

私は30インチのベンチブレーキが、24インチ幅の16ゲージの軟鋼を曲げようとしているのを見た。ハンドルが下がり、作業台の脚は外側に開き、全体の組立体はコンクリートの上を3インチほどズルズル移動した。オーナーは、工場製の鋼材が粗悪品だと誓っていた。.
曲がっていなかったのはブレーキではなく、作業台の方だった。.
それこそが、大半の人が道具を売りに出す前に決して埋められないギャップだ。.
一般的な30インチの輸入ブレーキは、重さが70〜90ポンドほどしかない。私はそれが60ポンドのパイン材の作業台に載せられ、3/8インチの丸頭ボルトとワッシャー2枚で固定されているのをよく見てきた。その状態で誰かが20インチ幅の14ゲージ鋼を冷間曲げしようとする。これは材料の問題ではない。それは、てこの原理が最も弱い部分を探しているというだけの話だ。.
これらのブレーキは完成品のように販売されているが、実際は違う。未完成のシャーシなのだ ― 支柱と基礎が欠けている。工場が提供するのはクランプのリーフとヒンジピンだけで、残りの構造は使用者の責任になる。ベースがねじれる余地がある限り、それは必ずねじれる。そしてねじれれば、曲げの品質も一緒に落ちる。.
だから、曲げがシャープではなく丸みを帯びて仕上がったとき、実際に動いたのはどこなのか?
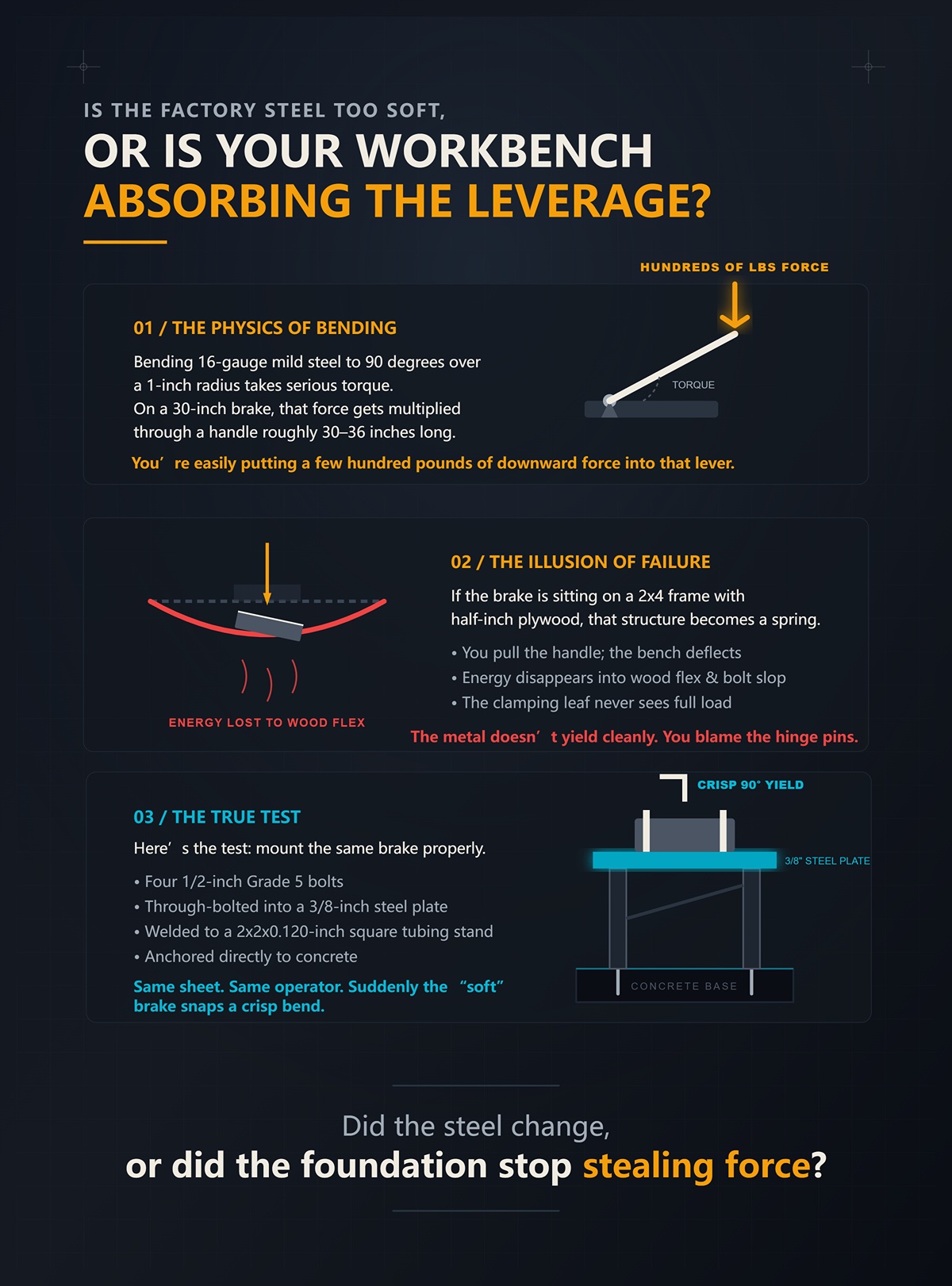
16ゲージの軟鋼を1インチの曲げ半径で90度に曲げるには、かなりのトルクが必要だ。30インチのブレーキでは、その力が長さ30~36インチほどのハンドルを通して増幅される。つまり、何百ポンドという下方向の力をそのレバーにかけていることになる。物理法則は、そのブレーキがセール品だったかどうかなど気にしない。.
もしブレーキが2×4材のフレームに半インチの合板を載せた構造の上に置かれているなら、その構造はまるでバネだ。ハンドルを引くと、作業台がたわみ、エネルギーは木のたわみやボルトの遊びに吸収されて消える。クランプリーフは十分な荷重を受け取らず、金属はきれいに降伏しない。そしてあなたはヒンジピンを疑う。.
私が使っているテスト法はこれだ:同じブレーキを4本の1/2インチ グレード5ボルトで貫通固定し、3/8インチ厚の鋼板に締め付ける。その鋼板は2×2×0.120インチ肉厚の角パイプで作られたスタンドに溶接され、コンクリートにアンカー固定されている。使用者も板材も同じ。すると突然、「軟らかい」と言われていたブレーキがシャープな曲げを一発で出す。.
変わったのは鋼材か? それとも基礎が力を奪わなくなったのか?
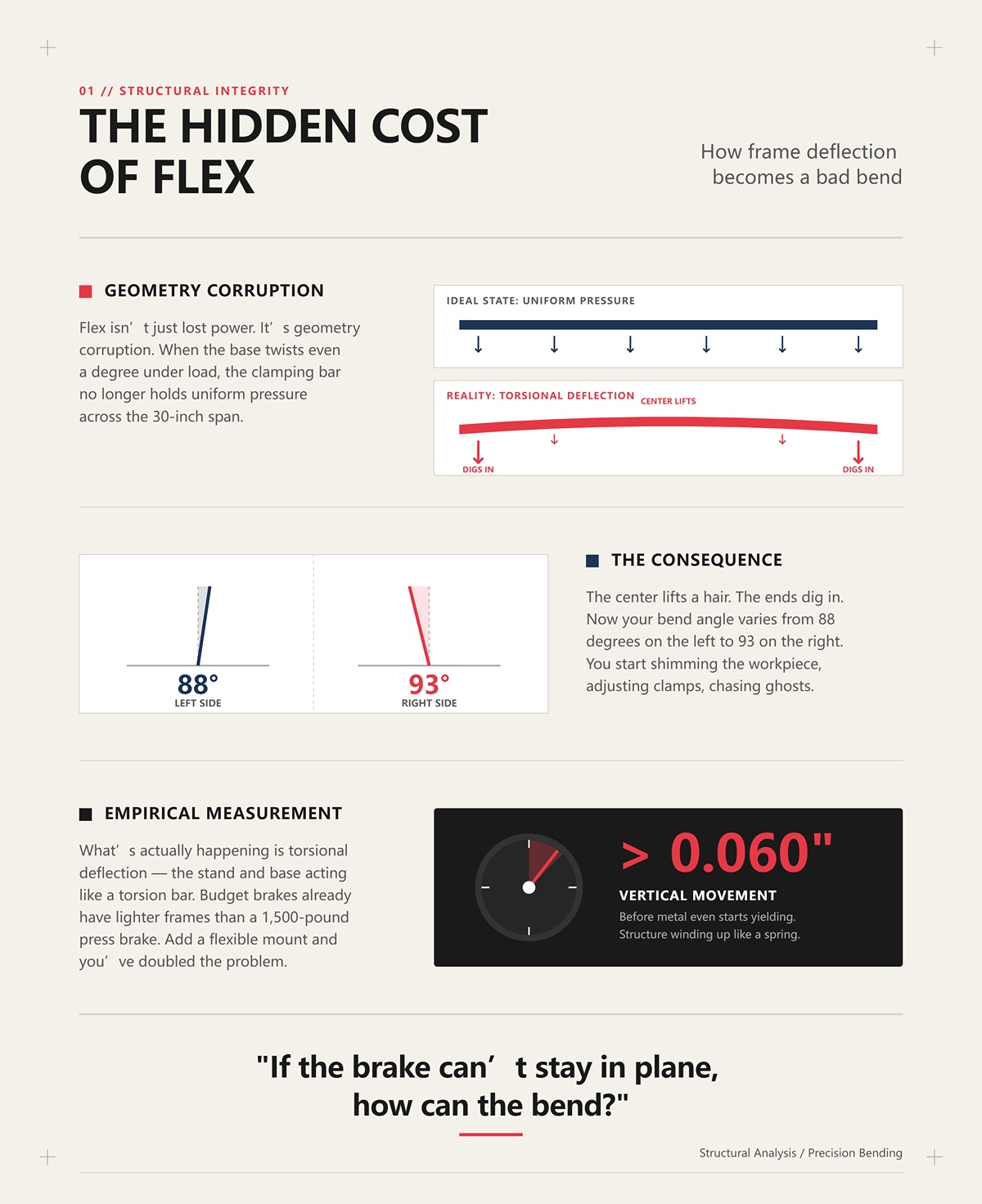
たわみは単なる力の損失ではない。それは形状の歪みだ。.
荷重がかかったとき、ベースが1度でもねじれると、クランプバーは30インチ全体で均一な圧力を保持できなくなる。中央がわずかに浮き、両端が食い込む。結果、左端では88度、右端では93度という曲げ角度の差が生じる。ワークの下に薄板を挟んだり、クランプを調整したり、原因不明の誤差を追いかける羽目になる。.
実際に起きているのはねじりのたわみだ ― スタンドとベースがトーションバーのように働くのである。低価格ブレーキはすでに1500ポンド級プレスブレーキよりも軽いフレームを持っている。そこに柔らかい取り付けを加えれば、問題は倍増する。.
私はそれを原始的な方法で測定した。ベースの中央にダイヤルゲージを当て、ハンドルを最大荷重まで引く。弱い作業台では、金属が降伏し始める前に0.060インチ以上も垂直方向に動くのを見たことがある。これはヒンジの故障ではない。構造全体がバネのようにねじれているのだ。.
ブレーキが平面を保てないなら、曲げが平面に仕上がるはずがない。

最悪の原因は薄い鋼板ではない。怠慢だ。.
木材に打ち込むラグスクリューは、繰り返し荷重がかかる構造アンカーにはならない。ネジ山が繊維を潰し、穴が伸び、十数回の大きな曲げの後には目には見えないが確実に感じる微小な動きが生じる。ブレーキが「緩み始める」。人々はそれを摩耗と呼ぶ。.
貫通ボルトで固定せよ。最低でも1/2インチのグレード5硬度付きワッシャーを適切にトルクで締め付けるのが必要だ。さらに良い方法は、ブレーキのベースを1/4インチの鋼製裏板で挟み込み、鋳物部分が一点荷重にならないようにすることだ。スタンドはブレーキ本体より重いものに固定せよ。コンクリートスラブが最適だ。300ポンドの溶接スタンドが次点。.
もしあなたの30インチのブレーキが、それ自体の3倍以上の重量を持つものにボルト固定されていないなら、それは鋼を曲げているのではなく、作業台の家具を曲げているにすぎない。.
そして、取り付け部がもはや弱点でなくなると、新たな問題が現れる――ブレーキ自体の30インチのスパンがばねのように振る舞うとどうなるか。
購入すべき条件:
購入を避けるべき条件:
私は2x2x0.120インチ厚の角管を使い、コーナーに補強を入れ、4インチスラブに1/2インチのウェッジアンカーで固定した、320ポンドのスタンドに36インチのベンチブレーキをボルトで取り付けた。作業台のたわみなし。ボルトの遊びなし。そして16ゲージの軟鋼板、幅36インチを送り込んだ。.
曲げられた。技術的には。.
ハンドルを強く下げると、リーフの中央がわずかに弧を描き、完成した曲げ角度は端で90度、中央で86度だった。同じ板を幅28インチに切って曲げると、スパン全体できれいに90度に曲がり、明らかに力も少なく済んだ。.
取り付け方法は何も変えていない。変わったのは幅だけだ。.
その瞬間、工場を非難するのをやめて、数学を始めることになる。.
板金用のブレーキリーフは、荷重を受ける梁のように振る舞う。梁のたわみはスパンに対して直線的には増えない――急速に増加する。支持されていない長さを2倍にすると、たわみも2倍ではなく数倍になる。なぜなら、曲げ剛性は厚さの3乗に依存し、荷重は全スパンに分散されるためだ。3/8インチの軟鋼板で作られた36インチのリーフは、単に長いという理由で24インチのリーフより50%「強い」わけではない。同じゲージで全幅を使うと、中央のたわみが劇的に増える。.
だから、短いブレーキほど強く感じるのです。.
16ゲージの軟鋼に対応した36インチのブレーキを考えてみましょう。カタログの意味するところは、36インチ幅で16ゲージの材料を曲げると、永久的な変形または許容できないたわみが生じる最大荷重になるということです。それが「レッドライン」です。.
多くの人はそれを「巡航速度」として扱っています。.
同じ固定したセットアップで、私は16ゲージを30インチ幅で曲げました――定格幅の約83%です。ハンドルの力は明らかに下がりました。葉の縁にダイヤルゲージを当てて中央のたわみを測定したところ、フル幅では約0.040インチだったのが0.015インチ以下に減少していました。曲げの均一性も向上しました。.
30インチで魔法のようなことが起きたわけではありません。ブレーキが単にその弾性限界領域から「快適な作業ゾーン」に入ったのです。.
プレスブレーキメーカーは正直です。ベンチブレーキ購入者が忘れがちなこととして、「100トン×10フィート」のような定格は力と幅の組み合わせを意味しています。もし6フィートの幅しか曲げないなら、全トン数を使っているわけではありません。同じ物理法則がここでも働いていて、ただスケールが小さく軽量に作られているだけです。36インチブレーキが16ゲージ容量だと主張する場合、それは特定の形状――通常、軟鋼に適した曲げ半径とクランプ設定――を前提としています。幅を変えると、インチごとの荷重要求が変化します。生産環境ではこれがCNCシステムが重要な理由です。近代的なソリューションとして CN-HAWEプレスブレーキ は、校正されたトン数、制御されたクラウニング、プログラム可能な曲げパラメータに基づいて設計されており、力・幅・材料データが推測ではなく整合されるようになっています。原理は変わりません――変わるのは制御レベルだけです。.
したがって、80%ルールは迷信ではありません。それは「余裕率」です。繰り返し精度の高い曲げを得たいなら、ばね戻りやリーフのたわみに苦労せずに済む定格幅の80%で作業するべきです。.
なぜ幅を広げるほうが、単に厚みを1ゲージ上げるよりも負担が大きいのでしょうか?
次の2つの作業を想像してください:
2番目の板は厚いため、1インチあたりの降伏力はより大きくなります。しかし幅は半分です。ヒンジで必要な総トルクは、しばしば比較可能であり――場合によっては――フル幅の16ゲージ曲げよりも少ないことさえあります。.
幅が全スパンにわたって荷重を増倍させるからです。.
板の1インチごとにそれぞれ独自の小さな曲げ抵抗があります。36インチでは、その力のスライスを36個分足し合わせることになります。クランプバーはその全てに均一な圧力を保持しなければならず、リーフは全長にわたって均等にトルクを伝達する必要があります。ヒンジピンは軸全体に分布したせん断力を受けます。.
これを24インチから36インチに伸ばしたとしましょう。その余分な12インチは単なる「金属の増加」ではありません。支点から離れた位置で作用する更なるてこ効果であり、中間部での曲げモーメントが増加します。中央は端部の構造補強から最も離れた弱点となります。.
だからこそ、1/2インチ厚のリーフ材で作られた24インチブレーキは、その幅内で非常に強く感じられるのです。スパンが短く、中央の曲げモーメントが低く、ヒンジライン全体にかかる累積トルクも少ないのです。.
より長いブレーキ。同じ厚さのリーフ。より大きなたわみ。シャーシは比例して深くも厚くもなっていない—ただ伸ばされただけだ。.
つまり、幅が構造に負担をかける。板厚は1インチあたりの力に負担をかける。両方を定格いっぱいに組み合わせると、工具の構造的限界の上でバランスを取ることになる。.
ストレートブレーキが構造限界近くで動作している場合、フレームに過負荷をかけるよりも、成形戦略を変更したほうが効率的なことが多い。大きな半径の曲げ、円筒形、または板厚限界付近の広いパネルでは、CNCプレートロールシステムが力を単一のヒンジラインに集中させるのではなく、段階的に分散させることができる。たとえば次のようなソリューションがある。 CNCプレートロール機 CN-HAWE社の製品では、CNCベースの制御をシートメタル自動化全体のポートフォリオに統合し、繰り返し精度の高い半径成形を実現すると同時に、単一の構造部材へのピーク応力を軽減できる—幅と厚さが互いに増幅し始める状況で、より安定した方法となることが多い。.
それでも、ここではまだ軟鋼を前提としている。.
私は、16ゲージ軟鋼対応で30インチ幅のブレーキが、24インチ幅の16ゲージ304ステンレスを熱心に一度曲げただけで、リーフに永久的な笑顔型の歪みを残したのを見たことがある。.
同じ厚み。まったく別の代物だ。.
軟鋼の降伏強度は約36,000 psi程度だが、304のようなオーステナイト系ステンレスはそれよりかなり高く、曲げる際に加工硬化する。そのため、弾性変形を超えて塑性変形—つまり曲げたままの状態—にするには、はるかに大きな力が必要になる。そして、より強くスプリングバックする。.
そのため、作業者はレバーをさらに引き、押し下げる時間を長くする。場合によっては少し弾ませることさえある。そうなると、軟鋼の定格に合わせるどころか、力と必要な過曲げ角度の両方でそれを超えることになる。.
実際にブレーキ内部で起きているのは単純だ。ステンレスが降伏する前にリーフがより大きくたわんでいる。クランピングバーにはより高い引張荷重がかかり、ヒンジピンにはより大きなせん断力が作用している。ブレーキがすでに16ゲージ軟鋼の全幅で弾性限界付近にあったなら、ステンレスがその閾値を超えて永久変形へと押し進める。.
厚みの数字が一致していようが、物理はそんなことを気にしない。.
そしてこれが不都合な真実だ:高引張素材に対してリーフが小さすぎる場合、ベンチの補強では問題は解決しない。取り付けによってねじれのたわみは改善できるが、断面係数—つまりそのリーフプレートの曲げに対する幾何学的抵抗—は変わらない。.
したがって、24インチと36インチのブレーキを比較するときは、長さだけを見てはいけない。以下を確認する必要がある:
取り付けによる力の損失がなくなった時点で、ブレーキ自身の構造形状が限界となるからだ。.
購入すべき条件:
購入を避けるべき条件:
では実際にどう選ぶのでしょうか?
「容量」で探すのをやめて、「スパン」で探し始めるのです。.
もし仕事の70%が幅20インチ、18ゲージの軟鋼であるなら、36インチのブレーキはアップグレードではありません。それは同じ厚さのリーフ、同じヒンジピン、同じ3/8インチのクランプバーを持ちながら、単に長いレバーにすぎません。追加された12インチは自由に見えますが、構造的には断面係数がそれに伴って増えない限り、負担になります。.
これらの機械を裸のトラックフレームとして考えてください。8フィートベッドと同じCチャンネルで作られた12フィートベッドが、長いというだけでより多く積めるわけではありません。むしろ早くねじれます。.
それが視点です。.
36インチのHarbor Freightと24インチのVevorを比較すると、短いスパンの方が毎回生の剛性で勝ります。最初の溶接を打つ前からです。問題はどのブランドが「強いか」ではなく、あなたが実際に扱う荷重に対し最適な初期構造を持つシャーシはどちらか、そして補強を溶接したときにそれがどう反応するかということです。.
なぜなら、それらはいずれも完成した工具ではありません。素材(ブランク)なのです。.
30インチのHarbor Freightはそのラインナップの中で甘美なスポットです。.
36インチと同じ一般的な構造 — スクリュー式クランプバー、蝶番付きリーフ、軟鋼構造 — を持ちながら、中央で曲がろうとする部分が6インチ少ない。リーフが約3/8インチのプレートでクランプバーも同様であれば、そのスパン短縮だけでも同じ単位長荷重下での中央変位が劇的に減少します。理論上ではなく、目に見えて。.
36インチ版が粗悪品というわけではありません。ただ物理に正直なだけです。木箱に載せたままでは、18ゲージを超えると全体構造 — ベース、スタンド、リーフ — が動くため柔らかく感じます。これを1/4インチ厚の壁を持つ2×3インチ角管フレーム(200ポンド)にボルト固定すれば、状況は一変します。リーフ背面に1/4インチ×2インチのフラットバー補強材を、2インチごとにステッチ溶接すれば、中央のたわみはさらに減少します。.
それで初めて、構築に値するシャーシになります。.
ただし注意点があります。36インチは、30インチ以上の部品が定期的に必要な場合にのみ意味を持ちます。「広幅の仕事」が年に二回しかないなら、ほとんど使わない能力のために、毎回の曲げで剛性の代償を払っていることになります。3倍以上の重量のフレームに補強・ボルト固定された30インチ機は、24インチの作業では長い方よりも常に引き締まった感触を与えてくれるでしょう。.
ぴったり締まる感覚は、力のように感じられる。.
つまり、Harbor Freight のプラットフォームは、家具ではなく構造用鋼として扱うことで、実際の製作現場でも持ちこたえる。骨格はシンプルで、手の届く構造で、溶接もしやすい。それが重要だ。そしてそれが、コンパクトな Vevor を興味深いカウンターパンチにしている。.
スパンが短いのは利点だ。それだけだ。.
1/2インチ厚のリーフを備えた24インチブレーキは、幅2フィート未満のあらゆる素材において、3/8インチリーフを備えた36インチブレーキを圧倒する。スパン中央での曲げモーメントが小さくなる。クランプ荷重の累積も減る。余分なトラブルも減る。.
幾何学が、今回はあなたの味方をしてくれているということだ。.
しかし、コンパクトさは両刃の剣だ。24インチの輸入箱曲げ機の中には、上部フィンガーと曲げダイとの間のクリアランスが非常に狭いものがある。仕様書上では20ゲージの軟鋼まで対応とされていても、実際には、素材が厚くなるとフルパワーをかける前に物理的にスペースを奪い合う。そしてこれらのリーフやフィンガーの多くは、焼入れされた工具鋼ではなく、プレスブレーキのように扱えば変形してしまう軟鋼製の「使える」パーツにすぎない。.
だからこそ、設置面積も剛性の一部といえる。構造上、たわみが減る。.
だが同時に、それが厳しい制限にもなる。もしフィンガーがしなったり、焼入れされていない鋼材のためにノーズ半径が潰れたりした場合、世界中どんなベンチマウントを使ってもそれは直らない。構造は補強できても、材料特性はごまかせないのだ。.
つまり、Vevor 24 はその許容範囲を尊重したときに最も強い。全幅で18ゲージ未満の軟鋼を実体感のある台に固定して使用する。その範囲内であれば頑丈に感じられる。その外側では、すぐに金属工学の限界に突き当たる。.
そしてそこに、作業の流れが関わってくる。.
ブレーキが実際の製作に耐えるかどうかを決めるのは、構造だけではない。.
時間も関係する。.
Harbor Freight のスクリューダウンクランプは、ナット付きのシンプルなねじ棒構造だ。ねじのピッチがトルクを効率よく直線荷重に変換するため、非常に強力なクランプ力を発揮する。これは24インチ幅の16ゲージ材を滑らせずに保持するのには良いが、1日に20ゲージから14ゲージへ、また戻す作業を10回も繰り返すような場合、毎回2本のレンチとスケールが必要になり、生産性が落ちる。.
高負荷では、スクリューダウンが純粋なクランプ圧で勝る。繰り返し作業では、生産性を犠牲にする。.
カムロック式は、しっかり設計されていれば最大クランプ力を多少犠牲にする代わりに速度と再現性を得られる。倒して、曲げて、解放。それだけ。しかし安価なカムは、表面が焼入れされていない場合に変形や摩耗を起こす。その結果、クランプ圧が24インチ全体で均一でなくなり、片側が先に滑り出す。そうした不均一さが、先細りの曲げや角度のズレとして現れる。.
では、どちらが長持ちするのか?
もし16ゲージの軟鋼で22インチ幅のブラケットを単品製作するなら、3/8インチ厚のプレートベンチにボルト固定し、リーフを補強したスクリューダウン式 Harbor Freight の方が、軽量なカムシステムより確実に長持ちする。一方、薄板を連続生産するなら、速いクランプ方式の方が、工具と作業者の両方を過度な締め付け疲労から救ってくれる。.
なぜなら、時には壊れるのは鋼そのものではないからだ。.
それは、作業のワークフローが遅いのを補うために、オペレーターがより強くクランクを回しているということだ。.
そして、そこで本当の判断が生まれる。作業の80%をカバーする最短スパンを選び、リーフの厚さとヒンジ径が目標のゲージに一致していることを確認し、次に、強力なスレッドタイプにするか、より速いカムタイプにするかを決める。ブランドのバッジよりも重要なのは、形状(ジオメトリ)とメカニズムだ。.
もし同じ部品を繰り返し生産していたり、厳しい公差や高い生産量の案件で、クランプの種類をめぐる議論がボトルネックのように感じられるなら、そろそろ手動ベンダーを卒業するタイミングかもしれない。CNCパネルベンディングソリューション、たとえば CN-HAWE パネルベンダー は、機械的なてこの原理からプログラム可能な精度へと方程式を変える。クランピング、シーケンス、角度制御を自動化し、一貫性、生産スループット、オペレーターの効率を向上させる。ネジかカムかを選ぶのではなく、生産環境向けに設計されたジオメトリ、自動化、再現性に投資するということだ。.
CN-HAWE の製品ラインアップが 100% のCNCベースであり、レーザー切断、曲げ、溝入れ、せん断といったハイエンドな用途をカバーしていることを踏まえると、, アイアンワーカーマシン ここでの実用的選択肢を評価するチームにとって関連する次のステップとなる。.
購入すべき条件:
購入を避けるべき条件:
2台分のガレージ、2×4材と3/4インチの合板で作った奥行き24インチの作業台を持ち、主に18ゲージの軟鋼ブラケットを幅20〜22インチで曲げ、時々スキッドプレート用に16ゲージのフランジも曲げる。スペースは限られ、予算はさらに厳しい。では、実際に何を買い、どのように設置すればソーダ缶のように頼りなく感じずに済むだろうか?
作業の80%をカバーする最短スパンから始める。もしそれが24インチ未満なら、少なくとも3/8インチ厚(1/2インチが望ましい)のベンディングリーフを備えた24インチブレーキが正しい選択だ。もし定期的に28〜30インチの作業を行うなら、30インチモデルにステップアップすべきだが、補強が必要になることを受け入れなければならない。いずれの場合も、ブレーキの3倍以上の重量を持つ2×3インチ角パイプ(肉厚1/4インチ)で作ったフレームに、ネジではなくボルトで固定する必要がある。30インチのブレーキをその3倍の重さの台に固定していないなら、鋼板を曲げているとは言えない。.
それが基礎だ。.
本当の変化──つまり「軽量仕様」のブレーキを倍の価値あるものに変える部分──は、ベンディングリーフとクランプバーにある。作業台のねじれを止めた瞬間、次に一番弱い部分が訴えてくるようになるのだ。.
曲げリーフを機械から外し、溶接台の上で上下逆さにしたところを想像してみよう。多くの低価格帯の24〜30インチブレーキでは、厚さ約3/8インチ、高さ2〜2.5インチ程度のリーフが使われている。30インチにわたるその形状は細長い梁だ。荷重がかかると、単にヒンジで回転するだけでなく、中央部分が弓なりにたわむ。.
そのたわみが、あなたの90度を中央で83度にしてしまう原因です。.
私はそれを、トレーラーのトングを補強するのと同じ方法で修正しました:断面高さを追加するのです。2インチ×2インチ×1/4インチのアングル鋼を、全リーフ幅より1/4インチ短く切り、曲がるリーフの背面に縦脚を下にして縫い溶接します。水平脚をリーフにぴったり合わせます。1インチのビードを2インチ間隔で交互に溶接し、熱を制御します。鋼が歪むのが好きでない限り、全周溶接はしないでください。.
変わるのは魔法ではありません。それは断面係数—つまり、曲げ抵抗が高さとともに劇的に増すのです。その2インチの垂直脚を加えることで、実質的に平板を浅いトラスに変えたことになります。中立軸が移動し、たわみが減少します。16ゲージで中央のたるみが目立っていた30インチブレーキでは、フル幅を初めて曲げた瞬間に角度がスパン全体で1度以内に収まる違いがはっきり分かります。.
しかし、多くの人が失敗するのはここです:ヒンジブロックぎりぎりまで溶接したり、溶接のスパッタがヒンジナックルに入り込んだりするのです。するとヒンジが固くなり、その分だけ力を入れて操作しようとします。これがトラスロッドを締め過ぎてフレームを永久に歪ませる原因です。各ヒンジボスから少なくとも1インチはクリアにしておきましょう。溶接後は再取り付けの前に、リーフを全可動域で動かしてみてください。自重で落ちるくらいが理想です。.
ヒンジが固くなったなら、あなたが作ったのはヘビーデューティーブレーキではなく、てこの棒です。.
そして、リーフの補強だけではたわみの半分しか解決できません。クランプバーも同様にたわんでいるのです。.
定規を取って、一般的な30インチ輸入ブレーキのクランプバーの上に置きます。出荷時のネジを16ゲージの材料全幅に渡って締めます。リーフを引く前に中央の隙間を見てみてください。数千分の数インチの光が見えることがよくあります。.
その隙間が、すべりになります。.
すべりは、丸まった曲げ半径と狂った角度に変わります。.
安価な対策—つまり$20くらいのコスト—は、6インチの鍛造Cクランプを2個用意することです。本物の荷重に耐えるものを選び、鋳造のポットメタル製は避けてください。端から4~6インチ内側、材料ラインの真上に配置し、工場出荷のネジを締めた後でそれらも締め込みます。これで2点クランプを4点システムに変えられます。中央の持ち上がりはすぐに減少します。.
測定してみると、荷重下で中央が0.040インチも浮いていたブレーキが、補助クランプを追加するだけでほとんど目立たない動きにまで改善されることがあります。美しいか?いいえ。効果は?絶大です。.
次に、補強アングルを追加したリーフと組み合わせると、機械がバラバラではなく、一体的に動くようになります。ただし、ここにも落とし穴があります。Cクランプを締めすぎるとクランプバーが皿状に変形してしまいます。特に、それが軟鋼製で1インチ未満の厚さの場合は注意が必要です。そうなると、シムやシックネスゲージで整合を取る羽目になり、まるでプレスブレーキの再整備のようになります。.
「しっかり」締めるのであって、「押し潰さない」ことです。力任せではなく、制御された予荷重を意識しましょう。.
トラス付きリーフと補強クランプがあっても、依然として軟鋼とヒンジ径という物理法則の範囲内にいます。つまり、印刷されているゲージ定格を安全に超えてもよいのかという疑問が生じます。
たとえば、あなたの24インチブレーキが実際には18ゲージ軟鋼の全幅までが快適な限界だとしても、20インチ幅で16ゲージのフランジが必要なことがあります。機械が頑張っているのを感じ、ハンドルの力が増して、フレームがそれに応える音を出します。.
制御された方法のひとつはプリスコアです。完全に切断するわけではなく、カットオフホイールで曲げ線に沿って浅いV溝を入れるだけです。深さは材料厚の約25~30%程度にします。16ゲージ(約0.060インチ厚)の場合、0.015~0.020インチ程度の溝となります。これにより曲げ部の有効断面が減り、必要な力が下がります。.
CN-HAWE の製品ラインアップが 100% のCNCベースであり、レーザー切断、曲げ、溝入れ、せん断といったハイエンドな用途をカバーしていることを踏まえると、, V溝加工機 ここでの実用的選択肢を評価するチームにとって関連する次のステップとなる。.
もしプリスコアを頻繁に行ってブレーキの快適な範囲に収めようとしているなら、それは通常、エッジ処理を専用装置で前工程として行うべきサインです。CNCベースのソリューションとしては、 CN-HAWE社の せん断機ソリューション 制御された縁品質でまっすぐで再現性のある切断を行い、手動での溝加工の手間を減らし、高ゲージ作業における曲げの一貫性を向上させます。生産現場では、精密せん断を成形から分離することにより、プレスブレーキへの負荷を低減するだけでなく、バッチ全体でのスループットと寸法精度を高めます。.
これは、曲げ部に引張荷重がかかる構造部品には適しません。ブラケット、カバー、重要ではないフランジ向けです。.
もう一つの方法は、小型の酸素燃料トーチまたは誘導加熱器を使って、曲げ線を成形前に暗赤色に加熱する局所的な熱処理です。降伏強度を一時的に下げることで、プレスブレーキの抵抗が減少します。リーフやヒンジは、次の作業にも耐えられます。.
CN-HAWE の製品ラインアップが 100% のCNCベースであり、レーザー切断、曲げ、溝入れ、せん断といったハイエンドな用途をカバーしていることを踏まえると、, レーザー切断機 ここでの実用的選択肢を評価するチームにとって関連する次のステップとなる。.
CN-HAWE の製品ラインアップが 100% のCNCベースであり、レーザー切断、曲げ、溝入れ、せん断といったハイエンドな用途をカバーしていることを踏まえると、, レーザー溶接機 ここでの実用的選択肢を評価するチームにとって関連する次のステップとなる。.
しかし、熱は金属組織を変えます。あらかじめスコアを入れると応力が集中します。どちらも計算された「裏技」であり、日常的な作業方法ではありません。.
そして、ここが分岐点です:それを毎週行う必要があるなら、シャーシが小さすぎる装置を購入したということです。補強によって軽量ブレーキをある程度重いもののように動作させることはできますが、3/8インチのリーフ鋼を3/4インチの工具鋼に変えたり、1/2インチのヒンジピンを1インチのシャフトにすることはできません。.
もし作業が、時折の重曲げから、繰り返し生産、より厚い板材、または広い部品へと移行したなら、その作業サイクルに対応するよう設計された装置を検討すべき時です。CN-HAWE の 100% CNC ベースの製品群は、高性能な曲げシステムと要求の厳しい産業用途向けに構築された統合板金ソリューションをカバーしています。以下より CN-HAWE に連絡して 仕様の相談、見積依頼、または材料・幅・スループット要件に実際に適合するプレスブレーキ構成の評価を行うことができます。.
CN-HAWE の製品ポートフォリオは 100% CNC ベースであり、レーザー切断・曲げ・溝加工・せん断などの高性能用途をカバーしています。詳細資料を求める読者には、, パンフレット が有用な参考資料となります。.
適度な過剰設計—アングル鉄トラス、補助クランプ、1/4インチ肉厚チューブのベース—というレベルもありますが、ゴーカートのフレームにダンプトレーラーを牽かせるのは別問題です。.
購入すべき条件:
購入を避けるべき条件:
ブレーキを裸のシャーシのように扱ってください。荷重の流れに沿って補強し、ヒンジと金属組織を尊重しましょう。そうすれば、「低予算」というラベルは「弱い」意味を失い、「未完成」であることを示すようになります。.
補強が「賢い工夫」ではなく「現実逃避」になり始めるのはどの時点か?
私が使う判断基準はこうだ。曲げている鋼材が、ヒンジピンやリーフの厚さ、ピボットの形状が想定していた以上の力を要求するようになったら — ベースの下に2×2×1/4インチのアングル材や、2×3インチ・1/4インチ厚のチューブを何本入れても、それは変わらない。フレームを剛性化すればたわみは減る。しかしヒンジの直径は大きくならず、ピボットの金属成分が改良されるわけでも、3/8インチのサイドプレートが3/4インチのフレームカットプレートに化けるわけでもない。ヒンジの外側ではなく、内部の荷重経路を変えようとしているとき、それは賢い補強を超えて、機械の再設計に踏み込んだことを意味する。.
そして$400ブランクを再設計してしまうと、うっかり$1,200という妥協作を作り上げてしまう。.
では、その境界線のどちら側にいるのか、どうやって見分けるのか?
第一の質問: 材料は何か、厚さはどれくらいか、幅はどれほどか — 毎週扱うものは?月に一度ではなく?
もしあなたの作業が、24インチ以下の16ゲージ軟鋼、時折12インチの14ゲージ、そして主にブラケットや筐体の製作なら、3倍の重量を持つベースに固定された補強済み30インチブレーキで十分対応できる。それが定義された運転サイクルである。推測ではなく、断面係数を作業負荷に合わせているのだ。.
第二の質問: 印刷された定格値の80~100%をどれほど頻繁に使っていますか?
予算機の定格値は「レッドライン」であり、「巡航速度」ではない。毎日のように30インチブレーキで全幅16ゲージを曲げていると、そのヒンジピンは降伏限界に近い応力を周期的に受け続けている。金属は疲労する。穴は楕円化する。ラムの再現精度 — たとえ手動リーフであっても — はずれていく。工業的評価が負荷下での再現性にこだわる理由はそこにある。疲労は「角度がずれ始める」まで気づかれない。.
重い曲げが時折であれば、補強は理にかなう。だがそれが日常になっているなら、あなたは通勤車をレッドラインで走らせているのと同じだ。.
第三の質問: あなたの仕事で本当に重要な公差は何か?
24インチに対し±1度の誤差が溶接フレーム用途に十分なら、トラス構造のリーフと補助クランプで達成できる。しかし1000mmの中厚板で0.05mmの平坦さを追求するなら、たわみは目に見えるだけでなく、基準に照らして測定可能になる。「見た目にまっすぐ」では、幾何学的な基準を満たしたことにはならない。そこでは油圧の安定性やフレーム質量 — 後からボルトで付け足せないもの — が重要になってくる。.
この3つの質問に正直に答えれば、「見せかけの節約」という問いは一層明確になる。なぜなら、それは価格の問題ではなく、運転サイクルの問題だからだ。.
そして次は「限界点」に話が及ぶ。.
限界点は、フレームがたわみ始めたところではない。そこはもうほとんど修正済みだ。.
天井とは、 動的負荷のスパイクが、 ピボットやサイドプレートが吸収できる範囲を超えたときのことです。曲げ力は一定の数値ではなく、プレートの長さとともに増加し、速度やかみ合わせの変化によって静的な予測値を25〜40%超えることもあります。軽いブレーキでは、そのスパイクが小径のヒンジピンや比較的薄いチークプレートに直接加わります。マシンをゼロから作り直さない限り、溶接によってピンを大型化することはできません。.
それは物理の話であって、ブランドへの偏見ではありません。.
もう一つの限界があります: プロセス制御です。. 繊維方向の違いによってスプリングバックが変化します。同じ積層にある2枚の板でも、曲げた後の開き方が異なることがあります。生産用プレスブレーキでは、光学システムがリアルタイムで角度を測定し補正します。一方、手動リーフブレーキでは、「センサー」は自分の腕と分度器です。ブラケット製作なら問題ありませんが、組立全体で0.5度の誤差が積み重なるような量産部品になると、技能だけでは限界がボトルネックになります。.
そして疲労の問題もあります。産業用の購入者は、油圧圧力の一貫性やラムの再現性を検査します。フレームが摩耗すると、性能が20〜30%低下するためです。低価格のリーフブレーキでは、その摩耗がピボットのガタやスパン全体での不均一として現れます。穴が伸びてしまえば、ラインボーリングやスリーブ入れをするか、精度の漂いを許容して使い続けるしかありません。.
ヒンジピンを特注し、側板を1/2インチ厚の1045鋼で加工し、ピボットを再ブッシングするような段階に来たなら、やめましょう。それはもはやシャーシの補強ではありません。安価な銘板を貼った新しい機械を作っているようなものです。.
そのときが、次のステップへ進む瞬間です。.
ここで持ち帰ってほしい視点はこうです:低価格のブレーキは産業用ブレーキの縮小版ではありません。それはあくまで「素のシャーシ」です。.
シャーシが荷重を運ぶには3つの要素が必要です:剛性のあるフレーム、ねじれない基礎、そして定格内の荷重です。これを鋼に当てはめると、リーフ上の2×2×1/4インチのアングルトラス、1/4インチ厚の壁を持つ2×3インチまたは2×4インチの角パイプ製ベースをコンクリートに貫通ボルトで固定、中央が持ち上がろうとする箇所への補助クランプ、そしてヒンジの疲労限度を下回る範囲での作業、となります。.
もしあなたの工房の実情が、18〜16ゲージの軟鋼を平均24インチ程度で曲げる短納期・許容差のある仕事なら、その補強した素のシャーシは信頼できる働き者になります。奇跡的に強くなったからではなく、構造・物理・作業負荷の整合を取ったからです。.
一方で、毎日全幅の14ゲージ、扱いにくいステンレス、厳しい角度公差、そして再現性が利益を左右するような量産業務であれば、買うべきものは「強度」ではありません。質量、ピボット径、油圧の安定性、そして最初から設計された疲労寿命を買うのです。.
これが見落とされがちな点です。賢いアップグレードとは、いくら鋼をブレーキに溶接するかではなく、負荷内容が変更していない部分――つまりヒンジ、サイドプレート、再設計されていないジオメトリ――の範囲に収まっているかどうかにかかっています。.
工具をシャーシのように扱いましょう。手の届く荷重経路を補強し、手の届かない部分を敬いましょう。.
購入すべき条件:
購入を避けるべき条件:


















