

Ich sah, wie eine 30‑Zoll‑Tischbiegemaschine versuchte, 16‑Gauge‑Weichstahl auf 24 Zoll Breite zu biegen. Der Griff kam herunter, die Tischbeine spreizten sich, und die gesamte Einheit kroch drei Zoll über den Beton. Der Besitzer schwor, der Stahl aus der Fabrik sei Schrott.
Die Biegemaschine bog nicht. Der Arbeitstisch bog sich.
Das ist die Lücke, die die meisten nie schließen, bevor sie das Werkzeug zum Verkauf anbieten.
Eine typische 30‑Zoll‑Import‑Biegemaschine wiegt vielleicht 30–40 Kilogramm. Ich habe gesehen, wie sie auf einem Kieferntisch mit etwa 27 Kilogramm Gewicht stand, festgehalten von zwei 3/8‑Zoll‑Schrauben und großen Unterlegscheiben. Dann verlangt jemand, dass sie 14‑Gauge‑Blech über 20 Zoll kalt biegt. Das ist kein Materialproblem. Das ist Hebelwirkung, die das schwächste Glied sucht.
Diese Biegemaschinen werden wie fertige Produkte verkauft. Das sind sie nicht. Sie sind bloße Grundrahmen – es fehlen Querträger und ein Fundament. Die Fabrik liefert dir eine Spannleiste und Scharnierstifte. Den Rest der Struktur musst du stellen. Wenn sich die Basis verwinden kann, wird sie sich verwinden. Und wenn sie das tut, leidet die Biegequalität mit.
Wenn also eine Biegung rund statt präzise herauskommt – was hat sich tatsächlich bewegt?
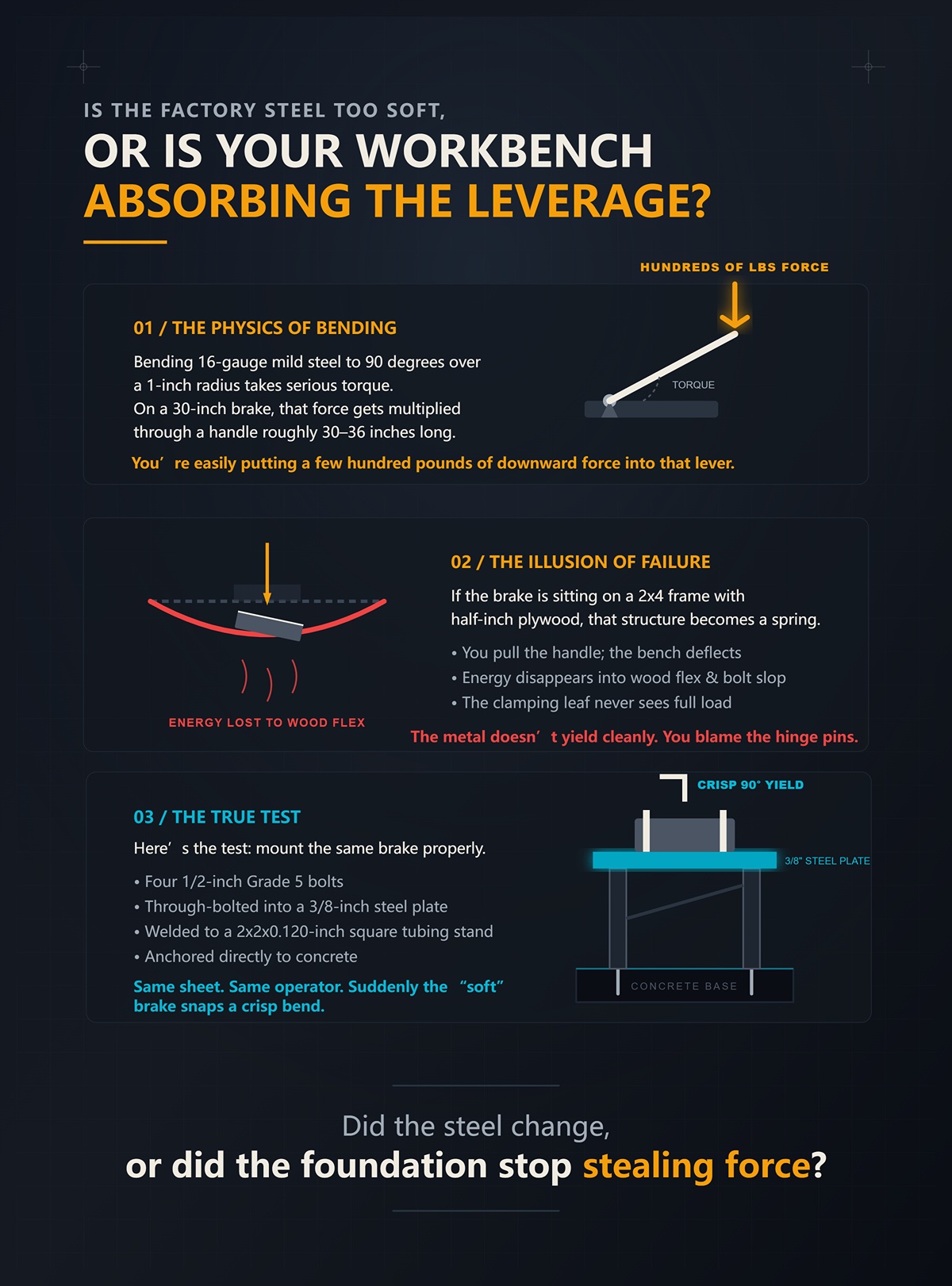
16‑Gauge‑Weichstahl über einem 1‑Zoll‑Radius auf 90 Grad zu biegen, erfordert beträchtliches Drehmoment. Bei einer 30‑Zoll‑Biegemaschine wird diese Kraft über einen Griff von etwa 75–90 cm Länge multipliziert. Du bringst locker einige Hundert Pfund an Druckkraft auf diesen Hebel. Die Physik kümmert sich nicht darum, dass die Biegemaschine im Sonderangebot war.
Wenn die Maschine auf einem Rahmen aus 2×4‑Kanthölzern mit einer 12 mm Sperrholzplatte steht, wird diese Struktur zu einer Feder. Du ziehst am Griff, der Tisch biegt sich, Energie verschwindet in der Holzfederung und im Spiel der Schrauben. Die Spannleiste bekommt nie die volle Last. Das Metall dehnt sich nicht sauber. Du gibst den Scharnierstiften die Schuld.
Hier ist der Test, den ich verwende: Montiere dieselbe Biegemaschine mit vier 1/2‑Zoll‑Schrauben der Güteklasse 5, durchgeschraubt in eine 3/8‑Zoll‑Stahlplatte, die an einem Ständer aus 2x2x0.120‑Zoll‑Vierkantrohr geschweißt und im Beton verankert ist. Gleiches Blech. Gleicher Bediener. Plötzlich erzeugt die “weiche” Maschine eine präzise, scharfe Biegung.
Hat sich der Stahl verändert, oder hat das Fundament aufgehört, Kraft zu stehlen?
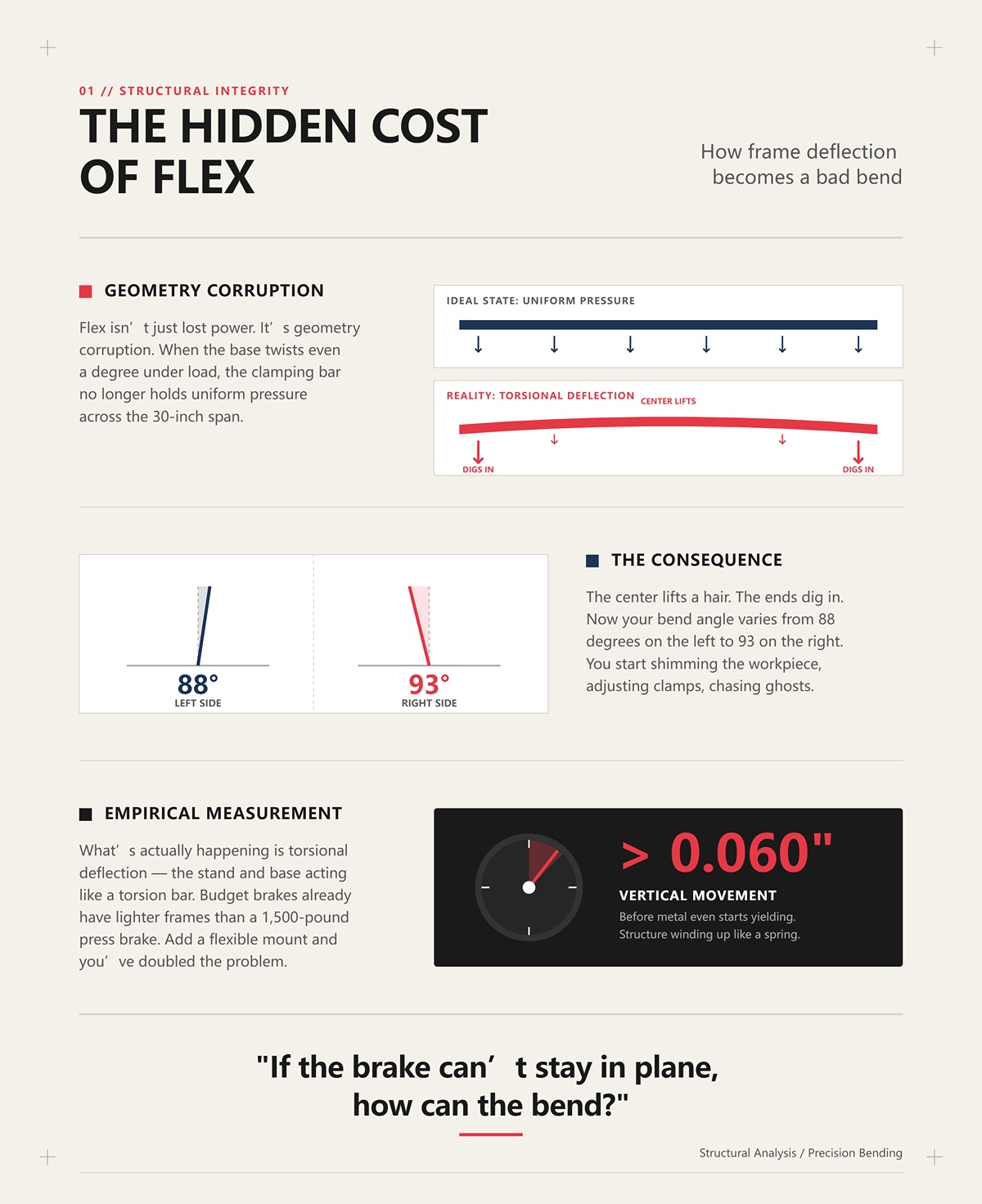
Verformung bedeutet nicht nur Kraftverlust. Sie bedeutet Geometrieverlust.
Wenn sich die Basis auch nur um ein Grad unter Last verdreht, hält die Spannleiste keinen gleichmäßigen Druck mehr über die gesamte 30‑Zoll‑Breite. Die Mitte hebt sich minimal, die Enden graben sich ein. Jetzt variiert dein Biegewinkel von 88 Grad links bis 93 Grad rechts. Du beginnst, das Werkstück zu unterlegen, Klemmen nachzustellen, Geister zu jagen.
Tatsächlich passiert Torsionsverformung – der Ständer und die Basis wirken wie eine Drehstabfeder. Günstige Biegemaschinen haben ohnehin leichtere Rahmen als eine 680‑Kilogramm‑Abkantpresse. Wenn du dann noch eine flexible Montagebasis hast, verdoppelst du das Problem.
Ich habe das auf einfache Weise gemessen: Messuhr in der Mitte der Basis, Griff bis zur vollen Last gezogen. Auf einem wackligen Tisch habe ich über 0,060 Zoll (ca. 1,5 mm) vertikale Bewegung gesehen, bevor sich das Metall überhaupt zu dehnen begann. Das ist kein Scharnierfehler. Das ist eine Struktur, die sich wie eine Feder aufwickelt.
Wenn die Biegemaschine nicht in einer Ebene bleiben kann, wie soll es dann die Biegung tun?

Der schlimmste Übeltäter ist nicht dünner Stahl. Es ist Faulheit.
Schrauben in Holz sind keine strukturellen Anker unter zyklischer Belastung. Die Gewinde zerdrücken die Fasern, die Löcher längen sich, und nach einem Dutzend starker Biegungen entsteht eine Mikrobewegung, die man nicht sieht, aber deutlich spürt. Die Bremse beginnt sich “zu lockern”. Die Leute nennen es Verschleiß.
Schraube sie durch. Mindestens 1/2‑Zoll‑Hardware der Güteklasse 5 mit gehärteten Unterlegscheiben, richtig angezogen. Noch besser: Klemme den Fuß der Bremse zwischen 1/4‑Zoll‑Stahlplatten, damit das Gussgehäuse keine Punktbelastung erfährt. Befestige den Ständer an etwas, das schwerer ist als die Bremse selbst. Eine Betonplatte ist ideal. Ein 300‑Pfund‑geschweißter Ständer ist die zweitbeste Wahl.
Wenn deine 30‑Zoll‑Bremse nicht an etwas befestigt ist, das mindestens dreimal so schwer ist wie sie selbst, biegst du kein Metall – du biegst deine Werkstatteinrichtung.
Und sobald die Befestigung nicht mehr das schwächste Glied ist, taucht eine neue Frage auf: Was passiert, wenn die 30‑Zoll‑Spannweite der Bremse selbst zur Feder wird?
Kaufempfehlung, wenn:
Nicht kaufen, wenn:
Ich habe eine 36‑Zoll‑Bankbremse auf einen 320‑Pfund‑Ständer geschraubt, gebaut aus 2x2x0,120‑Zoll‑Vierkantrohr, an den Ecken versteift, mit 1/2‑Zoll‑Keilankern in eine 4‑Zoll‑Platte verankert. Kein Bankbiegen. Kein Schraubenspiel. Dann habe ich 16‑Gauge‑Weichstahl mit voller 36‑Zoll‑Breite eingespannt.
Sie hat es gebogen. Technisch gesehen.
Der Hebel kam hart herunter, das Blatt bog sich leicht in der Mitte, und der fertige Biegewinkel betrug an den Enden 90 Grad und in der Mitte 86. Dasselbe Blech, auf 28 Zoll Breite zugeschnitten, ergab über die volle Spannweite saubere 90 Grad bei spürbar weniger Kraftaufwand.
An der Befestigung hat sich nichts geändert. Nur die Breite.
Das ist der Moment, in dem man aufhört, die Fabrik zu beschuldigen, und beginnt zu rechnen.
Ein Biegeblatt einer Blechbiegemaschine verhält sich wie ein Balken unter Last. Die Durchbiegung eines Balkens wächst nicht linear mit der Spannweite – sie nimmt stark zu. Verdoppelt man die freitragende Länge, verdoppelt sich die Durchbiegung nicht; sie vervielfacht sich, weil die Biegesteifigkeit an die dritte Potenz der Dicke gekoppelt ist und die Last über die gesamte Spannweite verteilt wird. Ein 36‑Zoll‑Blatt aus 3/8‑Zoll‑Weichstahlplatte ist nicht um 50 Prozent “stärker” als ein 24‑Zoll‑Blatt, nur weil es länger ist. Es neigt unter derselben Blechstärke bei voller Breite deutlich stärker zum Durchhängen in der Mitte.
Deshalb fühlt sich eine kürzere Bremse oft stabiler an.
Nimm diese 36-Zoll-Abkantbank, die für 16-Gauge-Weichstahl ausgelegt ist. Der Katalog bedeutet: 16-Gauge bei 36 Zoll ist die maximale Last vor bleibender Verformung oder unzulässiger Durchbiegung. Das ist die rote Linie.
Die meisten Menschen behandeln sie wie eine Reisegeschwindigkeit.
Mit derselben verankerten Einrichtung habe ich 16-Gauge über 30 Zoll gebogen – etwa 83 Prozent der Nennbreite. Die benötigte Handkraft sank deutlich. Die Durchbiegung in der Mitte, gemessen mit einer Messuhr an der Kante des Abkantblatts, fiel von etwa 0,040 Zoll bei voller Breite auf unter 0,015 Zoll. Die Biegekonsistenz verbesserte sich.
Bei 30 Zoll ist nichts Magisches passiert. Die Abkantbank hat sich einfach aus ihrer elastischen Komfortgrenze herausbewegt und in ihre Arbeitszone hinein.
Pressenhersteller sind in einer Hinsicht ehrlicher, die Käufer von Werkstatt-Abkantbänken oft vergessen: Eine Angabe wie “100 Tonnen × 10 Fuß” kombiniert Kraft und Breite. Wenn du nur über 6 Fuß biegst, nutzt du nicht die volle Tonnage. Hier gelten dieselben physikalischen Gesetze – nur verkleinert und leichter gebaut. Wenn eine 36-Zoll-Abkantbank eine 16-Gauge-Kapazität angibt, setzt das eine bestimmte Geometrie voraus – typischerweise einen Biegeradius und eine Klemmkonfiguration, die für Weichstahl geeignet sind. Änderst du die Breite, verschiebt sich die Tonnage-Anforderung pro Zoll. In Produktionsumgebungen ist das der Grund, warum CNC-Systeme entscheidend sind: moderne Lösungen wie die CN-HAWE-Abkantpresse sind um kalibrierte Tonnage, kontrolliertes Bombieren und programmierbare Biegeparameter herum konstruiert, sodass Kraft, Breite und Materialdaten aufeinander abgestimmt statt geschätzt werden. Das Prinzip ändert sich nicht – nur der Grad der Kontrolle.
Die 80%-Regel ist also kein Aberglaube. Sie ist eine Sicherheitsmarge. Du arbeitest mit 80 Prozent der Nennbreite, wenn du wiederholbare Biegungen willst, ohne mit Rückfederung und Blattdurchhang kämpfen zu müssen.
Aber warum bestraft dich die Breite stärker, als einfach eine Stärke dicker zu gehen?
Stell dir zwei Aufträge vor:
Das zweite Blech ist dicker und benötigt pro Zoll mehr Kraft zum Fließen. Aber es ist nur halb so breit. Das insgesamt am Scharnier erforderliche Drehmoment ist oft vergleichbar – manchmal sogar geringer – als beim 36-Zoll-16-Gauge-Biegevorgang.
Denn Breite multipliziert die Last über die gesamte Spannweite.
Jeder Zoll Blech widersteht der Biegung mit seinem eigenen kleinen Kraftanteil. Bei 36 Zoll summierst du 36 dieser Anteile. Die Klemmleiste muss gleichmäßigen Druck über alle aufbringen. Das Abkantblatt muss das Drehmoment gleichmäßig über seine gesamte Länge übertragen. Die Scharnierstifte erfahren eine verteilte Scherung entlang der gesamten Achse.
Verlängere das nun von 24 Zoll auf 36 Zoll. Diese zusätzlichen 12 Zoll sind nicht nur “mehr Metall”. Es ist mehr Hebelwirkung, die weiter von den mittleren Stützpunkten entfernt wirkt, was das Biegemoment in der Mitte erhöht. Das Zentrum wird zur Schwachstelle, weil es der am weitesten von der strukturellen Verstärkung an den Enden entfernte Punkt ist.
Darum kann sich eine 24-Zoll-Abkantbank, die aus einem ½-Zoll dicken Blatt besteht, innerhalb ihrer Breite unglaublich stark anfühlen. Kürzere Spannweite. Geringeres Biegemoment am Mittelpunkt. Weniger kumuliertes Drehmoment entlang der Scharnierlinie.
Längere Abkantbank. Gleich dickes Blatt. Mehr Durchbiegung. Das Chassis wurde nicht proportional tiefer oder dicker – es wurde nur gestreckt.
Breite belastet also die Struktur. Stärke belastet die Kraft pro Zoll. Kombinierst du beides bis zur vollen Nennleistung, balancierst du am strukturellen Limit des Werkzeugs.
Wenn eine Abkantpresse so nah an ihrer strukturellen Obergrenze arbeitet, ist es oft effizienter, die Formstrategie zu ändern, anstatt den Rahmen stärker zu belasten. Bei Großradius-Biegungen, Zylindern oder breiten Paneelen nahe der Blechdicken-Grenzen kann ein CNC-Blechwalzsystem die Kraft schrittweise verteilen, anstatt sie entlang einer einzelnen Scharnierlinie zu konzentrieren. Lösungen wie die CNC-Blechwalzmaschine von CN-HAWE integrieren eine vollständig CNC-basierte Steuerung in ein umfassendes Blechbearbeitungs-Automatisierungsportfolio und ermöglichen reproduzierbares Radiusbiegen mit geringerer Spitzenbelastung einzelner Strukturteile – oft ein stabilerer Weg, wenn Breite und Dicke sich gegenseitig verstärken.
Und das gilt immer noch unter der Annahme von Baustahl.
Ich habe gesehen, wie eine 30-Zoll-Abkantpresse, die für 1,6-mm-Baustahl ausgelegt war, nach einem einzigen enthusiastischen Versuch, 1,6-mm-304-Edelstahl bei 24 Zoll Breite zu biegen, eine dauerhafte, lächelnde Verformung in ihrem Blatt hinterlassen hat.
Gleiche Dicke. Ein völlig anderes Material.
Baustahl hat eine Streckgrenze von etwa 36.000 psi. Austenitischer Edelstahl wie 304 hat eine wesentlich höhere Streckgrenze und verfestigt sich beim Biegen. Das bedeutet, dass die Kraft, die erforderlich ist, um ihn über die elastische Verformung hinaus in die plastische Verformung zu bringen — wo er dauerhaft gebogen bleibt — erheblich größer ist. Und er federt stärker zurück.
Also zieht der Bediener den Hebel weiter nach unten, um zu kompensieren. Hält ihn länger. Vielleicht wippt er sogar ein wenig. Jetzt wird nicht nur die Bewertung für Baustahl erreicht — sie wird in Bezug auf Kraft und erforderlichen Überbiegewinkel überschritten.
Was im Inneren der Abkantpresse tatsächlich passiert, ist einfach: Das Blatt biegt sich stärker, bevor der Edelstahl nachgibt. Die Spannleiste erfährt eine höhere Zugbelastung. Die Scharnierstifte tragen mehr Scherbelastung. Wenn die Abkantpresse bereits bei 1,6-mm-Baustahl über die gesamte Breite nahe ihrer elastischen Grenze war, überschreitet Edelstahl diese Schwelle und führt zu einer bleibenden Verformung.
Der Physik ist es egal, dass die Dickenangabe dieselbe ist.
Und hier ist die unbequeme Wahrheit: Keine Verstärkung der Werkbank behebt ein Blatt, das für hochfeste Werkstoffe unterdimensioniert ist. Die Befestigung behebt die Torsionsverformung. Sie verändert jedoch nicht das Widerstandsmoment — den geometrischen Widerstand dieser Blattplatte gegen Biegung.
Wenn man also eine 24-Zoll- und eine 36-Zoll-Abkantpresse vergleicht, betrachtet man nicht nur die Länge. Man achtet auf:
Denn sobald die Befestigung keine Kraft mehr stiehlt, wird die Geometrie der Presse selbst zur Grenze.
Kaufempfehlung, wenn:
Nicht kaufen, wenn:
Wie wählt man also tatsächlich?
Sie hören auf, nach “Kapazität” zu suchen, und beginnen, nach Spannweite zu suchen.
Wenn 70 Prozent Ihrer Arbeit aus 18-Gauge-Baustahl mit einer Breite von 20 Zoll bestehen, ist eine 36-Zoll-Abkantpresse kein Upgrade. Es ist ein längerer Hebel, der gegen dasselbe dicke Biegeblatt, dieselben Scharnierstifte, dieselbe 3/8-Zoll-Spannleiste kämpft – nur gestreckt. Die zusätzlichen 12 Zoll sehen nach Freiheit aus. Strukturell sind sie jedoch ein Nachteil, wenn sich das Widerstandsmoment nicht entsprechend vergrößert.
Stellen Sie sich diese Geräte wie nackte Lkw-Rahmen vor. Eine 12-Fuß-Ladefläche, die aus demselben C-Profil besteht wie eine 8-Fuß-Version, kann nicht magisch mehr transportieren, nur weil sie länger ist. Sie verwindet sich früher.
Das ist die Betrachtungsweise.
Zwischen einer 36-Zoll-Harbor-Freight und einer 24-Zoll-Vevor gewinnt die kürzere Spannweite bei der reinen Steifigkeit jedes Mal, noch bevor Sie den ersten Lichtbogen ziehen. Die Frage ist nicht, welche Marke “stärker” ist. Es geht darum, welches Chassis die beste Ausgangsgeometrie für die tatsächlichen Belastungen bietet – und welches reagiert, wenn Sie eine Verstärkung einschweißen.
Weil keine von ihnen fertige Werkzeuge sind. Sie sind Rohlinge.
Die 30-Zoll-Harbor-Freight ist der Sweet Spot in dieser Reihe.
Gleiche Grundarchitektur wie die 36-Zoll-Version – Schraub-Spannleiste, gelenktes Biegeblatt, Baustahlkonstruktion – aber mit sechs Zoll weniger, die in der Mitte durchbiegen wollen. Wenn das Biegeblatt etwa 3/8-Zoll-Blech ist und die Spannleiste ähnlich, reduziert diese kürzere Spannweite allein die Durchbiegung in der Mitte unter derselben Last pro Zoll drastisch. Nicht theoretisch. Sichtbar.
Die 36-Zoll-Version ist kein Ausschuss. Sie ist nur ehrlich in Bezug auf die Physik. Unmontiert auf einer Kiste wirken sie weich über 18-Gauge hinaus, weil sich die gesamte Struktur bewegt – Basis, Ständer, Biegeblatt. Schrauben Sie sie auf einen Rahmen aus 2×3-Zoll-Rechteckrohrwand mit 1/4 Zoll Wandstärke, der 200 Pfund wiegt, und die Sache sieht anders aus. Schweißen Sie einen Flachstahlverstärker 1/4×2 Zoll entlang der Rückseite des Biegeblatts, alle 2 Zoll punktgeschweißt, und die Durchbiegung in der Mitte sinkt erneut.
Jetzt ist es ein Chassis, auf dem sich aufbauen lässt.
Aber hier liegt der Haken: Die 36-Zoll-Version ergibt nur Sinn, wenn Sie regelmäßig Teile mit über 30 Zoll Breite bearbeiten müssen. Wenn Ihre “breiten Arbeiten” zweimal im Jahr vorkommen, zahlen Sie bei jeder einzelnen Biegung eine Steifigkeitsstrafe für eine Fähigkeit, die Sie kaum nutzen. Die 30-Zoll-Einheit, verstärkt und an etwas befestigt, das sie im Verhältnis drei zu eins überwiegt, wird sich bei 24-Zoll-Arbeiten fester anfühlen als das längere Geschwistermodell je wird.
Und Festigkeit fühlt sich an wie Kraft.
Die Harbor-Freight-Plattform übersteht also reale Fertigung, wenn Sie sie wie Baustahl und nicht wie Möbel behandeln. Das Grundgerüst ist einfach, zugänglich, schweißbar. Das zählt. Und genau das macht die kompakte Vevor zu einem interessanten Gegenangriff.
Kürzere Spannweite ist ein Vorteil. Punkt.
Eine 24-Zoll-Abkantbank mit einem 1/2-Zoll-dicken Schenkel blamiert eine 36-Zoll-Abkantbank mit einem 3/8-Zoll-Schenkel bei allem, was unter zwei Fuß breit ist. Weniger Biegemoment in der Mitte. Weniger kumulative Spannkraft. Weniger Drama.
Das ist Geometrie, die dir ausnahmsweise einen Gefallen tut.
Aber kompakt hat zwei Seiten. Einige der importierten 24-Zoll-Kasten- und Schwenkbiegemaschinen haben enge Abstände zwischen den oberen Fingern und der Biegedie. Auf dem Papier für 20-Gauge-Weichstahl ausgelegt. In der Praxis kämpft dickeres Material schon um Platz, bevor du überhaupt volle Kraft anlegst. Und viele dieser Schenkel und Finger bestehen nicht aus gehärtetem Werkzeugstahl – es ist brauchbarer Weichstahl, der sich verformt, wenn du ihn wie eine Pressbiegemaschine behandelst.
Also ja, die Standfläche ist ein Steifigkeitsmerkmal. Sie reduziert Verformung von Natur aus.
Aber sie kann auch zu einer harten Grenze werden. Wenn die Finger sich durchbiegen oder der Nasenradius aufpilzt, weil der Stahl nicht wärmebehandelt ist, hilft keine Werkbankmontage der Welt. Du kannst eine Struktur versteifen. Du kannst aber keine Materialeigenschaften vortäuschen.
Das bedeutet, die Vevor 24 ist am stärksten, wenn du ihre Grenzen respektierst: unter 18-Gauge-Weichstahl, volle Breite, auf etwas Solidem montiert. Innerhalb dieses Rahmens fühlt sie sich robust an. Außerhalb davon stößt du schnell an die metallurgische Grenze.
Und dann kommt der Arbeitsablauf ins Spiel.
Die Struktur allein bestimmt nicht, ob eine Abkantbank echte Fertigung überlebt.
Die Zeit tut es.
Die Schraubspanner von Harbor Freight sind einfache Gewindestangen mit Muttern. Sie erzeugen eine enorme Spannkraft, weil die Gewindesteigung das Drehmoment effizient in lineare Last umwandelt. Das ist gut, um 16-Gauge über 24 Zoll ohne Rutschen zu halten. Es ist schlecht, wenn du zehnmal am Tag zwischen 20-Gauge und 14-Gauge wechselst und jedes Mal zwei Schraubenschlüssel und ein Maßband brauchst, um die Höhe neu einzustellen.
Unter hoher Belastung gewinnen Schraubspanner bei der reinen Spannkraft. Bei Wiederholarbeit verlieren sie an Produktivität.
Nockenverschlusssysteme – wenn ordentlich gebaut – tauschen etwas maximale Kraft gegen Geschwindigkeit und Wiederholgenauigkeit. Umlegen, biegen, lösen. Aber billige Nocken können sich durchbiegen oder abnutzen, besonders wenn die Nockenflächen nicht gehärtet sind. Dann ist deine Spannkraft nicht gleichmäßig über 24 Zoll verteilt, und eine Seite fängt an zu rutschen, bevor die andere es tut. Diese Uneinheitlichkeit zeigt sich in konischen Biegungen und wandernden Winkeln.
Welche hält also durch?
Wenn du Einzelhalterungen aus 16-Gauge-Weichstahl bei 22 Zoll Breite herstellst, überlebt eine festgeschraubte Harbor-Freight-Abkantbank mit einer 3/8-Zoll-Plattenbank und verstärktem Schenkel jedes Mal ein leichtes Nockensystem. Wenn du Serien in dünnerem Material biegst, hält die schnellere Spannvorrichtung dich – und das Werkzeug – davon ab, durch ständiges Überdrehen überbeansprucht zu werden.
Denn manchmal ist das Versagen nicht das Nachgeben des Stahls.
Es ist der Bediener, der härter anzieht, um einen langsamen Arbeitsablauf auszugleichen.
Und hier entsteht die eigentliche Entscheidung: Wähle die kürzeste Spannweite, die 80 Prozent deiner Arbeit abdeckt, stelle sicher, dass Schenkeldicke und Scharnierdurchmesser zu deiner Zielblechstärke passen, und entscheide dann, ob du rohe Gewindekraft oder schnellere Nocken willst. Das Markenzeichen ist weniger wichtig als die Geometrie und der Mechanismus.
Wenn Sie regelmäßig wiederkehrende Teile, enge Toleranzen oder größere Stückzahlen bearbeiten, bei denen die Diskussion über Spannsysteme langsam zum Engpass wird, könnte es an der Zeit sein, ganz auf manuelle Abkantpressen zu verzichten. Eine CNC-Biegezellenlösung wie die CN-HAWE Biegeanlage verlagert den Schwerpunkt von mechanischer Hebelwirkung zu programmierbarer Präzision – automatisiert das Spannen, die Reihenfolge und die Winkeleinstellung, um Konsistenz, Durchsatz und Bedienereffizienz zu verbessern. Anstatt sich zwischen Gewinden und Nocken zu entscheiden, investieren Sie in Geometrie, Automatisierung und Wiederholgenauigkeit, die für Produktionsumgebungen ausgelegt sind.
Da das Produktportfolio von CN‑HAWE CNC‑basiert (100%) ist und Hochleistungsszenarien beim Laserschneiden, Biegen, Rillen und Scheren abdeckt, für Teams, die hier praktische Optionen bewerten, Stanz- und Schermaschine ist der nächste relevante Schritt.
Kaufempfehlung, wenn:
Nicht kaufen, wenn:
Sie haben eine Doppelgarage, eine 24 Zoll tiefe Werkbank aus 2×4 Zoll Holz und 3/4 Zoll Sperrholz, und Sie biegen hauptsächlich 18-Gauge-Weichstahlwinkel mit 20–22 Zoll Breite, gelegentlich auch eine 16-Gauge-Kante für eine Unterfahrschutzplatte. Der Platz ist knapp. Das Budget noch knapper. Was kaufen Sie also tatsächlich – und wie richten Sie es ein, damit es sich nicht wie eine Getränkedose anfühlt?
Beginnen Sie mit der kürzesten Spannweite, die 80 Prozent Ihrer Arbeit abdeckt. Wenn das unter 24 Zoll liegt, ist eine 24-Zoll-Abkantpresse mit mindestens 3/8 Zoll dickem Biegeblatt (1/2 Zoll ist besser) das richtige Grundgestell. Wenn Sie regelmäßig 28–30 Zoll erreichen, greifen Sie zur 30-Zoll-Version – akzeptieren Sie aber, dass Sie sie verstärken müssen. Beide Varianten werden an einen Rahmen geschraubt, nicht genagelt, und zwar aus 2×3-Zoll-Rechteckrohr mit 1/4-Zoll-Wandstärke, verbunden mit einer Basis, die mindestens dreimal so schwer ist wie die Abkantpresse selbst. Wenn Ihre 30-Zoll-Abkantpresse nicht an etwas befestigt ist, das mindestens das Dreifache wiegt, biegen Sie keinen Stahl.
Das ist die Grundlage.
Die eigentliche Veränderung – der Teil, der eine “Light-Duty”-Presse wie das Doppelte ihres Preises wirken lässt – findet am Biegeblatt und an der Spannleiste statt. Denn sobald die Werkbank nicht mehr verdreht, meldet sich das nächste schwache Glied.
Stellen Sie sich das Biegeblatt ausgebaut, auf dem Schweißtisch umgedreht vor. Die meisten günstigen Abkantpressen mit 24–30 Zoll verwenden ein Biegeblatt von etwa 3/8 Zoll Dicke und vielleicht 2–2,5 Zoll Höhe. Über 30 Zoll Länge ergibt das einen langen, dünnen Balken. Unter Last dreht er sich nicht nur am Scharnier – er biegt sich in der Mitte durch.
Diese Durchbiegung verwandelt Ihren 90-Grad-Winkel in der Mitte in 83 Grad.
Ich habe das Problem genauso behoben, wie man eine Anhängerdeichsel versteifen würde: durch Erhöhung der Profilhöhe. Ein 2 Zoll × 2 Zoll × 1/4 Zoll Winkeleisen, auf eine Länge geschnitten, die 1/4 Zoll kürzer ist als das Biegeblatt, und entlang der Rückseite des Blattes im Abstand von 2 Zoll mit 1 Zoll langen Heftpunkten verschweißt – senkrechter Schenkel nach unten, waagrechter Schenkel bündig mit dem Blatt. Heftpunkte abwechselnd auf beiden Seiten, um die Wärme zu kontrollieren. Keine durchgehende Naht, es sei denn, Sie mögen verzogenes Stahlblech.
Die Veränderung ist keine Magie. Es handelt sich um den Flächenträgheitsmoment – der Widerstand gegen Durchbiegung steigt drastisch mit der Höhe. Durch das Hinzufügen des 2-Zoll-Schenkels haben Sie aus einer flachen Leiste ein flaches Fachwerk gemacht. Die neutrale Achse verschiebt sich. Die Durchbiegung sinkt. Bei einer 30-Zoll-Abkantpresse, die vorher bei 16-Gauge eine sichtbare Durchbiegung in der Mitte zeigte, ist der Unterschied beim ersten vollen Biegen sofort sichtbar – der Winkel stimmt über die Breite hinweg auf ein Grad genau.
Aber hier machen viele es kaputt: Sie schweißen direkt bis an die Scharnierblöcke heran oder lassen Schweißspritzer in die Scharniergelenke geraten. Dann klemmt das Scharnier, und sie drehen stärker dagegen. So werden Fachwerkstäbe überzogen und Gestelle dauerhaft verzogen. Lassen Sie mindestens 1 Zoll Abstand zu jedem Scharnierblock. Nach dem Schweißen den Biegebalken über den gesamten Hub bewegen, bevor er wieder eingebaut wird. Er sollte sich unter seinem eigenen Gewicht absenken.
Wenn das Scharnier steifer geworden ist, hast du keine Schwerlast-Biegebank gebaut. Du hast einen Brecheisen gebaut.
Und das Versteifen des Biegeschenkels behebt nur die halbe Krümmung, weil sich auch die Klemmleiste durchbiegt.
Nimm eine Richtkante und lege sie über die Klemmleiste einer typischen 30-Zoll-Importbiegebank. Zieh die werkseitigen Schrauben für ein 16-Gauge-Blech über die volle Breite fest. Schau dir nun den Spalt in der Mitte an, bevor du den Biegeschenkel überhaupt bewegst. Du wirst oft ein paar Tausendstel eines Spaltes sehen.
Dieser Spalt wird zu Schlupf.
Schlupf wird zu einem abgerundeten Biegeradius und einem wandernden Winkel.
Die einfache Lösung — und ich meine wirklich einfach wie $20 — sind zwei 6-Zoll-geschmiedete C-Klemmen, die für reale Lasten ausgelegt sind, nicht aus gegossenem Zinkdruckguss. Platziere sie 4–6 Zoll von jedem Ende entfernt direkt über der Materiallinie und zieh sie an, nachdem du die werkseitigen Schrauben festgesetzt hast. Du verwandelst eine Zwei-Punkt-Klemmung in ein Vier-Punkt-System. Der Hub in der Mitte verringert sich sofort.
Ich habe Biegebänke gemessen, die sich vorher in der Mitte unter Last um 0,040 Zoll sichtbar hoben und nach dem Anbringen der Zusatzklemmen kaum noch Bewegung zeigten. Ist es elegant? Nein. Ist es effektiv? Absolut.
Kombinierst du das nun mit dem Winkeleisen-Fachwerk am Biegeschenkel, beginnt die Maschine, kohärent statt schlapp zu wirken. Aber hier lauert ebenfalls eine Falle. Ziehst du die C-Klemmen zu stark an, wölbst du die Klemmleiste, besonders wenn sie aus weichem Stahl und unter einem Zoll dick ist. Dann jagst du die Ausrichtung mit Unterlegscheiben und Fühlerlehren hinterher, als würdest du eine Abkantpresse neu aufbauen.
Festziehen, nicht zerquetschen. Denk an kontrollierte Vorspannung, nicht an rohe Gewalt.
Und selbst mit einem verstrebten Biegeschenkel und einer verstärkten Klemmung bewegst du dich immer noch innerhalb der Physik von weichem Stahl und Scharnierdurchmesser. Das wirft die Frage auf: Kannst du sicher über die angegebene Blechstärke hinausgehen?
Angenommen, deine 24-Zoll-Biegebank arbeitet realistisch gut mit 18-Gauge-Weichstahl über volle Breite, aber du brauchst ein paar 16-Gauge-Kanten bei 20 Zoll. Du spürst, wie die Maschine arbeitet. Die Griffkraft steigt. Der Rahmen antwortet.
Ein kontrollierter Trick ist das Vorritzen — nicht Durchschneiden, sondern das Einbringen einer flachen V-Nut entlang der Biegelinie mit einer Trennscheibe auf etwa 25–30 % der Materialstärke. Bei 16-Gauge (ungefähr 0,060 Zoll dick) bedeutet das eine Nut von etwa 0,015–0,020 Zoll Tiefe. Du reduzierst den effektiven Querschnitt an der Biegestelle und senkst damit die erforderliche Kraft.
Da das Produktportfolio von CN‑HAWE CNC‑basiert (100%) ist und Hochleistungsszenarien beim Laserschneiden, Biegen, Rillen und Scheren abdeckt, für Teams, die hier praktische Optionen bewerten, V-Nutmaschine ist der nächste relevante Schritt.
Wenn du häufig vorritzen musst, nur um im Wohlfühlbereich der Biegebank zu bleiben, ist das meist ein Zeichen, dass die Kantenbearbeitung vorgelagert mit spezieller Ausrüstung erfolgen sollte. Eine CNC-basierte Lösung wie CN-HAWE Schermaschinenlösungen liefert gerade, wiederholgenaue Schnitte mit kontrollierter Kantenqualität, reduziert den Bedarf an manuellen Ritz-Tricks und verbessert die Biegekonstanz bei stärkeren Blechen. In der Produktion verringert die Trennung von präzisem Scheren und Biegen nicht nur die Belastung der Biegebank, sondern erhöht auch den Durchsatz und die Maßhaltigkeit über mehrere Chargen hinweg.
Dies gilt nicht für Strukturteile, die Zuglast über die Biegung aufnehmen. Es ist gedacht für Halterungen, Abdeckungen, unkritische Flansche.
Eine weitere Methode ist lokale Erwärmung mit einer kleinen Autogenbrennerspitze oder Induktionserwärmung, wodurch die Biegelinie auf ein mattes Rot gebracht wird, bevor geformt wird. Du senkst die Streckgrenze vorübergehend. Die Biegebank erfährt weniger Widerstand. Der Biegeschenkel und die Scharniere halten länger durch.
Da das Produktportfolio von CN‑HAWE CNC‑basiert (100%) ist und Hochleistungsszenarien beim Laserschneiden, Biegen, Rillen und Scheren abdeckt, für Teams, die hier praktische Optionen bewerten, Laserschneidmaschine ist der nächste relevante Schritt.
Da das Produktportfolio von CN‑HAWE CNC‑basiert (100%) ist und Hochleistungsszenarien beim Laserschneiden, Biegen, Rillen und Scheren abdeckt, für Teams, die hier praktische Optionen bewerten, Laser-Schweißmaschine ist der nächste relevante Schritt.
Aber Hitze verändert die Metallurgie. Vorgekerbte Linien konzentrieren Spannungen. Beides sind berechnete Tricks, keine täglichen Arbeitsabläufe.
Und hier ist die entscheidende Grenze: Wenn du das jede Woche tun musst, hast du ein zu kleines Chassis gekauft. Verstärkungen lassen eine leichte Abkantpresse sich innerhalb vernünftiger Grenzen wie eine schwerere verhalten. Sie verwandeln jedoch kein 3/8-Zoll-Blechstahl in 3/4-Zoll-Werkzeugstahl oder 1/2-Zoll-Scharnierstifte in 1-Zoll-Wellen.
Wenn deine Arbeitslast über gelegentliche schwere Biegungen hinaus in wiederholte Produktion, dickeres Material oder breitere Teile übergegangen ist, ist es Zeit, nach Geräten zu suchen, die für diesen Arbeitszyklus ausgelegt sind. CN-HAWEs CNC-basiertes 100%-Portfolio umfasst hochwertige Biegesysteme und integrierte Blechbearbeitungslösungen, die für anspruchsvolle industrielle Anwendungen entwickelt wurden. Du kannst Kontaktieren Sie CN-HAWE Spezifikationen besprechen, ein Angebot anfordern oder bewerten, welche Abkantpressenkonfiguration tatsächlich zu deinem Material-, Breiten- und Durchsatzbedarf passt.
Angesichts dessen, dass das Produktportfolio von CN‑HAWE CNC‑basiert auf 100% ist und hochwertige Einsatzszenarien in den Bereichen Laserschneiden, Biegen, Nuten und Scheren abdeckt, für Leser, die detaillierte Materialien wünschen, Broschüren ist eine nützliche Anschlussressource.
Es gibt kluge Überkonstruktionen – Winkeleisen-Fachwerke, Hilfsklammern, eine Basis aus Rohr mit 1/4-Zoll-Wandstärke – und dann gibt es den Versuch, ein Go-Kart-Rahmen eine Muldenkipper-Ladung ziehen zu lassen.
Kaufempfehlung, wenn:
Nicht kaufen, wenn:
Behandle die Presse wie ein nacktes Chassis. Verstärke sie dort, wo die Last verläuft. Respektiere das Scharnier und die Metallurgie. Tust du das, verliert das Etikett “Budget” seine Bedeutung als „schwach“ und beginnt, „unfertig“ zu bedeuten.
Ab wann hört Verstärkung auf, klug zu sein, und wird zur Verleugnung?
Hier ist der Rahmen, den ich benutze: Wenn der Stahl, den du biegst, mehr Kraft erfordert, als Scharnierstifte, Blattdicke und Drehpunktgeometrie je tragen sollten – dann ändert keine Menge 2x2x1/4-Zoll-Winkeleisen oder 2×3-Zoll-Rohr mit 1/4-Zoll-Wandstärke unter der Basis etwas daran. Das Versteifen des Chassis reduziert die Durchbiegung. Es vergrößert jedoch nicht den Scharnierdurchmesser, verbessert nicht die Drehpunktmetallurgie und verwandelt keine 3/8-Zoll-Seitenplatten in 3/4-Zoll-brenngeschnittene Wangen. Sobald du Zeit darauf verwendest, den Lastpfad im Scharnier statt um es herum zu verändern, hast du den Übergang von kluger Verstärkung zu Maschinenneukonstruktion überschritten.
Und die Neukonstruktion eines $400-Rohlings ist die Art und Weise, wie du versehentlich einen $1,200-Kompromiss baust.
Also, wie weißt du, auf welcher Seite dieser Grenze du dich befindest?
Erste Frage: Welches Material, welche Dicke, welche Breite – jede Woche, nicht einmal im Monat?
Wenn Ihr Arbeitsbereich aus 16-Gauge-Weichstahl bei 24 Zoll oder weniger besteht, gelegentlich 14-Gauge bei 12 Zoll, und Sie hauptsächlich Halterungen und Gehäuse herstellen, wird eine verstärkte 30-Zoll-Abkantbank, die auf einem Sockel verschraubt ist, der dreimal so schwer ist wie sie selbst, dort zuverlässig arbeiten. Das ist ein definierter Arbeitszyklus. Sie raten nicht – Sie passen das Widerstandsmoment an die Arbeitslast an.
Zweite Frage: Wie oft arbeiten Sie bei 80–100 % der angegebenen Nennleistung?
Budgetbewertungen sind rote Linien, keine Reisedrehzahlen. Wenn Sie jeden Nachmittag über die volle Breite 16-Gauge auf einer 30-Zoll-Abkantbank biegen, erfährt der Scharnierstift zyklische Belastungen nahe der Streckgrenze. Metall ermüdet. Bohrungen werden oval. Die Wiederholgenauigkeit des Stempels – selbst bei einer manuellen Abkantbank – driftet. Industrielle Bewertungen legen aus gutem Grund großen Wert auf Wiederholbarkeit unter Last: Ermüdung kündigt sich nicht an, bis Ihre Winkel zu schwanken beginnen.
Wenn schwere Biegungen nur gelegentlich vorkommen, sind Verstärkungen sinnvoll. Wenn sie jedoch zur Routine gehören, fahren Sie ein Pendlerauto im roten Bereich.
Dritte Frage: Welche Toleranz ist in Ihrer Arbeit tatsächlich relevant?
Wenn ±1 Grad über 24 Zoll für Schweißrahmen ausreichend ist, erreichen Sie das mit einem Fachwerkträger und zusätzlicher Spannvorrichtung. Wenn Sie jedoch 0,05 mm Ebenheit über 1000 mm bei mittlerer Blechdicke anstreben, ist Durchbiegung nicht nur sichtbar – sie ist messbar im Vergleich zu einem Standard. Den Sichttest zu bestehen, ist nicht dasselbe wie einen geometrischen Test zu bestehen. Hier beginnen hydraulische Konstanz und Rahmenmasse – Dinge, die man später nicht einfach nachrüsten kann – eine Rolle zu spielen.
Wenn Sie diese drei Fragen ehrlich beantworten, wird die Frage nach der “falschen Wirtschaftlichkeit” klarer. Denn es geht jetzt nicht mehr um den Preis. Es geht um den Arbeitszyklus.
Damit kommen wir zur harten Grenze.
Die Grenze ist nicht erreicht, wenn sich der Rahmen durchbiegt. Das haben wir bereits weitgehend behoben.
Die Grenze ist erreicht, wenn dynamische Lastspitzen das übersteigen, was die Drehpunkte und Seitenwangen aufnehmen können. Die Biegekraft ist keine feste Zahl; sie steigt mit der Blechlänge und kann je nach Geschwindigkeit und Eingriff 25–40 % über die statischen Prognosen hinausgehen. Bei einer leichten Abkantbank geht dieser Stoß direkt in dünne Scharnierstifte und relativ dünne Seitenplatten. Sie können keine größeren Stifte anschweißen, ohne die Maschine komplett neu aufzubauen.
Das ist Physik, kein Markenhochmut.
Es gibt noch eine weitere Grenze: Prozesskontrolle. Die Walzrichtung beeinflusst das Rückfedern. Zwei Bleche aus demselben Stapel können sich nach dem Biegen unterschiedlich öffnen. In Produktionspressen messen optische Systeme den Winkel und korrigieren ihn in Echtzeit. Bei einer manuellen Abkantbank sind Ihre Unterarme und ein Winkelmesser die “Sensoren”. Für Halterungen ist das in Ordnung. Für Serienteile, bei denen sich ein halbes Grad über Baugruppen hinweg summiert, wird die reine Fertigkeit zur Engstelle.
Und dann gibt es noch die Ermüdung. Industrielle Käufer prüfen die Konsistenz des Hydraulikdrucks und die Wiederholgenauigkeit des Stempels, da Rahmen im Laufe der Zeit 20–30 % ihrer Leistung verlieren. Bei einer preiswerten Handabkantbank zeigt sich der Verschleiß als Spiel in den Drehpunkten und als Ungleichmäßigkeit über die Spannweite. Sobald Bohrungen sich verlängern, müssen Sie ausbuchsen oder mit dem Drift leben.
Wenn du gerade kundenspezifische Scharnierstifte berechnest, Seitenplatten aus 1/2-Zoll-1045 fräst und Drehpunkte neu buchst, hör auf. Du verstärkst kein Fahrgestell mehr – du baust eine neue Maschine um ein billiges Emblem herum.
Das ist der Moment, aufzusteigen.
Hier ist die Perspektive, die du beibehalten solltest: Eine Budget-Abkantpresse ist keine kleinere Version einer Industrie-Abkantpresse. Sie ist ein nacktes Fahrgestell.
Ein Fahrgestell braucht drei Dinge, um Lasten zu tragen: einen steifen Rahmen, ein Fundament, das sich nicht verdreht, und Belastungen innerhalb der Achslast. Übertragen auf Stahl heißt das: ein 2x2x1/4-Zoll-Winkelträger auf dem Blatt, eine Basis aus 2×3-Zoll- oder 2×4-Zoll-Rechteckrohr mit 1/4-Zoll-Wand, durchgeschraubt auf Beton, zusätzliche Klemmung, wo sich die Mitte anheben will, und Arbeit, die bequem unterhalb der Ermüdungsgrenze des Scharniers bleibt.
Wenn deine Werkstattrealität 18–16 Gauge Baustahl, durchschnittlich 24-Zoll-Biegungen, kurze Serien und Toleranzen umfasst, die ein gewisses Maß an Abweichung zulassen, dann wird dieses verstärkte Grundmodell zu einem zuverlässigen Arbeitstier. Nicht, weil es magisch stärker wäre – sondern weil du Struktur, Physik und Arbeitslast in Einklang gebracht hast.
Wenn deine Realität tägliche Vollbreitenarbeiten in 14-Gauge, Edelstahl mit Eigenwillen, enge Winkeltoleranzen und Produktionsvolumen bedeutet, bei denen Wiederholbarkeit das A und O ist, dann kaufst du keine Stärke. Du kaufst Masse, Scharnierdurchmesser, hydraulische Konstanz und von Anfang an entwickelte Ermüdungslebensdauer.
Das ist der nicht offensichtliche Teil: Das intelligente Upgrade hängt nicht davon ab, wie viel Stahl du an die Presse schweißt. Es hängt davon ab, ob deine Arbeitslast in die unveränderten Teile passt – die Scharniere, die Seitenplatten, die Geometrie, die du nicht neu entworfen hast.
Behandle das Werkzeug wie ein Fahrgestell. Verstärke die Lastpfade, die du erreichen kannst. Respektiere die, die du nicht kannst.
Kaufempfehlung, wenn:
Nicht kaufen, wenn:


















