

Vi a una prensa dobladora de banco de 30 pulgadas intentar doblar acero dulce calibre 16 a 24 pulgadas de ancho. La palanca bajó, las patas del banco se abrieron y todo el conjunto se deslizó tres pulgadas por el concreto. El propietario juró que el acero de fábrica era basura.
La dobladora no se estaba plegando. Era el banco de trabajo.
Esa es la brecha que la mayoría de la gente nunca cierra antes de poner la herramienta en venta.
Una dobladora importada típica de 30 pulgadas pesa quizás entre 70 y 90 libras. Las he visto apoyadas en un banco de pino de 60 libras, sujetas con dos pernos de carro de 3/8 de pulgada y arandelas grandes. Luego alguien intenta doblar en frío chapa calibre 14 a lo largo de 20 pulgadas. Eso no es un problema del material. Es la palanca buscando el eslabón más débil.
Estas dobladoras se venden como productos terminados. No lo son. Son chasis desnudos, faltos de travesaños y de una base. La fábrica te da una hoja de sujeción y pasadores de bisagra. El resto de la estructura es tu responsabilidad. Si la base puede torcerse, se torcerá. Y cuando se tuerce, la calidad del pliegue se va con ella.
Entonces, cuando un pliegue sale redondeado en lugar de nítido, ¿qué fue lo que realmente se movió?
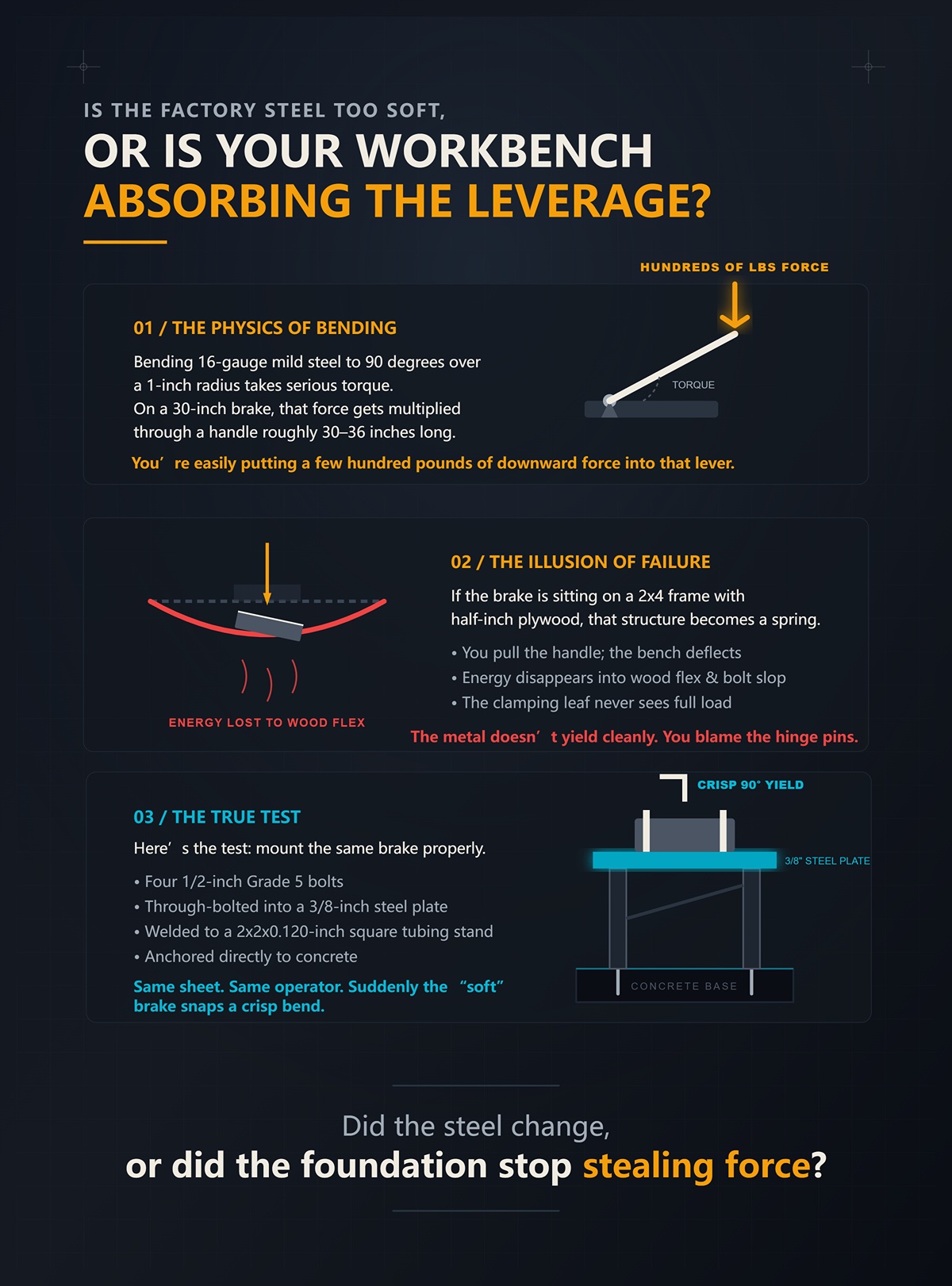
Doblar acero dulce calibre 16 a 90 grados sobre un radio de una pulgada requiere un torque serio. En una dobladora de 30 pulgadas, esa fuerza se multiplica a través de una palanca de unas 30–36 pulgadas de largo. Estás aplicando fácilmente unas cuantas centenas de libras de fuerza descendente en esa palanca. A la física no le importa que la dobladora haya estado en oferta.
Si la dobladora está sobre un marco de 2×4 con contrachapado de media pulgada, esa estructura se convierte en un resorte. Tirar de la palanca; el banco se flexiona; la energía se pierde en la flexión de la madera y el juego de los pernos. La hoja de sujeción nunca recibe la carga completa. El metal no cede limpiamente. Culpas a los pasadores de la bisagra.
Esta es la prueba que uso: monta la misma dobladora con cuatro pernos de 1/2 pulgada de Grado 5, atravesando una placa de acero de 3/8 de pulgada, soldada a una base construida con tubo cuadrado de 2x2x0.120 pulgadas de espesor de pared y anclada al concreto. Misma chapa. Mismo operador. De repente, la dobladora “blanda” produce un pliegue nítido.
¿Cambió el acero o la base dejó de robar fuerza?
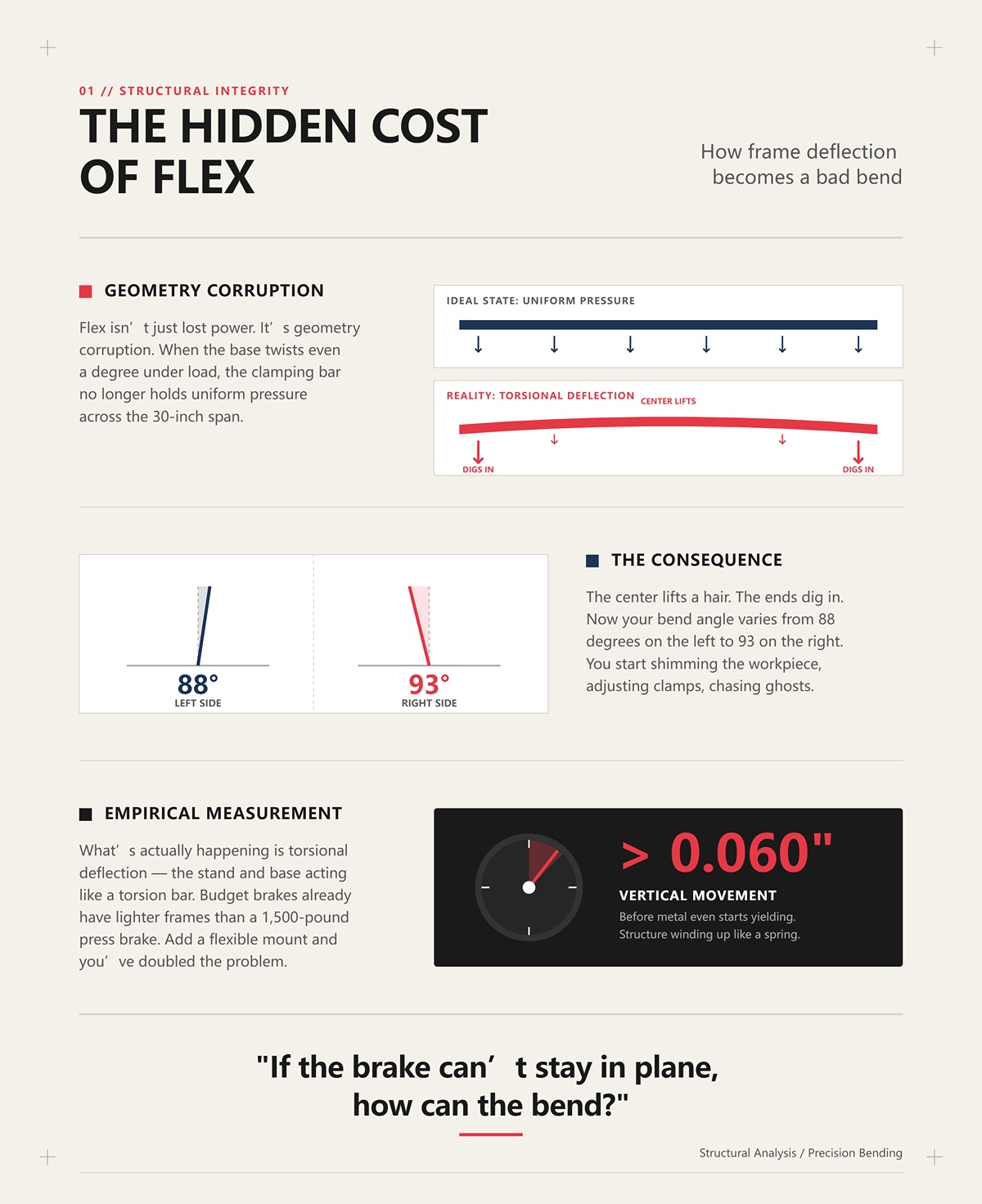
La flexión no es solo potencia perdida. Es corrupción de la geometría.
Cuando la base se tuerce incluso un grado bajo carga, la barra de sujeción ya no mantiene una presión uniforme a lo largo del tramo de 30 pulgadas. El centro se eleva una fracción. Los extremos se clavan. Ahora tu ángulo de pliegue varía de 88 grados a la izquierda a 93 a la derecha. Comienzas a calzar la pieza, ajustar abrazaderas, persiguiendo fantasmas.
Lo que realmente ocurre es deflexión torsional: el soporte y la base actuando como una barra de torsión. Las dobladoras económicas ya tienen marcos más ligeros que una prensa dobladora de 1,500 libras. Añade un montaje flexible y habrás duplicado el problema.
Lo he medido de forma rudimentaria: indicador de carátula en el centro de la base, palanca tirada hasta carga completa. En un banco endeble, he visto más de 0.060 pulgadas de movimiento vertical antes de que el metal siquiera empiece a ceder. Eso no es falla de bisagra. Es la estructura retorciéndose como un resorte.
Si la dobladora no puede mantenerse en el mismo plano, ¿cómo puede hacerlo el pliegue?

El peor culpable no es el acero delgado. Es la pereza.
Los tornillos tirafondos en madera no son anclajes estructurales bajo carga cíclica. Las roscas aplastan las fibras, los agujeros se alargan y, después de una docena de flexiones fuertes, tienes micro-movimientos que no se ven pero que se sienten claramente. El freno comienza a “aflojarse”. La gente lo llama desgaste.
Hazlo con pernos pasantes. Mínimo de 1/2 pulgada de calidad 5 con arandelas endurecidas, correctamente torqueadas. Mejor aún, coloca la base del freno entre placas de respaldo de acero de 1/4 de pulgada para que la fundición no tenga carga puntual. Ancla el soporte a algo más pesado que el propio freno. Gana la losa de concreto. Un soporte soldado de 300 libras es la segunda mejor opción.
Si tu freno de 30 pulgadas no está atornillado a algo que lo supere en peso por un factor de tres, no estás doblando acero. Estás doblando los muebles de tu taller.
Y una vez que el montaje deja de ser el eslabón débil, surge una nueva cuestión: ¿qué ocurre cuando el propio tramo de 30 pulgadas del freno se convierte en el resorte?
Compra si:
Evita si:
Atornillé un freno de banco de 36 pulgadas a un soporte de 320 libras construido con tubo cuadrado de pared de 2x2x0.120 pulgadas, con refuerzos en las esquinas, anclado con pernos de cuña de 1/2 pulgada en una losa de 4 pulgadas. Sin flexión del banco. Sin holgura en los pernos. Luego le alimenté acero dulce de calibre 16, de ancho completo de 36 pulgadas.
Lo dobló. Técnicamente.
La manija bajó con fuerza, la hoja se arqueó ligeramente en el centro, y la curvatura final midió 90 grados en los extremos y 86 en el centro. La misma lámina, cortada a 28 pulgadas de ancho, se dobló limpiamente a 90 grados en toda la longitud con un esfuerzo notablemente menor.
Nada en el montaje cambió. Solo el ancho.
Ese es el momento en que dejas de culpar a la fábrica y empiezas a hacer cálculos.
Una hoja de freno para metal se comporta como una viga bajo carga. La deflexión en una viga no aumenta en línea recta con el tramo, crece rápidamente. Si duplicas la longitud sin soporte, la deflexión no se duplica; se multiplica varias veces porque la rigidez a la flexión está ligada al cubo del espesor y la carga se distribuye en todo el tramo. Una hoja de 36 pulgadas hecha de placa de acero dulce de 3/8 de pulgada no es un 50 por ciento “más fuerte” que una de 24 pulgadas solo por ser más larga. Es mucho más propensa a hundirse en el centro bajo el mismo calibre a ancho completo.
Por eso un freno más corto suele sentirse más fuerte.
Toma esa prensa plegadora de 36 pulgadas con capacidad nominal para acero dulce calibre 16. El catálogo significa que el calibre 16 a 36 pulgadas es la carga máxima antes de una deformación permanente o una deflexión inaceptable. Esa es la línea roja.
La mayoría de la gente la trata como velocidad de crucero.
Con esa misma configuración anclada, trabajé con calibre 16 a 30 pulgadas — aproximadamente el 83 % del ancho nominal. La fuerza en la palanca bajó notablemente. La deflexión en el centro, medida con un indicador de carátula contra el borde de la hoja, pasó de aproximadamente 0,040 pulgadas a ancho completo a menos de 0,015 pulgadas. La consistencia del doblado se volvió más precisa.
No pasó nada mágico a 30 pulgadas. La prensa simplemente se movió fuera de su límite elástico de confort y entró en su zona de trabajo.
Los fabricantes de prensas plegadoras son honestos de una manera que los compradores de prensas de banco olvidan: una clasificación como “100 toneladas × 10 pies” combina fuerza y ancho. Si solo doblas a través de 6 pies, no estás usando la tonelada completa. La misma física aplica aquí, simplemente a menor escala y con una construcción más ligera. Cuando una prensa de 36 pulgadas afirma tener capacidad para calibre 16, eso supone una geometría específica — normalmente un radio de doblado y una configuración de sujeción adecuados para acero dulce. Cambia el ancho, y la demanda de tonaje por pulgada varía. En entornos de producción, esta es la razón por la cual los sistemas CNC importan: las soluciones modernas como la prensa plegadora CN-HAWE están diseñadas en torno a un tonaje calibrado, una compensación controlada y parámetros de doblado programables, de modo que la fuerza, el ancho y los datos del material estén alineados en lugar de estimados. El principio no cambia, solo el nivel de control.
Así que la regla 80% no es superstición. Es margen. Trabajas al 80 % del ancho nominal si quieres dobleces repetibles sin tener que luchar contra el retorno elástico ni la flexión de la hoja.
Pero ¿por qué el ancho te castiga más que simplemente pasar a un calibre más grueso?
Imagina dos trabajos:
La segunda lámina es más gruesa, así que por pulgada necesita más fuerza para ceder. Pero tiene solo la mitad del ancho. El torque total requerido en la bisagra suele ser comparable — a veces menor — que el del doblez de calibre 16 a ancho completo.
Porque el ancho multiplica la carga a lo largo de toda la extensión.
Cada pulgada de lámina resiste el doblado con su propio pequeño fragmento de fuerza. A 36 pulgadas, estás sumando 36 de esos fragmentos. La barra de sujeción debe mantener presión uniforme a través de todos ellos. La hoja debe transmitir el par de torsión de manera uniforme a lo largo de toda su longitud. Los pasadores de la bisagra soportan el esfuerzo cortante distribuido a lo largo de todo el eje.
Ahora extiende eso de 24 pulgadas a 36 pulgadas. Esas 12 pulgadas adicionales no son solo “más metal”. Es más palanca actuando más lejos de los soportes centrales, aumentando el momento flector a media extensión. El centro se convierte en el punto débil porque es el punto más alejado del refuerzo estructural en los extremos.
Por eso una prensa de 24 pulgadas construida con hoja de 1/2 pulgada de espesor puede sentirse increíblemente fuerte dentro de su ancho. Menor extensión. Menor momento flector en el punto medio. Menor torque acumulativo a lo largo de la línea de bisagra.
Prensa más larga. Misma hoja de espesor. Mayor deflexión. El chasis no se volvió proporcionalmente más profundo o más grueso — solo se alargó.
Así que el ancho grava la estructura. El calibre grava la fuerza por pulgada. Combina ambos a plena capacidad y estarás equilibrándote en el límite estructural de la herramienta.
Cuando una plegadora convencional está operando tan cerca de su límite estructural, a menudo resulta más eficiente cambiar la estrategia de conformado en lugar de forzar más el bastidor. Para curvaturas de gran radio, cilindros o paneles anchos cercanos a los límites del calibre, un sistema CNC de rolado de placas puede distribuir la fuerza de manera progresiva en vez de concentrarla a lo largo de una sola línea de bisagra. Soluciones como la Máquina CNC de rolado de placas de CN-HAWE integran un control completamente basado en CNC dentro de una cartera más amplia de automatización para chapa metálica, lo que permite un curvado de radios repetible con menos tensión máxima en cualquier miembro estructural individual, siendo a menudo un camino más estable cuando el ancho y el espesor empiezan a amplificarse entre sí.
Y eso aún asumiendo acero dulce.
He visto una plegadora de 30 pulgadas clasificada para acero dulce calibre 16 dejar una distorsión permanente en forma de sonrisa en su hoja después de un intento entusiasta con acero inoxidable 304 calibre 16 a 24 pulgadas de ancho.
Mismo espesor. Un animal totalmente diferente.
El acero dulce puede ceder alrededor de 36,000 psi. El acero inoxidable austenítico como el 304 tiene una resistencia al límite elástico significativamente mayor y se endurece por deformación al doblarse. Eso significa que la fuerza necesaria para llevarlo más allá de la deformación elástica hacia la deformación plástica —donde permanece doblado— es sustancialmente mayor. Y además recupera más fuertemente su forma.
Entonces el operador tira más del mango para compensar. Lo mantiene presionado más tiempo. Tal vez incluso le da un pequeño rebote. Ahora no solo estás igualando la clasificación para acero dulce, la estás superando tanto en fuerza como en ángulo de sobrecurvado requerido.
Lo que realmente está ocurriendo dentro de la plegadora es sencillo: la hoja se flexiona más antes de que el acero inoxidable ceda. La barra de sujeción experimenta una mayor carga de tracción. Los pasadores de la bisagra soportan un mayor esfuerzo cortante. Si la plegadora ya estaba cerca de su límite elástico con acero dulce calibre 16 a todo su ancho, el inoxidable la empuja más allá de ese umbral hasta la deformación permanente.
A la física no le importa que el número de espesor coincida.
Y aquí está la incómoda verdad: ningún refuerzo de banco corrige una hoja subdimensionada para material de alta resistencia a la tracción. El montaje resuelve la deflexión torsional. No cambia el módulo de sección —la resistencia geométrica de esa hoja a la flexión.
Así que cuando comparas una plegadora de 24 pulgadas con una de 36, no solo observas la longitud. Observas:
Porque una vez que el montaje deja de robar fuerza, la propia geometría de la plegadora se convierte en el límite.
Compra si:
Evita si:
Entonces, ¿cómo eliges realmente?
Dejas de comprar por “capacidad” y comienzas a comprar por alcance.
Si el 70 por ciento de tu trabajo es acero dulce de calibre 18 con un ancho de 20 pulgadas, una plegadora de 36 pulgadas no es una mejora. Es una palanca más larga enfrentando la misma hoja gruesa, los mismos pasadores de bisagra, la misma barra de sujeción de 3/8 de pulgada — solo estirada. Las 12 pulgadas adicionales parecen libertad. Estructuralmente, es una desventaja a menos que el módulo de sección crezca con ello.
Piensa en estas cosas como chasis de camión desnudos. Una caja de 12 pies construida con el mismo canal en C que una de 8 pies no transporta mágicamente más solo porque es más larga. Se tuerce antes.
Esa es la perspectiva.
Entre una Harbor Freight de 36 pulgadas y una Vevor de 24 pulgadas, la de menor alcance gana en rigidez bruta cada vez, incluso antes de que sueldes tu primer arco. La cuestión no es qué marca es “más fuerte”. Es cuál chasis te ofrece la mejor geometría inicial para las cargas que realmente manejas — y cuál responde cuando agregas refuerzo con soldadura.
Porque ninguna de ellas son herramientas terminadas. Son piezas en bruto.
La Harbor Freight de 30 pulgadas es el punto ideal en esa línea.
La misma arquitectura general que la de 36 — barra de sujeción con tornillo, hoja con bisagra, construcción de acero dulce — pero con seis pulgadas menos intentando arquearse en el centro. Si la hoja es aproximadamente de placa de 3/8 de pulgada y la barra de sujeción es similar, esa reducción de alcance por sí sola disminuye drásticamente la deflexión del punto medio bajo la misma carga por pulgada. No teóricamente. Visiblemente.
La versión de 36 pulgadas no es basura. Solo es honesta respecto a la física. Sin montar sobre una base, se sienten suaves más allá del calibre 18 porque toda la estructura se mueve — base, soporte, hoja. Atorníllala a un marco de tubo rectangular de 2×3 pulgadas con pared de 1/4 de pulgada que pese 200 libras, y la historia cambia. Suelda un plano de refuerzo de 1/4 × 2 pulgadas a lo largo de la parte trasera de la hoja, con cordones de soldadura cada 2 pulgadas, y la caída central vuelve a reducirse.
Ahora es un chasis digno de construir sobre él.
Pero aquí está el detalle: la de 36 solo tiene sentido si realmente necesitas piezas de más de 30 pulgadas regularmente. Si tus “trabajos anchos” ocurren dos veces al año, estás pagando un impuesto de rigidez en cada doblez por una capacidad que apenas usas. La unidad de 30 pulgadas, reforzada y atornillada a algo que la supera en peso tres a uno, se sentirá más firme en trabajos de 24 pulgadas que su hermana más larga jamás logrará.
Y firme se siente como potencia.
Así que la plataforma de Harbor Freight sobrevive a la fabricación del mundo real cuando la tratas como acero estructural, no como mobiliario. Los huesos son simples, accesibles y soldables. Eso importa. Lo cual hace que la compacta Vevor sea un contrapeso interesante.
Un tramo más corto es una ventaja. Punto.
Un freno de 24 pulgadas con una hoja de 1/2 pulgada de grosor dejará en ridículo a un freno de 36 pulgadas con una hoja de 3/8 de pulgada en cualquier cosa de menos de dos pies de ancho. Menor momento flector en el centro del tramo. Menor carga de sujeción acumulada. Menos drama.
Esa es la geometría haciéndote un favor por una vez.
Pero lo compacto tiene doble filo. Algunas unidades importadas de caja y faldón de 24 pulgadas tienen holguras muy estrechas entre los dedos superiores y la matriz de doblado. En teoría, clasificados para acero dulce calibre 20. En la práctica, el material más grueso lucha físicamente por espacio incluso antes de aplicar toda la fuerza. Y muchas de esas hojas y dedos no son de acero para herramientas endurecido: son acero dulce utilitario que se deforma si los tratas como un freno de prensa.
Así que sí, la huella es una característica de rigidez. Reduce la deflexión por defecto.
Pero también puede convertirse en un límite rígido. Si los dedos se flexionan o el radio de la nariz se aplasta porque el acero no está tratado térmicamente, ningún montaje de banco en el mundo lo arregla. Puedes reforzar una estructura. No puedes falsificar las propiedades del material.
Lo que significa que el Vevor 24 es más fuerte cuando respetas su límite: acero dulce por debajo del calibre 18, a lo largo de todo el ancho, montado sobre algo sólido. Dentro de ese rango, se siente robusto. Fuera de él, llegarás rápido al límite metalúrgico.
Y entonces entra en juego el flujo de trabajo.
La estructura no es lo único que determina si un freno sobrevive a una fabricación real.
El tiempo sí.
Los frenos de tornillo de Harbor Freight son varillas roscadas simples con tuercas. Aplican una fuerza de sujeción considerable porque el paso de rosca convierte el par de torsión en carga lineal de manera eficiente. Es ideal para sujetar acero calibre 16 a lo largo de 24 pulgadas sin deslizamiento. Es un problema cuando cambias de calibre 20 a 14 y de vuelta diez veces al día y necesitas dos llaves inglesas y una cinta métrica para reajustar la altura cada vez.
Bajo carga pesada, los tornillos ganan en presión de sujeción pura. En trabajo repetitivo, pierden productividad.
Los sistemas de leva —cuando están bien construidos— sacrifican algo de fuerza máxima a cambio de velocidad y repetibilidad. Girar, doblar, soltar. Pero las levas baratas pueden flexionarse o desgastarse, especialmente si las superficies de leva no están endurecidas. Entonces la presión de sujeción deja de ser uniforme a lo largo de las 24 pulgadas, y un lado empieza a deslizarse antes que el otro. Esa inconsistencia se manifiesta en dobleces cónicos y ángulos errantes.
Entonces, ¿cuál sobrevive?
Si haces soportes únicos en acero dulce calibre 16 de 22 pulgadas de ancho, un freno con tornillo de Harbor Freight atornillado a un banco con placa de 3/8 de pulgada y hoja reforzada durará más que un sistema de levas liviano cada vez. Si haces series en material más delgado, el cierre más rápido puede evitar que la herramienta —y tú— sufran por el apriete constante.
Porque a veces el fallo no es que el acero ceda.
Es el operador aplicando más fuerza para compensar un flujo de trabajo lento.
Y ahí es donde se toma la verdadera decisión: elige el tramo más corto que cubra el 80 por ciento de tu trabajo, asegúrate de que el grosor de la hoja y el diámetro de la bisagra coincidan con el calibre que deseas trabajar, y luego decide si prefieres roscas de fuerza bruta o levas más rápidas. La marca importa menos que la geometría y el mecanismo.
Si trabajas continuamente con piezas repetitivas, tolerancias ajustadas o mayores volúmenes donde los debates sobre el estilo de sujeción empiezan a sentirse como un cuello de botella, podría ser momento de ir más allá de los frenos manuales por completo. Una solución de doblado de paneles CNC como la Paneladora CN-HAWE desplaza la ecuación del apalancamiento mecánico a la precisión programable, automatizando el apriete, la secuencia y el control de ángulo para mejorar la consistencia, la productividad y la eficiencia del operador. En lugar de elegir entre roscas y levas, estás invirtiendo en geometría, automatización y repetibilidad diseñadas para entornos de producción.
Dado que el portafolio de productos de CN-HAWE es 100 % basado en CNC y cubre escenarios de gama alta en corte por láser, doblado, ranurado, cizallado, para los equipos que evalúan opciones prácticas aquí, Punzonadora es un siguiente paso relevante.
Compra si:
Evita si:
Tienes un garaje para dos autos, un banco de 24 pulgadas de profundidad hecho de 2x4 y contrachapado de 3/4 de pulgada, y mayormente doblas soportes de acero dulce calibre 18 de 20–22 pulgadas de ancho, con algún reborde ocasional de calibre 16 para una placa deslizante. El espacio es reducido. El presupuesto, más aún. Entonces, ¿qué compras realmente y cómo lo configuras para que no se sienta como una lata de refresco?
Comienza con el tramo más corto que cubra el 80 % de tu trabajo. Si es menor de 24 pulgadas, una prensa de 24 pulgadas con una hoja de doblado de al menos 3/8 de pulgada de grosor (1/2 pulgada es mejor) es el chasis adecuado. Si trabajas regularmente piezas de 28–30 pulgadas, pasa a una unidad de 30 pulgadas, pero acepta que tendrás que reforzarla. Cualquiera de las dos debe atornillarse, no con tornillos de madera, a un bastidor hecho de tubo rectangular de 2×3 pulgadas con pared de 1/4 de pulgada, unido a una base que pese al menos tres veces más que la propia prensa. Si tu prensa de 30 pulgadas no está atornillada a algo que la supere en peso por un factor de tres, no estás doblando acero.
Esa es la base.
El cambio real —la parte que hace que una prensa “liviana” funcione como una del doble de precio— sucede en la hoja de doblado y la barra de sujeción. Porque una vez que evitas que el banco se tuerza, el siguiente eslabón débil empieza a manifestarse.
Imagina la hoja de doblado fuera de la máquina, boca abajo en tu mesa de soldadura. La mayoría de las prensas económicas de 24–30 pulgadas usan una hoja de unas 3/8 pulgadas de grosor y tal vez 2–2.5 pulgadas de alto. A lo largo de 30 pulgadas, es una viga larga y delgada. Bajo carga, no solo gira en la bisagra, sino que se arquea en el centro.
Esa curvatura es lo que convierte tu ángulo de 90 grados en uno de 83 grados en el medio.
Lo he solucionado del mismo modo que se refuerza la lanza de un remolque: aumentando la altura de la sección. Un ángulo de hierro de 2 × 2 × 1/4 pulgadas, cortado hasta 1/4 pulgada menos que el ancho total de la hoja, soldado por puntos a lo largo de la parte trasera de la hoja de doblado, con la pata vertical hacia abajo y la horizontal al ras de la hoja. Suelda cordones de 1 pulgada cada 2 pulgadas, alternando los lados para controlar el calor. No apliques un cordón continuo, a menos que disfrutes del acero deformado.
Lo que cambia no es magia. Es el módulo de sección: la resistencia a la flexión aumenta drásticamente con la altura. Al agregar esa pata vertical de 2 pulgadas, has convertido efectivamente una barra plana en una armadura baja. El eje neutro se desplaza. La deflexión disminuye. En una prensa de 30 pulgadas que antes mostraba hundimiento visible en el centro con acero calibre 16, la diferencia es evidente la primera vez que haces un doblado a todo lo ancho y el ángulo se mantiene dentro de un grado a lo largo del tramo.
Pero aquí es donde algunos lo arruinan: sueldan justo hasta los bloques de bisagra o dejan que las salpicaduras de soldadura entren en las rótulas de las bisagras. Entonces la bisagra se atasca, y aplican más fuerza para compensar. Así es como las varillas de refuerzo se tensan en exceso y los marcos se deforman permanentemente. Deja al menos 1 pulgada libre en cada soporte de bisagra. Después de soldar, mueve la hoja por todo su recorrido antes de reinstalarla. Debe caer por su propio peso.
Si la bisagra se volvió más rígida, no construiste una prensa de servicio pesado. Construiste una palanca.
Y endurecer la hoja solo soluciona la mitad de la curvatura, porque la barra de sujeción también se está flexionando.
Toma una regla recta y colócala sobre la barra de sujeción en una dobladora típica de importación de 30 pulgadas. Aprieta los tornillos de fábrica sobre una lámina de calibre 16 a lo largo de todo el ancho. Ahora mira la separación en el centro antes incluso de tirar de la hoja. A menudo verás unas pocas milésimas de pulgada de luz.
Esa separación se convierte en deslizamiento.
El deslizamiento se convierte en un radio de curvado redondeado y un ángulo errante.
La solución barata — y quiero decir barata como $20 — son dos abrazaderas en C forjadas de 6 pulgadas, clasificadas para carga real, no de metal fundido. Colócalas entre 4 y 6 pulgadas hacia adentro desde cada extremo, justo sobre la línea del material, y apriétalas después de ajustar los tornillos de fábrica. Estás convirtiendo una sujeción de dos puntos en un sistema de cuatro puntos. El levantamiento en el centro disminuye de inmediato.
He medido dobladoras que pasaron de levantar visiblemente 0.040 pulgadas en el centro bajo carga a mostrar un movimiento apenas perceptible una vez que se añadieron abrazaderas auxiliares. ¿Es elegante? No. ¿Es eficaz? Absolutamente.
Ahora, combina eso con la armadura de ángulo de hierro en la hoja y la máquina empieza a comportarse de manera coherente en lugar de floja. Pero hay una trampa aquí también. Si aprietas demasiado esas abrazaderas en C, ahuecarás la barra de sujeción, especialmente si es de acero dulce y tiene menos de 1 pulgada de grosor. Entonces estarás persiguiendo la alineación con calzas y galgas de espesores como si fuera una reconstrucción de prensa dobladora.
Ajusta, no aplastes. Piensa en una precarga controlada, no en fuerza bruta.
E incluso con una hoja arriostrada y una abrazadera reforzada, sigues limitado por la física del acero dulce y el diámetro de la bisagra. Lo que plantea la pregunta: ¿puedes superar con seguridad la clasificación de calibre impresa?
Digamos que tu dobladora de 24 pulgadas trabaja de forma segura con acero dulce de calibre 18 a ancho completo, pero necesitas un par de pestañas de calibre 16 a 20 pulgadas. Puedes sentir la máquina esforzándose. La fuerza en la palanca aumenta. El bastidor responde.
Un truco controlado es el pre-marcado — no cortar completamente, solo introducir una ranura en forma de V poco profunda a lo largo de la línea de doblado con una rueda de corte ajustada a aproximadamente 25–30 por ciento del grosor del material. En calibre 16 (aproximadamente 0.060 pulgadas de grosor), eso significa una ranura de alrededor de 0.015–0.020 pulgadas de profundidad. Estás reduciendo la sección transversal efectiva en el doblez, disminuyendo la fuerza necesaria.
Dado que el portafolio de productos de CN-HAWE es 100 % basado en CNC y cubre escenarios de gama alta en corte por láser, doblado, ranurado, cizallado, para los equipos que evalúan opciones prácticas aquí, Máquina de ranurado en V es un siguiente paso relevante.
Si te encuentras pre-marcando con frecuencia solo para mantenerte dentro del rango de confort de la dobladora, normalmente es una señal de que la preparación de bordes debería manejarse antes, con equipo especializado. Una solución basada en CNC como CN-HAWE soluciones de máquinas de corte ofrece cortes rectos y repetibles con calidad de borde controlada, reduciendo la necesidad de trucos manuales de ranurado y mejorando la consistencia del doblado en trabajos de calibres mayores. En entornos de producción, separar el corte de precisión del formado no solo reduce el esfuerzo en la dobladora, sino que también aumenta el rendimiento y la precisión dimensional entre lotes.
Esto no es para piezas estructurales que experimenten carga de tracción a través del doblez. Es para soportes, cubiertas, bridas no críticas.
Otro método es aplicar calor localizado con una pequeña boquilla oxiacetilénica o calentador por inducción, llevando la línea de doblado a un rojo tenue antes de conformar. Estás reduciendo temporalmente el límite elástico. La dobladora enfrenta menos resistencia. La hoja y las bisagras viven para un día más de trabajo.
Dado que el portafolio de productos de CN-HAWE es 100 % basado en CNC y cubre escenarios de gama alta en corte por láser, doblado, ranurado, cizallado, para los equipos que evalúan opciones prácticas aquí, Máquina de corte por láser es un siguiente paso relevante.
Dado que el portafolio de productos de CN-HAWE es 100 % basado en CNC y cubre escenarios de gama alta en corte por láser, doblado, ranurado, cizallado, para los equipos que evalúan opciones prácticas aquí, Máquina de soldadura por láser es un siguiente paso relevante.
Pero el calor cambia la metalurgia. El pre-marcado concentra el esfuerzo. Ambos son trucos calculados, no procedimientos de trabajo diarios.
Y aquí está la línea en la arena: si necesitas hacer eso cada semana, compraste un chasís demasiado pequeño. El refuerzo hace que un freno liviano se comporte como uno más pesado dentro de lo razonable. No convierte una hoja de acero de 3/8 de pulgada en acero para herramientas de 3/4 de pulgada ni pasadores de bisagra de 1/2 de pulgada en ejes de 1 pulgada.
Si tu carga de trabajo ha pasado de doblados pesados ocasionales a producción repetitiva, placa más gruesa o piezas más anchas, es hora de considerar equipos diseñados para ese ciclo de trabajo. El portafolio CNC 100% de CN-HAWE cubre sistemas de doblado de alta gama y soluciones integradas de chapa metálica diseñadas para escenarios industriales exigentes. Puedes contactar a CN-HAWE para discutir especificaciones, solicitar una cotización o evaluar qué configuración de prensa plegadora realmente se ajusta a tus requisitos de material, ancho y rendimiento.
Dado que el portafolio de productos de CN-HAWE es 100% basado en CNC y cubre escenarios de alta gama en corte láser, doblado, ranurado y cizallado, para los lectores que deseen materiales detallados, Folletos es un recurso de seguimiento útil.
Existe una sobrerresistencia inteligente — cerchas de ángulo de hierro, abrazaderas auxiliares, una base de tubo con pared de 1/4 de pulgada — y luego está pedirle a un chasis de go-kart que arrastre un remolque de volteo.
Compra si:
Evita si:
Trata el freno como un chasís desnudo. Refuérzalo donde fluye la carga. Respeta la bisagra y la metalurgia. Haz eso, y la etiqueta “económico” deja de significar débil y comienza a significar inacabado.
¿En qué punto los refuerzos dejan de ser ingeniosos y comienzan a ser negación?
Aquí está el marco que uso: cuando el acero que estás doblando exige más fuerza de la que los pasadores de bisagra, el grosor de la hoja y la geometría del pivote fueron diseñados para soportar, ninguna cantidad de ángulos de hierro de 2x2x1/4 de pulgada ni de tubo con pared de 1/4 de pulgada bajo la base cambiará eso. Rigidizar el chasís reduce la deflexión. No aumenta el diámetro de la bisagra, no mejora la metalurgia del pivote, ni convierte placas laterales de 3/8 de pulgada en mejillas de 3/4 de pulgada cortadas con llama. Una vez que dedicas tiempo a intentar cambiar la trayectoria de carga dentro de la bisagra en lugar de alrededor de ella, has pasado del refuerzo inteligente a rediseñar la máquina.
Y rediseñar un blanco $400 es cómo terminas construyendo accidentalmente un compromiso $1,200.
Entonces, ¿cómo sabes de qué lado de esa línea estás?
Primera pregunta: ¿Qué material, qué espesor, qué ancho — cada semana, no una vez al mes?
Si tu vida se compone de acero dulce calibre 16 a 24 pulgadas o menos, con algunos trabajos ocasionales en calibre 14 a 12 pulgadas, y principalmente soportes y carcasas, un freno reforzado de 30 pulgadas atornillado a una base que lo triplica en peso funcionará felizmente allí. Ese es un ciclo de trabajo definido. No estás adivinando; estás igualando el módulo de sección con la carga de trabajo.
Segunda pregunta: ¿Con qué frecuencia estás entre el 80–100 % de la capacidad nominal impresa?
Las clasificaciones de presupuesto son límites, no velocidades de crucero. Si estás doblando todo el ancho de una lámina de calibre 16 en una plegadora de 30 pulgadas cada tarde, ese pasador de bisagra está experimentando un esfuerzo cíclico cercano al límite elástico. El metal se fatiga. Los agujeros se ovalan. La repetibilidad del ariete —incluso en una hoja manual— se desvía. Las evaluaciones industriales se obsesionan con la repetibilidad bajo carga por una razón: la fatiga no se anuncia hasta que tus ángulos empiezan a variar.
Si los dobleces pesados son ocasionales, los refuerzos tienen sentido. Si son frecuentes, estás conduciendo un coche de uso diario al límite máximo.
Tercera pregunta: ¿Qué tolerancia realmente importa en tu trabajo?
Si ±1 grado en 24 pulgadas está bien para estructuras soldadas, una hoja arriostrada y sujeciones auxiliares te llevarán allí. Si estás buscando una planitud de 0.05 mm en una placa de 1000 mm de espesor medio, entonces la deflexión no solo es visible, sino medible contra un estándar. Pasar la prueba visual no equivale a pasar una prueba geométrica. Ahí es donde la consistencia hidráulica y la masa del bastidor —cosas que no puedes agregar después— comienzan a importar.
Responde honestamente esas tres preguntas y la cuestión de la “falsa economía” se vuelve más clara. Porque ahora no se trata del precio. Se trata del ciclo de trabajo.
Lo que nos lleva al límite duro.
El límite no es cuando el bastidor se flexiona. Ya corregimos la mayor parte de eso.
El límite es cuando los picos de carga dinámica exceden lo que los pivotes y placas laterales pueden absorber. La fuerza de doblado no es un número constante; aumenta con la longitud de la placa y puede saltar un 25–40 % sobre las predicciones estáticas a medida que varían la velocidad y el contacto. En una plegadora ligera, ese pico va directamente a pasadores de bisagra de pequeño diámetro y placas laterales relativamente delgadas. No puedes soldar tu camino hacia pasadores más grandes sin reconstruir la máquina desde cero.
Eso es física, no es esnobismo de marca.
Hay otro límite: control del proceso. La dirección del grano cambia el resorte de recuperación. Dos láminas del mismo lote pueden abrirse de manera diferente después del doblez. En las plegadoras de producción, los sistemas ópticos miden y corrigen el ángulo en tiempo real. En una plegadora manual, el “sensor” son tus antebrazos y un transportador. Para soportes, está bien. Para piezas de producción repetida donde medio grado se acumula a lo largo de los conjuntos, la habilidad por sí sola se convierte en el cuello de botella.
Y luego está la fatiga. Los compradores industriales inspeccionan la consistencia de la presión hidráulica y la repetibilidad del ariete porque los bastidores pierden un 20–30 % de rendimiento a medida que se desgastan. En una plegadora económica, el desgaste se manifiesta como holgura en los pivotes e inconsistencias a lo largo del ancho. Una vez que los agujeros se alargan, tendrás que barrenarlos y colocar casquillos o vivir con la desviación.
Si estás calculando el precio de pasadores de bisagra personalizados, mecanizando placas laterales de 1/2 pulgada de acero 1045 y rebujeando los pivotes, detente. Ya no estás reforzando un chasis. Estás fabricando una máquina nueva alrededor de una placa económica.
Ese es el momento de dar un paso adelante.
Aquí está la perspectiva que quiero que mantengas: una dobladora económica no es una versión más pequeña de una dobladora industrial. Es un chasis desnudo.
Un chasis necesita tres cosas para soportar peso: un marco rígido, una base que no se deforme y cargas dentro de la clasificación del eje. Tradúcelo al acero: cercha de ángulo de 2x2x1/4 pulgadas en la hoja, base construida de tubo rectangular de 2×3 o 2×4 pulgadas con pared de 1/4 de pulgada y atornillada al concreto, sujeciones auxiliares donde el centro tiende a levantarse, y trabajos que se mantienen cómodamente por debajo del umbral de fatiga de la bisagra.
Si la realidad de tu taller es acero dulce calibre 18–16, dobleces promedio de 24 pulgadas, tiradas cortas y tolerancias que permiten cierto grado de variación, ese chasis reforzado se convierte en un caballo de batalla confiable. No porque sea mágicamente más fuerte, sino porque alineaste estructura, física y carga de trabajo.
Si tu realidad son dobleces diarios a todo lo ancho en calibre 14, acero inoxidable exigente, tolerancias angulares estrechas y volúmenes de producción donde la repetibilidad paga las cuentas, no estás comprando fuerza. Estás comprando masa, diámetro del pivote, consistencia hidráulica y vida útil por fatiga diseñada desde el inicio.
Esa es la parte no obvia: la mejora inteligente no se trata de cuánta acero sueldas a la dobladora. Se trata de si tu carga de trabajo encaja dentro de las partes sin cambios — las bisagras, las placas laterales, la geometría que no rediseñaste.
Trata la herramienta como un chasis. Refuerza las rutas de carga que puedas alcanzar. Respeta las que no puedas.
Compra si:
Evita si:


















