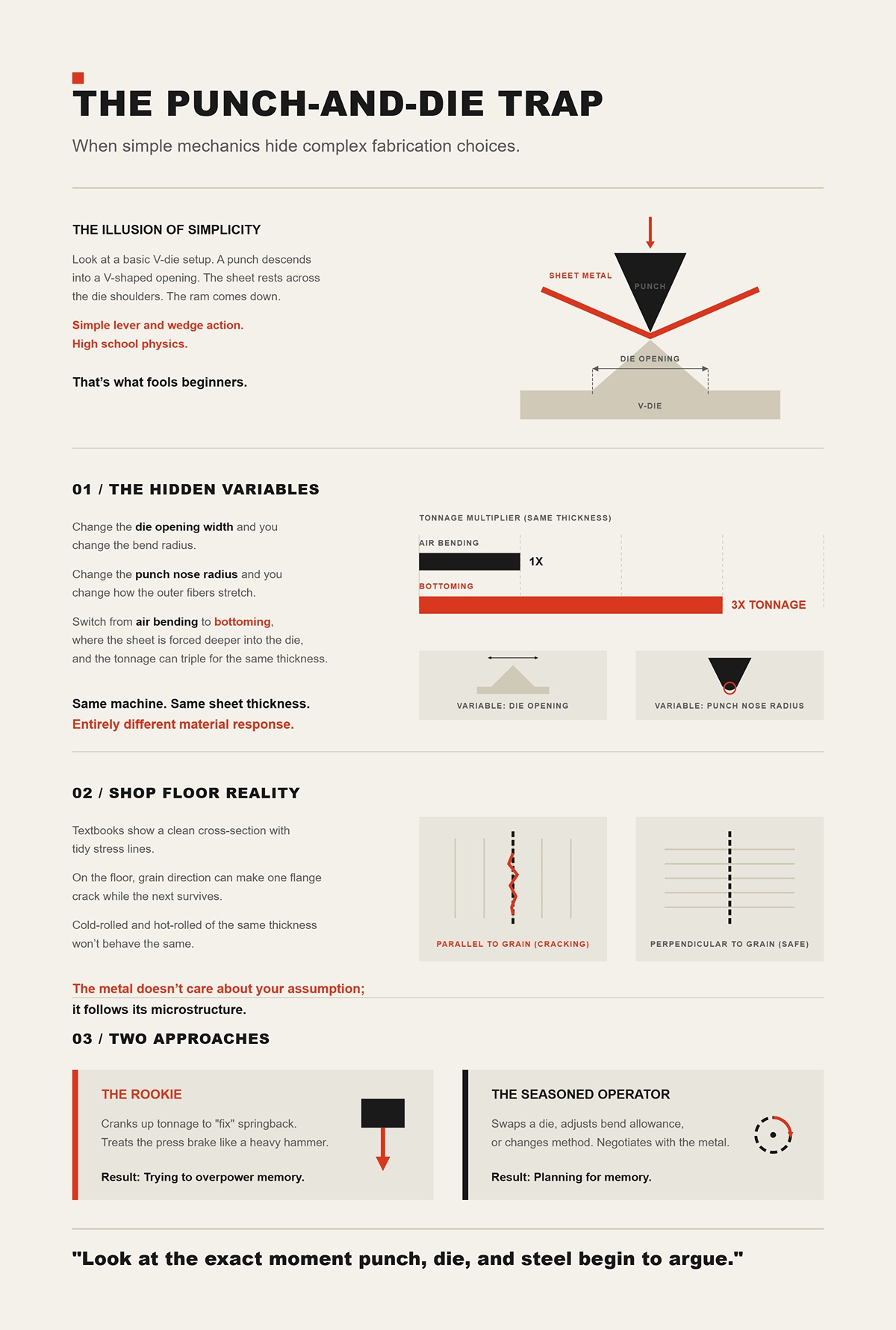
انظر إلى إعداد قالب V الأساسي. ينزل الثقب إلى فتحة على شكل V. ترتكز الصفيحة على أكتاف القالب. ينزل الكباس. حركة رافعة وإسفين بسيطة. فيزياء مدارس ثانوية.
وهذا ما يخدع المبتدئين.
غيّر عرض فتحة القالب وستغيّر نصف قطر الانحناء. غيّر نصف قطر رأس الثقب وستغيّر مدى تمدد الألياف الخارجية. بدّل من الثني الهوائي—حيث تلامس الصفيحة طرف الثقب وأكتاف القالب—إلى الثني السفلي، حيث تُجبر على النزول أعمق داخل القالب، ويمكن أن تتضاعف الحمولة ثلاث مرات لنفس السمك.
نفس الآلة. نفس سمك الصفيحة. استجابة مادية مختلفة تمامًا.
واقع أرضية الورشة: تُظهر الكتب الدراسية مقطعًا عرضيًا نظيفًا بخطوط إجهاد مرتبة. أما على أرض الواقع، يمكن لاتجاه الحبيبات أن يجعل أحد الحافات يتشقق بينما ينجو الآخر. اللفّ البارد واللفّ الساخن بنفس السمك لن يتصرفا بنفس الطريقة. المعدن لا يهتم بافتراضك؛ إنه يتبع بنيته الدقيقة.
لذا عندما يزيد المبتدئ الحمولة بالطن “لإصلاح” ارتداد الزاوية، فهو يعامل مكبح الضغط كأنه مطرقة ثقيلة. بينما يقوم العامل المتمرس بتبديل القالب، وضبط سماحة الانحناء، أو تغيير الطريقة، فهو يتفاوض.
الأول يحاول التغلب على الذاكرة.
والثاني يخطط لها.
وهنا يجب أن ننظر بعد ذلك: ليس إلى لوحة تصنيف الآلة، بل إلى اللحظة الدقيقة التي يبدأ فيها الثقب والقالب والصلب في الجدال.
حرك شريطًا من الصلب الطري بسمك ثُمن بوصة فوق قالب V وأنزل الثقب ببطء كافٍ لتسمع همس الزيت. التلامس الأول ليس ضربة. إنه قرصة عند أكتاف القالب ولمسة عند رأس الثقب. لحظة وجيزة لا يحدث فيها شيء مرئي. ثم تبدأ الصفيحة في الترهل بين الكتفين، تتمدد الألياف العليا بينما تتزاحم الألياف السفلية. ذلك الترهل الهادئ—هناك بالضبط—هو المكان الذي تُقرَّر فيه الزاوية النهائية.
ثلاث نقاط تماس. الثقب. الكتف الأيسر. الكتف الأيمن. مثلث من القوة. يتحرك الكباس إلى الأسفل بخط مستقيم، لكن المادة تتدفق في قوس لأن تلك النقاط الثلاث تجبرها على ذلك. إذا كنت تظن أن الآلة “تثني” المعدن، فأنت تفوت الفكرة. الآلة تخلق الظروف. والصلب يختار كيف يعيد ترتيب نفسه داخل تلك الظروف.
ذلك الاختيار يعيش تحت ما يمكن أن تراه.
خذ الشريط نفسه وتخيله مقطوعًا عبر منطقة الانحناء وتنظر إلى الحبيبات من خلال المجهر. الصلب ليس كتلة صلبة؛ إنه تجمع من البلورات—حبيبات—لكل منها اتجاه خاص بها. داخل كل حبيبة توجد انزلاقات، عيوب خطية صغيرة تسمح لطبقات الذرات بالانزلاق بجانب بعضها عندما يصبح الإجهاد كافيًا.
ومع نزول الثقب، يدخل السطح الخارجي في شدٍّ. تُسحب الذرات قليلًا، وتُمد الروابط. السطح الداخلي يدخل في ضغط؛ تُدفع الذرات أقرب إلى بعضها. في البداية، يكون هذا مرنًا—مثل نابض. عندما يُزال الحمل، تعود البنية البلورية إلى مسافاتها الأصلية.
ادفع أعمق قليلًا وستبدأ تلك الانزياحات بالحركة. تنزلق على طول المستويات البلورية، مما يسمح لطبقة من الذرات بالانزلاق فوق أخرى. هذا هو التشوه اللدن. تشوه دائم. يمتد التركيب الحبيبي على الجانب الخارجي من الانحناء ويزداد سُمكًا قليلًا في الداخل. ينزلق المحور المحايد—وهو الخط الوهمي الذي لا يتعرض لا للتمدد ولا للضغط—نحو نصف القطر الداخلي لأن الفولاذ يتحمل الشد أفضل من الضغط قبل أن ينبعج.
ذلك الانزلاق هو السبب في أن حسابات النمط المسطح لديك لا تطابق الكتاب بدقة أبدًا. ما يسمى بعامل k—وهو نسبة تصف موضع المحور المحايد خلال السماكة—يتراوح عادة بين نحو 0.25 و0.5 في معظم أعمال الصفائح. يتغير مع السماكة ونصف القطر والطريقة. إنه ليس ثابتًا طبيعيًا بل بصمة فريدة لإعدادك.
واقع أرض الورشة: الكتب ترسم مخططًا أنيقًا نصف ضغط ونصف شد. في المِقْبَض، يمكنك أن تشعر بالألياف الداخلية وهي تبدأ في الزحف، والخارجية وهي تبدأ في الترقق. اتجاه الحبيبات يمكن أن يجعل أحد الجوانب يقاوم وجانبًا آخر يتمزق تحت نفس الضربة. الجزيئات لا تقرأ المخطط.
افحص القدمة قبل أن تلوم عمق الكباس. إذا كان افتراضك للمحور المحايد خاطئًا، فحساب بدل الانحناء سيخدعك.
إذن إذا كانت أنظمة الانزلاق الداخلية في المعدن هي التي تحدد متى يتحول المرن إلى اللدن، فما الدور الحقيقي لشكل القالب؟
ضع قالبين على نفس الماكينة. أحدهما بفتحة بوصة واحدة، والآخر بفتحة بوصتين. اثنِ نفس الشريط بسمك ثُمن البوصة إلى زاوية 90 درجة باستخدام الثني الهوائي—أي أن طرف الكباس وحواف القالب هما نقاط التماس الوحيدة، وأن الصفيحة لا تلامس قاع القالب.
مع القالب ذي الفتحة 1 بوصة، يكون نصف قطر الانحناء الداخلي أكثر إحكامًا، حوالي 0.16 بوصة في العديد من الفولاذات اللينة. بدّل إلى القالب ذي الفتحة 2 بوصة وسينمو نصف القطر، غالبًا إلى نحو 0.32 بوصة. نفس الكباس. نفس إعداد قوة الضغط. نصف قطر مختلف لأن الصفيحة تمتد فوق فجوة أوسع قبل أن تخضع للإجهاد.
القالب الأوسع يعني دعماً أقل تحت الصفيحة. يجب أن تنحني المادة أكثر قبل أن يتجاوز الإجهاد عند طرف الكباس مقاومة الخضوع. هذا يزيد نصف القطر الداخلي ويقلل نسبة المادة التي تم دفعها إلى ما بعد الخضوع. يتبقى سلوك مرن أكبر في المقطع العرضي.
لهذا يتحكم عرض القالب في ارتداد الانحناء أكثر مما يتوقع المبتدئون. القالب الضيق يجبر معظم السماكة على تجاوز الخضوع—منطقة لدنة أكبر وذاكرة مرنة أقل لتستعيد شكلها. القالب الواسع يترك نواة مرنة أكبر.
يسمونه “مكبسًا” والمبتدئ يتخيله كقوة. أنا أنظر أولًا إلى جدول القوالب.
واقع أرض الورشة: الثني الهوائي مرن. يمكنك تشغيل سماكات مختلفة على نفس القالب إذا قبلت بعض التغير في الزاوية. أما التثبيت التام أو الصَّك (التطريق)—حيث يجبر الكباس الصفيحة أعمق داخل تجويف القالب—فيتطلب قوة ضغط أكبر بكثير لكنه يثبت الزاوية بإحكام أكبر لأنك تُحدث تشوهًا لدنًا في كامل منطقة الانحناء تقريبًا. طرق مختلفة تتلاعب بنفس الفيزياء بنسب مختلفة.
افحص القدمة لتعيين فتحة القالب لديك. إذا كانت ثمانية أضعاف سماكة المادة بينما كان الجدول يفترض ستة، فخطأ الزاوية لديك ليس لغزًا—إنها الهندسة.
لكن حتى مع “القالب الصحيح”، تفتح القطع قليلًا بعد تحريرها.
لماذا؟
اثنِ ذلك الشريط إلى زاوية 90 درجة مثالية أثناء التحميل. احتفظ به هناك. أزل الضغط. راقب كيف يفتح إلى 92 درجة.
لم يتحرك شيء في الماكينة. كل شيء تحرك داخل الفولاذ.
تذكر تلك المنطقة المرنة التي تحدثنا عنها—الجزء من السماكة الذي لم يتجاوز الخضوع؟ الذرات هناك تم تمديدها فقط، لم يُعاد ترتيبها. عندما تزيل الكباس، تسحب تلك الروابط عائدة نحو تباعدها الأصلي. الألياف المضغوطة الداخلية تدفع للخارج. الألياف المشدودة الخارجية تنكمش. يدور المقطع العرضي بالكامل قليلًا حتى تتوازن الإجهادات الداخلية.
الفولاذ ذو مقاومة الخضوع الأعلى—مثل بعض سبائك الفولاذ منخفضة السبائكية عالية المقاومة—يخزن طاقة مرنة أكثر قبل أن يخضع. هذا يعني ارتدادًا أكبر لنفس الهندسة. الألومنيوم، بانخفاض معامل المرونة، يرتد بشكل مختلف مرة أخرى. مادتان، نفس السماكة، نفس القالب، زوايا نهائية مختلفة.
لا يمكنك “القضاء” على الارتداد المرن بالمزيد من القوة إلا إذا تجاوزت أكثر إلى منطقة التشوه اللدن—إما بنصف قطر أضيق أو قالب أصغر أو بالتطريق. وإلا فأنت مجرد تضغط بقوة أكبر على الجدار المرن نفسه.
واقع أرض المصنع: يتعلم المشغلون الإفراط في الثني. إذا كانت الخبرة تقول إن هذا الإعداد يرتد درجتين، فإنك تستهدف 88 تحت الحمل لتصل إلى 90 بعد التحرر. هذا الرقم ليس سحريًا، إنه ذاكرة — مسجلة من معارك سابقة بين ذلك السبيكة وذلك القالب.
لكن إذا كان الارتداد يعتمد على مقدار المقطع العرضي الذي دفعتَه إلى ما بعد حد الخضوع، ألا يعيدنا ذلك إلى جداول الحمولة؟
انظر إلى صيغة حمولة الانحناء الهوائي القياسية للفولاذ المعتدل: الحمولة لكل قدم تتناسب مع مربع سُمك المادة مقسومًا على فتحة القالب. ضاعف السُمك فتتضاعف القوة المطلوبة أربع مرات. اقسم فتحة القالب إلى النصف فتتضاعف الحمولة.
تلك المعادلة لا تهتم بحجم آلتك. إنها تهتم بقوة الخضوع — وهي الإجهاد الذي تبدأ فيه الانزياحات بالتحرك.
إذا كانت مكبستك مصنفة بـ 100 طن والعمل يحتاج إلى 40، فإن الـ 60 طنًا الإضافية لا تشتري لك الدقة. إنها تشتري لك هامش أمان وربما خيار الصقل النهائي (السك). تبقى الدقة معتمدة على ما إذا كنت قد اخترت عرض قالب يُنتج النسبة الصحيحة بين الجزء البلاستيكي والإلَاستي، وأخذت في الاعتبار خضوع الفولاذ ومعامله.
لقد رأيت مبتدئين يرفعون الضغط “لتشديد” الانحناء في التشكيل الهوائي. يصل الكباس إلى عمقه المبرمج، ويقرأ المقياس ضغطًا أعلى، لكن الجزء ما زال يرتد نفس الدرجتين. لأنك ما لم تغيّر الهندسة أو الطريقة، لم تغيّر توزيع الإجهاد الداخلي — بل فقط زدت القوة المطلوبة للوصول إليه.
القوة هي تذكرة الدخول. قوة الخضوع هي التي تحدد قواعد اللعبة.
وبمجرد أن تفهم ذلك، فإن السؤال التالي ليس عن حجم الآلة التي تحتاجها.
بل أي طريقة للحني تتيح لك التفاوض مع تلك القواعد بدلاً من محاربتها بعشوائية.
لدي صندوق خردة مليء بعينات اختبار من الفولاذ المعتدل بسُمك ثُمن البوصة منحنية حتى 90 درجة على نفس قالب الـ V. نفس الكباس. نفس الماكينة. الشيء الوحيد الذي غيّرته هو عمق الكباس ببضعة أجزاء من الألف من البوصة في كل مرة. بعض القطع تصل إلى 89.5 درجة. وبعضها إلى 90.3. ولا واحدة منها لامست قاع القالب.
هذا هو الانحناء الهوائي.
في الانحناء الهوائي، تلامس الصفيحة طرف الكباس وكتفي قالب الـ V. ثلاث نقاط. لا يدفع الكباس المادة بالكامل إلى جوف القالب. الزاوية النهائية تُتحكم بها عبر عمق اختراق الكباس في تلك المساحة المفتوحة. غيّر العمق قليلاً، تتغير الزاوية. غيّر سُمك المادة ببضعة أجزاء من الألف، وتتغير الزاوية مجددًا لأن المحور المحايد — الطبقة التي لا تتمدد ولا تنضغط — يتحرك قليلاً.
أنت لا تُجبر المعدن على مطابقة زاوية القالب. إنك تتفاوض مع ارتداده.
إليك الآلية. كلما اتسعت فتحة القالب نسبةً إلى السُمك — مثلاً ثمانية أضعاف السُمك للفولاذ المعتدل — كلما كبر اللب الإلَاستي المتبقي في منطقة الانحناء. ذلك اللب الإلَاستي يخزّن الطاقة. عندما تُحرّر الكباس، تدور تلك الطاقة المخزنة لتفتح الانحناء. في الانحناء الهوائي، تعتمد على الإفراط في الثني المراقب لتصل إلى الهدف بعد التحرر. تعتمد الدقة على متغيّر واحد: عمق اختراق الكباس.
المكابس الحديثة ذات التحكم الرقمي تعرف ذلك. بعض الأنظمة تطلق شعاع ليزر عبر خط الانحناء وتقيس الزاوية في الزمن الحقيقي — حتى 100 قراءة في الثانية — ثم تُعدّل عمق الكباس أثناء العمل. يضيف هذا حوالي ثانية لكل انحناء. نظريًا، هذا يغلق الحلقة ويمحو التخمين القديم.
لكن حتى مع التعويض الديناميكي والتحكّم بالليزر، ترى معظم الورش في الإنتاج الفعلي ±0.5 درجة في التشغيل النموذجي. ليس لأن الآلة ضعيفة، بل لأن سُمك الصفيحة يتفاوت. اتجاه الحبيبات يغيّر الارتداد. المشغل يُثبت الجزء اختلافًا طفيفًا مقابل المؤخرة. المعدن عنيد. يتذكّر كيف تم دحرجته.
قوة الانحناء الهوائي هي المرونة. يمكن لقالب واحد التعامل مع نطاق من السُمك إذا قبلت بعض التفاوت في الزاوية. الإعداد سريع. تكلفة الأدوات أقل. الحمولة معتدلة مقارنة بالانحناء السفلي — غالبًا جزء صغير منها. أنت تُشكِّل بناءً على الهندسة أكثر من الاعتماد على الضغط العدواني.
واقع أرض المصنع: الكتب الدراسية تصف ثني الهواء بأنه “أقل دقة”. على الورق، نعم — لأن زاوية القالب لا تثبّت الجزء. أما في أرض المصنع، فهي أسرع طريقة لتشغيل أجزاء متنوعة دون تغيير الأدوات كل ساعة. أنت تتنازل عن هامش ضيق من التفاوت الزاوي مقابل السرعة والمرونة. هذا التنازل مقصود.
افحص الكالبر على رُزمة الصفائح قبل أن تلوم الـ CNC. تفاوت في السماكة بمقدار ثلاثة آلاف من البوصة يمكن أن يغيّر زاويتك أكثر مما يفعل محرك مؤازر جديد تمامًا.
إذن إذا سمح ثني الهواء للمعدن بأن "يردّ"، فماذا تفعل عندما يُظهر المخطط ±0.25 درجة والمفتش يمتلك بالفعل منقلة جديرة بالاستخدام؟
خذ الشريط نفسه بسماكة ثُمن بوصة واضغطه أعمق — حتى يُجبر القالب المعدن على التلامس الكامل تقريبًا مع جدران القالب. هذا هو التثبيت الكامل. زد القوة مجددًا حتى يُحدث رأس القالب ضغطًا بلاستيكيًا على خط الثني، مما يُقلله قليلًا ويُسطّح الحبيبات بالإجبار. هذا هو "السكّ".
اشعر بالفرق في دواسة القدم. قد يتطلّب ثني الهواء، على سبيل المثال، 20 طنًا لإعداد معين. تثبيت نفس الجزء يمكن أن يتطلّب من أربعة إلى ثمانية أضعاف تلك القوة لأنك لم تعد تتجاوز حد الخضوع عند الألياف الخارجية فحسب — بل تشوّه تقريبًا كامل المقطع العرضي وتضغطه ضد زاوية قالب ثابتة.
ميكانيكيًا، هذا يُغيّر كل شيء.
في التثبيت الكامل، زاوية القالب — وليس عمق الكباس فقط — هي التي تحدد الثني النهائي. يقلّ الارتداد الزنبركي لأن الجزء المرن المتبقي أقل ليستعيد شكله. في "السكّ"، تذهب أبعد من ذلك: تتجاوز مقاومة الخضوع عبر كامل السُمك تقريبًا عند خط الثني. لم تعد تتفاوض بعد الآن. أنت تعيد كتابة ذاكرة المعدن بالقوة.
لكن حتى حينها، قطعة العمل لم تخضع لأنها سُحقت. بل لأنها وصلت بالإجهاد إلى ما بعد حد الخضوع في كل مكان مهم.
تتحسّن الدقة. في ظل ظروف مضبوطة، تستطيع الآلات المتطورة المزودة بالأدوات المناسبة أن تحافظ على ±0.1 إلى ±0.2 درجة. هذا هو الرقم الموجود في الكتيّب. أما في يوم ثلاثاء رطب مع دفعات حرارة مختلفة ومشغل مرهق، فترجع الحقيقة إلى حدود ±0.5. التفاوت الخارجي لا يختفي فقط لأنك تمتلك قوة أكبر.
والتكلفة؟
القوة الأعلى تعني آلات أثقل، وتآكلًا أكبر في الأدوات، ومطابقة أكثر صرامة لزاوية القالب، وأقل تسامحًا. إذا كان قالبك مصقولًا عند 88 درجة والمخطط يطلب 90 درجة بعد الارتداد الزنبركي، فمن الأفضل أن تعرف سلوك المعدن جيدًا. لا يوجد مجال كبير “للتدرّج” نحو الزاوية كما يمكنك في ثني الهواء عن طريق تعديل العمق.
واقع أرض المصنع: "السكّ" يمنح شعورًا مرضيًا. ينغلق الثني في مكانه بالكاد يتحرك بعد التحرير. لكنك تدفع ثمن ذلك الاطمئنان بالقوة العالية، ودقة الأدوات، وإعداد أبطأ. يُختار هذا الأسلوب عندما تتطلبه حدود السماحية — لا لأن المشغل يحب صوت أنين الآلة.
افحص الكالبر على نصف قطر رأس القالب. في "السكّ"، الرأس المهترئ لا يُغيّر المظهر الخارجي فحسب — بل يُبدّل توزيع الإجهاد وبالتالي زاويتك.
إذن ليست المسألة أيّ طريقتين “أفضل”. بل أي خطأ يمكنك تحمّله: نصف درجة من اختلاف الارتداد الزنبركي، أم إعداد طويل بقوة عالية وقيود دقيقة للأدوات؟
تخيّل وظيفتين على الجدول.
الوظيفة أ: 200 حاملة من الفولاذ اللين، سماحية ±1 درجة، أطوال حواف متعددة، مادة من مخزون مختلط. الوظيفة ب: 5,000 غلاف من الفولاذ المقاوم للصدأ، ±0.25 درجة على الحواف الظاهرة، نفس السماكة طوال التشغيل.
تشغيل الوظيفة أ باستخدام التثبيت الكامل سيستغرق وقتًا أطول لضبط زوايا القوالب والقوة أكثر مما تتطلبه السماحية. استخدم ثني الهواء، سجل مقدار الثني الزائد لتلك الدفعة، وواصل العمل. ذاكرة المعدن تتباين قليلًا؟ تتحملها السماحية.
تشغيل الوظيفة ب باستخدام ثني الهواء وتأمل أن تظل السماكة واتجاه الحبيبات متعاونة؟ ستطارد تصحيحات الزاوية طوال اليوم، حتى مع التغذية المرتدة بالليزر. استخدم التثبيت الكامل أو "السكّ"، ثبّت الهندسة على القالب، وتقبل القوة الأكبر كثمن للثبات.
سمِّها “مكبسًا”، فيتخيل المبتدئ القوة. أما المشغّل المتمرّس فيرى قائمة من استراتيجيات التشوه.
هذه هي المفاوضة. الثني الهوائي يقول: سأقبل بعض الارتداد المرن وأتحكم فيه من خلال ضبط العمق والتغذية الراجعة. أما التثبيت التام فيقول: سأقلل من قدرتك على التعافي من خلال تشكيل جزء أكبر من المقطع العرضي بشكل لدن. أما الطَرق فيقول: سأقضي تقريبًا على حجتك بتجاوز حد الخضوع في كل نقطة على خط الثني.
أنظمة التحكم الرقمي الحديثة التي “تتعلم” ارتداد المعدن بحسب اتجاه الحبيبات لا تلغي هذا الاختيار، بل تصقله فقط. حتى أذكى آلة ما زالت تعمل ضمن فيزياء مقدار السماكة التي تدفعها إلى ما بعد حد الخضوع. يمكن للبرمجيات أن تعوض الاختلاف، لكنها لا تستطيع إلغاء معامل المرونة.
هامش الخطأ الذي تتعامل معه يُحدَّد في اللحظة التي تختار فيها الطريقة. القوة (عدد الأطنان) تجعل ذلك الاختيار ممكنًا، لكنها لا تحدد دقته.
وحين ترى عملية الثني كقرار استراتيجي حول مقدار ذاكرة المعدن الذي ترغب في إبقائه سليمًا، فإن السؤال التالي يتوقف عن أن يكون “ما حجم الآلة؟” ويصبح “ما مدى تكرارية عمليتي من القطعة الأولى حتى القطعة رقم خمسة آلاف؟”
إذا كنت تقيّم كيفية توحيد تلك القابلية للتكرار عبر الورديات والمواد وأحجام الإنتاج، يمكن أن يساعدك مقارنة الطرائق واستراتيجيات الأدوات وخيارات التحكم مع شريك تقني. من خلال الاستثمار المستمر في البحث والتطوير لمكابس الثني وتطوير المعدات الذكية، تدعم CN-HAWE المصنّعين في مواءمة طريقة الثني ومستوى الأتمتة والتحكم في العملية مع الأهداف الإنتاجية الفعلية. يمكنك بدء المحادثة هنا: تواصل مع CN-HAWE لمناقشة تطبيقك، والتفاوتات المسموح بها، وأهداف الإنتاج.
تجعلها قابلة للتكرار عندما تقرر ما الذي ستتحكم فيه—ثم ترفض السماح لذلك المتغير بأن يتأرجح.
هذه هي اللعبة كاملة من القطعة الأولى إلى القطعة رقم خمسة آلاف. ليست الأسطوانات الأكبر. ولا المضخات الأعلى صوتًا. بل التحكم.
لقد شغلت فولاذًا معتدل السماكة بقدر ثُمن البوصة على مكبس يدوي وعلى مكبس CNC مزوّد بمحاور كافية لجعل عامل الخراطة يحمرّ خجلًا. المعدن لم يهتم. ما زال يحاول الارتداد. ما تغيّر لم يكن ذاكرته، بل ذاكرتنا نحن. الآلة التي تتذكر ما فعلته القطعة الأخيرة هي التي تفوز على المدى الطويل.
نظرًا لأن شركة CN-HAWE تستثمر أكثر من 8% من إيرادات مبيعاتها السنوية في البحث والتطوير. وتدير ADH قدرات بحث وتطوير تشمل مكابح الضغط، لمن يرغب من القراء في الحصول على مواد تفصيلية., الكتيبات هي مورد مفيد للمتابعة.
سمِّها “مكبسًا”، فيتخيل المبتدئ القوة. أما المخضرم فيتخيل نظامًا يمكنه أن يكرر القرار دون أن يتعب.
القابلية للتكرار هي العملة، لأنه بمجرد أن تختار الثني الهوائي أو التثبيت التام أو الطَرق—بمجرد أن تقرر مقدار ذاكرة المعدن العنيدة التي ستبقيها سليمة—فإن الشيء الوحيد بينك وبين الخردة هو ما إذا كنت تستطيع تحقيق نفس الظروف مرارًا وتكرارًا. نفس طول الحافة. نفس العمق. نفس التسلسل. نفس تعديل ارتداد المعدن.
المفاوضة لا تتغير. الانضباط هو الذي يتغير.
فأين يعيش ذلك الانضباط فعلًا؟
الثني الأول يُشعرك بالرضا. والثاني يفضحك.
يقوم المبتدئ بمحاذاة الصفيحة بعينه، يدفعها إلى العائق، يصنع زاوية 90 نظيفة، ويبتسم. ثم يقلب الجزء من أجل الحافة المرتدة وفجأة تتكدس الأبعاد بشكل خاطئ. قد تكون الزاوية مثالية، لكن الموقع ليس كذلك. تلك هي دروس محدد الموضع الخلفي.
محدد الموضع الخلفي هو ببساطة نظام تموضع—أصابع تحدد مقدار انزلاق الصفيحة تحت القالب قبل أن تضغط على الدواسة. إنه يتحكم في مكان حدوث الثني، لا في كيفية تدفق المعدن داخل القالب. إذا خلطت بينهما، ستطارد المشكلة الخاطئة طوال الأسبوع.
في المكابس اليدوية القديمة، كان ذلك المحدد يتحرك بواسطة مسمار أو سكة تضبطها يدويًا. تقرأ مقياسًا. تثبته. وفي كل مرة تعيد الضبط لحافة جديدة، تدخل أقدم متغير في التصنيع: الإبهام البشري. يمكنه أن يخطئ في القراءة. يمكنه أن يصطدم. يمكنه أن ينسى شدّ المشبك.
واقع أرضية الورشة: قد يُظهر المقياس 2.000 بوصة. ولكن إذا كان الإصبع الموقِف مهترئًا أو لم يكن العارضة متعامدة، ستنضغط الصفيحة على جانب واحد أولاً وتبدأ بالانزلاق. ستقسم بأن شريط القياس هو الخطأ. لكنه ليس كذلك.
المقاييس الخلفية الحديثة التي تعمل بالتحكم الرقمي CNC تتحرك بواسطة محركات مؤازرة على المحاور X وR وZ — إلى الأمام والخلف، صعودًا وهبوطًا، يسارًا ويمينًا. ويمكنها تكرار المواضع في حدود أجزاء من المليمتر إذا كانت الممرات الإرشادية مستقيمة والعارضة متوازية. ذلك الـ “إذا” هو الجزء الذي تهمس به الكتيبات الدعائية.
لأن قابلية التكرار ليست تلقائية. بل تتم المحافظة عليها. إذا تآكلت القضبان الخطية أو لم يكن القالب موازيًا في حدود بضعة أجزاء من المئة، فإن نظام التمركز المتطور هذا سيكرر الخطأ نفسه بكل دقة.
افحص الفرجار على رصيف الحواف لديك، وليس مجرد قراءة الشاشة. إذا انحرفت القطع من الثانية إلى العاشرة، فالمشكلة ليست في القوة. بل في المرجعية.
لكن التمركز وحده لا يعالج الارتداد المرن. إنه يضمن فقط أنك تثني في نفس الموضع كل مرة. فكيف يسيطر الـCNC فعلاً على الزاوية ذاتها؟
استولى الـCNC على أرض الورشة لأنه يتذكر ما فعله المعدن في المرة السابقة — ويُجري التعديلات قبل أن تطلب ذلك.
في عملية الثني بالهواء خصوصًا، تعتمد الزاوية على العمق. بضعة أجزاء من الألف أعمق، وستثني بما يكفي لتعويض الارتداد المرن. في الماكينة اليدوية، تصل إلى ذلك العمق بالإحساس. تثني، تقيس، تعدل الموقِف، وتثني من جديد. جيد لعشرين قطعة. مرهق لألفين.
يقوم مكبس الثني المبرمج بتخزين ذلك التصحيح. إذا ارتدت القطعة الأولى إلى 91 درجة بينما تريدها 90، تبرمج عمقًا إضافيًا طفيفًا. يدفع الكباس إلى ذلك الموضع بالضبط في كل دورة. بعض الأنظمة تقرأ الزاوية في الوقت الحقيقي باستخدام حساسات ليزر وتعدّل أثناء الشوط. ليست قوة أكبر، بل حوار أذكى.
لكن هناك مشكلة تتعلمها معظم الورش بالطريقة الصعبة: الأتمتة لا تُزيل الخطأ. بل تنقله إلى مكان آخر.
إذا برمجت سماكة خاطئة، أو فتحة قالب خاطئة، أو تسلسلًا خاطئًا، فستُنتج الماكينة خمسمائة خطأ متطابق قبل الغداء. قد يكتشفه المشغل اليدوي بالإحساس عند القطعة الثالثة.
تسمح المقاييس الخلفية متعددة المحاور لك بتشغيل قطع معقدة في إعداد واحد. تتحرك الأصابع يسارًا ويمينًا، صعودًا وهبوطًا، حتى لا تضطر إلى قلب الصفيحة أو إعادة مرجعيتها بين الثنيات. فعالة؟ نعم. لكنها تُجبرك على التفكير بالتسلسل قبل الضغط على زر التشغيل. فرضية واحدة خاطئة حول ترتيب الثنيات قد تجعل القطعة تعلق بنفسها في الأدوات في منتصف العملية.
هذا هو المقابل: يمنحك الـCNC تصحيحًا متكررًا من أجل ذاكرة المعدن — لكنه يطلب منك الالتزام بخطة مسبقًا.
لكن حتى في تلك الحالة، لم تستسلم قطعة العمل لأنها سُحقت. بل لأنها تجاوزت إجهاد الخضوع في كل المواضع المهمة. يمكن للـCNC تعويض الارتداد المرن؛ لكنه لا يستطيع إلغاء معامل المرونة.
فمتى يبدأ كل ذلك الحفظ والتسلسل في إبطائك بدلًا من مساعدتك؟
إذا كانت مهامك تتغير كل بعد ظهر، فإن البساطة قد تتفوق على التعقيد.
تخيل ورشة صغيرة تُشغّل دفعات قصيرة — عشرة حوامل هنا، وخمسة عشر لوحًا هناك — مواد مختلطة، رسومات يدوية المعالم، عملاء يغيرون طول الحافة أثناء الإعداد. في هذا العالم، قد يتجاوز الوقت الذي تقضيه في برمجة المحاور وتسلسل الثنيات الفائدة الناتجة عن دقة المؤازر.
يمكن للمشغل المتمرس على آلة يدوية أن يُجري التعديلات مباشرة. يشعر بالارتداد. يضغط موقِف العمق قليلًا. يُحرّك المؤشر الخلفي بمقدار ستة عشر من البوصة دون الحاجة إلى التمرير عبر الشاشات. التفاوض مع المعدن يحدث في الوقت الحقيقي، لا في نص مكتوب مسبقًا.
تلك المرونة هي شكل من أشكال التكرار أيضًا — التكرار البشري. أبطأ، نعم. يعتمد على المهارة. لكن للإنتاج المنخفض الحجم، قد يكون الخيار الاقتصادي الأذكى لأن تكلفة خطأ البرمجة في آلة CNC تتضخم مع السرعة.
واقع أرض المصنع: المكبح اليدوي لا يخفي تراخيه. تراه. تشعر برد الفعل العكسي في المسمار. تعوض بشكل غريزي. بينما يمكن لجهاز التحكم الرقمي CNC أن يخفي التآكل حتى تبدأ الأجزاء بالانحراف عن حدود التحمل بهدوء.
اضبط الفرجار وفق توقعاتك. إذا كنت تحتاج إلى خمسة آلاف غلاف متماثل، فإن الذاكرة تتفوق على العضلات في كل مرة. وإذا كنت تحتاج إلى خمسة أجزاء مخصصة قبل الغداء، ففي بعض الأحيان تكون أذكى آلة في المبنى هي تلك المتصلة بزوج من الأيدي الخبيرة.
وحتى مع أفضل آلة CNC يمكن للمال أن يشتريها، لا يزال هناك شيء في الصفيحة لا يمكنك برمجته ليختفي.
في الشتاء الماضي ثنينا مجموعة من الحوامل من فولاذ طري بسماكة ثُمن البوصة. نفس البرنامج. نفس القالب. نفس المشغل. الشغلة الثالثة انشقت على طول الجانب الخارجي للثنية وكأن شفرة حلاقة مرت عليها. أما الأوليان فكانتا نظيفتين.
لم يتغير شيء على الشاشة.
الذي تغيّر هو الصفيحة. كانت حبيبات الدرفلة في اتجاه موازٍ لخط الثني في الصفيحة الثالثة. الفولاذ له اتجاه يفضل أن يتمدد فيه. لا يمكنك رؤيته إلا إذا كنت تعرف ما تبحث عنه، ولكنك ستسمعه عندما يتمزق.
تلك هي الخاصية التي لا يستطيع الـ CNC تجاوزها: التباين الاتجاهي — كلمة فنية تعني أن المعدن يتصرف بشكل مختلف حسب الاتجاه. مكبح الضغط يمكنه الوصول إلى عمق بدقة أجزاء من المئة. لكنه لا يستطيع إعادة ترتيب البنية البلورية. عندما يسمع المبتدئ كلمة “ضغط”، يتخيل القوة. وعندما يسمعها المحترف، يتخيل الاتجاه.
والاتجاه يظهر في أماكن لم يحذّرك عنها نموذج CAD الخاص بك أبدًا.
تخيل صفيحة بسماكة 14‑غيج، حوالي 0.075 بوصة، وتبرمج لها حافة نصف بوصة. تضعها في قالب على شكل V مفتوح بمقدار ثمانية أضعاف السماكة — أي حوالي 0.600 بوصة عرضًا، تمامًا ضمن قاعدة 6–8× الشائعة. ثم تُشغّل الكباس.
بدلًا من زاوية حادة بزاوية 90 درجة، تهبط الرجل الجانبية. يميل الجزء. وتشعر وكأنه يسقط داخل القالب.
لأنه بالفعل كذلك.
في الثني الهوائي، تستند الصفيحة على كتفي القالب على شكل V. يدفع الرأس في المنتصف. نقاط تلامس ثلاث. تلك هي الرقصة بأكملها. لكن إذا كانت الحافة قصيرة جدًا، فلن تعبر الكتفين بالكامل. لا يمكن للمادة أن تستقر. يتحرك خط القوة إلى الداخل، وتدور الرجل إلى أسفل داخل الفتحة.
لا يمكن لأي قدر من القوة الإضافية أن يصلح تلك الهندسة. المزيد من القوة يعني فقط تسريع عدم الاستقرار.
الكتب التعليمية ستعطيك جداول لأدنى طول للحافة. أما في أرض المصنع فأُعلمها بهذه الطريقة: يجب أن يكون طول الحافة كافيًا لتجلس بشكل مستوٍ ومستقر على كتفي القالب قبل أن يبدأ الرأس بالتأثير فعليًا. إذا لم تستطع التوازن، فلن تنثني بشكل نظيف. زِد طول الحافة، أو قرّب كتفي القالب بتضييق الفتحة.
واقع أرض المصنع: رأيت مبتدئين يحاولون حل هذه المشكلة بالضغط. يرفعون القوة إلى 10%، 15%، معتقدين أن الماكينة “ضعيفة القوة”. ولكن حتى حينها، لم تخضع القطعة لأنها سُحقت؛ بل لأنها فقدت دعمها الهندسي أولاً.
افحص الفرجار قبل أن تلوم النظام الهيدروليكي. قِس طول الحافة مقابل فتحة القالب. إذا أظهرت الحسابات أنها بالكاد ستصل، فلن تغفر لك النتيجة.
إذن إذا كانت الهندسة يمكن أن تخونك قبل أن تبدأ القوة باللعب، فماذا يحدث عندما تقاوم المادة نفسها الاتجاه الذي تريد ثنيه؟
خذ نفس قطعة الفولاذ الطري بسُمك ثُمن البوصة وثنِّها بزاوية قائمة على اتجاه الدرفلة. تمتد الألياف الخارجية وتصبح أنحف وتثبت في مكانها. الآن، قم بتدوير الصفيحة بمقدار 90 درجة بحيث يسير خط الثني مع اتجاه الحبيبات.
ستشعر بذلك في دواسة القدم. يتصلب المعدن ثم ينكسر فجأة. أحيانًا تظهر فيه شقوق على شكل شبكة عنكبوت عند نصف القطر الخارجي.
عملية الدرفلة في الطاحونة تُطيل بنية الحبيبات — تخيّل الألياف ممدودة مثل التوفي المشدود. عندما تثني بعرضها، فإنك تطلب من تلك الألياف أن تتمدد عرضيًا. يمكنها ذلك. لكن عندما تثني بطولها، فإنك تشد في الاتجاه الطولي شيئًا هو بالفعل ممدود. السطح الخارجي يتجاوز قابليته للتمدد بسرعة أكبر.
جداول الحد الأدنى لنصف القطر الداخلي تفترض ضمنيًا أنك تثني بعرض اتجاه الحبيبات. إذا كسرت هذا الافتراض، يزداد نصف القطر الآمن. تجاهله، وسيتكوّن الشق بالضبط حيث يكون الإجهاد في أقصاه — على السطح الخارجي عند قمة الانحناء.
وهنا يقع المبتدئون في الخطأ. يمكن لخبطة صغيرة في محاذاة الكباس أن تخلق تحميلًا جانبيًا وتسبب شقوقًا من جانب واحد تُشبه فشل الحبيبات. فكيف تميّز بينهما؟ شقوق الحبيبات تتبع خط الثني بثبات عبر عدة قطع مقطوعة بنفس الاتجاه. أما سوء المحاذاة فيترك علامات غير متساوية على أحد جانبي القالب وأنماط تمزق غير متناسقة.
أحدهما علم معادن. والآخر إعداد.
قابلية التكرار في أنظمة CNC ستعيد إنتاج كلا الخطأين بدقة. لا يهمها أيهما اخترت.
إذا كان الاتجاه يتحكم في التشقق والهندسة تتحكم في الاستقرار، فلماذا يبدأ العمل الذي كان يسير جيدًا في الثامنة صباحًا بالانحراف وقت الغداء؟
لقد سحبت قالبًا بعد أسبوع من الإنتاج ورأيت الأكتاف مصقولة بشكل غير متساوٍ، والحواف ملتفة قليلًا. ليس بدرجة كبيرة. لكنها كافية.
الأدوات البالية تتطلب قوة أكبر لتحقيق نفس الزاوية — زيادة بنسبة 5 إلى 10 بالمئة ليست غريبة. لا يشعر المشغّلون بذلك لأن الآلة لا تزال تعمل بسلاسة. لذا يضبطون عمق الثني قليلاً لتعويض انحراف الزاوية.
الآن تعمل بحمل أكبر مما تظن.
تجاوز سعة الأداة المقدّرة بنسبة 20% فقط ويمكن أن تُخفض عمرها إلى النصف. ركّز كامل الحمولة على مقطع قصير — يقل عن نحو 60% من المسافة بين الإطارات الجانبية — وستبدأ بتعريض هندسة الماكينة نفسها للإجهاد. يمكن أن ينثني السطح السفلي. ويمكن أن يتقوس الكباس بشكل مختلف عن المتوقع.
تظهر اختلافات في الزاوية. القطعة العاشرة ليست مطابقة للأولى لأن “الحوار الميكانيكي” تغيّر تحت قدميك.
واقع أرض المصنع: أحيانًا يكون الانحناء الأول خاطئًا أساسًا. رقاقة أسفل القالب سببت تماسًا بنقطة واحدة. تلك البقعة المرتفعة الصغيرة تتآكل تحت الحمل، وكل ضربة بعدها تُضخّم نمط التآكل. يُلام المعدن، لكن الانضباط في التركيب هو الجاني.
افحص المقاييس على تقييمات أداتك، وليس فقط على الجزء نفسه. إذا كنت لا تعرف حد الحمولة لقالبك، فأنت تتفاوض وأنت معصوب العينين.
لكن حتى مع أدوات مثالية وأكتاف جديدة، هناك انحراف خفي آخر ينتظر قرب خط الثني.
تخيل حافة عرضها بوصة واحدة بها ثقب قطره ثلاثة أثمان البوصة على بعد ربع بوصة من خط الثني. تبدو القطعة المسطحة نظيفة. ثم تشكّل زاوية 90 درجة.
يصبح الثقب بيضاوي الشكل.
أثناء الثني، تتمدد السطح الخارجي وينضغط السطح الداخلي. وبينهما تقع المحور الحيادي — الطبقة التي لا تتمدد ولا تنضغط بشكل ملحوظ. أي شيء قريب من خط الثني يمر عبر مناطق الانفعال تلك. الثقب يقطع استمرارية المادة، لذلك يُعاد توزيع الإجهاد حول حوافه.
إذا كان قريباً جداً، يُجبر حافته على التمدد بشكل غير منتظم. لا يمكن للشكل الدائري أن يحافظ على نفسه لأن جانباً منه في شد والآخر في ضغط.
تقول القواعد العامة إن الثقب يجب أن يبتعد بمقدار لا يقل عن سُمك المادة — وغالباً أكثر — عن خط الثني. في الممارسة العملية، أريد مسافة كافية بحيث يكون الثقب خارج منطقة التشوه الرئيسية. إذا كان بإمكانه “الإحساس” بالثني، فسيُشوه معه.
لا يوجد إعداد برمجي يمنع ذلك. الأداة لا تتوقف مؤقتاً لتُحافظ على الشكل الهندسي.
وهنا يضيق الجدل: طول الشفة، اتجاه الحبيبات، تآكل الأدوات، موضع الثقب — لا شيء منها يخضع للقوة الغاشمة أو دقة السيرفو. إنها قيود تتفاوض بشأنها قبل أن ينزل الكباس.
إذا كان الثني جدالاً بين الماكينة والمعدن، فالقوة تفتح الحديث فقط. ذاكرة المعدن — اتجاهه، سُمكه، حاجته للدعم — هي من تنطق بالكلمة الأخيرة ما لم تفكر في البُسط المسطحة والانفعال ثلاثي الأبعاد قبل أن تضغط زر التشغيل.
إذا أردت تصميم بُسط وخطط معالجة لا تُحرجك في أرض المصنع، فتتوقف عن التفكير في الزوايا وتبدأ التفكير في طبقات الانفعال التي تتحرك عبر السُمك.
سمِّها “مكبساً”، فيتخيل المبتدئ قوة. أما أنا فأتخيل صفيحة تُقرص بين القالب واللكمة، الألياف الخارجية تتمدد، والداخلية تزحف نحو الداخل، وفي مكانٍ ما بينهما حدٌّ هادئ — المحور الحيادي — ينزلق إلى موضع جديد وفقاً للمادة ونصف القطر وطريقة التشكيل. هذا الخط المنزلق هو الذي يحدد ما إذا كانت شفتك ستهبط تماماً في مكانها أم ستقصر بمقدار مليمترين.
التفكير ثلاثي الأبعاد يعني أنك تتوقف عن رسم الجزء المثني وتبدأ في تصور ما تفعله كل طبقة من المعدن قبل وأثناء وبعد الضربة. تتخيل اتجاه الحبيبات يقاوم في اتجاه، والثقوب تتشوه إن كانت قريبة جداً من منطقة الانفعال، وحواف الأدوات تصقل وتتغير ضغوط التلامس خلال التشغيل. البسط المسطح ليست إسقاطاً هندسياً. إنها تنبؤٌ بكيفية تحرك تلك الحدود الداخلية.
الشيء الوحيد الجدير بالحفاظ عليه هو هذا: الدقة تكمن في موقع المحور الحيادي، لا في الزاوية النهائية.
وذلك غير بديهي لأن الجزء الذي تقيسه هو الزاوية وطول الشفة، وليس الطبقة الخفية التي حددتهما.
فكيف تصمم حول شيء لا يمكنك رؤيته؟
بادئ ذي بدء، نحتاج إلى فك فخ أرض المصنع. معامل K المستخدم في سماح الثني — النسبة التي تخبرك بموقع المحور الحيادي عبر السُمك — ليس هو نفس الـ “k” التي تستخدمها بعض الجداول لقوة الثني. أحدهما يتنبأ بالطول المسطح. والآخر يتنبأ بالحمولة. خلطهما يعني أنك تطارد أوهاماً.
لبسطات التقطيع، يقع معامل K عادة بين حوالي 0.33 و0.5 من السُمك. إنه ليس ثابتاً عالمياً. الألمنيوم الأكثر ليونة يدفع المحور الحيادي بعيداً عن نصف القطر الداخلي. بينما الفولاذ المقاوم للصدأ يُبقيه أقرب عادةً. التغيير من الثني بالهواء إلى الثني القاعدي يُغيِّر موقع المحور الحيادي مرة أخرى لأن المادة تُعصر بعمق أكبر داخل القالب. لم تُغيّر القوة فقط. بل غيّرت السلوك الداخلي للمعدن.
وهنا يخطئ المبتدئون: يصممون اعتماداً على الأبعاد النهائية بالعكس مستخدمين القيمة الافتراضية K = 0.33 لأنها ما فتح به البرنامج. يثقون بالشاشة. يقطعون عشر شرائح. ثم يتساءلون لماذا كل الشفف طويلة.
واقع أرض المصنع: في ثني الهواء بقوالب V في الإنتاج، كثيراً ما تخسر معادلات سماح الثني النظرية أمام خصم الثني المقاس — الرقم الذي تحصل عليه بثني عينة اختبار، قياس الناتج، والحساب العكسي. إنه ليس أمراً براقاً. إنه تجريبي. لكنه يجتاز الفحص.
عندما تتخطى عينة الاختبار، تذهب النماذج الأولية إلى الخردة، ليس لأن الثني غامض، بل لأنك خمّنت مكان المحور الحيادي بدلاً من أن تقيس أين ذهب فعلياً.
افحص القدمة على قطعة الاختبار قبل أن تقطع كومة من الشرائح الإنتاجية. القيمة الافتراضية لمعامل K هي نقطة انطلاق، وليست وعداً.
لكن إذا قستَ مرة واحدة وثبّتتَ القيم، فلماذا ينحرف العمل التالي أيضًا؟
لأن معامل K لا يعتمد فقط على المادة، بل يعتمد أيضًا على العملية.
لنفترض أنك ضبطت ثُمن بوصة من الفولاذ الطري مع فتحة V محددة، وتم الثني بالهواء عند زاوية 90. أجريت قطعة اختبار، حسبت خصم الانحناء، وحدثت النموذج المسطح. مثالي. الآن قسم المشتريات يبدل الموردين. نفس السماكة على الورق، لكن مقاومة الخضوع مختلفة قليلاً في الواقع. المحور المحايد يتحرك. رقمك المثبت الآن مجرد خيال مهذب.
أو أنك تغيّر إلى طريقة الضغط السفلي لتقليل الارتداد. هذا يزيد القوة — أحيانًا بشكل كبير — ويدفع المحور المحايد إلى موضع مختلف. خصم الانحناء القديم لم يعد يصف هذا الحوار الجديد بين القالب والصفيحة المعدنية.
وهكذا يبدو سير العمل الذي يمنع النماذج الأولية من التحول إلى خردة:
يبدو الأمر بطيئًا. هو أبطأ من التخمين.
لكنه أسرع من إعادة صنع 200 جزء.
ينتهي النموذج الأولي عادةً في سلة الخردة لأن الورش تتعامل معه كإثبات للفكرة بدلًا من اعتباره أداة معايرة. وظيفته الحقيقية هي أن يُعلّمك أين قررت المعدن أن يتحرك تحت ظروفك الدقيقة.
إذا كان هذا هو الانضباط، فما الذي يحدد التكلفة فعلاً في العمل — الآلة التي اشتريتها، أم الطريقة التي اخترتها؟
لن أطرح عليك إحصاءات وهمية، لكن إليك مثالاً افتراضيًا رأيته يحدث أمامك. ورشتان تمتلكان مكابح ضغط متشابهة. إحداهما تثني بالهواء كل ما يمكنها، وتقبل الارتداد المتوقع، وتبني نماذجها المسطحة حول خصوم انحناء مقاسة. الأخرى تضغط كل زاوية حرجة لتثبيتها، فتستهلك قوة أكبر، وتُنهك الأدوات أسرع، وتستغرق وقتًا أطول في الإعداد.
قد تبدو الأجزاء متشابهة على المخطط.
لكن تكلفة الجزء الواحد لن تكون كذلك.
الثني بالهواء يستخدم قوة أقل ويمنحك مرونة في الزوايا، لكنه يتطلب أن تفهم وتتنبأ بالارتداد. الضغط السفلي يقلل الارتداد لكنه يغير موقع المحور المحايد ويرفع متطلبات القوة — أحيانًا بمقدار 1.5 مرة أو أكثر مقارنةً بالثني بالهواء. أما التشكيل التام فيمكن أن يضاعف القوة عدة مرات أخرى ويغير المادة بشكل دائم عند خط الانحناء. كل طريقة تُنتج استجابة مادية مختلفة، وليس مجرد إحساس مختلف بالدواسة.
عندما تختار طريقة، فأنت تختار سلوك عامل K الذي يمكنك التعايش معه، ومقدار تآكل الأداة الذي ستقبله، ومدى حساسية النموذج المسطح تجاه تغير المادة، ومدى ضيق نافذة العملية الخاصة بك.
عندما تسميها “مكبس”، يتخيل المبتدئ القوة.
أما المحترف فيرى مفاوضة: إلى أي مدى سأسمح للمعدن بالارتداد، وإلى أي مدى سأضغطه ليتجاوز حد الخضوع، وكم مقدار التفاوت في البنية والسماكة يمكن أن يتحمله هذا المخطط قبل أن ينحرف عن المواصفات؟
افحص الفرجار ليس فقط على أجزائك، بل على افتراضاتك أيضًا. إذا لم يتم تحديد النموذج المسطح، واتجاه الحبيبات، واختيار الأدوات، وطريقة الثني كنظام واحد، فأنت لا تفكر بشكل ثلاثي الأبعاد — بل تأمل بشكل ثنائي الأبعاد.
والأمل لم يُقوِّم يومًا حافةً ملتوية.


















