

我看过一台 30 英寸台式折弯机尝试在 24 英寸宽度上折弯 16 号低碳钢。手柄压下,工作台腿向外张开,整个装置在混凝土地面上缓缓移动了三英寸。机主发誓工厂的钢材是废料。.
折弯机没有在折叠,倒是工作台在屈服。.
这就是大多数人在挂牌出售工具前永远无法弥合的差距。.
一台典型的 30 英寸进口折弯机大约重 70–90 磅。我见过它被放在一张重约 60 磅的松木工作台上,只用两颗 3/8 英寸方颈螺栓和垫圈固定。然后有人让它冷弯 20 英寸宽的 14 号板。这不是材料问题,而是杠杆效应在寻找最薄弱的环节。.
这些折弯机被当作成品出售。其实不是。它们只是裸机架——缺少横梁和基础。厂家给你一个压紧叶片和铰链销,剩下的结构要你自己负责。如果底座可以扭曲,它就会扭曲。而一旦扭曲,折弯质量也会随之变差。.
所以,当折弯出来变得圆滑而不是锋利时,到底是什么在动?
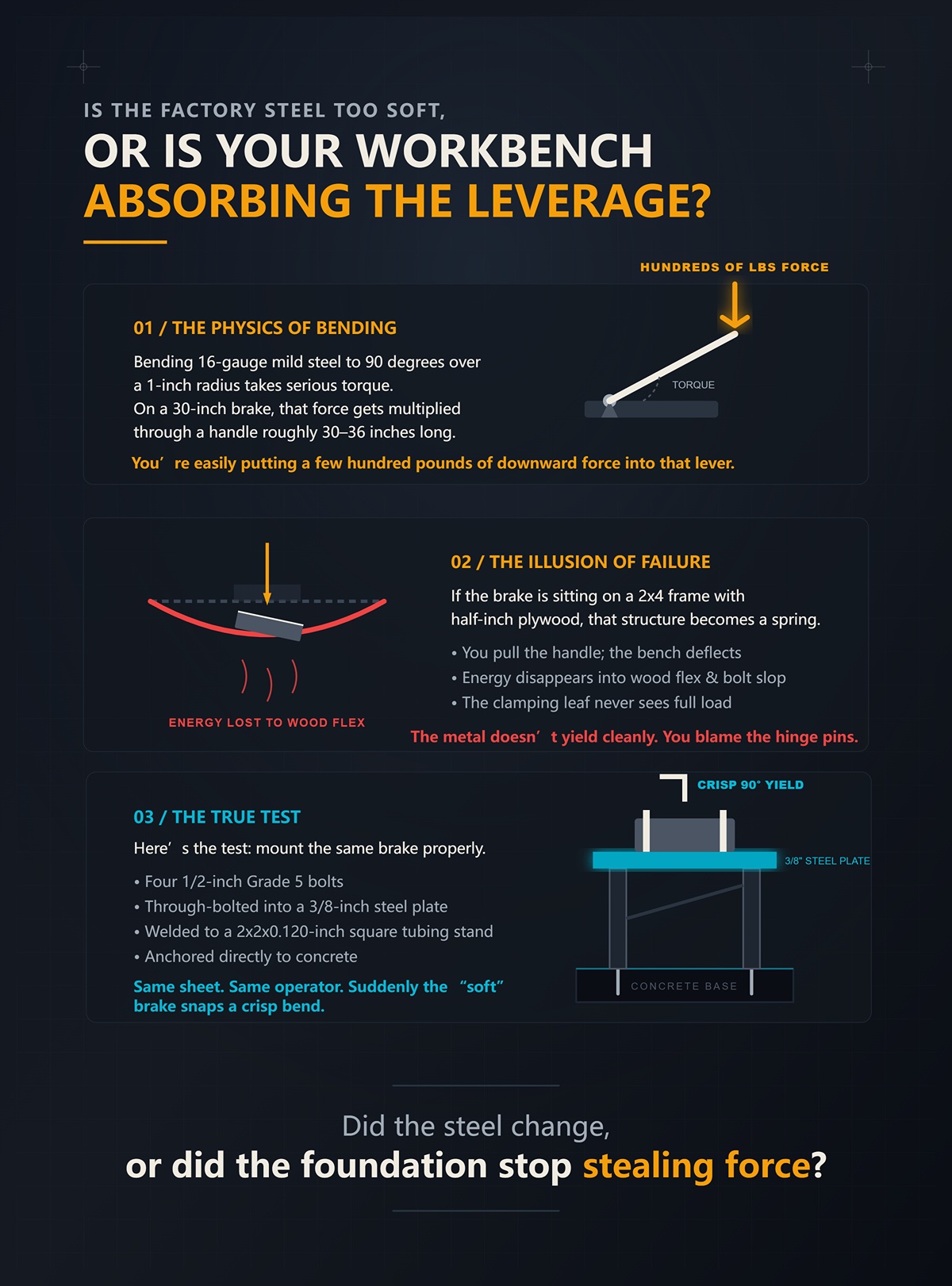
将 16 号低碳钢以 1 英寸半径折弯到 90 度需要相当大的扭矩。在一台 30 英寸折弯机上,这个力通过大约 30–36 英寸长的手柄被放大。你轻易就能在杠杆上施加几百磅的向下压力。物理定律可不管这台折弯机是不是打折购入的。.
如果折弯机放在由 2×4 木框和半英寸胶合板组成的结构上,这个结构就会像弹簧一样工作。你拉动手柄,工作台发生挠曲,能量消散在木材的弯曲和螺栓间隙里。压紧叶片从未承受完整负载。金属不能干脆屈服。于是你怪罪铰链销。.
这是我使用的测试方法:用四颗 1/2 英寸 5 级螺栓将同一台折弯机穿透固定在 3/8 英寸厚钢板上,该钢板焊接在由 2x2x0.120 英寸壁厚方管制成并锚固在混凝土上的支架上。同样的板料,同样的操作者。突然间,“软”的折弯机打出了干净利落的折角。.
到底是钢变了,还是基础不再偷走力量?
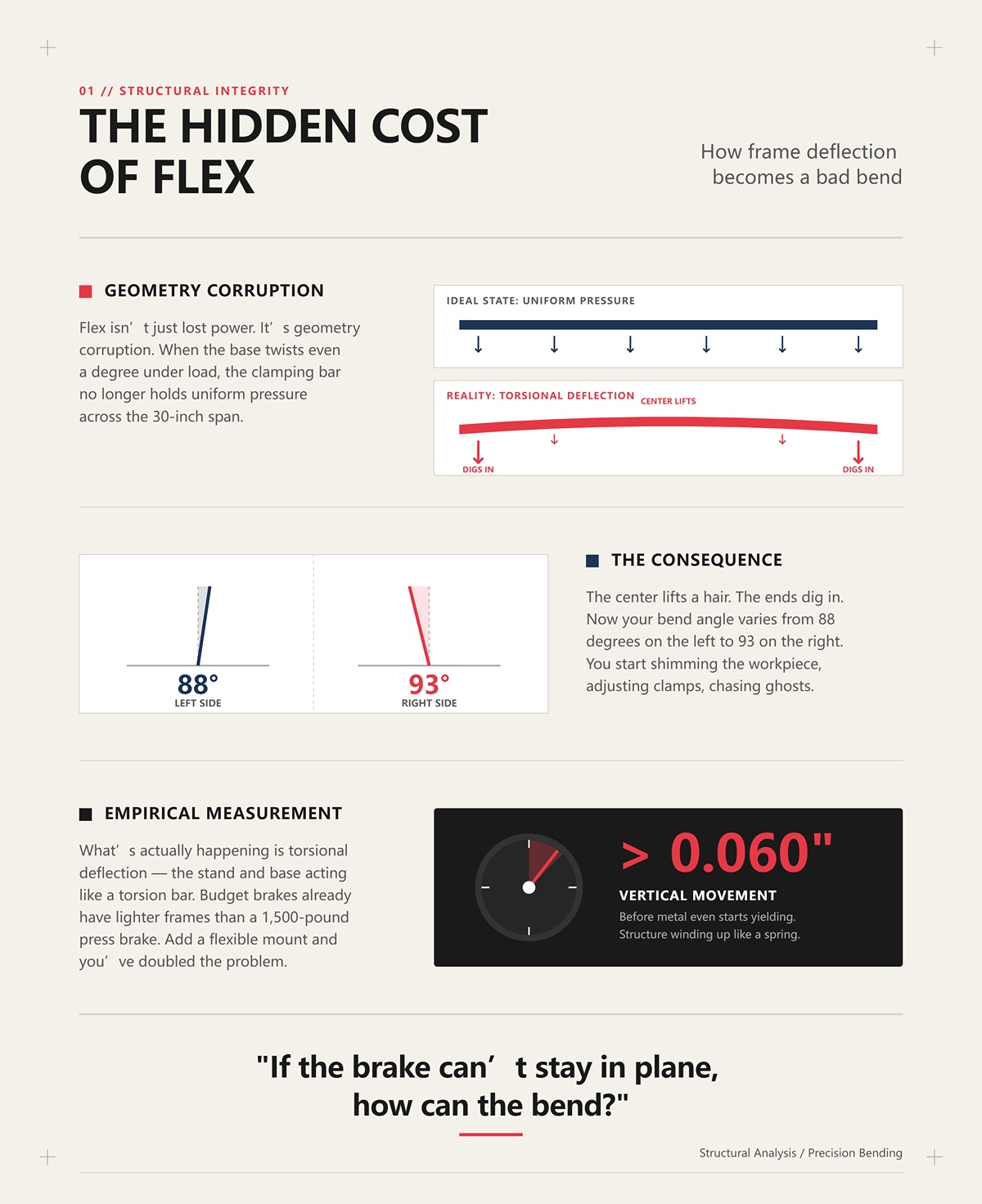
挠曲不仅仅是力量损失,它还是几何形状的失真。.
当底座在载荷下哪怕扭转一度,压紧杆就不再能在 30 英寸宽度范围内维持均匀压力。中间略微抬起,两端更深压入。于是你的折弯角度从左侧 88 度到右侧 93 度不等。你开始垫片、调夹具、追鬼影。.
真正发生的是扭转挠曲——支架与底座像扭力杆一样在工作。预算折弯机本身的框架就比一台 1500 磅的液压折弯机轻得多,再加上柔性的安装,你的问题就翻倍了。.
我用土方法测过:在底座中央放个百分表,手柄拉到满载。在一张单薄的工作台上,金属还没开始屈服前我就看到超过 0.060 英寸的垂直位移。那不是铰链失效,那是结构像弹簧一样缠紧。.
如果折弯机都无法保持在同一平面上,折弯怎么能精准?

最大的罪魁祸首不是薄钢,而是懒惰。.
木材中的拉钉在循环载荷下并不是结构锚固件。螺纹会压碎纤维,孔洞会被拉长,经历十几次大幅弯曲后,你会出现肉眼看不见但能明显感觉到的微小移动。刹车开始“松动”。人们称之为磨损。.
用穿螺栓固定。至少使用 1/2 英寸 5 级高强度螺栓和硬化垫圈,并正确施加扭矩。更好的是,在刹车底座的两侧夹上 1/4 英寸钢背板,这样铸件就不会被点加载。将支架固定在比刹车本身更重的东西上。混凝土底座最佳。其次是重达 300 磅的焊接支架。.
如果你的 30 英寸刹车没有固定在重量至少是它三倍的东西上,那你不是在弯钢,而是在弯你的工作台。.
当安装不再是薄弱环节时,会出现一个新问题:当刹车自身的 30 英寸跨度变成弹簧时会发生什么?
购买条件:
跳过购买条件:
我将一台 36 英寸的台式刹车固定在一个重达 320 磅的支架上,该支架由 2x2x0.120 英寸壁厚方钢焊制,角部带有加劲板,用 1/2 英寸楔形锚栓固定在 4 英寸厚的混凝土板上。没有工作台弯曲,没有螺栓松动。然后我喂给它 16 号软钢板,全宽 36 英寸。.
它确实弯了。从技术上讲。.
手柄下压得很重,弯叶中间略有弧度,最终的弯角两端是 90 度,中间是 86 度。用同样的钢板,切成 28 英寸宽,跨距上能干净地折到 90 度,用力明显更小。.
安装方式没有任何改变,只是宽度改变了。.
那一刻你就不再责怪工厂,而是开始做数学计算。.
钣金刹车的弯叶在受力下表现得像一根梁。梁的挠度不会随跨度线性增长——它增长得很快。无支撑长度加倍,挠度不会仅仅加倍;它会增长数倍,因为弯曲刚度与厚度的立方有关,而载荷分布在整个跨度上。由 3/8 英寸软钢板制成的 36 英寸弯叶并不会因为更长就比 24 英寸的“强”50%,在相同厚度和全幅载荷下,它在中部下垂的倾向反而明显更大。.
这就是为什么较短的刹车常常感觉更坚固。.
拿那台为 16 号低碳钢额定的 36 英寸折弯机来说。目录上的意思是,16 号钢在 36 英寸宽度下是最大负载,再多就会造成永久变形或不可接受的挠度。这就是红线区域。.
但大多数人却把它当作巡航速度来用。.
在相同的固定装置下,我用 30 英寸宽的 16 号钢进行了测试——大约是额定宽度的 83%。手柄所需的力明显下降。用千分表在折叶边缘测得的中心挠度,从全宽时的约 0.040 英寸降到了不到 0.015 英寸。弯折一致性显著提高。.
30 英寸并没有发生什么神奇的变化。只是折弯机从其弹性极限区域移入了理想工作区。.
折弯机制造商在某种意义上比买台式折弯机的人更诚实:“100 吨 x 10 英尺”这样的额定值同时包含了力和宽度。如果你只在 6 英尺宽度上折弯,就不会用到全部吨位。这里的物理规律相同,只是比例更小、结构更轻。当一台 36 英寸的折弯机标称可以处理 16 号钢时,这意味着特定的几何条件——通常是适用于低碳钢的弯曲半径和夹紧方式。改变宽度后,每英寸所需的吨位需求也会变化。在生产环境中,这正是 CNC 系统重要的原因:现代解决方案如 CN-HAWE折弯机 都是围绕校准吨位、受控挠度补偿和可编程弯曲参数而设计的,因此力、宽度和材料数据能够协调,而不是凭经验猜测。原理不变——变化的是控制水平。.
所以 80% 法则并非迷信。它是留有余量的工作策略。若希望获得重复一致、且不受回弹和折叶下垂困扰的折弯效果,就应使用额定宽度的 80%。.
但为什么宽度的影响比增加一个厚度等级更严重?
设想两个任务:
第二块板更厚,因此每英寸所需的屈服力更大。但它的宽度只有一半。铰链处所需的总扭矩往往与满宽 16 号钢折弯相当——有时甚至更小。.
因为宽度会把负载乘以整个跨度。.
每英寸的金属片都以自身的一点力抵抗弯曲。36 英寸宽度意味着你在叠加 36 个这样的力片。压紧杆必须在整个宽度上保持均匀压力。折叶必须在全长上传递扭矩。铰链销在整根轴线上承受分布式剪切。.
现在把宽度从 24 英寸扩展到 36 英寸。这多出的 12 英寸不只是“更多金属”。它是更远离中心支撑的杠杆,增加了中点的弯曲力矩。中心因此成为薄弱环节,因为它距离两端的结构加固最远。.
这就是为什么用 1/2 英寸厚折叶板构造的 24 英寸折弯机,在其宽度范围内会感觉极其坚固。跨度短,中点弯矩低,沿铰链线的总扭矩更小。.
折弯机越长,折叶厚度相同,挠度就越大。机架并没有按比例加深或加厚——只是被拉得更长了。.
因此,宽度考验的是结构;厚度等级考验的是单位宽度的力。当两者都达到额定极限时,工具就在结构极限上摇摆平衡。.
当直线折弯机运行接近其结构极限时,与其进一步加大框架受力,不如改变成形策略往往更高效。对于大半径弯曲、圆柱或靠近板厚极限的宽板件,CNC卷板系统可以逐步分配力,而不是集中在单一铰链线上。像这样的解决方案 CNC卷板机 来自CN-HAWE,将全CNC控制集成到更广泛的钣金自动化体系中,可实现可重复的半径成形,同时减少对任何单个结构件的峰值应力——当宽度和厚度开始相互叠加时,这通常是一条更稳定的路径。.
而这仍然是在假设使用低碳钢的情况下。.
我见过一台额定为16号低碳钢的30英寸折弯机,在一次热情的尝试用24英寸宽的16号304不锈钢后,叶板上留下了永久的弧形变形痕迹。.
厚度相同,却完全是不同的材料。.
低碳钢的屈服强度约为36,000 psi。像304这样的奥氏体不锈钢屈服强度明显更高,并且在弯曲过程中会加工硬化。这意味着要将其从弹性变形推入塑性变形——即保持弯曲状态——所需的力要大得多。而且它的回弹更强。.
因此操作者会将手柄拉得更远以进行补偿。按得更久。甚至可能轻轻晃动几下。现在,你不仅匹配了低碳钢的额定值,还在所需的力和过折角度上都超过了它。.
实际上在折弯机内部发生的情况很简单:在不锈钢屈服前,叶板的挠度更大。压紧杆承受更高的拉伸负荷。铰链销承受更高的剪切力。如果折弯机在16号低碳钢满宽度时已接近其弹性极限,那么不锈钢会将它推过这个门槛,进入永久变形。.
物理定律并不会因为厚度数字相同而妥协。.
而令人不安的事实是:再多的台座加固也无法修复一块对高强度材料来说尺寸不足的叶板。安装能解决扭转挠曲问题,但无法改变截面模数——即那块叶板抵抗弯曲的几何能力。.
所以当你比较24英寸和36英寸折弯机时,你不只看长度。你要看:
因为一旦安装不再消耗力量,折弯机自身的几何形状就成为极限。.
购买条件:
跳过购买条件:
那么你到底该如何选择?
停止按“容量”选购,开始按“跨度”选购。.
如果你70%的工作是20英寸宽的18号低碳钢,那么36英寸的折弯机并不是升级。它只是一个更长的杠杆,仍在与相同厚度的折叶、相同的铰链销、相同的3/8英寸压杆较劲——只是被拉长了。额外的12英寸看起来像自由,但从结构上说,它是负担,除非截面模量随之增长。.
把这些东西想成裸车架。用与8英尺车厢相同的C型槽钢造的12英尺车厢并不会因为更长而能拉更多货。它更早发生扭曲。.
这就是要看的角度。.
在36英寸的Harbor Freight和24英寸的Vevor之间,较短的跨度在刚性方面每次都赢,即使在你焊下第一道弧之前也是如此。问题不在于哪个品牌“更强”,而在于哪个底盘为你实际承受的载荷提供了最佳的起始几何形状——以及哪个在你加焊加固后还能响应。.
因为它们都不是成品工具。它们只是坯体。.
30英寸的Harbor Freight是这个产品系列的甜蜜点。.
与36英寸机型结构大体相同——旋紧式压杆、铰链折叶、低碳钢结构——但中间少了六英寸要弯曲的长度。如果折叶大约是3/8英寸钢板,压杆也类似,那么仅仅缩短跨度这一点便能在相同的单位负载下显著降低中点挠度。不只是理论上。肉眼可见。.
36英寸版本并非垃圾。它只是诚实地呈现了物理规律。未固定在支撑架上时,它在处理超过18号钢时会显得柔软,因为整个结构都在动——底座、支架、折叶。把它用螺栓固定在一个重量达200磅、壁厚1/4英寸的2×3英寸矩形钢管框架上,情况就变了。沿折叶背部焊接一条1/4英寸×2英寸的平钢条加固件,每隔2英寸点焊一次,中部下垂再次减少。.
现在它是一个值得构建的底盘。.
但问题在于:只有当你确实经常需要30英寸以上的工件时,36英寸才有意义。如果你的“大件工作”一年只做两次,你就为几乎不会用到的能力在每一次折弯中付出了刚性代价。30英寸的机型若加固并安装在一个重量是其三倍的结构上,处理24英寸工件时的紧实感将胜过更长的兄弟型号。.
而紧实感就像是力量感。.
所以,当你把Harbor Freight平台当成结构钢而不是家具来对待时,它能在真实的制造环境中幸存。它的骨架设计简单、易于操作、可焊接。这很重要。这也让紧凑型Vevor成为一个有趣的反击选择。.
更短的跨距就是优势。就是这样。.
一台带有 1/2 英寸厚折叶的 24 英寸折弯机,在处理宽度小于两英尺的任何工件时,都会让带 3/8 英寸折叶的 36 英寸折弯机汗颜。中跨弯矩更小。总夹紧载荷更少。问题也更少。.
几何作用这次终于帮了你的忙。.
但紧凑性是双刃剑。一些 24 英寸的进口盒式与分体式折弯机,在上压指与折弯模之间的间隙非常紧。理论上,它们可处理 20 号低碳钢。实际上,在你施加全力之前,较厚的材料就已经因为空间不足而“争夺位置”。而且这些折叶和压指大多不是经硬化处理的工具钢——只是尚可使用的低碳钢,如果你把它当作液压折弯机使用,它们会变形。.
所以,是的,占地面积确实是一种刚性特征。它在结构上天然减少了挠度。.
但它也可能成为一个硬性上限。如果压指发生弯曲,或前缘半径因钢材未热处理而被压瘪,那再牢固的台面安装方式也无济于事。结构可以加固,但材料特性无法伪造。.
这意味着 Vevor 24 在你尊重其使用范围时最强:小于 18 号低碳钢,全幅宽度内,并稳固地固定在结实的平台上。在这个范围内,它给人的感觉很结实。超出范围,你会很快遇到金属材料性能的极限。.
然后,工作流程也会参与这场较量。.
结构并不是决定折弯机能否在实际加工中幸存下来的唯一因素。.
时间才是。.
Harbor Freight 的螺旋压紧夹采用带螺母的简单螺杆。它们能施加强大的夹紧力,因为螺距能高效地将扭矩转化为线性压力。这对于在 24 英寸宽度上夹持 16 号板而不打滑非常有利。但如果你一天内需要在 20 号与 14 号钢板之间切换十次,每次都得用两把扳手和卷尺重新调高度,那就糟糕了。.
在重载下,螺旋压紧装置在原始夹紧压力上取胜。而在重复作业中,它们则拖慢效率。.
当凸轮锁系统做得够好时,它会牺牲部分极限压力来换取速度与重复精度。翻、弯、松,一气呵成。但廉价的凸轮可能会发生挠曲或磨损,尤其是当凸轮接触面未经过硬化处理时。此时,夹紧压力在 24 英寸宽度上已不再均匀,一边开始打滑,而另一边仍在紧锁。这种不一致最终会表现为折弯角度不均和弧度漂移。.
那么谁能撑得更久?
如果你正在用 22 英寸宽的 16 号低碳钢制作一次性支架,一台螺旋压紧式 Harbor Freight 折弯机,固定在 3/8 英寸钢板平台上并带加固折叶,每次都会比轻型凸轮系统更耐用。如果你在批量生产较薄的材料,速度更快的夹紧机构可能让设备和你本人都免于因反复过度紧固而“受虐”。.
因为有时失效的并不是钢材屈服。.
而是操作员因为流程慢而越拧越狠。.
这也是关键决策之处:选择能涵盖 80% 工作内容的最短跨距,确保折叶厚度与铰链直径匹配目标板厚,然后决定你要的是蛮力螺纹还是快速凸轮。品牌标志的意义,比起几何设计和机构本身,要小得多。.
如果你经常重复加工相同的零件、追求严格公差或处理较高的产量,而关于夹紧方式的讨论开始成为瓶颈,那么是时候彻底摆脱手动折弯机了。诸如 CN-HAWE 面板折弯机 这样的 CNC 面板折弯解决方案,将工作模式从机械杠杆转变为可编程的精度——自动化控制夹紧、顺序及角度,以提升一致性、产能和操作效率。与其在螺纹和凸轮之间选择,不如投资于专为生产环境设计的几何结构、自动化与重复精度。.
鉴于CN-HAWE的产品组合是100%基于CNC的,覆盖激光切割、折弯、开槽、剪切等高端场景,对于正在评估实际应用方案的团队而言,, 多功能冲剪机 是相关的下一步。.
购买条件:
跳过购买条件:
你有一个双车位车库,一张 24 英寸深的工作台,由 2x4 木材和 3/4 英寸胶合板构成,你主要折弯 18 号低碳钢支架,宽度在 20–22 英寸之间,偶尔也折弯一些用于防滑板的 16 号法兰。空间紧凑,预算更紧。那么你到底该买什么设备——以及如何安装才能不让它像个易拉罐?
从覆盖你 80% 工作的最短跨度开始。如果宽度不足 24 英寸,那么一台拥有至少 3/8 英寸厚折弯叶片(1/2 英寸更佳)的 24 英寸折弯机就是合适的选择。如果你经常处理 28–30 英寸的工件,则应升级到 30 英寸机型——但要接受它需要加固的事实。不论选择哪种,都应使用螺栓(不是螺钉)固定在由 2×3 英寸、1/4 英寸壁厚矩形管制成的框架上,并连接到一个重量至少是折弯机三倍的底座。如果你的 30 英寸折弯机没有被牢牢固定在比它重三倍的支架上,那你其实并没有在折弯钢板。.
这是基础。.
真正的改变——让“轻型”折弯机表现出两倍性能的关键——发生在折弯叶片和压紧杆上。因为当你阻止了工作台的扭曲后,下一个薄弱环节就会显现。.
想象折弯叶片从机器上拆下,翻转后放在焊接台上。多数预算型 24–30 英寸折弯机使用约 3/8 英寸厚、2–2.5 英寸高的叶片。跨越 30 英寸时,这是一根又长又细的梁。受力时不仅在铰链处旋转,中心还会弯曲。.
这种弯曲会让你的 90 度折弯在中间变成 83 度。.
我的修复方法和加固拖车牵引杆的方式一样:提升截面高度。取一根 2 英寸×2 英寸×1/4 英寸的角钢,长度比叶片总宽度短 1/4 英寸,沿折弯叶片背后焊接,竖直边朝下,水平边与叶片齐平。每隔 2 英寸交替焊接 1 英寸长的点焊珠以控制热量。不要焊满整条缝,除非你喜欢变形的钢板。.
变化并非魔法,而是截面模数——折弯抗力随高度急剧增加。通过增加这 2 英寸的竖直翼,你实际上把平板变成了浅桁架。中性轴发生了偏移,挠度显著下降。在一台原本在折 16 号钢时中心明显下垂的 30 英寸折弯机上,第一次进行满宽度折弯时角度能在整个宽度范围内保持 1 度以内的误差。.
但问题在于,有人把焊缝做到靠近铰链座,或让焊渣溅入铰链环内。此时铰链卡死,他们便用更大力气去操作。这正是桁架杆被过度拧紧、框架永久变形的原因。务必在每个铰链座处保持至少 1 英寸的空隙。焊接完毕后,在重新安装前先让折弯叶片完成全程动作。它应能凭自重自由下落。.
如果铰链变得更紧了,你并没有制造出一个重型折弯机。你造的是一个撬杠。.
而加固折板只能解决弯曲的一半问题,因为夹紧杆也在弯曲。.
取一把直尺,横放在典型 30 英寸进口折弯机的夹紧杆上。将出厂螺钉在整宽的 16 号钢板上拧紧。现在在还没拉动折板之前,看看中间的间隙。你常常能看到几千分之一英寸的透光缝隙。.
那个间隙就变成了滑动。.
滑动会导致折弯半径变圆,角度飘移。.
廉价的修复办法——真的是像 $20 一样便宜——是两个 6 英寸锻造 C 型夹具,额定为实际载荷,而不是铸造的劣质金属。将它们放在每端向内 4–6 英寸、正好在材料线的上方,在你拧紧出厂螺钉后再将其固定。你把双点夹紧系统变成了四点系统。中心的翘起立刻下降。.
我测量过一些折弯机,在载荷下中心明显翘起 0.040 英寸的,增加辅助夹具后几乎看不到任何移动。它优雅吗?不。它有效吗?绝对有效。.
现在,把它和折板上的角钢桁架结合起来,机器开始变得协同而不是松散。但这里也有陷阱。过度拧紧这些 C 型夹会使夹紧杆凹陷,特别是当它是低碳钢且厚度不到 1 英寸时。然后你就得用垫片和量规去追找对齐,就像在重建折弯压力机一样。.
拧紧,而不是压碎。要有控制的预紧力,而不是蛮力。.
即使有加强的折板和加固的夹具,你仍然受限于低碳钢的物理特性和铰链直径。这就提出了一个问题:你能否安全地超出标定的板厚?
假设你的 24 英寸折弯机在全宽情况下理想适用于 18 号低碳钢,但你需要做几个 20 英寸的 16 号钢边缘折弯。你能感觉到机器在吃力。手柄的力增大,机架在“回话”。.
一种可控的技巧是预刻槽——不要割断,只是在折弯线上用砂轮切割出浅浅的 V 形槽,深度约为材料厚度的 25–30%。对于 16 号钢(厚约 0.060 英寸),槽深约为 0.015–0.020 英寸。这样可以减小折弯处的有效截面,降低所需力。.
鉴于CN-HAWE的产品组合是100%基于CNC的,覆盖激光切割、折弯、开槽、剪切等高端场景,对于正在评估实际应用方案的团队而言,, V型开槽机 是相关的下一步。.
如果你发现自己频繁靠预刻槽来让折弯机“舒服”,这通常意味着边缘预处理应该在前段由专用设备完成。像 CN-HAWE 的剪切机解决方案 可提供平直、可重复的切割以及受控的边缘质量,从而减少手工刻槽的需求,提高高号钢作业时的折弯一致性。在生产环境中,将高精度剪切与成形分离,不仅能减轻折弯机的负担,还能提高产能和批次的尺寸精度。.
这不适用于折弯处受拉的结构件。适用于支架、盖板、非关键翻边。.
另一种方法是使用小型氧燃喷嘴或感应加热器对折弯线局部加热,使其在折弯前达到暗红色。这样可以暂时降低屈服强度。折弯机受力减小,折板和铰链得以延长寿命。.
鉴于CN-HAWE的产品组合是100%基于CNC的,覆盖激光切割、折弯、开槽、剪切等高端场景,对于正在评估实际应用方案的团队而言,, 激光切割机 是相关的下一步。.
鉴于CN-HAWE的产品组合是100%基于CNC的,覆盖激光切割、折弯、开槽、剪切等高端场景,对于正在评估实际应用方案的团队而言,, 激光焊接机 是相关的下一步。.
但是加热会改变金属结构。预先刻槽会集中应力。这两者都是经过计算的“作弊”手段,而不是日常的工作流程。.
这里就是分界线:如果你每周都需要这样做,那说明你买的机架太小了。加固能在一定程度上让轻型折弯机的表现接近较重型号,但它无法把3/8英寸的薄钢板变成3/4英寸的工具钢,也无法把1/2英寸的合页销变成1英寸的轴。.
如果你的工作量已经从偶尔的重负折弯转变为重复生产、更厚的板材或更宽的零件,那么是时候考虑为这种工作周期而设计的设备了。CN-HAWE的100%数控系列涵盖高端折弯系统和一体化钣金解决方案,专为高要求的工业应用场景而构建。你可以 联系 CN-HAWE 来讨论技术规格、请求报价,或评估哪种折弯机配置真正满足你的材料、宽度和产量需求。.
鉴于CN-HAWE的产品组合基于100%数控平台,涵盖激光切割、折弯、开槽、剪切等高端场景,对于希望了解详细资料的读者,, 宣传册 是一个有用的后续资源。.
有一种聪明的“过度设计”——如角钢桁架、辅助夹具、1/4英寸壁厚管基座——但也有一种是让卡丁车车架去拖自卸挂车。.
购买条件:
跳过购买条件:
把折弯机当作裸机架来对待。在载荷流经的地方加固。尊重合页与金属结构。做到这些,“预算款”不再意味着脆弱,而是意味着“待完善”。.
在什么情况下,加固不再是聪明,而变成自欺?
我使用的判断框架是这样的:当你要折弯的钢材需要的力量已经超过了铰链销、折叶厚度和支点几何结构所能承受的设计极限——再多的2x2x1/4英寸角铁或2×3英寸、1/4英寸壁厚管加在底座上,也无法改变这一点。加固机架可以减少挠度,但不会增加合页直径、不会改良支点金属材料、也不会把3/8英寸的侧板变成3/4英寸的火焰切割钢板。当你开始试图改变合页内部的受力路径,而不是其外部支撑时,你就已经从合理加固跨越到了机器重设计。.
而重新设计一个$400毛坯,就是你无意中造出一个$1,200妥协品的方式。.
那么你怎么知道自己站在哪一边?
第一个问题: 什么材料、什么厚度、什么宽度——每周一次,而不是每月一次?
如果你的工作主要是 24 英寸或以下的 16 号低碳钢,偶尔有 12 英寸的 14 号钢,绝大部分是支架和外壳,那么一台加固的 30 英寸折弯机,固定在比它重三倍的底座上,将能稳定地胜任。这就是一个明确的工作循环。你不是在猜,而是在把截面模量与工作负荷匹配起来。.
第二个问题: 你有多频繁地处于标定额定值的 80–100%?
廉价机型的额定值是红线,而不是巡航速度。如果你每天都在用 30 英寸折弯机全幅折 16 号板,那根铰链销就处在接近屈服的循环应力下。金属会疲劳。孔会磨成椭圆。冲头的重复精度——即使在手动折弯机上——也会偏移。工业级评估之所以关注负载下的重复性,是有原因的:疲劳不会提前警告,直到你的角度开始漂移。.
如果重载折弯只是偶尔,强化结构是合理的。如果是常态,那就等于拿通勤车长时间跑红线。.
第三个问题: 你的工作到底需要多严格的公差?
如果在 24 英寸范围内 ±1° 足以满足焊接框架的要求,那么带桁架支撑的折叶板和辅助压紧装置就够了。如果你要在中厚板上追求 1000 毫米范围内 0.05 毫米的平面度,那时挠曲不仅能看出来,还能被测量并对照标准。能过“目测关”不代表能过“几何精度关”。这时候液压一致性和机架质量——那些无法后加的因素——就变得关键。.
如实回答这三个问题后,“伪经济”问题就更清楚了。因为这时它已不再是价钱问题,而是工作循环的问题。.
这就引出了“上限”。.
上限不是机架开始弯曲的时候。那部分我们早就解决了。.
上限是在 动态载荷峰值 超过铰点和侧板可承受范围时出现的。折弯力不是固定值;它会随着板材长度而攀升,并在速度和接合方式变化时较静态预测值跃升 25–40%。在轻型折弯机上,这种冲击直接传递到小直径的铰链销和相对薄的侧板上。你无法通过焊接让销变大,除非推倒重建整台机器。.
那是物理规律,不是品牌偏见。.
还有另一个上限: 工艺控制. 。晶粒方向会影响回弹。同一叠板中的两张板折完后角度可能不同。在生产用折弯机上,光学系统会实时测量并校正角度;在手动折弯机上,“传感器”是你的前臂和量角器。对于支架类零件,这没问题;但对于半度误差会在装配中层层放大的量产件,仅靠手艺就成了瓶颈。.
然后是疲劳问题。工业采购人员会检查液压压力的一致性和滑块的重复性,因为框架在磨损时会损失 20–30% 的性能。在预算型折弯机上,磨损表现为枢轴松动以及跨跨度的不一致性。一旦孔变长,你就要进行线镗和加套,或者忍受偏移。.
如果你正在计算定制铰链销的价格、用 1/2 英寸 1045 钢加工侧板并重新衬套枢轴,请停下。你不再是在加固底盘,而是在围绕一个廉价铭牌制造一台新机器。.
那就是该提升的时刻。.
这是我希望你继续保持的视角:预算型折弯机并不是工业折弯机的缩小版。它只是一个裸机底盘。.
一个底盘需要三样东西才能承载重量:坚固的框架、不发生扭曲的基础,以及在轴额定负载范围内的荷载。把这转换到钢材上:叶片上的 2x2x1/4 英寸角铁桁架,底座由 2×3 英寸或 2×4 英寸、壁厚 1/4 英寸的矩形管制成并贯穿螺栓固定到混凝土上;在中心容易翘起的位置增加辅助夹紧;以及工作负载保持在铰链疲劳阈值以下。.
如果你的车间现实是使用 18–16 号低碳钢、平均折弯长度 24 英寸、批量较小、容差允许有一定变化,那么那个加固的空白折弯机就能成为可靠的工作主力。不是因为它奇迹般地变得更强,而是因为你让结构、物理和工作量达到了匹配。.
如果你的现实是每天进行全宽度 14 号不锈钢折弯、追求紧密角度公差,并有高产量需要重复性来维持盈利,那你购买的不是强度,而是质量、枢轴直径、液压一致性以及从一开始就设计好的疲劳寿命。.
这就是不那么明显的部分:聪明的升级并不在于你在折弯机上焊了多少钢,而在于你的工作量是否能适配那些未改变的部分——铰链、侧板、你没有重新设计的几何结构。.
把工具当作底盘来看待。加固你能触及的载荷路径。尊重你不能触及的部分。.
购买条件:
跳过购买条件:


















