

Tonajı gerekenden daha yükseğe ayarlamıştı. 3,175 mm (1/8 inç) yumuşak çelik. Basit bir 90 derecelik büküm. Makine inledi, koç kafası kıyamet günü gibi aşağı indi ve kalktığında, parça sanki onunla alay ediyormuş gibi üç derece geri esnedi.
Göstergeye baktı. Ben parçaya baktım.
O, makinenin yeterince sert vurmadığını düşündü. Ben ise metalin sadece ne olduğunu hatırladığını biliyordum.
Ona “pres” derseniz, yeni başlayan biri kuvveti hayal eder. Ona “abkant” (brake) derseniz, çoğu insan durdurma gücünü düşünür. Her iki düşünce de sac metali düzgün bir şekilde bükmenize yardımcı olmaz.
Eski bir mekanik abkant presin—volan ve kavrama ile çalışan türden—önünde ilk durduğumda, depolanan enerjinin gövdeden geçtiğini hissedebiliyordum. Hazelton'ın 1924 tarihli tamamen çelik tasarımı gibi o ilk motorlu modeller, dönen bir volan, eksantrik bir krank ve evet, koç kafasını vuruşlar arasında durdurmak için gerçek bir fren kullanıyordu. Cesursanız dakikada otuz vuruş. O makinenin kas gücü ve bir durdurma mekanizması vardı.
Ancak o zaman bile, iş parçası ezildiği için boyun eğmiyordu. Elastik sınırının ötesine, yani çeliğin yay gibi davranmayı bırakıp kalıcı şekil almaya başladığı noktaya kadar saptırıldığı için boyun eğiyordu. Kuvvet konuşmayı başlattı. Malzemenin iç yapısı ise nasıl biteceğine karar verdi.
Eğer kaba kuvvet hüküm sürseydi, hiçbir şey değişmediğinde açı neden hala kayıyordu?
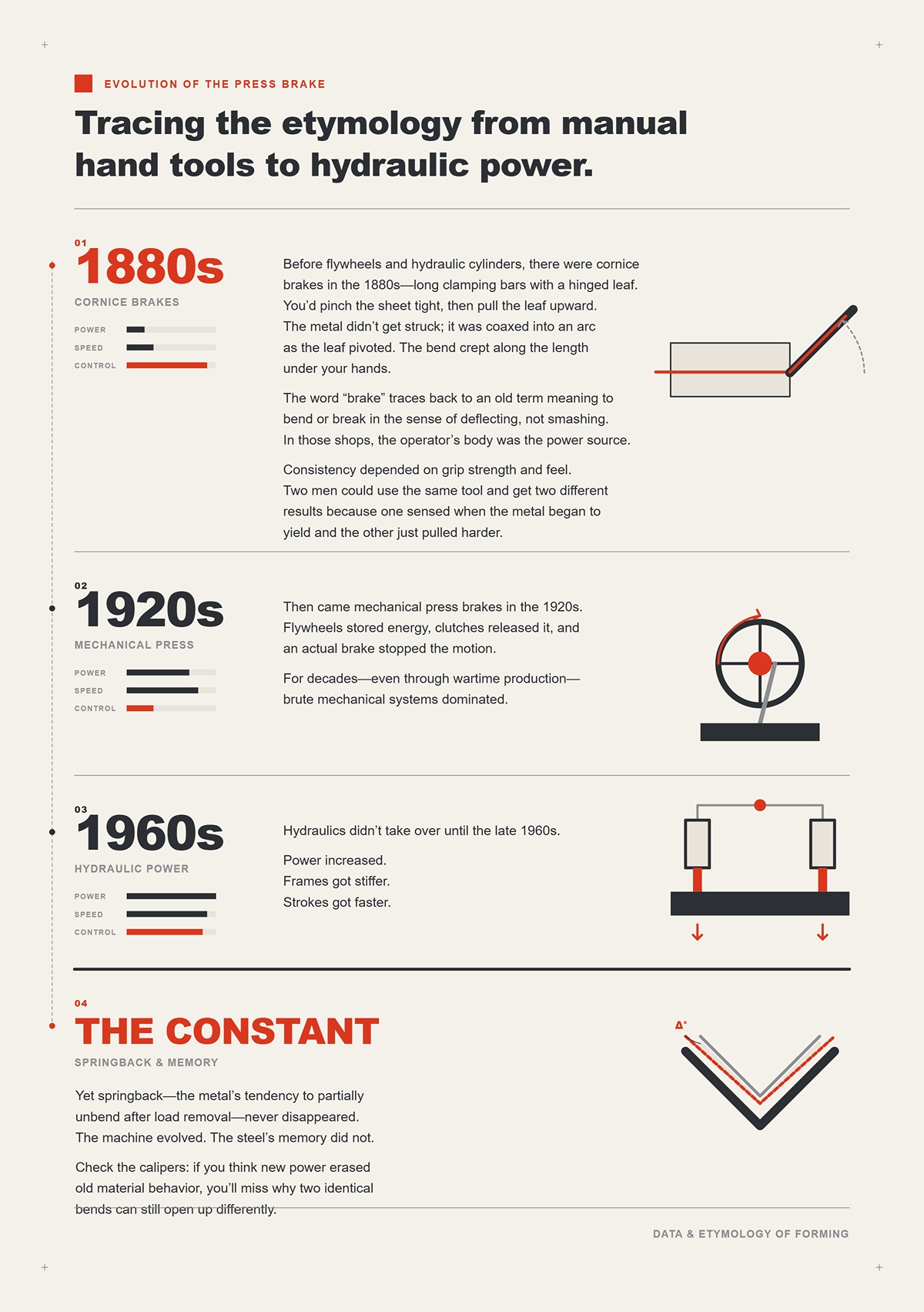
Volanlardan ve hidrolik silindirlerden önce, 1880'lerde korniş bükücüler vardı; menteşeli bir kanadı olan uzun sıkıştırma çubukları. Sacı sıkıca tutturur, ardından kanadı yukarı çekerdiniz. Metal darbe almazdı; kanat döndükçe bir yay içine nazikçe yönlendirilirdi. Büküm, ellerinizin altında uzunluk boyunca ilerlerdi.
“Brake” (abkant/fren) kelimesi, ezmek değil, saptırmak anlamında bükmek veya kırmak anlamına gelen eski bir terime dayanır. O atölyelerde güç kaynağı operatörün vücudu idi. Tutarlılık, kavrama gücüne ve hisse bağlıydı. İki adam aynı aleti kullanıp iki farklı sonuç alabilirdi çünkü biri metalin ne zaman boyun eğmeye başladığını hisseder, diğeri ise sadece daha sert çekerdi.
Ardından 1920'lerde mekanik abkant presler geldi. Volanlar enerjiyi depoladı, kavramalar onu serbest bıraktı ve gerçek bir fren hareketi durdurdu. On yıllar boyunca—savaş zamanı üretimi boyunca bile—kaba mekanik sistemler baskındı. Hidrolikler 1960'ların sonlarına kadar kontrolü ele almadı.
Güç arttı. Gövdeler sertleşti. Vuruşlar hızlandı.
Yine de geri esneme—metalin yük kaldırıldıktan sonra kısmen eski haline dönme eğilimi—asla ortadan kalkmadı. Makine evrildi. Çeliğin hafızası ise evrilmedi.
Kumpasla kontrol edin: Eğer yeni gücün eski malzeme davranışını sildiğini düşünüyorsanız, iki özdeş bükümün neden hala farklı şekilde açılabileceğini anlayamazsınız.

Modern bir hidrolik abkant presin yanında durun; volanı durduran bir sürtünmeli fren bulamazsınız. Basınç altında yağ iten ve sıvı yer değiştirmesiyle konumu kontrol eden silindirler bulursunuz. Koç kafası çarpıp durmaz; ölçülü bir akış altında ilerler ve geri çekilir. CNC sistemlerini tanımlayan şey işte bu kontroldür; vuruş derinliği, hız ve tekrarlanabilirlik tahmin edilmek yerine programlanır. CN-HAWE gibi CNC abkant pres çözümleri, büküm, otomasyon ve akıllı kontrol alanındaki sürekli Ar-Ge ile bu ilke üzerine inşa edilerek hidrolik kuvveti kaba bir darbe yerine öngörülebilir bir geometriye dönüştürür.
Peki neden bu kelimeyi kullanmaya devam ediyoruz?
Çünkü iş hiçbir zaman hareketi durdurmakla ilgili olmadı. Yönü değiştirmekle, yani düz sacı yeni bir geometriye zorlamakla ilgiliydi. “Brake” kelimesi özünde saptırmayı ifade eder. 1924'ten kalma gerçek durdurma freni ise artık çoğunlukla tarihsel bir dipnottur.
İşin püf noktası şudur: Eğer “pres” dendiğini duyarsanız, tonaj tablolarının peşine düşersiniz. Eğer “abkant” (brake) dendiğini duyup “durmak” (stop) diye düşünürseniz, kontrolün sadece koçu doğru derinlikte durdurmaktan ibaret olduğunu sanırsınız. Ancak açı hassasiyeti sadece koçun nerede durduğuyla ilgili değildir. Bu, bükümün dış tarafındaki malzeme liflerinin ne kadar esnediği, iç tarafın ne kadar sıkıştığı ve basınç kalktığında bunların nasıl geri toplandığıyla ilgilidir.
Koç tam hedef noktada durabilir ancak parça serbest kaldığında yine de hareket edebilir.
Bu durum, kontrolün gerçekte kimde olduğu hakkında ne söylüyor?
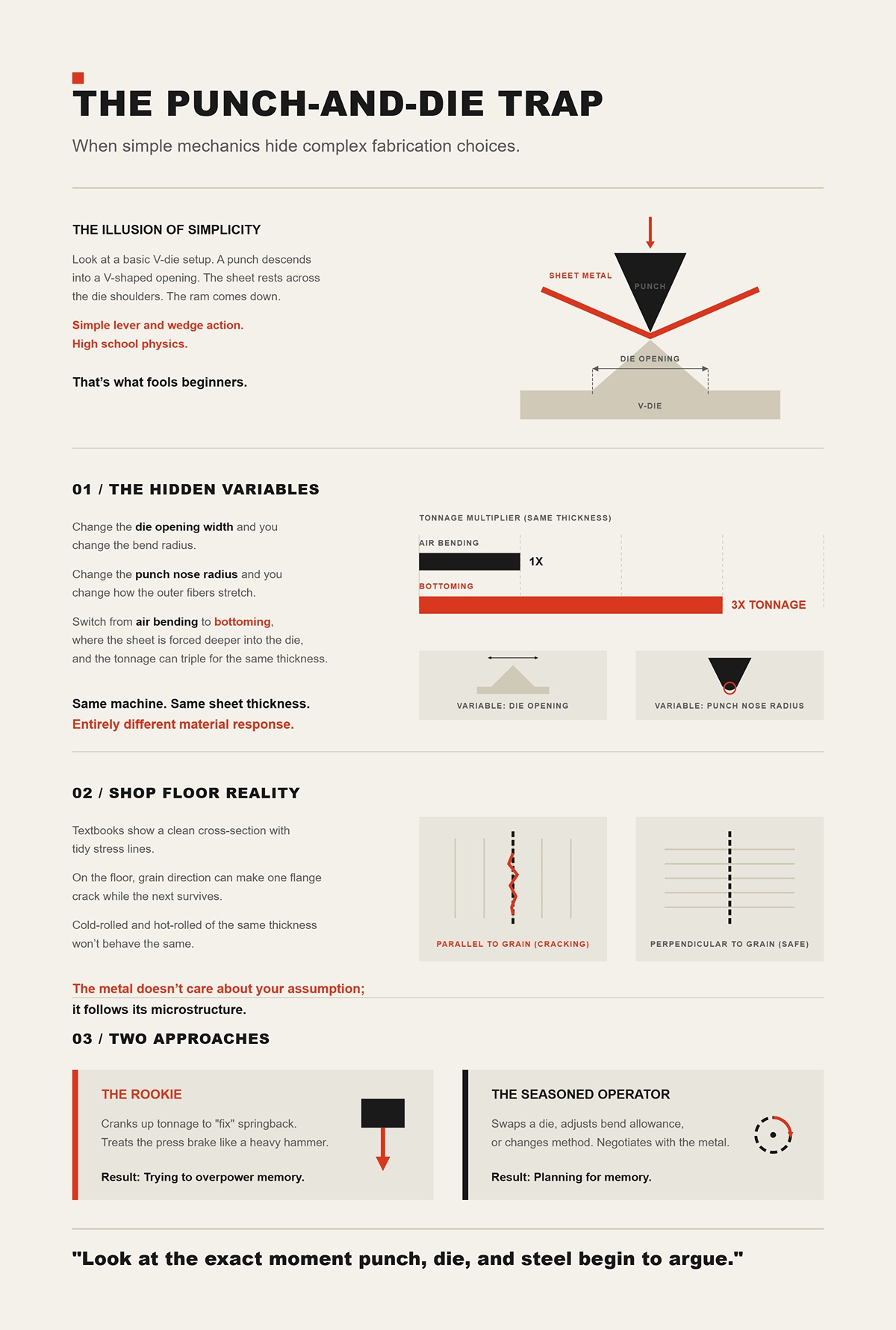
Temel bir V-kalıp kurulumuna bakın. Bir zımba, V şeklindeki bir açıklığa iner. Sac, kalıp omuzları üzerinde durur. Koç aşağı iner. Basit kaldıraç ve kama hareketi. Lise fiziği.
Yeni başlayanları kandıran şey budur.
Kalıp açıklık genişliğini değiştirirseniz büküm yarıçapını değiştirirsiniz. Zımba ucu yarıçapını değiştirirseniz dış liflerin nasıl esnediğini değiştirirsiniz. Sacın zımba ucu ve kalıp omuzlarına temas ettiği hava bükümünden, sacın kalıbın içine daha derine zorlandığı tabana oturtma (bottoming) yöntemine geçerseniz, aynı kalınlık için tonaj üç katına çıkabilir.
Aynı makine. Aynı sac kalınlığı. Tamamen farklı bir malzeme tepkisi.
Atölye Gerçeği: Ders kitapları, düzenli gerilme çizgileriyle temiz bir kesit gösterir. Atölyede ise damar yönü, bir flanşın çatlamasına neden olurken diğerinin sağlam kalmasını sağlayabilir. Aynı kalınlıktaki soğuk haddelenmiş ve sıcak haddelenmiş saclar aynı davranışı göstermez. Metal, sizin varsayımlarınızı umursamaz; kendi mikro yapısını takip eder.
Bu yüzden bir acemi, geri esnemeyi (springback) “düzeltmek” için tonajı artırdığında, abkant presi ağır bir çekiç gibi kullanıyordur. Deneyimli bir operatör ise bir kalıbı değiştirdiğinde, büküm payını ayarladığında veya yöntemi değiştirdiğinde, aslında pazarlık yapıyordur.
Biri malzemenin hafızasına zorla boyun eğdirmeye çalışıyordur.
Diğeri ise buna göre plan yapıyordur.
Ve bir sonraki adımda bakmamız gereken yer burasıdır: makinenin etiket değerine değil, zımba, kalıp ve çeliğin tartışmaya başladığı o tam ana.
Bir parça 3 mm'lik (1/8 inç) yumuşak çeliği V-kalıp üzerine kaydırın ve zımbayı yağın fısıltısını duyacak kadar yavaş indirin. İlk temas bir çarpma değildir. Kalıp omuzlarında bir sıkışma ve zımba ucunda bir temastır. Bir an için gözle görülür hiçbir şey olmaz. Sonra sac, o iki omuz arasında sarkmaya başlar; üstteki lifler esner, alttaki lifler birbirine yaklaşır. İşte o sessiz sarkma, nihai açının belirlendiği yerdir.
Üç temas noktası. Zımba. Sol omuz. Sağ omuz. Bir kuvvet üçgeni. Koç sadece dümdüz aşağı iner ancak malzeme bir yay çizerek akar çünkü bu üç nokta onu buna zorlar. Eğer makinenin metali “büktüğünü” düşünüyorsanız, yanılıyorsunuz. Makine koşulları yaratır. Çelik ise bu koşullar içinde nasıl yeniden şekilleneceğine kendisi karar verir.
Bu tercih, görebildiğinizin ötesinde gerçekleşir.
Aynı parçayı alın ve büküm yerinden kesip mikroskop altında damarlara baktığınızı hayal edin. Çelik yekpare bir blok değildir; her biri kendi yönelimine sahip kristallerden, yani damarlardan oluşan bir kalabalıktır. Her damarın içinde, gerilme yeterince yükseldiğinde atom katmanlarının birbiri üzerinden kaymasını sağlayan küçük çizgi kusurları olan dislokasyonlar bulunur.
Zımba indikçe, dış yüzey gerilime maruz kalır. Atomlar hafifçe birbirinden çekilir, bağlar esner. İç yüzey ise sıkışmaya maruz kalır; atomlar birbirine daha yakın itilir. Başlangıçta bu elastiktir, tıpkı bir yay gibi. Yükü kaldırdığınızda kafes yapısı orijinal aralığına geri döner.
Biraz daha derine inin, dislokasyonlar hareket etmeye başlar. Kristalografik düzlemler boyunca kayarak bir atom katmanının diğerinin üzerinden geçmesine izin verirler. İşte bu plastik deformasyondur. Kalıcı şekil bozukluğu. Tane yapısı bükülmenin dış kısmında uzar, iç kısmında ise hafifçe kalınlaşır. Nötr eksen—ne esnemeye ne de sıkışmaya maruz kalan hayali çizgi—iç yarıçapa doğru kayar çünkü çelik, bükülmeden önce gerilmeye karşı sıkışmadan daha iyi tolerans gösterir.
Bu kayma, düz sac hesaplamalarınızın neden kitaptakiyle tam olarak uyuşmadığının sebebidir. Nötr eksenin kalınlık boyunca nerede durduğunu tanımlayan oran olan k-faktörü, çoğu sac işi için yaklaşık 0,25 ile 0,5 arasında bir değerde yüzer. Kalınlık, yarıçap ve yönteme göre değişir. Bu bir doğa sabiti değildir; kurulumunuzun bir parmak izidir.
Atölye Gerçeği: Ders kitapları düzgün bir yarı sıkışma, yarı gerilme diyagramı çizer. Mengeneyi sıktığınızda iç liflerin sürünmeye başladığını ve dış kısmın incelmeye başladığını hissedebilirsiniz. Tane yönü, aynı zımba altında bir flanşın direnç göstermesine, diğerinin ise yırtılmasına neden olabilir. Moleküller teknik resmi okumaz.
Zımba derinliğini suçlamadan önce kumpasları kontrol edin. Nötr eksen varsayımınız yanlışsa, büküm payınız sizi yanıltacaktır.
Peki, metalin iç kayma sistemleri elastikiyetin ne zaman plastiğe dönüşeceğine karar veriyorsa, kalıp geometrisi gerçekte nasıl bir rol oynar?
Aynı makinede iki kalıp kurun. Birinin açıklığı 1 inç olsun. Diğerinin ise 2 inç. Aynı sekizde bir inçlik şeridi, hava bükme kullanarak 90 dereceye bükün; yani zımba ucu ve kalıp omuzları tek temas noktaları olsun ve sac asla tabana oturmasın.
1 inçlik kalıpla, iç büküm yarıçapı daha dar çıkar, birçok yumuşak çelikte yaklaşık 0,16 inç civarındadır. 2 inçlik kalıba geçtiğinizde yarıçap büyür, genellikle 0,32 inç civarına yaklaşır. Aynı zımba. Aynı tonaj ayarı. Yarıçap farklıdır çünkü sac, akma noktasına ulaşmadan önce daha geniş bir boşluğu kapsamaktadır.
Daha geniş kalıp, sacın altında daha az destek anlamına gelir. Zımba ucundaki gerilme akma mukavemetini aşmadan önce malzeme daha uzağa esnemelidir. Bu, iç yarıçapı artırır ve akma noktasının ötesine geçen malzeme yüzdesini azaltır. Kesitte daha fazla elastik davranış kalır.
İşte bu yüzden kalıp genişliği, geri esnemeyi çoğu yeni başlayanın beklediğinden daha fazla kontrol eder. Dar bir kalıp, kalınlığın daha büyük bir kısmını akma noktasının ötesine zorlar; daha fazla plastik bölge, geri kazanılacak daha az elastik hafıza kalır. Geniş bir kalıp ise daha büyük bir elastik çekirdek bırakır.
Buna “pres” deyin, yeni başlayan biri hemen kuvveti hayal eder. Ben önce bir kalıp tablosuna bakarım.
Atölye Gerçeği: Hava bükme esnektir. Bazı açı sapmalarını kabul ederseniz aynı kalıpta farklı kalınlıkları çalıştırabilirsiniz. Zımbanın sacı kalıp boşluğuna daha derin ittiği tabana oturtma veya madeni para basma (coining) yöntemleri, çok daha yüksek tonaj gerektirir ancak büküm bölgesinin neredeyse tamamını plastik olarak deforme ettiğiniz için açıyı daha sıkı kilitler. Farklı yöntemler aynı fiziği farklı oranlarda manipüle eder.
Kalıp açıklığınızdaki kumpasları kontrol edin. Tablonuz altıyı varsayarken açıklık malzeme kalınlığının sekiz katıysa, açı hatanız bir gizem değil, geometridir.
Ancak “doğru” kalıpla bile, parçalar siz onları serbest bıraktıktan sonra açılmaya devam eder.
Neden?
O şeridi yük altında mükemmel bir 90 dereceye bükün. Orada tutun. Basıncı serbest bırakın. 92 dereceye açılmasını izleyin.
Makinede hiçbir şey hareket etmedi. Çeliğin içinde her şey hareket etti.
Bahsettiğimiz o elastik bölgeyi hatırlayın; kalınlığın akma noktasını asla geçmeyen kısmı? Oradaki atomlar sadece gerilmişti, yeniden düzenlenmemişti. Zımbayı çıkardığınızda, bu bağlar orijinal aralıklarına doğru geri çekilir. Sıkışmış iç lifler dışarı doğru iter. Gerilme altındaki dış lifler ise büzülür. Tüm kesit, iç gerilmeler dengelenene kadar hafifçe dışa doğru döner.
Bazı yüksek mukavemetli düşük alaşımlı kaliteler gibi daha yüksek akma mukavemetine sahip çelikler, akmadan önce daha fazla elastik enerji depolar. Bu, aynı geometri için daha fazla geri esneme anlamına gelir. Daha düşük elastisite modülüne sahip alüminyum ise yine farklı şekilde geri esner. İki malzeme, aynı kalınlık, aynı kalıp, farklı nihai açılar.
Daha dar yarıçap, daha küçük kalıp veya madeni para basma (coining) yoluyla plastik deformasyonun daha derinlerine inmediğiniz sürece, daha fazla kuvvetle geri esnemeyi “yok edemezsiniz”. Aksi takdirde, sadece aynı elastik duvara daha sert bastırıyorsunuz demektir.
Atölye Gerçeği: Operatörler fazla bükmeyi öğrenir. Eğer tecrübe bu ayarın iki derece geri esnediğini söylüyorsa, 90 derecede serbest kalması için yük altında 88 dereceyi hedeflersiniz. Bu sayı sihirli değildir. Bu bir hafızadır; o alaşım ile o kalıp arasındaki önceki mücadelelerden kaydedilmiştir.
Ancak geri esneme, kesit alanının ne kadarını akma sınırının ötesine geçirdiğinize bağlıysa, bu bizi tekrar tonaj tablolarına getirmez mi?
Yumuşak çelik için standart bir hava bükme tonaj formülüne bakın: Ayak başına tonaj, malzeme kalınlığının karesinin kalıp açıklığına bölünmesiyle orantılıdır. Kalınlığı iki katına çıkarırsanız gereken kuvvet dört katına çıkar. Kalıp açıklığını yarıya indirirseniz tonaj iki katına çıkar.
Bu denklem makinenizin ne kadar büyük olduğuyla ilgilenmez. Akma dayanımıyla, yani dislokasyonların hareket etmeye başladığı gerilmeyle ilgilenir.
Eğer abkant presiniz 100 ton kapasiteye sahipse ve iş 40 ton gerektiriyorsa, fazladan 60 ton size hassasiyet kazandırmaz. Size hareket alanı ve belki de ezerek bükme (coining) seçeneği kazandırır. Doğruluk hala doğru plastik-elastik oranını yaratan bir kalıp genişliği seçip seçmediğinize ve çeliğin akma dayanımı ile elastisite modülünü hesaba katıp katmadığınıza bağlıdır.
Hava bükmede bir bükümü “sıkılaştırmak” için basıncı artıran çaylaklar gördüm. Koç programlanan derinliğe kadar iner, gösterge daha yüksek basınç okur ve parça yine de aynı iki derece geri esner. Çünkü geometriyi veya yöntemi değiştirene kadar iç gerilme dağılımını değiştirmemiş olursunuz; sadece buna ulaşmak için ne kadar sert bastırdığınızı değiştirmiş olursunuz.
Kuvvet giriş biletidir. Akma dayanımı ise oyunun kurallarını belirler.
Ve bunu anladığınızda, bir sonraki soru ne kadar büyük bir makineye ihtiyacınız olduğu değildir.
Hangi bükme yönteminin bu kurallarla körü körüne savaşmak yerine onlarla pazarlık etmenize izin verdiğidir.
Elimde aynı V-kalıbında 90 dereceye bükülmüş, üç milimetrelik (1/8 inç) yumuşak çelikten test numuneleriyle dolu bir hurda kutusu var. Aynı zımba. Aynı makine. Değiştirdiğim tek şey her seferinde koç derinliğini birkaç binde bir oranında değiştirmekti. Bazı parçalar 89,5 derecede kalıyor. Bazıları 90,3 derecede. Hiçbiri kalıbın tabanına dokunmadı.
İşte hava bükme budur.
Hava bükmede sac, zımba ucuna ve V-kalıbının iki omzuna temas eder. Üç nokta. Zımba, malzemeyi asla kalıp boşluğuna tamamen itmez. Nihai açı, zımbanın bu açık alana ne kadar derin girdiğine göre kontrol edilir. Derinliği bir saç teli kadar değiştirin, açı değişir. Malzeme kalınlığını birkaç binde bir değiştirin, açı tekrar değişir çünkü ne uzayan ne de kısalan katman olan nötr eksen hafifçe yer değiştirir.
Metali kalıp açısına uymaya zorlamıyorsunuz. Onun geri esnemesiyle pazarlık ediyorsunuz.
Mekanizma şöyledir: Kalıp açıklığı kalınlığa oranla ne kadar genişse —yumuşak çelik için kalınlığın sekiz katı diyelim— büküm bölgesinde kalan elastik çekirdek o kadar büyük olur. Bu elastik çekirdek enerji depolar. Zımbayı serbest bıraktığınızda, bu depolanmış enerji bükümü dışa doğru döndürür. Hava bükmede, serbest bırakma sonrasında hedefe ulaşmak için kontrollü bir fazla bükmeye güvenirsiniz. Doğruluk tek bir değişkene bağlıdır: zımba giriş derinliği.
Modern CNC abkantlar bunu bilir. Bazı sistemler büküm hattı boyunca bir lazer ateşler ve açıyı gerçek zamanlı olarak ölçer (saniyede 100 okumaya kadar), ardından koç derinliğini anında ayarlar. Büküm başına yaklaşık bir saniye ekler. Teorik olarak bu, döngüyü kapatır ve eski tahmin yürütme yöntemlerini ortadan kaldırır.
Ancak dinamik bombeleme ve lazer geri bildirimiyle bile, gerçek üretimdeki çoğu atölye tipik işlerde ±0,5 derece sapma görür. Makine zayıf olduğu için değil. Sac kalınlığı değiştiği için. Lif yönü geri esnemeyi değiştirdiği için. Operatör parçayı arka dayamaya bir saç teli kadar farklı oturttuğu için. Metal inatçıdır. Nasıl haddelendiğini hatırlar.
Hava bükmenin gücü esnekliğidir. Biraz açı sapmasını kabul ederseniz, tek bir kalıp bir dizi kalınlığı işleyebilir. Kurulum hızlıdır. Takım maliyeti daha düşüktür. Tonaj, tabana oturtarak bükmeye kıyasla daha mütevazıdır, genellikle bir kısmıdır. Çoğunlukla kaba kuvvetle sıkıştırma ile değil, geometri ile büküm yaparsınız.
Atölye Gerçeği: Ders kitapları hava bükmeyi “daha az hassas” olarak adlandırır. Kağıt üzerinde evet, çünkü kalıp açısı parçayı sabitlemez. Atölyede ise, her saat başı takım değiştirmeden karışık parçaları işlemenin en hızlı yoludur. Açısal sapmanın dar bir marjını hız ve uyarlanabilirlik ile takas edersiniz. Bu takas bilinçlidir.
CNC'yi suçlamadan önce sac yığınınızdaki kumpasları kontrol edin. Üç binde birlik bir kalınlık değişimi, açınızı yepyeni bir servo motordan daha fazla değiştirebilir.
Peki, hava bükme metalin karşı koymasına izin veriyorsa, teknik resim ±0,25 derece diyorsa ve denetçinin elinde gerçekten kullanılmaya değer bir iletki varsa ne yaparsınız?
Aynı sekizde bir inçlik şeridi alın ve daha derine sürün; zımba, malzemeyi kalıp duvarlarıyla neredeyse tam temas edecek şekilde zorlayana kadar. Şimdi tabana oturtma yapıyorsunuz. Kuvveti tekrar artırın; böylece zımba ucu büküm hattını plastik olarak sıkıştırır, hafifçe inceltir ve taneleri düzleştirir. İşte bu, ezerek bükmedir.
Pedaldaki farkı hissedin. Hava bükme, belirli bir kurulum için örneğin 20 ton gerektirebilir. Aynı parçayı tabana oturtmak, dört ila sekiz kat daha fazla tonaj gerektirebilir çünkü artık sadece dış liflerdeki akma sınırını aşmıyorsunuz; neredeyse tüm kesiti plastik olarak deforme ediyor ve sabit bir kalıp açısına karşı bastırıyorsunuz.
Mekanik olarak bu her şeyi değiştirir.
Tabana oturtmada, sadece koç derinliği değil, kalıp açısı da nihai bükümü belirler. Geri yaylanma azalır çünkü geri kazanılacak elastik çekirdek daha azdır. Ezerek bükmede ise daha ileri gidersiniz: büküm hattındaki neredeyse tüm kalınlık boyunca akma dayanımını aşarsınız. Artık pazarlık etmiyorsunuz. Metalin hafızasını zorla yeniden yazıyorsunuz.
Ancak o zaman bile, iş parçası ezildiği için akmadı. Önemli olan her yerde gerilmeyi akma dayanımının ötesine geçirdiğiniz için aktı.
Hassasiyet artar. Kontrollü koşullar altında, uygun takımlara sahip üst düzey makineler ±0,1 ila ±0,2 dereceyi koruyabilir. Bu, broşürdeki rakamdır. Nemli bir Salı gününde, karışık ısı partileri ve yorgun bir operatörle gerçeklik ±0,5'e doğru geri döner. Sadece daha fazla tonaja sahip olduğunuz için dışsal değişkenler ortadan kaybolmaz.
Peki ya maliyet?
Daha yüksek kuvvet; daha ağır makineler, takımda daha fazla aşınma, daha katı kalıp açısı eşleşmesi ve daha az tolerans demektir. Kalıbınız 88 dereceye taşlanmışsa ve teknik resminiz geri yaylanmadan sonra 90 derece istiyorsa, malzemenizin davranışını çok iyi bilmeniz gerekir. Hava bükmede derinliği hafifçe ayarlayarak açıya “yaklaşma” yöntemindeki gibi hareket alanınız çok azdır.
Atölye Gerçeği: Ezerek bükme tatmin edicidir. Büküm yerine oturur ve serbest bırakıldıktan sonra neredeyse hiç hareket etmez. Ancak bu güvenin bedelini tonaj, takım hassasiyeti ve daha yavaş kurulum ile ödersiniz. Bu yöntem, operatör makinenin inleme sesini sevdiği için değil, tolerans gerektirdiği için seçilir.
Zımba ucu yarıçapınızdaki kumpasları kontrol edin. Ezerek bükmede, aşınmış bir uç sadece kozmetiği değiştirmez; gerilme dağılımını ve dolayısıyla açınızı da kaydırır.
Yani seçim, hangi yöntemin “daha iyi” olduğu değildir. Hangi hatayı göze alabileceğinizdir: yarım derecelik bir geri yaylanma sapması mı, yoksa yüksek kuvvet ve sıkı takım kısıtlamalarıyla uzun bir kurulum mu?
Programdaki iki işi hayal edin.
İş A: Yumuşak çelikte 200 braket, ±1 derece tolerans, çoklu flanş uzunlukları, karışık stoktan malzeme. İş B: 5.000 paslanmaz çelik muhafaza, görünür kenarlarda ±0,25 derece, hepsi aynı kalınlıkta.
İş A'yı tabana oturtarak yaparsanız, toleransın gerektirdiğinden daha fazla zamanı kalıp açılarını ve tonajı ayarlayarak harcarsınız. Hava bükün, o parti için aşırı bükümü kaydedin ve devam edin. Metalin hafızası biraz değişiyor mu? Tolerans bunu yutar.
İş B'yi hava bükme ile yapıp kalınlığınızın ve tane yönünüzün nazik kalmasını mı umuyorsunuz? Lazer geri bildirimi olsa bile tüm gün açı düzeltmelerinin peşinden koşarsınız. Tabana oturtun veya ezin, geometriyi kalıba kilitleyin ve daha yüksek tonajı tutarlılığın bedeli olarak kabul edin.
Ona “pres” deyin, yeni başlayan biri kuvvet hayal eder. Deneyimli bir operatör ise bir deformasyon stratejileri menüsü görür.
Bu bir müzakeredir. Havalı büküm der ki: "Bir miktar elastik geri esnemeyi kabul edeceğim ve bunu derinlik kontrolü ve geri bildirimle yöneteceğim." Dip büküm der ki: "Kesitinizin daha fazlasını plastik olarak şekillendirerek geri kazanma yeteneğinizi azaltacağım." Madeni para basma (coining) yöntemi der ki: "Büküm hattı boyunca her yerde akma sınırını aşarak itirazınızı neredeyse tamamen ortadan kaldıracağım.".
Geri esnemeyi tane yönüne göre “öğrenen” modern CNC sistemleri bu seçimi ortadan kaldırmaz. Sadece onu iyileştirirler. En akıllı makine bile, kalınlığın ne kadarını akma sınırının ötesine geçireceğinize dair fizik kuralları dahilinde çalışır. Yazılım varyasyonu telafi edebilir; ancak elastisite modülünü yürürlükten kaldıramaz.
Birlikte yaşadığınız hata payı, yöntemi seçtiğiniz anda belirlenir. Tonaj sadece bu seçimi mümkün kılar; hassasiyetini tanımlamaz.
Ve bükümü, metalin hafızasının ne kadarını sağlam bırakmaya istekli olduğunuzla ilgili stratejik bir karar olarak gördüğünüzde, bir sonraki soru “Makine ne kadar büyük?” olmaktan çıkıp “Sürecim birinci parçadan beş bininci parçaya kadar ne kadar tekrarlanabilir?” sorusuna dönüşür.”
Bu tekrarlanabilirliği vardiyalar, malzemeler ve üretim hacimleri genelinde nasıl standartlaştıracağınızı değerlendiriyorsanız, yöntemleri, takım stratejisini ve kontrol seçeneklerini teknik bir ortakla karşılaştırmak yardımcı olabilir. Abkant pres Ar-Ge'sine ve akıllı ekipman geliştirmeye yapılan sürekli yatırımlarla CN-HAWE, üreticilerin büküm yöntemini, otomasyon seviyesini ve süreç kontrolünü gerçek üretim hedefleriyle uyumlu hale getirmelerini destekler. Görüşmeye buradan başlayabilirsiniz: CN-HAWE ile iletişime geçebilirsiniz uygulamanızı, toleranslarınızı ve verimlilik hedeflerinizi tartışmak için.
Neyi kontrol edeceğinize karar vererek ve ardından bu değişkenin sapmasına izin vermeyerek onu tekrarlanabilir kılarsınız.
Birinci parçadan beş bininci parçaya kadar tüm oyun budur. Daha büyük silindirler değil. Daha gürültülü pompalar değil. Kontrol.
Elle çevirmeli bir preste ve bir makinecinin yüzünü kızartacak kadar çok eksene sahip servo sürücülü bir CNC'de sekizde bir inçlik yumuşak çelik işledim. Metalin umurunda değildi. Yine de geri esnemeye çalıştı. Değişen şey onun hafızası değildi. Değişen şey bizimkiydi. Son parçanın ne yaptığını hatırlayan makine, uzun vadede kazanır.
CN-HAWE’nin yıllık satış gelirinin %8%’sinden fazlasını araştırma ve geliştirmeye yatırdığını ve ADH’nin pres frenleri konusunda Ar-Ge yeteneklerine sahip olduğunu varsayarsak, ayrıntılı malzeme bilgisi arayan okuyucular için..., Broşürler yararlı bir tamamlayıcı kaynaktır.
Ona “pres” deyin, yeni başlayan biri kuvvet hayal eder. Bir emektar ise yorulmadan bir kararı tekrarlayabilen bir sistem hayal eder.
Tekrarlanabilirlik para birimidir çünkü havalı bükümü, dip bükümü veya madeni para basma yöntemini seçtiğinizde; yani metalin inatçı fiziksel hafızasının ne kadarını sağlam bırakacağınıza karar verdiğinizde, sizinle hurda arasındaki tek şey, aynı koşulları tekrar tekrar yakalayıp yakalayamayacağınızdır. Aynı flanş uzunluğu. Aynı derinlik. Aynı sıra. Geri esneme için aynı düzeltme.
Müzakere değişmez. Disiplin değişir.
Peki bu disiplin aslında nerede yaşar?
İlk büküm sizi pohpohlar. İkincisi ise sizi ele verir.
Yeni başlayan biri sacı göz kararıyla hizalar, bir durdurucuya çarptırır, temiz bir 90 derece büküm yapar ve gülümser. Sonra geri dönüş flanşı için parçayı çevirir ve aniden boyutlar yanlış birikir. Açı mükemmel olabilir. Ancak konum değildir. İşte arka dayama dersi budur.
Arka dayama basit bir konumlandırma sistemidir; pedala basmadan önce sacın kalıbın altına ne kadar kayacağını belirleyen parmaklar. Metalin kalıp içinde nasıl akacağını değil, bükümün nerede gerçekleşeceğini kontrol eder. Bunları birbirine karıştırırsanız, tüm hafta boyunca yanlış sorunun peşinden koşarsınız.
Eski manuel preslerde bu dayama, elle ayarladığınız bir vida veya kremayer üzerinde hareket eder. Bir ölçek okursunuz. Kilitlersiniz. Ve her yeni flanş için sıfırlama yaptığınızda, imalattaki en eski değişkeni devreye sokarsınız: insan başparmağı. Yanlış okuyabilir. Çarptırabilir. Kelepçeyi sıkmayı unutabilir.
Atölye Gerçeği: Gösterge 2.000 inç diyebilir. Ancak durdurma parmağı aşınmışsa veya kiriş gönyede değilse, sac önce bir tarafa doğru sıkışacak ve kayacaktır. Mezuranın yanlış olduğunu yemin edebilirsiniz. Öyle değildir.
Modern CNC arka dayamalar; X, R ve Z eksenleri boyunca (ileri-geri, yukarı-aşağı, sağa-sola) servo motorlarla çalışır. Kılavuz yolları düz ve kiriş paralelse, yüzde bir milimetre hassasiyetle pozisyonları tekrarlayabilirler. O “eğer” kısmı, broşürlerin fısıldadığı kısımdır.
Çünkü tekrarlanabilirlik otomatik değildir. Bakım gerektirir. Eğer lineer raylar aşınmışsa veya kalıp birkaç yüzde birlik dilim dahilinde paralel değilse, o süslü konumlandırma sistemi sadece bir hatayı çok tutarlı bir şekilde tekrarlar.
Sadece ekran çıktısına değil, flanş yığınınızdaki kumpaslara bakın. İkinci parçadan onuncu parçaya kadar sapma oluyorsa, sorun kuvvet değildir. Sorun referanstır.
Ancak konumlandırma tek başına geri esnemeyi (springback) düzeltmez. Sadece her seferinde aynı yerde büküm yapmanızı garanti eder. Peki CNC, açıyı gerçekte nasıl kontrol altına alır?
CNC atölyeyi ele geçirdi çünkü metalin geçen sefer ne yaptığını hatırlar ve siz sormadan önce ayarlar.
Özellikle hava bükümünde açı, derinliğe bağlıdır. Birkaç binde bir daha derin büküm yaparsanız, geri esnemeyi karşılayacak kadar fazla bükmüş olursunuz. Manuel bir makinede, bu derinliği hissederek yakalarsınız. Bük, ölç, durdurucuyu ayarla, tekrar bük. Yirmi parça için iyidir. İki bin parça için ise tam bir eziyettir.
Bir CNC abkant pres bu düzeltmeyi kaydeder. Eğer birinci parça, 90 derece olmasını istediğinizde 91 dereceye geri esnerse, derinliğe fazladan bir miktar eklersiniz. Ram, her döngüde tam olarak o pozisyona gider. Bazı sistemler lazer sensörlerle açıyı gerçek zamanlı okur ve strok ortasında ayar yapar. Daha fazla kuvvetle değil, daha akıllı bir iletişimle.
Ancak çoğu atölyenin zor yoldan öğrendiği püf noktası şudur: otomasyon hatayı yok etmez. Sadece yerini değiştirir.
Yanlış kalınlığı, yanlış kalıp açıklığını veya yanlış sıralamayı programlarsanız, makine öğle yemeğinden önce beş yüz tane aynı hatayı üretir. Manuel bir operatör, üçüncü parçada bunu hissederek fark edebilirdi.
Çok eksenli arka dayamalar, karmaşık parçaları tek bir kurulumda işlemenize olanak tanır. Parmaklar sağa-sola, yukarı-aşağı hareket eder, böylece bükümler arasında sacı çevirmek ve yeniden referans almak zorunda kalmazsınız. Verimlilik, evet. Ancak bu, döngü başlatma düğmesine basmadan önce sıralamayı düşünmeye zorlar. Büküm sırası hakkında tek bir yanlış varsayım, parçanın bükümün yarısında takımlara sıkışmasına neden olur.
Takas budur: CNC size metalin hafızası için tekrarlanabilir düzeltme sağlar, ancak önceden bir stratejiye bağlı kalmanızı gerektirir.
Ancak o zaman bile, iş parçası ezildiği için akmadı. Stresi, önemli olan her yerde akma mukavemetinin ötesine geçirdiğiniz için akma gerçekleşti. CNC, elastik toparlanmayı telafi edebilir; ancak elastisite modülünü yürürlükten kaldıramaz.
Peki tüm bu hafıza ve sıralama, yardımcı olmak yerine ne zaman sizi yavaşlatır?
İşleriniz her öğleden sonra değişiyorsa, basitlik karmaşıklıktan daha iyi olabilir.
Kısa partilerle çalışan küçük bir atölye hayal edin; burada on braket, şurada on beş panel, karışık malzemeler, elle işaretlenmiş çizimler, siz kurulum yaparken flanş uzunluğunu değiştiren müşteriler. O dünyada, eksenleri programlamak ve bükümleri sıralamak için harcanan zaman, servo hassasiyetinin faydasından daha ağır basabilir.
Manuel bir abkant preste deneyimli bir operatör, anında ayarlama yapabilir. Geri esnemeyi hisseder. Derinlik durdurucusunu hafifçe kaydırır. Arka dayamayı ekranlar arasında gezinmeden on altıda bir oranında kaydırır. Metalle olan müzakere, önceden yazılmış bir senaryoda değil, gerçek zamanlı gerçekleşir.
Bu esneklik de bir tür tekrarlanabilirliktir; insan tekrarlanabilirliği. Daha yavaştır, evet. Yeteneğe bağlıdır. Ancak düşük hacimli işler için, CNC'deki bir programlama hatasının maliyeti hızla katlandığından, daha akıllıca bir ekonomik seçim olabilir.
Atölye Gerçeği: Manuel bir abkant pres, boşluklarını gizlemez. Onu görürsünüz. Vidadaki tepkiyi hissedersiniz. İçgüdüsel olarak telafi edersiniz. Bir CNC ise parçalar sessizce tolerans dışına çıkana kadar aşınmayı maskeleyebilir.
Beklentilerinizi gözden geçirin. Eğer beş bin adet özdeş muhafaza gerekiyorsa, hafıza her zaman kas gücünü yener. Eğer öğle yemeğinden önce beş özel parça gerekiyorsa, bazen binadaki en akıllı makine, deneyimli bir çift ele bağlı olanıdır.
Ve paranın satın alabileceği en iyi CNC ile bile, sac levhada programlayarak gideremeyeceğiniz bir şeyler hâlâ mevcuttur.
Geçen kış, sekizde bir inçlik yumuşak çelikten bir seri braket büktük. Aynı program. Aynı kalıp. Aynı operatör. Üçüncü parça, sanki birisi içinden ustura geçirmiş gibi bükümün dış kısmından çatladı. İlk ikisi temizdi.
Ekranda hiçbir şey değişmedi.
Değişen şey sacdı. Haddehaneden gelen damar yapısı, o üçüncü parçada büküm çizgisine paraleldi. Çeliğin esnemeyi tercih ettiği bir yönü vardır. Neye bakacağınızı bilmiyorsanız bunu göremezsiniz, ancak yırtıldığında sesini duyarsınız.
Bu, CNC'nizin geçersiz kılamayacağı özelliktir: anizotropi; metalin yöne bağlı olarak farklı davrandığını ifade eden havalı bir kelime. Abkant pres, derinliği yüzde birlik hassasiyetle yakalayabilir. Ancak kristal yapısını yeniden düzenleyemez. Ona “pres” deyin, yeni başlayan biri kuvveti hayal eder. Bir usta ise yönü hayal eder.
Ve yön, CAD modelinizin sizi asla uyarmadığı yerlerde ortaya çıkar.
Yaklaşık 0,075 inç kalınlığında, 14 gauge bir sac levha hayal edin ve yarım inçlik bir flanş programladınız. Bunu, kalınlığın sekiz katına açılmış bir V kalıbına, yani 6-8 kat kuralına uygun olarak 0,600 inç genişliğinde bir kalıba yerleştiriyorsunuz. Koçu çalıştırıyorsunuz.
Net bir 90 derece yerine, bacak aşağı sarkıyor. Parça devriliyor. Sanki kalıbın içine düşüyormuş gibi hissettiriyor.
Çünkü öyle.
Havalı bükümde (air bending), sac V kalıbın iki omzuna oturur. Zımba merkezden bastırır. Üç noktalı temas. Tüm olay bundan ibaret. Ancak flanşınız çok kısaysa, bu omuzları asla tam olarak köprüleyemez. Malzeme stabilize olamaz. Kuvvet hattı içeri doğru kayar ve bacak açıklığın içine doğru döner.
Bu geometriyi hiçbir ekstra tonaj düzeltemez. Daha fazla kuvvet, dengesizliği sadece daha hızlı tetikler.
Ders kitapları size minimum flanş tabloları verecektir. Atölyede ise bunu şu şekilde öğretiyorum: flanşınız, zımba devreye girmeden önce kalıp omuzları üzerinde düz ve dengeli duracak kadar uzun olmalıdır. Eğer dengede duramıyorsa, temiz bükülemez. Flanşı artırın veya omuzların birbirine yaklaşması için kalıp açıklığını daraltın.
Atölye Gerçeği: Çaylakların bunu basınçla telafi etmeye çalıştığını gördüm. Tonajı , artırarak makinenin “yetersiz güçte” olduğunu düşünürler. Ancak o durumda bile iş parçası ezildiği için değil, destek geometrisi önce başarısız olduğu için deforme oldu.
Hidroliği suçlamadan önce ölçümleri kontrol edin. Flanşınızı kalıp açıklığınızla kıyaslayın. Matematik, parçanın ancak köprü kurabileceğini söylüyorsa, sizi affetmeyecektir.
Peki, geometri kuvvetten bile önce sizi yarı yolda bırakabiliyorsa, malzemenin kendisi büküm yönünüze direndiğinde ne olur?
Aynı sekizde bir inçlik yumuşak çeliği alın ve haddeleme yönüne dik olacak şekilde bükün. Dış lifler esner, incelir ve dayanır. Şimdi boş parçayı 90 derece döndürün, böylece büküm çizgisi lif yönüyle aynı hizada olsun.
Bunu pedalda hissedersiniz. Metal sertleşir ve ardından aniden pes eder. Bazen dış yarıçap boyunca örümcek ağı şeklinde çatlaklar oluşur.
Haddehanede haddeleme, lif yapısını uzatır; liflerin çekilmiş şekerleme gibi uzadığını hayal edin. Onlara dik büküm yaptığınızda, bu liflerden yanlamasına esnemelerini istersiniz. Bunu yapabilirler. Onlarla aynı yönde büküm yaptığınızda ise, zaten uzamış olan bir şeyi boylamasına çekiyorsunuz demektir. Dış yüzey, sünekliğini daha çabuk kaybeder.
Minimum iç yarıçap tabloları, sessizce lif yönüne dik büküm yaptığınızı varsayar. Bu varsayımı bozarsanız, güvenli yarıçap artar. Bunu görmezden gelirseniz, çatlak tam olarak stresin en yüksek olduğu yerde, yani bükümün tepe noktasındaki dış yüzeyde oluşur.
İşte yeni başlayanların yanıldığı nokta burasıdır. Yanlış hizalanmış bir zımba, yanal yük bindirebilir ve lif hatasına benzeyen tek taraflı çatlaklar oluşturabilir. Peki aradaki farkı nasıl anlarsınız? Lif çatlakları, aynı yönde kesilmiş birden fazla parça boyunca büküm çizgisini tutarlı bir şekilde takip eder. Yanlış hizalama ise kalıp omzunda düzensiz izler ve tutarsız yırtılma desenleri bırakır.
Biri metalurji ile ilgilidir. Diğeri ise kurulumla.
CNC tekrarlanabilirliği, her iki hatayı da sadakatle yeniden üretecektir. Hangisini seçtiğiniz umurunda değildir.
Eğer yön çatlamayı, geometri ise kararlılığı yönetiyorsa, o zaman sabah saat 8'de sorunsuz çalışan bir iş neden öğle yemeğine doğru sapmaya başlar?
Bir haftalık üretimden sonra bir kalıbı söktüğümde omuzların düzensiz bir şekilde parlatıldığını ve kenarların hafifçe yuvarlandığını gördüm. Dramatik değil. Sadece yeteri kadar.
Aşınmış takımlar, aynı açıyı elde etmek için daha fazla kuvvet gerektirir; yüzde 5 ila 10 daha fazla olması alışılmadık bir durum değildir. Operatörler bu değişimi hissetmezler çünkü makine hala sorunsuz çalışmaktadır. Bu yüzden açı sapmasını telafi etmek için derinliği biraz daha artırırlar.
Artık düşündüğünüzden daha yüksek tonajla çalışıyorsunuz.
Bir takımın nominal kapasitesini aşarsanız, ömrünü yarıya indirebilirsiniz. Tam yükü kısa bir bölüme (yan çerçeveler arasındaki mesafenin yaklaşık 'ından azına) yoğunlaştırırsanız, makinenin kendi geometrisini zorlamaya başlarsınız. Tabla esneyebilir. Koç, beklenenden farklı şekilde esneme (crowning) yapabilir.
Açı varyasyonu ortaya çıkar. Onuncu parça ilkiyle aynı değildir çünkü mekanik konuşma ayaklarınızın altında değişmiştir.
Atölye Gerçeği: Bazen ilk büküm zaten hatalıydı. Kalıbın altındaki bir çapak, noktasal temas yarattı. O küçük yüksek nokta yük altında çukurlaşır ve ondan sonraki her vuruş aşınma desenini abartır. Suç malzemeye atılır. Oysa suçlu, kurulum disiplinidir.
Sadece parçanızın değil, takım değerlerinizin de kumpas kontrollerini yapın. Kalıbınızın tonaj sınırını bilmiyorsanız, körü körüne pazarlık yapıyorsunuz demektir.
Ancak mükemmel takımlara ve taze omuzlara sahip olsanız bile, büküm çizginizin yakınında bekleyen başka bir sessiz bozulma daha vardır.
Büküm çizgisinden çeyrek inç uzağa 3/8 inçlik bir delik açılmış 1 inç genişliğinde bir flanş hayal edin. Düz şablon temiz görünür. 90 derecelik bükümü yaparsınız.
Delik oval hale gelir.
Bükme sırasında dış yüzey esner ve iç yüzey sıkışır. İkisinin arasında, ne önemli ölçüde esneyen ne de sıkışan katman olan nötr eksen bulunur. Büküm çizgisine yakın herhangi bir şey bu gerinim bölgelerini geçer. Bir delik, malzeme sürekliliğini kesintiye uğratır, bu nedenle gerilim kenarları etrafında yeniden dağılır.
Çok yakın olursa, deliğin kenarı düzensiz bir şekilde esnemeye zorlanır. Bir taraf gerilim, diğer taraf ise sıkışma altında olduğundan dairesel şekil kendini koruyamaz.
Genel kurallar, delikleri büküm çizgisinden en az bir malzeme kalınlığı —çoğunlukla daha fazla— uzakta tutmanızı söyler. Uygulamada, deliğin birincil deformasyon bölgesinin dışında kalması için yeterli mesafe olmasını isterim. Eğer bükümü “hissedebiliyorsa”, onunla birlikte deforme olacaktır.
Hiçbir yazılım ayarı bunu engelleyemez. Zımba, geometrinizi korumak için duraklamaz.
Ve tartışmanın sertleştiği nokta burasıdır: flanş uzunluğu, damar yönü, takım aşınması, delik yerleşimi — hiçbiri kaba kuvvete veya servo hassasiyetine boyun eğmez. Bunlar, koç aşağı inmeden önce müzakere etmeniz gereken kısıtlamalardır.
Eğer bükme, makine ile metal arasında bir tartışmaysa, kuvvet sadece konuşmayı başlatır. Metalin hafızası —yönü, kalınlığı, destek ihtiyacı— siz döngüyü başlatmadan önce düz desenler ve üç boyutlu gerinim açısından düşünmediğiniz sürece son sözü söyler.
Atölyede sizi utandırmayacak düz desenler ve işlem planları tasarlamak istiyorsanız, açılar hakkında düşünmeyi bırakıp kalınlık boyunca hareket eden gerinim katmanları hakkında düşünmeye başlamalısınız.
Buna “pres” deyin, yeni başlayan biri kuvvet hayal eder. Ben, zımba ve kalıp arasında sıkıştırılan bir sac, esneyen dış lifler, içeri doğru sürünen iç lifler ve aralarında bir yerde sessiz bir sınır —nötr eksen— malzeme, yarıçap ve yönteme bağlı olarak yeni bir yere kayan bir sınır hayal ediyorum. O kayan çizgi, flanşınızın tam yerine oturup oturmayacağına veya iki milimetre kısa kalacağına karar veren şeydir.
3D düşünmek, bükülmüş bir parçayı çizmeyi bırakıp, her bir metal katmanının vuruştan önce, vuruş sırasında ve sonrasında ne yaptığını görselleştirmeye başlamanız anlamına gelir. Damar yönünün bir yönde direnç gösterdiğini, deliklerin gerinim bölgesine çok yakın dururlarsa bozulduğunu, takım omuzlarının bir çalışma boyunca temas basıncını parlatıp değiştirdiğini hayal edersiniz. Düz deseniniz geometrik bir projeksiyon değildir. O, iç sınırın nasıl kayacağının bir tahminidir.
İleriye taşınması gereken tek şey şudur: hassasiyet, nihai açıda değil, nötr eksenin konumunda yaşar.
Bu bariz değildir çünkü ölçtüğünüz parça, onları belirleyen görünmez katman değil, açı ve flanş uzunluğudur.
Peki, göremediğiniz bir şeyin etrafında nasıl tasarım yaparsınız?
Öncelikle, atölye zeminindeki bir tuzağı çözmemiz gerekiyor. Bükme payı için kullanılan K-faktörü —nötr eksenin kalınlık boyunca nerede durduğunu söyleyen oran— bazı tabloların bükme kuvveti için kullandığı “k” ile aynı değildir. Biri düz uzunluğu tahmin eder. Diğeri tonajı tahmin eder. Bunları karıştırırsanız hayaletlerin peşinden koşarsınız.
Düz desenler için K-faktörü genellikle kalınlığın yaklaşık 0,33 ile 0,5'i arasında bir yere düşer. Bu evrensel bir sabit değildir. Daha yumuşak alüminyum, nötr ekseni iç yarıçaptan daha uzağa iter. Paslanmaz çelik genellikle daha yakın tutar. Havalı bükmeden tabana oturtmaya geçerseniz, malzeme kalıbın içine daha derin sıkıştırıldığı için nötr eksen tekrar kayar. Sadece kuvveti değiştirmediniz. Metalin iç davranışını değiştirdiniz.
Çaylakların hata yaptığı yer burasıdır: yazılımın açılışta sunduğu varsayılan 0,33 K değerini kullanarak nihai boyutlardan geriye doğru tasarım yaparlar. Ekrana güvenirler. On adet boş parça keserler. Sonra neden her flanşın uzun olduğunu merak ederler.
Atölye Gerçeği: Üretimde V-kalıp havalı bükmede, ders kitabı bükme payı genellikle ölçülen bükme düşüşüne yenik düşer — bir test parçası bükerek, sonucu ölçerek ve geriye doğru hesaplayarak elde ettiğiniz sayı. Bu göz alıcı değildir. Deneyseldir. Denetimden geçer.
O test parçasını atladığınızda, prototip hurdaya gider; bunun nedeni bükmenin mistik olması değil, nötr eksenin nereye gideceğini ölçmek yerine tahmin etmiş olmanızdır.
Bir yığın üretim parçası kesmeden önce test parçanızdaki kumpasları kontrol edin. Varsayılan bir K, bir başlangıç noktasıdır, bir söz değil.
Ancak bir kez ölçüp sabitlediyseniz, bir sonraki iş neden hala sapma gösteriyor?
Çünkü K-faktörü sadece malzemeye bağlı değildir. Sürece bağlıdır.
Diyelim ki 1/8 inçlik yumuşak çeliği belirli bir V-açıklığı ile 90 derecede hava büküm yöntemiyle ayarladınız. Bir test parçası çalıştırdınız, büküm payını hesapladınız ve düz şablonu güncellediniz. Mükemmel. Şimdi satın alma departmanı tedarikçileri değiştirdi. Kağıt üzerinde aynı kalınlık, gerçekte ise biraz farklı bir akma dayanımı. Nötr eksen kayar. Sabitlediğiniz sayı artık sadece kibar bir yalandan ibarettir.
Ya da geri esnemeyi azaltmak için tabana oturtma (bottoming) yöntemine geçersiniz. Bu, kuvveti bazen önemli ölçüde artırır ve nötr ekseni farklı bir konuma iter. Eski büküm payınız artık zımba ve sac arasındaki bu yeni etkileşimi tanımlamaz.
Bu yüzden prototipleri hurdaya gitmekten kurtaran iş akışı şöyledir:
Kulağa yavaş geliyor. Tahmin etmekten daha yavaştır.
Ancak 200 parçayı yeniden yapmaktan daha hızlıdır.
Prototip genellikle hurdaya çıkar çünkü atölyeler onu bir kalibrasyon yerine kavram kanıtı olarak görür. Asıl görevi, metalin sizin tam koşullarınız altında nereye hareket etmeye karar verdiğini size öğretmektir.
Eğer disiplin buysa, bir işin maliyetini gerçekten ne belirler; satın aldığınız makine mi, yoksa seçtiğiniz yöntem mi?
Size sahte istatistikler vermeyeceğim, ancak gerçekleştiğini gördüğünüz varsayımsal bir durumdan bahsedelim. İki atölyenin benzer abkant presleri var. Biri mümkün olan her şeyi hava bükümü ile büküyor, öngörülebilir geri esnemeyi kabul ediyor ve düz şablonlarını ölçülen büküm paylarına göre oluşturuyor. Diğeri ise her kritik açıyı “sabitlemek” için tabana oturtuyor, daha fazla tonaj harcıyor, takımları daha hızlı aşındırıyor ve kurulumda daha fazla zaman harcıyor.
Parçalar teknik resimde aynı görünebilir.
Parça başına maliyet aynı olmayacaktır.
Hava bükümü daha az kuvvet kullanır ve açılarda esneklik sağlar, ancak geri esnemeyi anlamanızı ve tahmin etmenizi gerektirir. Tabana oturtma geri esnemeyi azaltır ancak nötr ekseni kaydırır ve kuvvet gereksinimlerini (hava bükümüne kıyasla bazen 1,5 kat veya daha fazla) artırır. Ezme (coining) yöntemi ise kuvveti birkaç kat daha artırabilir ve büküm hattındaki malzemeyi kalıcı olarak değiştirebilir. Her yöntem, sadece farklı bir pedal hissi değil, farklı bir malzeme tepkisi yaratır.
Bir yöntem seçtiğinizde, hangi K-faktörü davranışını kabul edeceğinizi, ne kadar takım aşınmasına göz yumacağınızı, düz açınımınızın malzeme değişimlerine ne kadar duyarlı olacağını ve süreç aralığınızın ne kadar daralacağını seçmiş olursunuz.
Buna “pres” deyin, bir yeni başlayan kuvveti hayal eder.
Bir uzman ise bir müzakere görür: Metalin ne kadar geri esnemesine izin vereceğim, akma sınırını ne kadar geçeceğim, bu plan tane yapısı ve kalınlıktaki ne kadar değişimi tolerans dışına çıkmadan kaldırabilir?
Kumpaslarınızı sadece parçalarınız üzerinde değil, varsayımlarınız üzerinde de kontrol edin. Eğer düz açınımınız, tane yönü belirtiminiz, takım seçiminiz ve büküm yönteminiz tek bir sistem olarak kararlaştırılmadıysa, 3 boyutlu düşünmüyorsunuz demektir; 2 boyutta umut ediyorsunuz demektir.
Ve umut, eğri bir flanşı bir kez bile düzeltmemiştir.


















