

I watched a 30-inch bench brake try to bend 16‑gauge mild steel at 24 inches wide. The handle came down, the bench legs splayed, and the whole assembly crept three inches across the concrete. The owner swore the factory steel was junk.
The brake wasn’t folding. The workbench was.
That’s the gap most people never close before they list the tool for sale.
A typical 30-inch import brake weighs maybe 70–90 pounds. I’ve seen them perched on a 60-pound pine bench, held down with two 3/8-inch carriage bolts and fender washers. Then someone asks it to cold-bend 14‑gauge across 20 inches. That’s not a material problem. That’s leverage looking for the weakest link.
These brakes are sold like finished products. They’re not. They’re bare chassis — missing crossmembers and a foundation. The factory gives you a clamping leaf and hinge pins. The rest of the structure is your responsibility. If the base can twist, it will twist. And when it twists, the bend quality goes with it.
So when a bend comes out rounded instead of crisp, what actually moved?
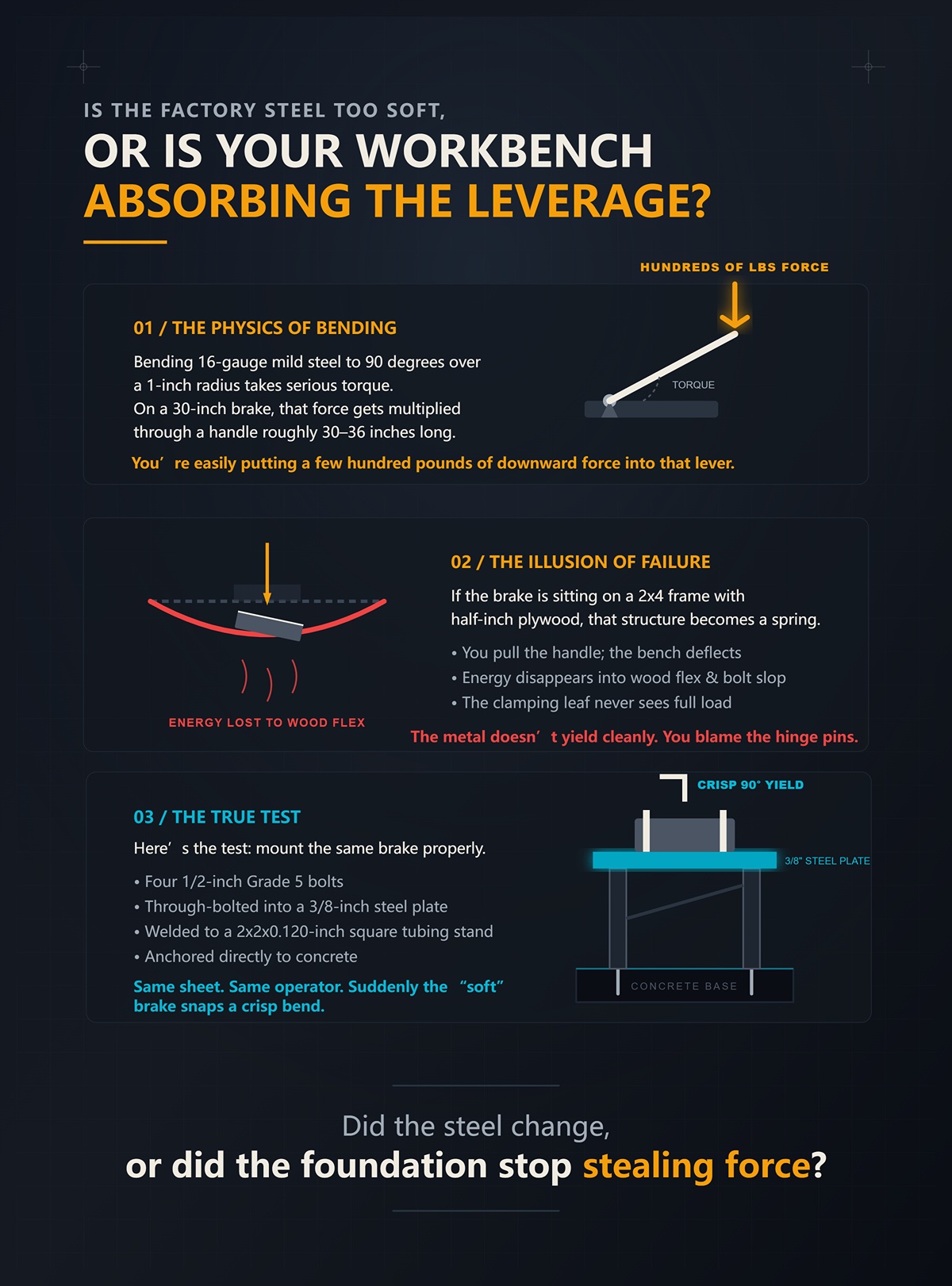
Bending 16‑gauge mild steel to 90 degrees over a 1-inch radius takes serious torque. On a 30-inch brake, that force gets multiplied through a handle roughly 30–36 inches long. You’re easily putting a few hundred pounds of downward force into that lever. Physics doesn’t care that the brake was on sale.
If the brake is sitting on a 2×4 frame with half-inch plywood, that structure becomes a spring. You pull the handle; the bench deflects; energy disappears into wood flex and bolt slop. The clamping leaf never sees full load. The metal doesn’t yield cleanly. You blame the hinge pins.
Here’s the test I use: mount the same brake with four 1/2-inch Grade 5 bolts, through-bolted into a 3/8-inch steel plate, which is welded to a stand built from 2x2x0.120-inch wall square tubing and anchored to concrete. Same sheet. Same operator. Suddenly the “soft” brake snaps a crisp bend.
Did the steel change, or did the foundation stop stealing force?
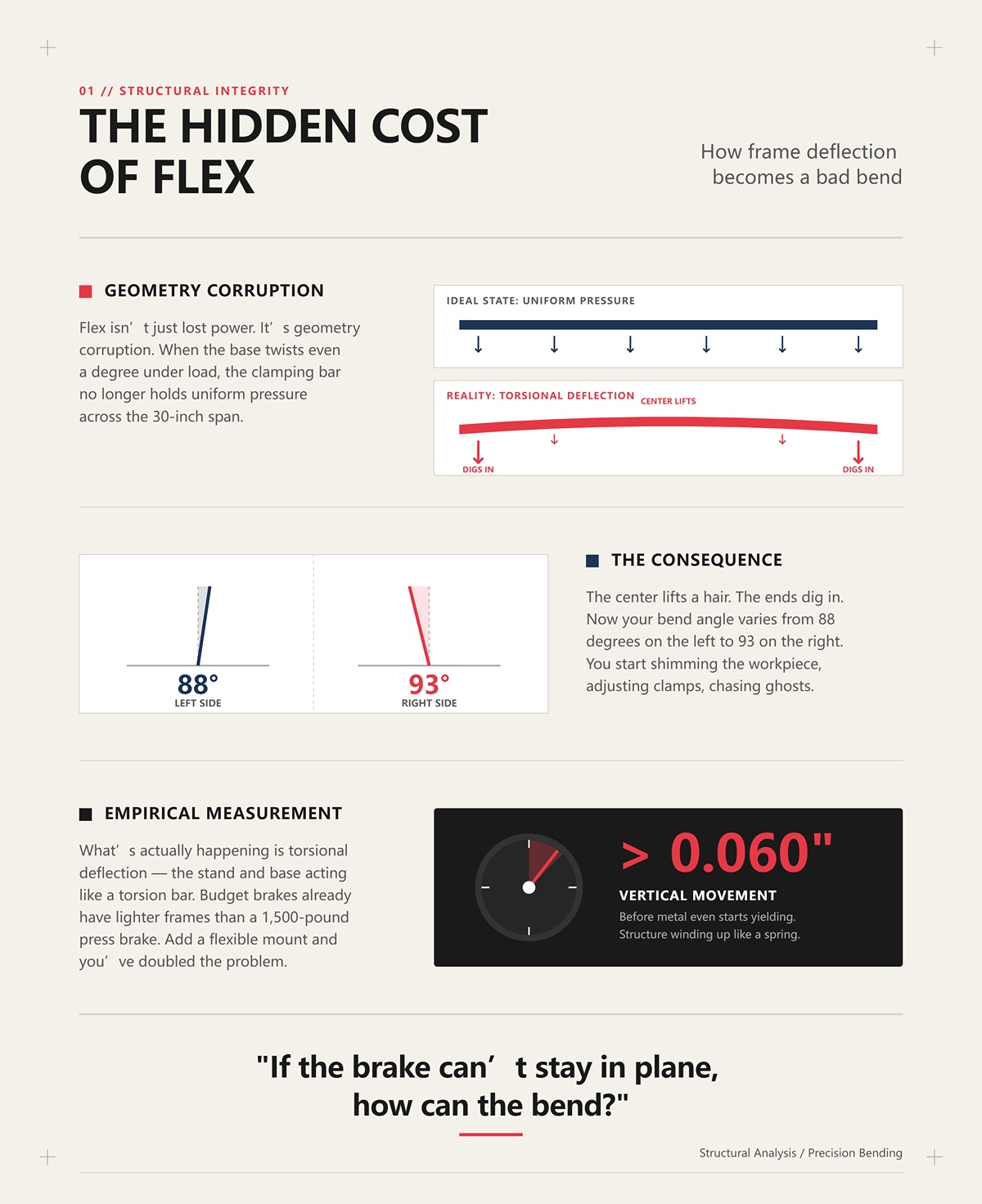
Flex isn’t just lost power. It’s geometry corruption.
When the base twists even a degree under load, the clamping bar no longer holds uniform pressure across the 30-inch span. The center lifts a hair. The ends dig in. Now your bend angle varies from 88 degrees on the left to 93 on the right. You start shimming the workpiece, adjusting clamps, chasing ghosts.
What’s actually happening is torsional deflection — the stand and base acting like a torsion bar. Budget brakes already have lighter frames than a 1,500-pound press brake. Add a flexible mount and you’ve doubled the problem.
I’ve measured it the crude way: dial indicator on the center of the base, handle pulled to full load. On a flimsy bench, I’ve seen over 0.060 inch of vertical movement before the metal even starts yielding. That’s not hinge failure. That’s structure winding up like a spring.
If the brake can’t stay in plane, how can the bend?

The worst offender isn’t thin steel. It’s laziness.
Lag screws into wood are not structural anchors under cyclic load. The threads crush fibers, holes elongate, and after a dozen heavy bends you’ve got micro-movement you can’t see but absolutely feel. The brake starts “working loose.” People call it wear.
Through-bolt it. Minimum 1/2-inch Grade 5 hardware with hardened washers, torqued properly. Better yet, sandwich the brake’s base between 1/4-inch steel backing plates so the casting isn’t point-loaded. Anchor the stand to something heavier than the brake itself. Concrete slab wins. A 300-pound welded stand is second best.
If your 30-inch brake isn’t bolted into something that outweighs it by a factor of three, you’re not bending steel. You’re bending your shop furniture.
And once the mounting is no longer the weak link, a new question shows up: what happens when the brake’s own 30-inch span becomes the spring?
Buy if:
Skip if:
I bolted a 36-inch bench brake to a 320-pound stand built from 2x2x0.120-inch wall square tubing, gusseted at the corners, anchored with 1/2-inch wedge anchors into a 4-inch slab. No bench flex. No bolt slop. Then I fed it 16-gauge mild steel, full 36-inch width.
It bent it. Technically.
The handle came down hard, the leaf arced slightly in the middle, and the finished bend measured 90 degrees at the ends and 86 in the center. Same sheet, cut to 28 inches wide, snapped to a clean 90 across the span with noticeably less effort.
Nothing about the mounting changed. Only the width did.
That’s the moment you stop blaming the factory and start doing math.
A sheet metal brake leaf behaves like a beam under load. Deflection in a beam doesn’t increase in a straight line with span — it grows fast. Double the unsupported length and deflection doesn’t double; it multiplies several times over because bending stiffness is tied to the cube of thickness and the load is spread across the entire span. A 36-inch leaf made from 3/8-inch mild steel plate is not 50 percent “stronger” than a 24-inch leaf just because it’s longer. It’s dramatically more prone to center sag under the same gauge at full width.
That’s why a shorter brake often feels stronger.
Take that 36-inch brake rated for 16-gauge mild steel. The catalog means 16-gauge at 36 inches is the maximum load before permanent distortion or unacceptable deflection. That’s the redline.
Most people treat it like cruising speed.
On that same anchored setup, I ran 16-gauge at 30 inches — roughly 83 percent of rated width. The handle force dropped noticeably. The center deflection, measured with a dial indicator against the leaf edge, fell from roughly 0.040 inch at full width to under 0.015 inch. Bend consistency tightened up.
Nothing magical happened at 30 inches. The brake just moved out of its elastic comfort ceiling and into its working zone.
Press brake manufacturers are honest in a way bench brake buyers forget: a rating like “100-ton x 10 feet” combines force and width. If you only bend across 6 feet, you’re not using the full tonnage. Same physics here, just scaled down and built lighter. When a 36-inch brake claims 16-gauge capacity, that assumes specific geometry — typically a bend radius and clamping setup suited to mild steel. Change the width, and the tonnage demand per inch shifts. In production environments, this is why CNC systems matter: modern solutions such as the CN-HAWE press brake are engineered around calibrated tonnage, controlled crowning, and programmable bend parameters, so force, width, and material data are aligned rather than guessed at. The principle doesn’t change — only the level of control does.
So the 80% rule isn’t superstition. It’s margin. You run 80 percent of rated width if you want repeatable bends without fighting springback and leaf sag.
But why does width punish you harder than simply jumping one gauge thicker?
Imagine two jobs:
The second sheet is thicker, so per inch it needs more force to yield. But it’s only half the width. The total torque required at the hinge is often comparable — sometimes less — than the full-width 16-gauge bend.
Because width multiplies load across the entire span.
Each inch of sheet resists bending with its own little slice of force. At 36 inches, you’re summing 36 of those slices. The clamping bar has to hold uniform pressure across all of them. The leaf has to transmit torque evenly through its full length. The hinge pins see distributed shear along the entire axis.
Now stretch that from 24 inches to 36 inches. That extra 12 inches isn’t just “more metal.” It’s more leverage acting farther from the center supports, increasing bending moment at mid-span. The center becomes the weak link because it’s the farthest point from structural reinforcement at the ends.
That’s why a 24-inch brake built from 1/2-inch thick leaf stock can feel brutally strong within its width. Shorter span. Lower mid-point bending moment. Less cumulative torque across the hinge line.
Longer brake. Same thickness leaf. More deflection. The chassis didn’t get proportionally deeper or thicker — it just got stretched.
So width taxes structure. Gauge taxes force per inch. Combine both at full rating and you’re balancing on the tool’s structural limit.
When a straight brake is operating that close to its structural ceiling, it’s often more efficient to shift the forming strategy instead of pushing the frame harder. For large-radius bends, cylinders, or wide panels near gauge limits, a CNC plate rolling system can distribute force progressively rather than concentrating it along a single hinge line. Solutions like the CNC plate rolling machine from CN-HAWE integrate fully CNC-based control within a broader sheet metal automation portfolio, allowing repeatable radius forming with less peak stress on any single structural member—often a more stable path when width and thickness start compounding each other.
And that’s still assuming mild steel.
I’ve seen a 30-inch brake rated for 16-gauge mild steel leave permanent smile-shaped distortion in its leaf after one enthusiastic attempt at 16-gauge 304 stainless at 24 inches wide.
Same thickness. Totally different animal.
Mild steel might yield around 36,000 psi. Austenitic stainless like 304 is significantly higher in yield strength and work-hardens as you bend it. That means the force required to push it past elastic deformation into plastic deformation — where it stays bent — is substantially greater. And it springs back harder.
So the operator pulls the handle farther to compensate. Holds it down longer. Maybe even bounces it a little. Now you’re not just matching the mild steel rating — you’re exceeding it in both force and required overbend angle.
What’s actually happening inside the brake is simple: the leaf is flexing more before the stainless yields. The clamping bar is seeing higher tensile load. The hinge pins are carrying higher shear. If the brake was already near its elastic limit at 16-gauge mild steel full width, stainless pushes it past that threshold into permanent deformation.
Physics doesn’t care that the thickness number matches.
And here’s the uncomfortable truth: no amount of bench reinforcement fixes a leaf that’s undersized for high-tensile material. Mounting solves torsional deflection. It does not change the section modulus — the geometric resistance of that leaf plate to bending.
So when you compare a 24-inch and a 36-inch brake, you don’t just look at length. You look at:
Because once the mounting stops stealing force, the brake’s own geometry becomes the ceiling.
Buy if:
Skip if:
So how do you actually choose?
You stop shopping for “capacity” and start shopping for span.
If 70 percent of your work is 18-gauge mild steel at 20 inches wide, a 36-inch brake is not an upgrade. It’s a longer lever fighting the same thickness leaf, the same hinge pins, the same 3/8-inch clamping bar — just stretched. The extra 12 inches looks like freedom. Structurally, it’s liability unless the section modulus grows with it.
Think of these things as bare truck frames. A 12-foot bed built from the same C-channel as an 8-footer doesn’t magically haul more because it’s longer. It twists sooner.
That’s the lens.
Between a 36-inch Harbor Freight and a 24-inch Vevor, the shorter span wins in raw stiffness every time, even before you strike your first arc. The question isn’t which brand is “stronger.” It’s which chassis gives you the best starting geometry for the loads you actually run — and which one responds when you weld in reinforcement.
Because none of them are finished tools. They’re blanks.
The 30-inch Harbor Freight is the sweet spot in that lineup.
Same general architecture as the 36 — screw-down clamp bar, hinged leaf, mild steel construction — but with six fewer inches trying to bow at the center. If the leaf is roughly 3/8-inch plate and the clamping bar similar, that reduced span alone cuts mid-point deflection dramatically under the same per-inch load. Not theoretically. Visibly.
The 36-inch version isn’t junk. It’s just honest about physics. Unmounted on a crate, they feel soft beyond 18-gauge because the whole structure is moving — base, stand, leaf. Bolt it to a 1/4-inch wall 2×3-inch rectangular tube frame that weighs 200 pounds, and the story changes. Weld a 1/4-inch x 2-inch flat bar stiffener along the back of the leaf, stitch-welded every 2 inches, and center sag drops again.
Now it’s a chassis worth building on.
But here’s the catch: the 36 only makes sense if you truly need 30-plus-inch parts on a regular basis. If your “wide jobs” happen twice a year, you’re paying a stiffness tax every single bend for capability you barely use. The 30-inch unit, reinforced and bolted into something that outweighs it three to one, will feel tighter on 24-inch work than the longer sibling ever will.
And tight feels like power.
So the Harbor Freight platform survives real-world fabrication when you treat it like structural steel, not furniture. The bones are simple, accessible, weldable. That matters. Which makes the compact Vevor an interesting counterpunch.
Shorter span is an advantage. Period.
A 24-inch brake with a 1/2-inch thick leaf will embarrass a 36-inch brake with a 3/8-inch leaf on anything under two feet wide. Less mid-span bending moment. Less cumulative clamp load. Less drama.
That’s geometry doing you a favor for once.
But compact cuts both ways. Some of the 24-inch import box-and-pan units have tight clearances between the upper fingers and the bending die. On paper, rated for 20-gauge mild steel. In practice, thicker material physically fights for space before you even apply full force. And many of these leaves and fingers aren’t hardened tool steel — they’re serviceable mild steel that deforms if you treat them like a press brake.
So yes, the footprint is a rigidity feature. It reduces deflection by default.
But it can also become a hard ceiling. If the fingers flex or the nose radius mushrooms because the steel isn’t heat-treated, no bench mount in the world fixes that. You can stiffen a structure. You can’t fake material properties.
Which means the Vevor 24 is strongest when you respect its envelope: sub-18-gauge mild steel, under full width, mounted to something real. Within that box, it feels stout. Outside it, you’re finding the metallurgy limit fast.
And then workflow enters the fight.
Structure isn’t the only thing that determines whether a brake survives real fabrication.
Time does.
Harbor Freight’s screw-down clamps are simple threaded rods with nuts. They apply serious clamping force because thread pitch converts torque into linear load efficiently. That’s good for holding 16-gauge across 24 inches without slip. It’s bad when you’re swapping from 20-gauge to 14-gauge and back ten times a day and need two wrenches and a tape measure to reset height each time.
Under heavy load, screw-downs win on raw clamping pressure. Under repetitive work, they bleed productivity.
Cam-lock systems — when built decently — trade some ultimate force for speed and repeatability. Flip, bend, release. But cheap cams can deflect or wear, especially if the cam surfaces aren’t hardened. Now your clamp pressure isn’t uniform across 24 inches, and one side starts slipping before the other. That inconsistency shows up as tapered bends and wandering angles.
So which survives?
If you’re doing one-off brackets in 16-gauge mild steel at 22 inches wide, a screw-down Harbor Freight bolted to a 3/8-inch plate bench and reinforced leaf will outlast a light cam system every time. If you’re doing batch runs in thinner stock, the faster clamp may keep the tool — and you — from getting abused by constant over-tightening.
Because sometimes the failure isn’t steel yielding.
It’s the operator cranking harder to compensate for a slow workflow.
And that’s where the real decision forms: choose the shortest span that covers 80 percent of your work, make sure the leaf thickness and hinge diameter match your target gauge, then decide whether you want brute-force threads or faster cams. The brand badge matters less than the geometry and the mechanism.
If you’re consistently running repeat parts, tight tolerances, or higher volumes where clamp style debates start to feel like a bottleneck, it may be time to step beyond manual brakes altogether. A CNC panel bending solution such as the CN-HAWE panel bender shifts the equation from mechanical leverage to programmable precision—automating clamping, sequencing, and angle control to improve consistency, throughput, and operator efficiency. Instead of choosing between threads and cams, you’re investing in geometry, automation, and repeatability designed for production environments.
Given that CN-HAWE’s product portfolio is 100% CNC-based and covers high-end scenarios in laser cutting, bending, grooving, shearing, for teams evaluating practical options here, lronworker Machine is a relevant next step.
Buy if:
Skip if:
You’ve got a two-car garage, a 24-inch-deep bench made from 2x4s and 3/4-inch plywood, and you mostly bend 18-gauge mild steel brackets at 20–22 inches wide, with the occasional 16-gauge flange for a skid plate. Space is tight. Budget’s tighter. So what do you actually buy — and how do you set it up so it doesn’t feel like a soda can?
Start with the shortest span that covers 80 percent of your work. If that’s under 24 inches, a 24-inch brake with at least a 3/8-inch thick bending leaf (1/2-inch is better) is the right chassis. If you regularly hit 28–30 inches, step up to the 30-inch unit — but accept that you’re signing up to reinforce it. Either one gets bolted, not screwed, to a frame made from 2×3-inch rectangular tube with 1/4-inch wall, tied into a base that outweighs the brake by at least three to one. If your 30-inch brake isn’t bolted into something that outweighs it by a factor of three, you’re not bending steel.
That’s the foundation.
The real change — the part that makes a “light-duty” brake act twice its price — happens at the bending leaf and the clamp bar. Because once you’ve stopped the bench from twisting, the next weakest link starts talking.
Picture the bending leaf off the machine, flipped upside down on your welding table. Most budget 24–30 inch brakes use a leaf around 3/8-inch thick and maybe 2–2.5 inches tall. Across 30 inches, that’s a long, skinny beam. Under load, it doesn’t just rotate at the hinge. It bows in the center.
That bow is what rounds your 90 into an 83 in the middle.
I’ve fixed it the same way you’d stiffen a trailer tongue: add section height. A 2-inch by 2-inch by 1/4-inch angle iron, cut to 1/4 inch shy of full leaf width, stitch-welded along the back of the bending leaf, vertical leg down, horizontal leg flush against the leaf. Stitch weld 1-inch beads every 2 inches, alternating sides to control heat. Don’t run a full bead unless you enjoy warped steel.
What changes isn’t magic. It’s section modulus — resistance to bending increases dramatically with height. By adding that 2-inch vertical leg, you’ve effectively turned a flat bar into a shallow truss. The neutral axis shifts. Deflection drops. On a 30-inch brake that used to show visible center sag on 16-gauge, the difference is obvious the first time you pull a full-width bend and the angle reads within a degree across the span.
But here’s where guys ruin it: they weld right up to the hinge blocks or let weld spatter creep into the hinge knuckles. Now the hinge binds, and they crank harder to compensate. That’s how truss rods get over-tightened and frames get permanently tweaked. Leave at least 1 inch clear at each hinge boss. After welding, cycle the leaf through full travel before reinstalling. It should fall under its own weight.
If the hinge got stiffer, you didn’t build a heavy-duty brake. You built a pry bar.
And stiffening the leaf only fixes half the bow, because the clamping bar is flexing too.
Take a straightedge and lay it across the clamping bar on a typical 30-inch import brake. Snug the factory screws down on 16-gauge across full width. Now look at the gap in the center before you even pull the leaf. You’ll often see a few thousandths of daylight.
That gap becomes slip.
Slip becomes a rounded bend radius and a wandering angle.
The cheap fix — and I mean cheap like $20 — is two 6-inch forged C-clamps rated for real load, not cast pot metal. Place them 4–6 inches inboard from each end, right over the material line, and snug them after you set the factory screws. You’re converting a two-point clamp into a four-point system. The center lift drops immediately.
I’ve measured brakes that went from visibly lifting 0.040 inch at center under load to barely perceptible movement once auxiliary clamps were added. Is it elegant? No. Is it effective? Absolutely.
Now, stack that with the angle-iron truss on the leaf and the machine starts acting cohesive instead of floppy. But there’s a trap here too. Over-tighten those C-clamps and you’ll dish the clamping bar, especially if it’s mild steel and under 1 inch thick. Then you’re chasing alignment with shims and feeler gauges like it’s a press brake rebuild.
Snug, don’t crush. Think controlled preload, not brute force.
And even with a trussed leaf and reinforced clamp, you’re still living inside the physics of mild steel and hinge diameter. Which raises the question: can you safely push past the printed gauge rating?
Let’s say your 24-inch brake is realistically happy at 18-gauge mild steel full width, but you need a couple 16-gauge flanges at 20 inches. You can feel the machine working. The handle force climbs. The frame talks back.
One controlled trick is pre-scoring — not cutting through, just introducing a shallow V-groove along the bend line with a cutoff wheel set to roughly 25–30 percent of material thickness. On 16-gauge (about 0.060 inch thick), that means a groove around 0.015–0.020 inch deep. You’re reducing the effective cross-section at the bend, lowering required force.
Given that CN-HAWE’s product portfolio is 100% CNC-based and covers high-end scenarios in laser cutting, bending, grooving, shearing, for teams evaluating practical options here, V Grooving Machine is a relevant next step.
If you find yourself pre-scoring frequently just to stay within the brake’s comfort zone, it’s usually a sign that edge preparation should be handled upstream with dedicated equipment. A CNC-based solution like CN-HAWE’s shearing machine solutions delivers straight, repeatable cuts with controlled edge quality, reducing the need for manual groove tricks and improving bend consistency in higher-gauge work. In production settings, separating precision shearing from forming not only lowers stress on the brake, but also increases throughput and dimensional accuracy across batches.
This is not for structural parts that see tensile load across the bend. It’s for brackets, covers, non-critical flanges.
Another method is localized heat with a small oxy-fuel tip or induction heater, bringing the bend line to a dull red before forming. You’re dropping yield strength temporarily. The brake sees less resistance. The leaf and hinges live to fight another day.
Given that CN-HAWE’s product portfolio is 100% CNC-based and covers high-end scenarios in laser cutting, bending, grooving, shearing, for teams evaluating practical options here, Laser Cutting Machine is a relevant next step.
Given that CN-HAWE’s product portfolio is 100% CNC-based and covers high-end scenarios in laser cutting, bending, grooving, shearing, for teams evaluating practical options here, Laser Welding Machine is a relevant next step.
But heat changes metallurgy. Pre-scoring concentrates stress. Both are calculated cheats, not daily workflow.
And here’s the line in the sand: if you need to do that every week, you bought too small a chassis. Reinforcement makes a light brake behave like a heavier one within reason. It does not turn 3/8-inch leaf steel into 3/4-inch tool steel or 1/2-inch hinge pins into 1-inch shafts.
If your workload has moved beyond occasional heavy bends and into repeat production, thicker plate, or wider parts, it’s time to look at equipment designed for that duty cycle. CN-HAWE’s 100% CNC-based portfolio covers high-end bending systems and integrated sheet metal solutions built for demanding industrial scenarios. You can contact CN-HAWE to discuss specifications, request a quotation, or evaluate which press brake configuration actually matches your material, width, and throughput requirements.
Given that CN-HAWE’s product portfolio is 100% CNC-based and covers high-end scenarios in laser cutting, bending, grooving, shearing, for readers who want detailed materials, Brochures is a useful follow-up resource.
There’s smart over-engineering — angle iron trusses, auxiliary clamps, a 1/4-inch wall tube base — and then there’s asking a go-kart frame to haul a dump trailer.
Buy if:
Skip if:
Treat the brake like a bare chassis. Reinforce it where the load flows. Respect the hinge and the metallurgy. Do that, and the “budget” label stops meaning weak and starts meaning unfinished.
At what point do the reinforcements stop being clever and start being denial?
Here’s the frame I use: when the steel you’re bending demands more force than the hinge pins, leaf thickness, and pivot geometry were ever designed to carry — no amount of 2x2x1/4-inch angle iron or 2×3-inch, 1/4-inch wall tube under the base will change that. Stiffening the chassis reduces deflection. It does not increase hinge diameter, upgrade pivot metallurgy, or turn 3/8-inch side plates into 3/4-inch flame-cut cheeks. Once you’re spending time trying to change the load path inside the hinge instead of around it, you’ve crossed from smart reinforcement into redesigning the machine.
And redesigning a $400 blank is how you accidentally build a $1,200 compromise.
So how do you know which side of that line you’re on?
First question: What material, what thickness, what width — every week, not once a month?
If your life is 16-gauge mild steel at 24 inches or less, occasional 14-gauge at 12 inches, and mostly brackets and enclosures, a reinforced 30-inch brake bolted to a base that outweighs it three-to-one will live there happily. That’s a defined duty cycle. You’re not guessing; you’re matching section modulus to workload.
Second question: How often are you at 80–100% of the printed rating?
Budget ratings are redlines, not cruising speeds. If you’re pulling full-width 16-gauge on a 30-inch brake every afternoon, that hinge pin is seeing cyclic stress near yield. Metal fatigues. Holes oval out. Ram repeatability — even on a manual leaf — drifts. Industrial evaluations obsess over repeatability under load for a reason: fatigue doesn’t announce itself until your angles wander.
If heavy bends are occasional, reinforcements make sense. If they’re routine, you’re running a commuter car at redline.
Third question: What tolerance actually matters in your work?
If ±1 degree across 24 inches is fine for weld-up frames, a trussed leaf and auxiliary clamping get you there. If you’re chasing 0.05 mm flatness over 1000 mm on mid-thickness plate, now deflection isn’t just visible — it’s measurable against a standard. Passing the eyeball test isn’t the same as passing a geometric one. That’s where hydraulic consistency and frame mass — things you can’t bolt on later — start to matter.
Answer those three honestly and the “false economy” question gets sharper. Because now it’s not about price. It’s about duty cycle.
Which brings us to the hard ceiling.
The ceiling isn’t when the frame flexes. We already fixed most of that.
The ceiling is when dynamic load spikes exceed what the pivots and side plates can absorb. Bending force isn’t a flat number; it climbs with plate length and can jump 25–40% over static predictions as speed and engagement change. On a light brake, that spike goes straight into small-diameter hinge pins and relatively thin cheek plates. You can’t weld your way into larger pins without rebuilding the machine from scratch.
That’s physics, not brand snobbery.
There’s another ceiling: process control. Grain direction shifts springback. Two sheets from the same stack can open up differently after the bend. On production press brakes, optical systems measure and correct angle in real time. On a manual leaf brake, the “sensor” is your forearms and a protractor. For brackets, fine. For repeat production parts where a half-degree compounds across assemblies, skill alone becomes the bottleneck.
And then there’s fatigue. Industrial buyers inspect hydraulic pressure consistency and ram repeatability because frames lose 20–30% performance as they wear. On a budget leaf brake, wear shows up as slop in pivots and inconsistency across the span. Once holes elongate, you’re line-boring and sleeving or living with drift.
If you’re pricing out custom hinge pins, machining side plates from 1/2-inch 1045, and re-bushing pivots, stop. You’re no longer reinforcing a chassis. You’re fabricating a new machine around a cheap badge.
That’s the moment to step up.
Here’s the lens I want you to carry forward: a budget brake is not a smaller version of an industrial brake. It’s a bare chassis.
A chassis needs three things to haul weight: a stiff frame, a foundation that doesn’t twist, and loads within axle rating. Translate that to steel: 2x2x1/4-inch angle truss on the leaf, a base built from 2×3-inch or 2×4-inch rectangular tube with 1/4-inch wall and through-bolted to concrete, auxiliary clamping where the center wants to lift, and work that lives comfortably below the hinge’s fatigue threshold.
If your shop reality is 18–16 gauge mild steel, 24-inch average bends, short runs, and tolerances that allow a degree of variation, that reinforced blank becomes a dependable workhorse. Not because it’s magically stronger — but because you aligned structure, physics, and workload.
If your reality is daily full-width 14-gauge, stainless with attitude, tight angular tolerances, and production volume where repeatability pays the bills, you’re not buying strength. You’re buying mass, pivot diameter, hydraulic consistency, and fatigue life engineered from the start.
That’s the non-obvious part: the smart upgrade isn’t about how much steel you weld onto the brake. It’s about whether your workload fits inside the unchanged parts — the hinges, the side plates, the geometry you didn’t redesign.
Treat the tool like a chassis. Reinforce the load paths you can reach. Respect the ones you can’t.
Buy if:
Skip if:


















