

شاهدت مكبح طاولة بطول 30 بوصة يحاول ثني فولاذ معتدل بسماكة 16‑عيار وعرض 24 بوصة. نزل المقبض للأسفل، وتفلّتت أرجل الطاولة، وزحف التجميع بأكمله ثلاث بوصات عبر الخرسانة. أقسم المالك أن الفولاذ المصنع كان رديئًا.
لم يكن المكبح هو الذي كان يطوى. كانت طاولة العمل هي التي كانت تفعل ذلك.
ذلك هو الفارق الذي لا يسده معظم الناس قبل أن يعرضوا الأداة للبيع.
يبلغ وزن مكبح استيراد نموذجي بطول 30 بوصة حوالي 70–90 رطلاً. رأيتُها موضوعة على طاولة صنوبر تزن 60 رطلاً، ومثبتة بمسمارين بحجم 3/8 بوصة وغسالات عريضة. ثم يطلب منها أحدهم أن تثني فولاذًا بسماكة 14‑عيار على عرض 20 بوصة. تلك ليست مشكلة في المادة. تلك قوة عزم تبحث عن أضعف نقطة.
تُباع هذه المكابح كمنتجات جاهزة. لكنها ليست كذلك. إنها هياكل عارية — تفتقر إلى العوارض العرضية والأساس. المصنع يمنحك ورقة التثبيت ومحاور المفصل فقط. أما بقية البنية فهي مسؤوليتك. إذا كان القاعدة يمكن أن تلتوي، فإنها ستلتوي. وعندما تلتوي، تذهب جودة الثني معها.
إذن عندما يخرج الثني مستديرًا بدلًا من أن يكون حادًا، ما الذي تحرك بالضبط؟
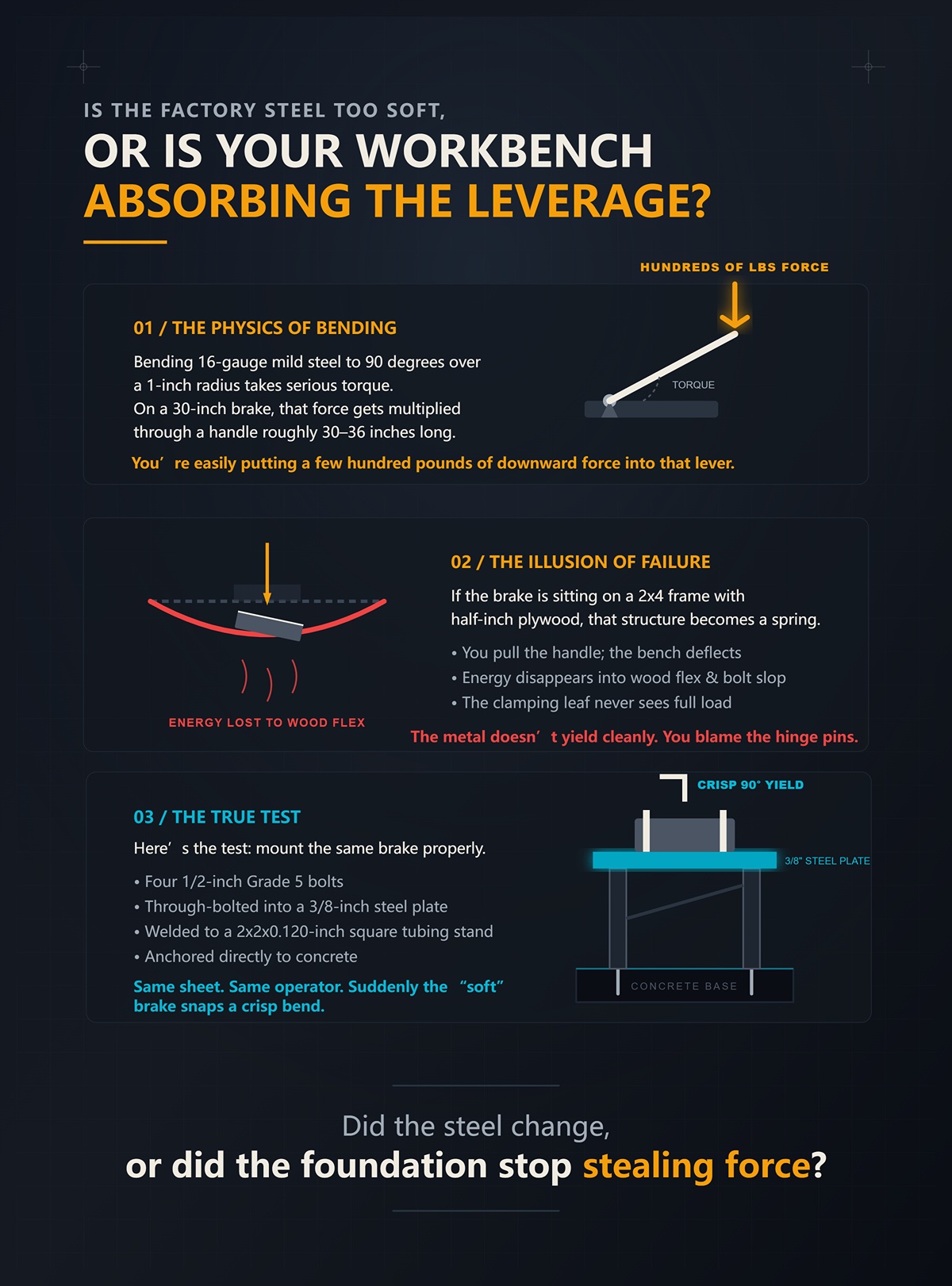
إن ثني فولاذ معتدل بسماكة 16‑عيار إلى زاوية 90 درجة فوق نصف قطر قدره بوصة واحدة يتطلب عزمًا جديًا. في مكبح بطول 30 بوصة، يتم تضخيم تلك القوة عبر مقبض طوله تقريبًا 30–36 بوصة. أنت تُدخل بسهولة بضع مئات من الأرطال من القوة نحو الأسفل عبر ذلك الذراع. الفيزياء لا تكترث أن المكبح كان في عرض التخفيضات.
إذا كان المكبح موضوعًا على هيكل من خشب 2×4 مغطى بخشب رقائقي بسماكة نصف بوصة، فإن تلك البنية تصبح نابضًا. تسحب المقبض؛ تنحني الطاولة؛ تختفي الطاقة في مرونة الخشب وفراغ البراغي. ورقة التثبيت لا تتلقى الحمولة الكاملة. المعدن لا يخضع للسحب النظيف. فتُلقي باللوم على محاور المفصل.
هذا هو الاختبار الذي أستخدمه: ركّب نفس المكبح بأربعة مسامير من درجة 5 بحجم 1/2 بوصة، تمر عبر صفيحة فولاذية بسماكة 3/8 بوصة، ملحومة على قاعدة مصنوعة من أنابيب مربعة الأضلاع مقاس 2x2x0.120 بوصة ومثبتة بالخرسانة. نفس الصفيحة. نفس العامل. فجأة يُنتج المكبح “اللين” انثناءً حادًّا نظيفًا.
هل تغيّر الفولاذ، أم أن الأساس توقف عن سرقة القوة؟
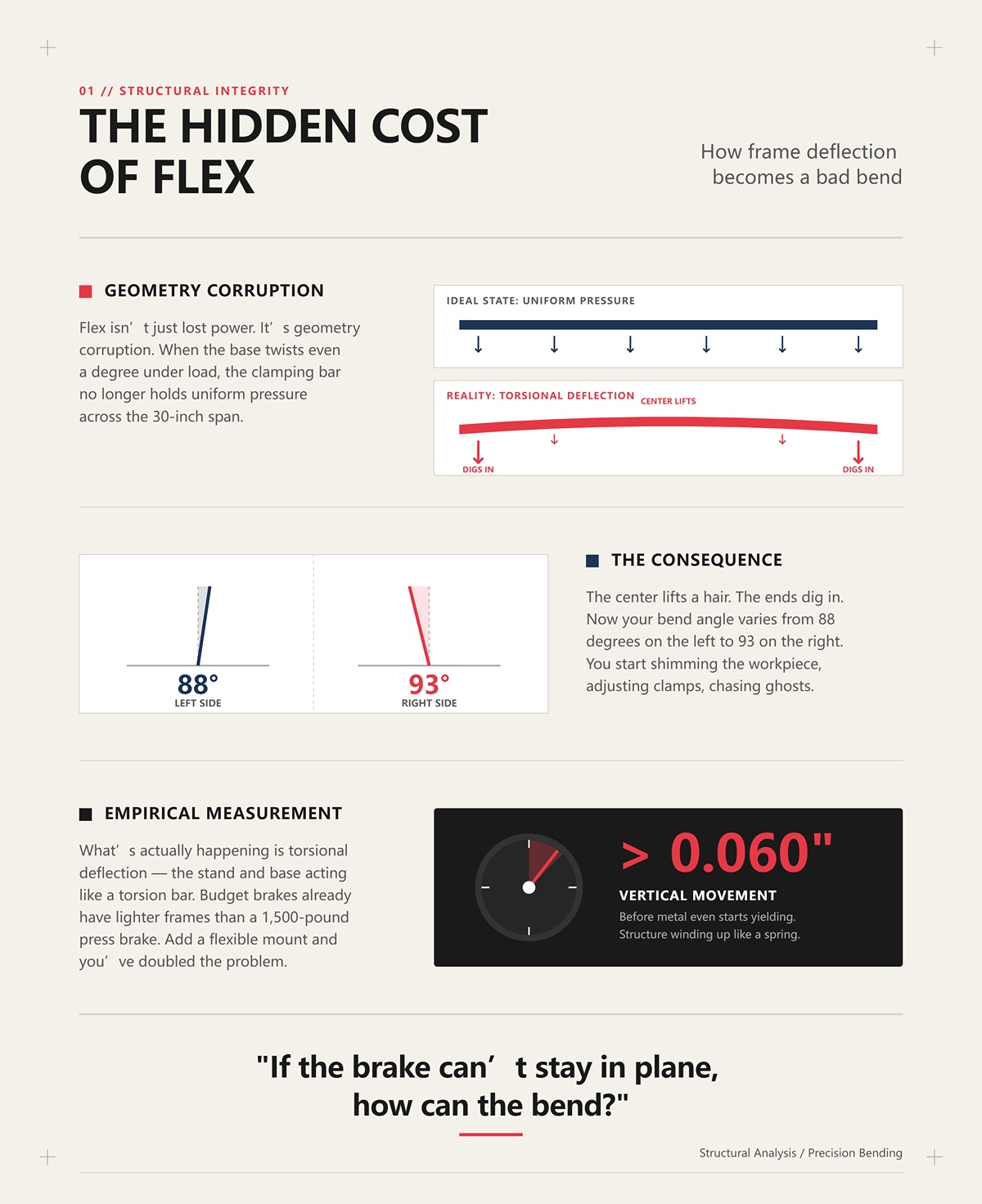
المرونة ليست فقدانًا للطاقة فحسب. بل هي تشويه في الهندسة.
عندما تلتوي القاعدة حتى ولو بدرجة واحدة تحت الحمل، لم يعد شريط التثبيت يمارس ضغطًا متجانسًا على امتداد 30 بوصة. يرتفع الوسط قليلًا. وتتعمق الأطراف. الآن تختلف زاوية الثني من 88 درجة في اليسار إلى 93 في اليمين. فتبدأ بتدعيم قطعة العمل، وضبط المشابك، ومطاردة الأشباح.
ما يحدث فعليًا هو انحراف التواء — الحامل والقاعدة يتصرفان مثل عمود التواء. مكابح الميزانية تمتلك في الأساس هياكل أخف من مكبح ضغط بوزن 1,500 رطل. أضف لها قاعدة مرنة وقد ضاعفت المشكلة.
لقد قست ذلك بطريقة بدائية: مؤشر تدريجي على مركز القاعدة، والمقبض مسحوب إلى أقصى حمولة. على طاولة هشة، رأيت أكثر من 0.060 بوصة من الحركة العمودية قبل أن يبدأ المعدن بالخضوع. تلك ليست فشلاً في المفصل. تلك بنية تلتف كالنابض.
إذا لم يستطع المكبح أن يبقى في المستوى، فكيف للبَضع أن يبقى كذلك؟

المذنب الأكبر ليس الفولاذ الرقيق. إنه الكسل.
البراغي اللولبية في الخشب ليست مثبتات هيكلية تحت الحمل الدوري. فالسنون تسحق الألياف، والثقوب تتمدد، وبعد بضعة عشرات من الانحناءات الثقيلة يظهر لديك تحرك دقيق لا يمكن رؤيته ولكن يمكن الشعور به بالكامل. يبدأ المكبح في “الارتخاء أثناء العمل”. الناس يسمون ذلك تآكلًا.
ثبّت بواسطة البراغي التي تمر خلال القطع. الحد الأدنى هو أدوات بمقياس 1/2 بوصة من الدرجة الخامسة مع غسالات صلبة، مشدودة بشكل صحيح. والأفضل من ذلك، ضع قاعدة المكبح بين صفائح دعم فولاذية بسماكة 1/4 بوصة حتى لا يتحمل الصب الضغط عند نقاط مركزة. ثبّت الحامل على شيء أثقل من المكبح نفسه. البلاطة الخرسانية تفوز. الحامل الملحوم بوزن 300 رطل هو الخيار الثاني الأفضل.
إذا لم يكن مكبحك الذي يبلغ عرضه 30 بوصة مثبتًا في جسم أثقل منه بثلاثة أضعاف، فأنت لا تثني الفولاذ. أنت تثني أثاث ورشتك.
وعندما لا تكون عملية التثبيت هي نقطة الضعف بعد الآن، تظهر مسألة جديدة: ماذا يحدث عندما تصبح الفتحة البالغ طولها 30 بوصة في المكبح هي النابض نفسه؟
اشترِ إذا:
تجنب إذا:
لقد ثبّتُّ مكبحًا بنش بعرض 36 بوصة على حامل وزنه 320 رطلاً مصنوع من أنابيب مربعة بجدار سماكة 0.120 بوصة بقياس 2×2، ومدعّم عند الزوايا، ومثبت بمرابط إسفينية 1/2 بوصة في بلاطة بسماكة 4 بوصات. لا يوجد انحناء في المنضدة. لا يوجد ارتخاء في البراغي. ثم أدخلت فيه فولاذًا طريًا بسماكة 16 مقياس، بعرض كامل 36 بوصة.
لقد ثناه. من الناحية التقنية.
نزل المقبض بقوة، وانحنت الورقة قليلًا في المنتصف، وبلغ قياس الثني النهائي 90 درجة عند الطرفين و86 في الوسط. نفس الصفيحة عند قصها بعرض 28 بوصة انثنت بزاوية نظيفة قدرها 90 درجة عبر المدى وبجهد أقل بشكل ملحوظ.
لا شيء في التثبيت تغير. فقط العرض.
تلك هي اللحظة التي تتوقف فيها عن لوم المصنع وتبدأ بحساب الرياضيات.
تتصرف ورقة مكبح تشكيل المعادن مثل عارضة تحت الحمل. الانحراف في العارضة لا يزداد خطيًا مع الامتداد — بل ينمو بسرعة. مضاعفة الطول غير المدعوم لا تضاعف الانحراف؛ بل تزيده عدة مرات لأن صلابة الانحناء ترتبط بمكعب السماكة، والحمولة موزعة على كامل الامتداد. ورقة بطول 36 بوصة مصنوعة من صفيحة فولاذية عادية بسماكة 3/8 بوصة ليست أقوى بنسبة 50 بالمائة من ورقة بطول 24 بوصة لمجرد أنها أطول. بل هي معرضة بشكل كبير لترهل المركز تحت نفس السماكة وعلى عرض كامل.
لهذا السبب يشعر المكبح الأقصر غالبًا بأنه أقوى.
خذ مكبحًا بطول 36 بوصة ومصنفًا للفولاذ الطري بسماكة 16 قياسًا. يعني الكتالوج أن 16 قياسًا على عرض 36 بوصة هو الحمل الأقصى قبل حدوث تشوه دائم أو انحراف غير مقبول. هذا هو الحد الأحمر.
يتعامل معظم الناس معه كما لو كان سرعة الانطلاق.
على نفس الإعداد المثبت، قمت بثني فولاذ بسماكة 16 قياسًا على عرض 30 بوصة — أي ما يقارب 83 بالمائة من العرض المصنّف. انخفضت قوة المقبض بشكل ملحوظ. وقد انخفض الانحراف في المركز، المقاس باستخدام مؤشر قرصي على حافة الورقة، من حوالي 0.040 بوصة عند العرض الكامل إلى أقل من 0.015 بوصة. أصبح اتساق الانثناء أكثر دقة.
لم يحدث أي شيء سحري عند عرض 30 بوصة. إن المكبح فقط خرج من سقف مرونته المريحة ودخل إلى منطقة العمل.
مصنّعو مكابح الضغط صادقون بطريقة ينسى بها المشترون مكابح المنضدة ذلك: إن تصنيفًا مثل “100 طن × 10 أقدام” يجمع بين القوة والعرض. فإذا ثنيت عبر 6 أقدام فقط، فإنك لا تستخدم الحمولة الكاملة. الفيزياء نفسها هنا، فقط بحجم أصغر وببناء أخف. عندما يدّعي مكبح بطول 36 بوصة سعة لثني 16 قياسًا، فإن ذلك يفترض هندسة محددة — عادة نصف قطر انثناء وإعداد تثبيت مناسب للفولاذ الطري. غيّر العرض، وسيتغير الطلب على الحمولة لكل بوصة. في بيئات الإنتاج، لهذا السبب تعتبر أنظمة CNC مهمة: الحلول الحديثة مثل مكبس الثني CN-HAWE مصممة وفق حمولة مقرّرة، وتاج مضبوط، ومعلمات انثناء قابلة للبرمجة، بحيث تكون القوة والعرض وبيانات المادة متوافقة بدلًا من أن تكون تقديرية. المبدأ لا يتغير — فقط مستوى التحكم هو الذي يتغير.
لذا فإن قاعدة 80% ليست خرافة. إنها هامش أمان. تعمل على 80 بالمائة من العرض المصنّف إذا كنت تريد انثناءات قابلة للتكرار دون مقاومة الارتداد أو ترهّل الورقة.
لكن لماذا يعاقبك العرض أكثر من مجرد الانتقال إلى سماكة قياس أعلى؟
تخيل وظيفتين:
الورقة الثانية أكثر سمكًا، ولذلك تحتاج إلى قوة أكبر لكل بوصة لكي تتشكل. لكنها نصف العرض فقط. العزم الكلي المطلوب عند المفصل غالبًا ما يكون متقاربًا — أحيانًا أقل — من انثناء فولاذ 16 قياسًا بعرض كامل.
لأن العرض يضاعف الحمل عبر الامتداد بأكمله.
كل بوصة من الورقة تقاوم الانثناء بقوة جزئية خاصة بها. عند 36 بوصة، تقوم بجمع 36 من تلك الشرائح الصغيرة. يجب أن يمسك شريط التثبيت ضغطًا موحدًا عبر جميعها. يجب أن ينقل اللوح عزم الدوران بشكل متساوٍ عبر طوله الكامل. وترى دبابيس المفصل قصًا موزعًا على طول المحور بأكمله.
الآن مدد ذلك من 24 بوصة إلى 36 بوصة. تلك الـ 12 بوصة الإضافية ليست مجرد “معدن أكثر”. إنها رافعة أكبر تعمل أبعد عن الدعامات المركزية، ما يزيد من لحظة الانحناء عند منتصف الامتداد. يصبح المركز الحلقة الأضعف لأنه أبعد نقطة عن الدعم الهيكلي عند الأطراف.
لهذا السبب يبدو مكبح بطول 24 بوصة مصنوع من لوح بسماكة 1/2 بوصة قويًا جدًا ضمن عرضه. امتداد أقصر. لحظة انحناء أقل في المنتصف. عزم أقل عبر خط المفصل.
مكبح أطول. نفس سماكة اللوح. انحراف أكبر. الهيكل لم يصبح أعمق أو أكثر سماكة بنسبة متناسبة — بل تم تمديده فقط.
لهذا السبب يرهق العرض البنية الهيكلية. بينما ترهق سماكة القياس القوة لكل بوصة. وعندما تجمع الاثنين عند التصنيف الكامل، فإنك توازن على الحد الهيكلي للأداة.
عندما يعمل مكبس الثني المستقيم قريبًا من حدّه البنيوي الأقصى، يكون من الأكثر كفاءة في كثير من الأحيان تغيير إستراتيجية التشكيل بدلاً من الضغط على الإطار بقوة أكبر. بالنسبة للانحناءات ذات نصف القطر الكبير أو الأسطوانات أو الألواح العريضة القريبة من حدود السماكة، يمكن لنظام درفلة الألواح CNC توزيع القوة تدريجيًا بدلاً من تركيزها على خط مفصلي واحد. حلول مثل آلة درفلة الألواح CNC من CN-HAWE تدمج تحكمًا قائمًا بالكامل على الـCNC ضمن مجموعة أوسع من أتمتة تشكيل الصفائح المعدنية، مما يسمح بتشكيل متكرر لنصف القطر مع إجهاد أقصى أقل على أي عضو بنيوي فردي—وهو غالبًا مسار أكثر ثباتًا عندما تبدأ العرض والسماكة بالتأثير المتبادل.
وذلك بافتراض أن المادة هي فولاذ معتدل فقط.
لقد رأيت مكبحًا بطول 30 بوصة مصنفًا للفولاذ المعتدل بسماكة 16 عيار يترك تشوّهًا دائمًا على شكل ابتسامة في ورقة الثني بعد محاولة متحمّسة لثني فولاذ مقاوم للصدأ 304 بنفس السماكة وبعرض 24 بوصة.
نفس السماكة. ولكن مادة مختلفة تمامًا.
قد يكون حد الخضوع للفولاذ المعتدل حوالي 36,000 رطل لكل بوصة مربعة. أما الفولاذ المقاوم للصدأ الأوستنيتي مثل 304 فهو أعلى بكثير في قوة الخضوع ويتصلّب أثناء الثني. وهذا يعني أن القوة المطلوبة لدفعه خارج نطاق التشوّه المرن إلى التشوّه البلاستيكي — حيث يبقى منثنيًا — أكبر بكثير. كما أنه يرتدّ بقوة أكبر.
لذلك يقوم المشغّل بسحب المقبض أبعد لتعويض ذلك. ويبقيه مضغوطًا لفترة أطول. وربما حتى يهزّه قليلًا. والآن أنت لا تتجاوز فقط تصنيف الفولاذ المعتدل — بل تتخطاه من حيث القوة وزاوية الانحناء المطلوبة.
ما يحدث فعليًا داخل المكبح بسيط: ورقة الثني تنحني أكثر قبل أن يخضع الفولاذ المقاوم للصدأ. قضيب التثبيت يتعرض لحمل شدّ أعلى. ودبابيس المفصل تتحمل قصًا أكبر. إذا كان المكبح قريبًا بالفعل من حدّه المرن عند ثني فولاذ معتدل بسماكة 16 عيار على العرض الكامل، فإن الفولاذ المقاوم للصدأ يدفعه متجاوزًا ذلك الحد إلى التشوّه الدائم.
الفيزياء لا تهتم بأن رقم السماكة متطابق.
وهنا تكمن الحقيقة غير المريحة: لا يمكن لأي تعزيز على الطاولة إصلاح ورقة ثني غير كافية الحجم لمواد عالية الشد. التثبيت يحلّ مشكلة الانحراف الالتوائي. لكنه لا يغيّر معامل المقطع — أي المقاومة الهندسية لتلك الورقة ضد الانحناء.
لذلك عندما تقارن بين مكبح بطول 24 بوصة وآخر بطول 36 بوصة، لا تنظر إلى الطول فقط. بل تنظر إلى:
لأنه بمجرد أن يتوقف التثبيت عن سحب القوة، تصبح هندسة المكبح نفسها هي الحد الأقصى.
اشترِ إذا:
تجنب إذا:
فكيف تختار فعلياً؟
تتوقف عن البحث عن “القدرة” وتبدأ بالبحث عن الامتداد.
إذا كان 70 بالمئة من عملك هو فولاذ طري بقياس 18 عند عرض 20 بوصة، فإن مكبس 36 بوصة ليس ترقية. إنه مجرد رافعة أطول تقاتل نفس ورقة السماكة، ونفس دبابيس المفصل، ونفس شريط التثبيت بسماكة 3/8 بوصة — فقط ممدودة. الاثنا عشر بوصة الإضافية تبدو وكأنها حرية. إنشائياً، هي مسؤولية إلا إذا نما معامل المقطع معها.
فكّر بهذه الأشياء كإطارات شاحنات عارية. سرير بطول 12 قدمًا مصنوع من نفس قناة الـ C مثل سرير بطول 8 أقدام لا ينقل حمولة أكثر بطريقة سحرية لأنه أطول. إنه يلتوي بشكل أسرع.
تلك هي العدسة التي تنظر من خلالها.
بين مكبس هاربر فريت 36 بوصة وفيفور 24 بوصة، يفوز الامتداد الأقصر في الصلابة الخام في كل مرة، حتى قبل أن تشعل أول قوس لحام. السؤال ليس أي علامة تجارية “أقوى”، بل أي هيكل يمنحك هندسة البدء الأفضل للأحمال التي تشغلها فعلاً — وأيها يستجيب عندما تلحم دعماً إضافياً.
لأن أياً منها ليس أدوات منتهية. إنها خامات.
مكبس هاربر فريت 30 بوصة هو النقطة المثالية في تلك السلسلة.
نفس البنية العامة مثل الـ36 — شريط تثبيت ملولب، ورقة مفصلية، بناء من فولاذ طري — ولكن بست بوصات أقل تحاول أن تنحني في المنتصف. إذا كانت الورقة تقريباً صفيحة سماكة 3/8 بوصة وشريط التثبيت مشابه، فإن هذا الامتداد الأقل وحده يقلل انحناء المنتصف بشكل كبير تحت نفس الحمل لكل بوصة. ليس نظرياً. بل مرئياً.
إصدار 36 بوصة ليس خردة. إنه فقط صريح بشأن الفيزياء. عندما يكون غير مركّب على قاعدة، يبدو ضعيفاً فيما يتجاوز قياس 18 لأن الهيكل كله يتحرك — القاعدة، الحامل، الورقة. ثبّته على إطار أنبوبي مستطيل بجدار سماكة 1/4 بوصة بقياس 2×3 بوصة ويزن 200 رطل، وسيتغير الأمر. قم بلحام قضيب مسطح سماكة 1/4 بوصة × عرض 2 بوصة كدعامة على ظهر الورقة، بلحام متقطع كل 2 بوصة، وسيسقط الترهل الوسطي مرة أخرى.
الآن أصبح هيكلاً يستحق البناء عليه.
لكن إليك المأزق: يكون الـ36 منطقياً فقط إذا كنت تحتاج فعلاً إلى أجزاء يزيد عرضها عن 30 بوصة بشكل منتظم. إذا كانت أعمالك “العريضة” تحدث مرتين في السنة، فأنت تدفع ضريبة صلابة في كل انحناءة مقابل قدرة بالكاد تستخدمها. الوحدة ذات الـ30 بوصة، المعززة والمثبتة في شيء يفوق وزنها ثلاث مرات، ستشعر بأنها أكثر إحكاماً في عمل بعرض 24 بوصة من الشقيق الأطول مهما كان.
والإحكام يُشعر وكأنه قوة.
لذا فإن منصة هاربر فريت تصمد في التصنيع الواقعي عندما تعاملها كفولاذ إنشائي، لا كأثاث. العظام بسيطة، ويمكن الوصول إليها، وقابلة للحام. هذا يُحدث فرقاً. مما يجعل فيفور المدمجة مواجهةً مثيرة للاهتمام.
المدى الأقصر ميزة. نقطة.
آلة الثني بطول 24 بوصة مع ورقة سُمكها 1/2 بوصة ستحرج آلة بطول 36 بوصة مع ورقة سُمكها 3/8 بوصة في أي شيء يقل عرضه عن قدمين. عزم انحناء أقل في منتصف المدى. حمل تثبيت تراكمي أقل. دراما أقل.
هذه المرة، الهندسة تعمل لصالحك.
لكن الحجم المدمج سلاح ذو حدين. بعض وحدات الصندوق-واللوح المستوردة بطول 24 بوصة لديها خلوص ضيق بين الأصابع العلوية وقالب الثني. على الورق، مُصنفة لصلب معتدل بسماكة 20 غيج. في الواقع، المادة الأكثر سماكة تتصارع فعليًا من أجل المساحة قبل أن تطبق القوة الكاملة. والعديد من هذه الأوراق والأصابع ليست من فولاذ الأدوات المقسى — إنها من فولاذ معتدل قابل للاستخدام يتشوه إذا تعاملت معه كما لو كان آلة ضغط.
لذا نعم، البصمة هنا ميزة صلابة. فهي تقلل الانحراف بشكل افتراضي.
ولكن يمكن أن تصبح أيضًا سقفًا صلبًا. إذا انحنت الأصابع أو تمدد نصف القطر الأمامي لأن الفولاذ غير معالج حراريًا، فلن يصلح أي تثبيت على طاولة في العالم ذلك. يمكنك تقوية البنية، لكن لا يمكنك تزييف خصائص المادة.
وهذا يعني أن آلة Vevor 24 تكون في أقصى قوتها عندما تحترم حدودها: صلب معتدل أدق من 18 غيج، بعرض كامل، ومثبتة على شيء صلب. ضمن ذلك الإطار، تبدو قوية. خارجه، ستصل بسرعة إلى حدود علم المعادن.
ثم يدخل سير العمل في المعركة.
الهيكل ليس العامل الوحيد الذي يحدد ما إذا كانت آلة الثني ستصمد أمام التصنيع الحقيقي.
الزمن هو العامل الآخر.
مشابك Harbor Freight اللولبية عبارة عن قضبان ملولبة بسيطة مع صواميل. إنها تطبق قوة تثبيت كبيرة لأن خطوة اللولب تحول العزم إلى حمل خطي بكفاءة. هذا جيد لإمساك صفيحة بسماكة 16 غيج على 24 بوصة دون انزلاق. لكنه سيئ عندما تنتقل من 20 غيج إلى 14 غيج والعكس عشر مرات في اليوم وتحتاج إلى مفتاحي ربط وشريط قياس لضبط الارتفاع كل مرة.
تحت الحمل الثقيل، تتفوق المشابك اللولبية في ضغط التثبيت الخام. في العمل المتكرر، تستنزف الإنتاجية.
أنظمة قفل الكامة — عندما تكون مصنوعة بشكل جيد — تستبدل جزءًا من القوة القصوى بالسرعة والثبات. اقلب، اثنِ، حرّر. لكن الكامات الرخيصة يمكن أن تنحرف أو تتآكل، خاصة إذا لم تكن أسطح الكامة مقسّاة. عندها تصبح قوة التثبيت غير متجانسة على طول 24 بوصة، ويبدأ أحد الجانبين بالانزلاق قبل الآخر. يظهر هذا التفاوت على شكل انحناءات مائلة وزوايا متجولة.
فأيها يصمد أكثر؟
إذا كنت تصنع حوامل معدنية مفردة من صلب معتدل بسماكة 16 غيج وعرض 22 بوصة، فإن مشبك Harbor Freight اللولبي المثبت على طاولة من صفيحة بسمك 3/8 بوصة وورقة مدعمة سيتفوق على نظام كامة خفيف في كل مرة. أما إذا كنت تعمل على إنتاج دفعات من مواد أرق، فقد يحافظ المشبك الأسرع على الأداة — وعليك — من الإرهاق الناتج عن الشد الزائد المستمر.
لأن الفشل أحيانًا لا يكون في خضوع الفولاذ.
بل في العامل الذي يشد بقوة أكبر لتعويض بطء سير العمل.
وهنا تتشكل لحظة القرار الحقيقي: اختر أقصر مدى يغطي 80 بالمئة من عملك، تأكد من أن سُمك الورقة وقطر المفصلة يتناسبان مع سماكة المادة المستهدفة، ثم قرر ما إذا كنت تريد قوة الخيوط اللولبية أم سرعة الكامات. شعار العلامة التجارية أقل أهمية من الهندسة والآلية.
إذا كنت تعمل باستمرار على قطع متكررة، أو ضمن تسامحات ضيقة، أو بأحجام إنتاج أعلى حيث تبدأ مناقشات نوع المشبك بالتحول إلى عنق زجاجة، فقد يكون الوقت قد حان لتتجاوز آلات الثني اليدوية تمامًا. حل الثني بالألواح بالتحكم الرقمي بالحاسوب مثل آلة ثني الألواح CN-HAWE تنقل المعادلة من الرافعة الميكانيكية إلى الدقة القابلة للبرمجة—فتؤتمت عملية التثبيت، وترتيب الخطوات، والتحكم في الزوايا لتحسين الاتساق، ومعدل الإنتاج، وكفاءة المشغل. بدلًا من الاختيار بين المسامير والكامات، أنت تستثمر في الهندسة، والأتمتة، وقابلية التكرار المصممة لبيئات الإنتاج.
نظرًا لأن مجموعة منتجات CN-HAWE تعتمد على نظام CNC بنسبة 100% وتغطي السيناريوهات المتقدمة في القطع بالليزر، والثني، والتخديد، والقص، فإن الفرق التي تقيم الخيارات العملية هنا،, ماكينة تشغيل الحديد هي الخطوة التالية ذات الصلة.
اشترِ إذا:
تجنب إذا:
لديك مرآب يتسع لسيارتين، ومنضدة بعمق 24 بوصة مصنوعة من ألواح 2×4 ومن خشب رقائقي بسماكة 3/4 بوصة، وغالبًا ما تقوم بثني حوامل من فولاذ معتدل بسمك 18 قياسًا بعرض 20–22 بوصة، مع حافة عرضها 16 قياسًا من حين لآخر لصفيحة انزلاق. المساحة ضيقة. والميزانية أكثر ضيقًا. فماذا تشتري فعليًا — وكيف تثبته بحيث لا يبدو كعلبة مشروب؟
ابدأ بأقصر مدى يغطي 80 بالمئة من عملك. إذا كان ذلك أقل من 24 بوصة، فإن مكبحًا بعرض 24 بوصة مع ورقة ثني بسماكة لا تقل عن 3/8 بوصة (1/2 بوصة أفضل) هو الهيكل المناسب. إذا كنت تصل بانتظام إلى 28–30 بوصة، فانتقل إلى وحدة 30 بوصة — ولكن تقبل أنك ستحتاج إلى تعزيزها. يتم تثبيت أي منهما بالبراغي، وليس بالمسامير، على هيكل مصنوع من أنبوب مستطيل مقاس 2×3 بوصة بجدار سماكته 1/4 بوصة، متصل بقاعدة أثقل من المكبح بثلاث مرات على الأقل. إذا لم يكن مكبحك الذي يبلغ 30 بوصة مثبتًا في شيء أثقل منه بثلاث مرات، فأنت لا تثني الفولاذ حقًا.
هذا هو الأساس.
التغيير الحقيقي — الجزء الذي يجعل المكبح “خفيف التحمل” يتصرف وكأنه ضعف سعره — يحدث عند ورقة الثني وشريط المشبك. لأنك بمجرد أن تمنع المنضدة من الالتواء، يبدأ الرابط الأضعف التالي في التحدث.
تخيل ورقة الثني مفصولة عن الآلة، ومقلوبة رأسًا على عقب على طاولة اللحام الخاصة بك. تستخدم معظم مكابح الميزانية بعرض 24–30 بوصة ورقة بسمك حوالي 3/8 بوصة وربما 2–2.5 بوصة ارتفاعًا. عبر 30 بوصة، هذا شعاع طويل ونحيف. تحت الحمل، لا يدور فقط عند المفصلة، بل ينحني في المنتصف.
ذلك الانحناء هو ما يجعل زاوية 90 تتحول إلى 83 في المنتصف.
لقد أصلحتها بنفس الطريقة التي تقوّي بها لسان المقطورة: زيادة ارتفاع المقطع. استخدم حديد زاوي 2 بوصة × 2 بوصة × 1/4 بوصة، مقطوعًا أقصر بربع بوصة من عرض الورقة الكامل، ملحومًا بخيوط قصيرة على ظهر ورقة الثني، الساق الرأسية للأسفل، والساق الأفقية ملامسة للورقة. لحام متقطع بخيوط طولها بوصة واحدة كل 2 بوصة، مع تبديل الجوانب للتحكم في الحرارة. لا تقم بلحام كامل إلا إذا كنت تستمتع بالفولاذ المشوّه.
ما يتغير ليس سحرًا. إنه معامل المقطع — حيث تزداد مقاومة الانحناء بشكل كبير مع الارتفاع. بإضافة الساق الرأسية البالغ ارتفاعها 2 بوصة، فقد حولت فعليًا شريطًا مسطحًا إلى جمالون ضحل. يتحول المحور المحايد. ينخفض الانحراف. في مكبح 30 بوصة كان يظهر ترهلًا واضحًا في المركز عند ثني فولاذ 16 قياسًا، يصبح الفرق واضحًا في المرة الأولى التي تسحب فيها انحناءة بعرض كامل وتقرأ الزاوية في درجة واحدة فقط على طول الامتداد.
لكن هنا يفسدها البعض: يقومون باللحام حتى كتل المفصلة أو يسمحون لبقع اللحام بالوصول إلى أطراف المفصلة. حينها تصبح المفصلة مشدودة، ويضطرون إلى الضغط بقوة لتعويض ذلك. هكذا تُشد قضبان الجمالون أكثر من اللازم وتُشوَّه الإطارات نهائيًا. اترك مسافة خلوص لا تقل عن بوصة واحدة عند كل قاعدة مفصلة. بعد اللحام، حرّك الورقة عبر كامل نطاق حركتها قبل إعادة التركيب. يجب أن تسقط بوزنها الخاص.
إذا أصبحت المفصلة أكثر تصلبًا، فأنت لم تبنِ مكبحًا عالي التحمل. لقد صنعت عتلة.
وتقوية الورقة لا تصلح سوى نصف الانحناء، لأن شريط التثبيت ينثني أيضًا.
خذ مسطرة مستقيمة وضعها عبر شريط التثبيت على مكبح استيراد نموذجي بطول 30 بوصة. شد براغي المصنع على صفيحة سماكة 16 قياس عبر العرض الكامل. الآن انظر إلى الفجوة في المنتصف قبل أن تسحب الورقة. غالبًا ما ترى بضع أجزاء من الألف من الضوء.
تتحول تلك الفجوة إلى انزلاق.
ويتحول الانزلاق إلى نصف قطر انحناء مستدير وزاوية متجولة.
الإصلاح الرخيص — وأعني رخيص مثل $20 — هو مشبكان C بطول 6 بوصات مصنوعان بالطرق ومصنّفان لتحمل حقيقي، وليس معدنين مصبوبين هشّين. ضعهم على مسافة 4–6 بوصات داخلية من كل طرف، مباشرة فوق خط المادة، وشدهم بعد ضبط براغي المصنع. إنك تقوم بتحويل نظام تثبيت ذي نقطتين إلى نظام بأربع نقاط. ويرتفع الوسط على الفور.
لقد قست مكابح كانت ترتفع بشكل واضح بمقدار 0.040 بوصة في المركز تحت الحمل، لتتحرك حركة غير محسوسة تقريبًا بمجرد إضافة المشابك الإضافية. هل هو أنيق؟ لا. هل هو فعّال؟ بالتأكيد.
الآن، أضف ذلك إلى الدعامة المصنوعة من زاوية الحديد على الورقة، وستبدأ الآلة بالتصرف كوحدة متماسكة بدل أن تكون مترخية. لكن هناك فخ هنا أيضًا. إذا شددت مشابك الـC أكثر من اللازم فستقعر شريط التثبيت، خاصة إذا كان من الفولاذ الطري وأقل من بوصة واحدة في السماكة. حينها ستبدأ بمطاردة المحاذاة باستخدام ألواح التسوية ومقاييس الإحساس كما لو كنت تعيد بناء مكبح ضغط.
شد بإحكام معتدل، لا تسحق. فكر في الحمل المسبق المتحكم فيه، لا القوة الغاشمة.
وحتى مع وجود ورقة مدعمة ومشبك معزز، ما زلت تعيش ضمن فيزياء الفولاذ الطري وقطر المفصلة. مما يثير السؤال: هل يمكنك تجاوز تصنيف السماكة المطبوع بأمان؟
لنقل إن مكبحك بطول 24 بوصة يعمل بشكل مريح عند فولاذ طري بسماكة 18 قياس على كامل العرض، لكنك تحتاج إلى بضعة أطراف بعرض 20 بوصة بسماكة 16 قياس. يمكنك أن تشعر بالآلة وهي تعمل. قوة المقبض تزداد. والإطار يبدأ بالرد.
إحدى الحيل المتحكم فيها هي التحزيز المسبق — ليس بالقطع الكامل، بل بإحداث أخدود بشكل حرف V ضحل على خط الانحناء بواسطة قرص قطع مضبوط على نحو 25–30 بالمئة من سماكة المادة. على سماكة 16 قياس (حوالي 0.060 بوصة)، يعني ذلك أخدودًا بعمق حوالي 0.015–0.020 بوصة. فأنت تقلل المقطع العرضي الفعّال عند الانحناء، مما يخفض القوة المطلوبة.
نظرًا لأن مجموعة منتجات CN-HAWE تعتمد على نظام CNC بنسبة 100% وتغطي السيناريوهات المتقدمة في القطع بالليزر، والثني، والتخديد، والقص، فإن الفرق التي تقيم الخيارات العملية هنا،, ماكينة تفريز على شكل V هي الخطوة التالية ذات الصلة.
إذا وجدت نفسك تقوم بالتحزيز المسبق كثيرًا فقط للبقاء ضمن نطاق راحة المكبح، فعادةً ما يكون ذلك إشارة إلى أن تجهيز الحواف يجب أن يتم في مرحلة سابقة باستخدام معدات مخصصة. مثل حل قائم على نظام CNC مثل حلول CN-HAWE لحلول آلات القص توفر قصات مستقيمة ومتكررة بجودة حافة مضبوطة، مما يقلل الحاجة إلى حيل الأخاديد اليدوية ويحسّن اتساق الانحناء في أعمال السماكات الأعلى. في البيئات الإنتاجية، فصل عملية القص الدقيقة عن التشكيل لا يقلل فقط الإجهاد على المكبح، بل يزيد أيضًا من معدل الإنتاج والدقة البُعدية عبر الدُفعات.
هذا ليس للأجزاء الهيكلية التي تتعرض لأحمال شدّ عبر الانحناء. بل هو للأقواس والأغطية والحواف غير الحرجة.
طريقة أخرى هي التسخين الموضعي باستخدام رأس صغير للأوكسجين والوقود أو سخان الحث، لإيصال خط الانحناء إلى الاحمرار الباهت قبل التشكيل. أنت بذلك تقلل مقاومة الخضوع مؤقتًا. المكبح سيواجه مقاومة أقل. الورقة والمفصلات ستستمر بالعمل يومًا آخر.
نظرًا لأن مجموعة منتجات CN-HAWE تعتمد على نظام CNC بنسبة 100% وتغطي السيناريوهات المتقدمة في القطع بالليزر، والثني، والتخديد، والقص، فإن الفرق التي تقيم الخيارات العملية هنا،, ماكينة قطع بالليزر هي الخطوة التالية ذات الصلة.
نظرًا لأن مجموعة منتجات CN-HAWE تعتمد على نظام CNC بنسبة 100% وتغطي السيناريوهات المتقدمة في القطع بالليزر، والثني، والتخديد، والقص، فإن الفرق التي تقيم الخيارات العملية هنا،, ماكينة لحام بالليزر هي الخطوة التالية ذات الصلة.
لكن الحرارة تغيّر البُنية المعدنية. والتحزيز المسبق يركز الإجهاد. كلاهما حيل محسوبة، وليس إجراءات يومية.
وهنا الخط الفاصل: إذا كنت بحاجة إلى القيام بذلك كل أسبوع، فقد اشتريت هيكلًا صغيرًا جدًا. التعزيز يجعل مكبحًا خفيفًا يتصرف كأنه أثقل ضمن حدود المعقول. لكنه لا يحوّل الفولاذ الورقي بسماكة 3/8 بوصة إلى فولاذ أداة بسماكة 3/4 بوصة أو دبابيس المفصل بسماكة 1/2 بوصة إلى أعمدة بقطر 1 بوصة.
إذا كان عبء عملك قد تجاوز الانحناءات الثقيلة العرضية وانتقل إلى الإنتاج المتكرر، أو الصفائح السميكة، أو الأجزاء الأوسع، فقد حان وقت النظر في المعدات المصممة لدورة العمل تلك. تغطي محفظة CN-HAWE القائمة على أنظمة CNC من نوع 100% أنظمة الثني المتطورة وحلول الصفائح المعدنية المتكاملة المصممة للسيناريوهات الصناعية الصعبة. يمكنك تواصل مع CN-HAWE لمناقشة المواصفات، أو طلب عرض سعر، أو تقييم تكوين مكبح الضغط الذي يتناسب فعليًا مع المادة والعرض ومتطلبات الإنتاج لديك.
نظرًا لأن محفظة منتجات CN‑HAWE تعتمد على CNC 100% وتشمل السيناريوهات عالية المستوى في القطع بالليزر، والانحناء، والتخديد، والقص، للقراء الذين يرغبون في مواد تفصيلية،, الكتيبات هي مورد مفيد للمتابعة.
هناك هندسة ذكية مبالغ فيها — دعامات من الحديد الزاوي، مشابك إضافية، قاعدة أنبوب بجدار 1/4 بوصة — ثم هناك من يطلب من هيكل سيارة صغيرة أن يجر مقطورة تفريغ.
اشترِ إذا:
تجنب إذا:
عامل المكبح وكأنه هيكل عاري. عززه حيثما يتدفق الحمل. احترم المفصل وعلم المعادن. افعل ذلك، وعندها يتوقف وصف “الميزانية” عن أن يعني ضعيف ويبدأ بأن يعني غير مكتمل.
في أي نقطة يتوقف التعزيز عن كونه ذكيًا ويبدأ في كونه إنكارًا؟
إليك الإطار الذي أستخدمه: عندما يطلب الفولاذ الذي تثنيه قوة أكبر من تلك التي صُممت دبابيس المفصل وسماكة الورقة وهندسة المحور لتحملها — لا كمية من الحديد الزاوي 2x2x1/4 بوصة أو الأنبوب الجداري 2×3 بوصة بسمك 1/4 بوصة تحت القاعدة ستغير ذلك. تقوية الهيكل تقلل الانحناء. لكنها لا تزيد قطر المفصل، ولا ترفع مستوى علم المعادن في المحور، ولا تحول الألواح الجانبية بقياس 3/8 بوصة إلى وجوه مقطوعة باللهب بسماكة 3/4 بوصة. بمجرد أن تبدأ في محاولة تغيير مسار الحمل داخل المفصل بدلًا من حوله، تكون قد انتقلت من التعزيز الذكي إلى إعادة تصميم الآلة.
وإعادة تصميم قطعة فارغة من نوع $400 هي الطريقة التي تبني بها بالصدفة تسوية $1,200.
فكيف تعرف أي جانب من ذلك الخط أنت عليه؟
السؤال الأول: ما المادة، ما السماكة، ما العرض — كل أسبوع، وليس مرة في الشهر؟
إذا كانت حياتك هي فولاذ معتدل بقياس 16 عند 24 بوصة أو أقل، مع بعض فولاذ 14 قياس عند 12 بوصة أحيانًا، ومعظم أعمالك أقواس وحاويات، فإن مكبحًا مقوى بطول 30 بوصة مثبتًا على قاعدة أثقل منه بثلاثة أضعاف سيعمل هناك بسعادة. تلك دورة عمل محددة. أنت لا تخمن؛ أنت تطابق معامل المقطع مع عبء العمل.
السؤال الثاني: كم مرة تعمل عند 80–100% من التقييم المطبوع؟
تقييمات الميزانية هي حدود قصوى، وليست سرعات تشغيل. إذا كنت تقوم بثني صفائح بعرض كامل من مقاس 16 على مكبس بطول 30 بوصة كل يوم بعد الظهر، فإن دبوس المفصل يتعرض لإجهاد دوري قريب من حد الخضوع. المعدن يتعب. الثقوب تتمدد. تكرار حركة المكبس — حتى في آلة يدوية — يبدأ بالانحراف. عمليات التقييم الصناعية تهتم كثيراً بالتكرار تحت الحمل لسبب وجيه: فالإجهاد المعدني لا يُعلن عن نفسه إلا عندما تبدأ الزوايا بالانحراف.
إذا كانت الثنيات الثقيلة عرضية، فالتعزيز منطقي. أما إذا كانت روتينية، فأنت في الواقع تشغل سيارة ركاب على الحد الأقصى من عدد دورات المحرك.
السؤال الثالث: ما هو الحد المسموح فعلياً الذي يهم في عملك؟
إذا كان ±1 درجة عبر 24 بوصة مناسباً لإطارات اللحام، فإن ورقة معشقة وتثبيت مساعد يوصلك إلى ذلك. أما إذا كنت تسعى إلى تسطح 0.05 مم عبر 1000 مم في صفائح متوسطة السماكة، فحينها لا يصبح الانحناء مرئياً فحسب — بل قابلاً للقياس وفق معيار دقيق. اجتياز اختبار العين المجردة لا يساوي اجتياز اختبار هندسي. وهنا تبدأ الاتساق الهيدروليكي وكتلة الإطار — وهي أمور لا يمكنك إضافتها لاحقاً — بأن تصبح ذات أهمية.
أجب عن هذه الأسئلة الثلاثة بصدق وسيتضح سؤال “الاقتصاد الزائف” أكثر. لأن الأمر حينها لن يتعلق بالسعر. بل بدورة التشغيل.
وهنا نصل إلى السقف الصعب.
السقف ليس عندما ينثني الإطار. فقد أصلحنا معظم ذلك بالفعل.
السقف هو عندما تتجاوز الزيادات الديناميكية في الحمل ما يمكن أن تمتصه المحاور والصفائح الجانبية. قوة الثني ليست رقماً ثابتاً؛ بل تزيد مع طول الصفيحة ويمكن أن تقفز بنسبة 25–40% فوق التقديرات الثابتة مع تغيّر السرعة وعمق التماس. في المكابس الخفيفة، ينتقل هذا الارتفاع مباشرة إلى دبابيس مفصل صغيرة القطر وصفائح جانبية رقيقة نسبياً. لا يمكنك أن تلحم لتضع دبابيس أكبر دون إعادة بناء الماكينة من الصفر.
هذا علم فيزيائي، وليس تعصباً لعلامة تجارية.
هناك سقف آخر: التحكم في العملية. اتجاه الحبيبات المعدنية يغيّر مقدار الارتداد. يمكن لورقتين من نفس الرزمة أن تفتحا بزوايا مختلفة بعد الثني. في مكابس الضغط الإنتاجية، تقيس الأنظمة البصرية الزاوية وتصححها في الوقت الحقيقي. أما في مكبس الورقة اليدوي، فـ“المستشعر” هو ذراعاك ومنقلة القياس. بالنسبة للدعامات، هذا مقبول. أما في إنتاج متكرر لقطع تجميع تتراكم فيها نصف درجة عبر التجميعات، فتصبح المهارة وحدها هي نقطة الاختناق.
وهناك أيضاً عامل الإرهاق المعدني. المشترون الصناعيون يفحصون اتساق ضغط الزيت وتكرار حركة المكبس لأن الإطارات تفقد من 20–30% من أدائها خلال فترة الاستخدام. أما في مكبس الورقة منخفض التكلفة، فيظهر البلى كانحراف في المفاصل وتفاوت على امتداد العرض. وبمجرد تمدد الثقوب، فإما أن تقوم بعملية إعادة خراطة وتركيب بطانات أو تتقبل الانحراف.
إذا كنت تعدّ أسعار دبابيس مفصل مخصصة، وتفكر في تشغيل صفائح جانبية بسمك نصف بوصة من فولاذ 1045، وتعيد تركيب البطانات في المفاصل، فتوقف. لم تعد تقوم بتعزيز هيكل موجود. بل تصنع آلة جديدة تماماً حول شارة رخيصة.
هذه هي اللحظة لتتقدم فيها.
هذه هي العدسة التي أريدك أن تنظر من خلالها: مكبس الفرامل الاقتصادي ليس نسخة مصغّرة من مكبس الفرامل الصناعي. إنه هيكل عارٍ.
يحتاج الهيكل إلى ثلاثة أشياء لتحمل الوزن: إطار صلب، قاعدة لا تلتوي، وأحمال ضمن تصنيف المحور. ترجم ذلك إلى الفولاذ: دعامات زاوية 2×2×1/4 بوصة على الورقة، قاعدة مبنية من أنبوب مستطيل 2×3 بوصة أو 2×4 بوصة بجدار 1/4 بوصة ومثبتة بالبراغي في الخرسانة، تثبيت مساعد في الموضع الذي يريد المركز أن يرتفع فيه، وعمل يبقى ضمن حدود إجهاد المفصل.
إذا كانت طبيعة عمل ورشتك هي فولاذ معتدل بسماكة 18–16 عيار، وانحناءات بمتوسط 24 بوصة، وسلاسل إنتاج قصيرة، وهامش خطأ يسمح ببعض التفاوت، فإن هذا الهيكل المدعّم يصبح حصان عمل موثوقاً. ليس لأنه أقوى بطريقة سحرية — بل لأنك واءمت بين البنية والفيزياء وحدود العمل.
أما إذا كانت واقعك اليومي هو فولاذ عيار 14 على طول العرض الكامل، أو فولاذ مقاوم للصدأ صعب المراس، مع دقة زاوية ضيقة، وإنتاج بكميات تعتمد على التكرارية لدفع الفواتير، فأنت لا تشتري القوة. أنت تشتري الكتلة، قطر المفصل، ثبات النظام الهيدروليكي، وعمر التعب المصمم منذ البداية.
وهنا يكمن الجانب غير الواضح: الترقية الذكية ليست بمقدار الفولاذ الذي تلحمه على المكبس، بل في ما إذا كان عبء عملك يناسب الأجزاء غير المتغيرة — المفصلات، الصفائح الجانبية، والهندسة التي لم تعِد تصميمها.
عامِل الأداة كهيكل. عزّز مسارات الحمل التي يمكنك الوصول إليها. واحترم تلك التي لا تستطيع.
اشترِ إذا:
تجنب إذا:


















