

30 inçlik bir tezgâh tipi bükme makinesinin, 16 numara yumuşak çeliği 24 inç genişliğinde bükmeye çalıştığını izledim. Kolu aşağı indi, tezgâhın ayakları yana açıldı ve bütün düzenek betonda üç inç sürüklendi. Sahibi, fabrika çeliğinin “çöp” olduğuna yemin etti.
Bükme makinesi bükülmüyordu. Bükülen tezgâhtı.
İnsanların satışa koymadan önce genellikle farkına varamadığı uçurum işte budur.
Tipik bir 30 inçlik ithal bükme makinesi yaklaşık 70–90 libre (32–40 kg) gelir. Bunları 60 librelik bir çam tezgâhın üzerine yerleştirilmiş halde, sadece iki adet 3/8 inçlik araba civatası ve pullarla sabitlenmiş olarak gördüm. Sonra biri makineden 14 numara çeliği 20 inç boyunca soğuk bükmesini ister. Bu bir malzeme sorunu değildir. Bu, en zayıf halkayı arayan kaldıraç gücüdür.
Bu bükme makineleri bitmiş ürünler gibi satılır. Oysa öyle değiller. Bunlar çıplak şasiler — yani eksik traverslerle ve temelsiz. Fabrika size bir sıkıştırma yaprağı ve menteşe pimleri verir. Yapının geri kalanı sizin sorumluluğunuzdadır. Eğer taban burulabiliyorsa, burulacaktır. Ve burulduğunda, bükme kalitesi de gider.
Peki bir büküm keskin yerine yuvarlak çıktığında aslında ne hareket etti?
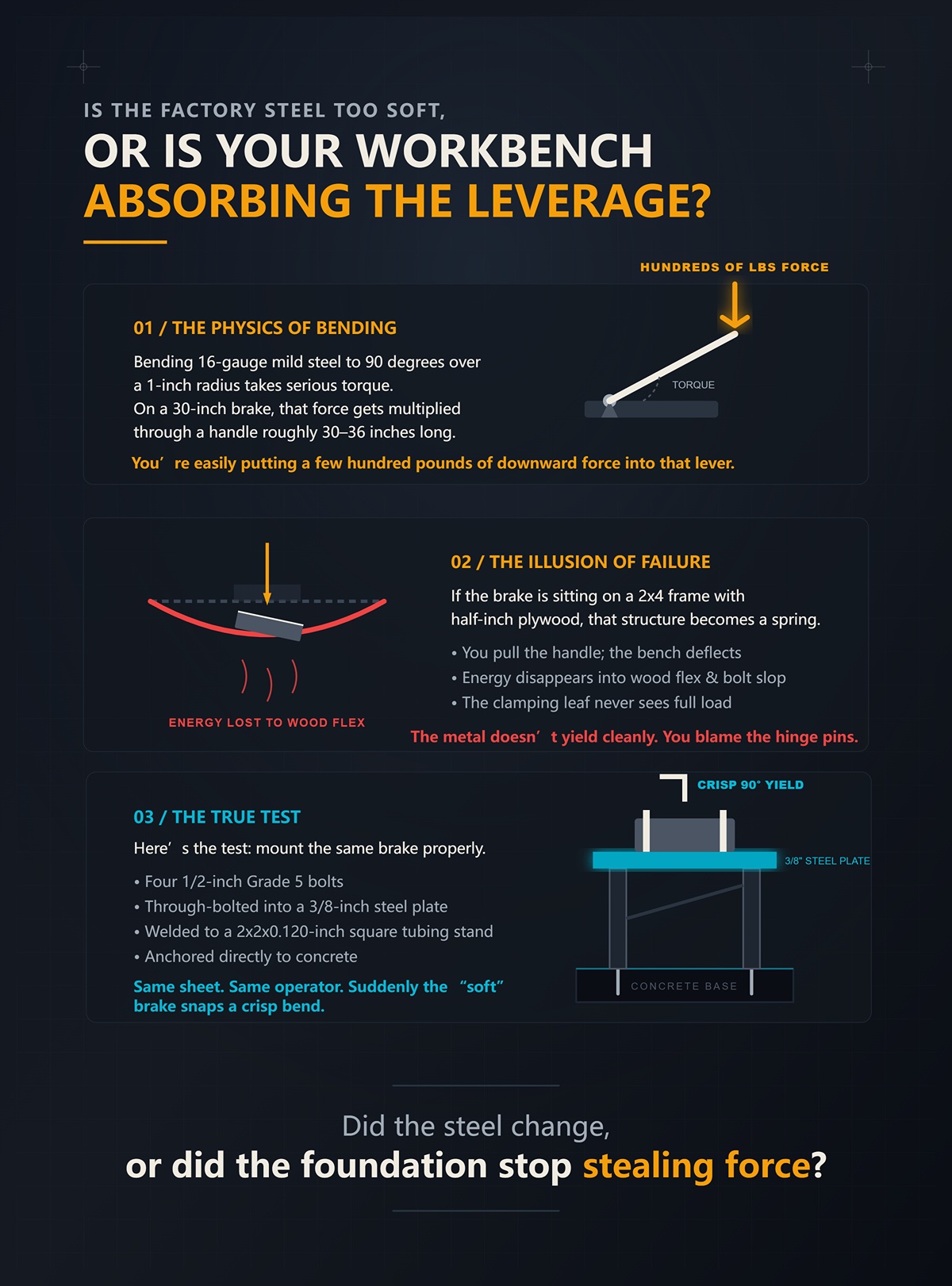
16 numara yumuşak çeliği 1 inç yarıçap üzerinden 90 dereceye bükmek ciddi tork ister. 30 inçlik bir makinede bu kuvvet, yaklaşık 30–36 inç uzunluğundaki bir kola aktarılır. Kol üzerine birkaç yüz libre aşağı yönlü kuvvet uyguluyorsunuz demektir. Fizik, makinenin indirimde olmasına aldırmaz.
Makine 2×4’lük çerçeve ve yarım inç kontrplak üzerine oturuyorsa, o yapı bir yayı dönüşür. Kolu çekersiniz; tezgâh esner; enerji ahşap esnemesi ve civata boşluklarında kaybolur. Sıkıştırma yaprağı tam yükü görmez. Metal temiz şekilde akmaz. Sizse menteşe pimlerini suçlarsınız.
Benim kullandığım test şudur: aynı makineyi dört adet 1/2 inçlik Grade 5 civatayla, 3/8 inçlik çelik plaka üzerinden geçerek monte edin. Bu plaka, 2x2x0.120 inç et kalınlığında kare profilden yapılmış bir standa kaynaklanmış ve betona sabitlenmiş olsun. Aynı sac. Aynı operatör. Bir anda o “yumuşak” bükme makinesi keskin bir büküm çıkarır.
Çelik mi değişti, yoksa temel mi kuvveti çalmayı bıraktı?
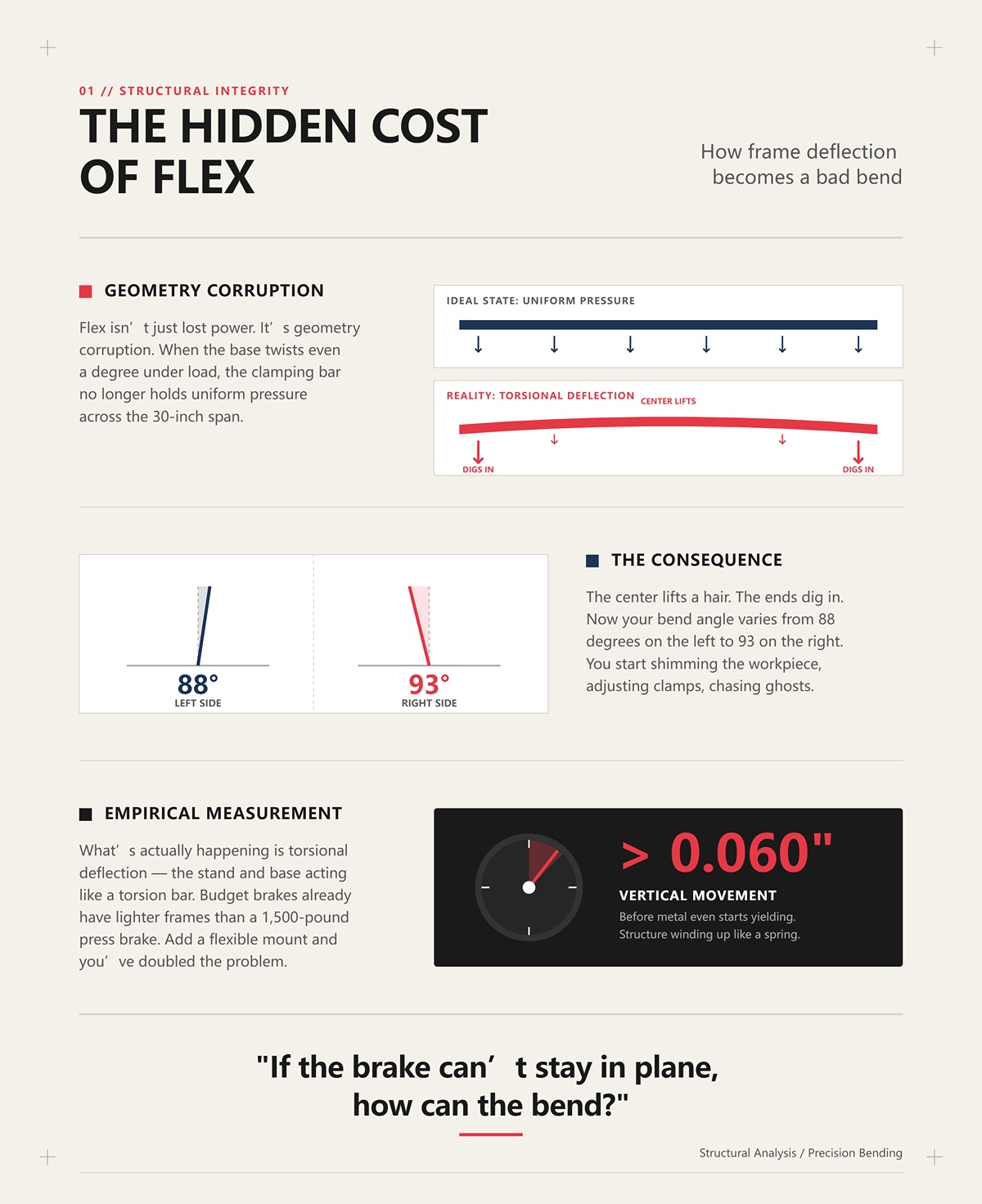
Esneme sadece kaybolan güç değildir. Aynı zamanda geometrik bozulmadır.
Taban yük altında bir derecelik bile burulduğunda, sıkıştırma barı artık 30 inçlik genişlik boyunca eşit basınç tutamaz. Ortası bir miktar kalkar. Uçlar daha fazla bastırır. Artık büküm açınız solda 88 derece, sağda 93 derece olur. İş parçasını takozlamaya, kelepçeleri ayarlamaya, hayaletleri kovalamaya başlarsınız.
Aslında olan şey, burulma sapmasıdır — yani stand ve tabanın bir burulma çubuğu gibi davranması. Bütçe tipi bükme makineleri zaten 1500 librelik pres frenine göre çok daha hafif çerçevelere sahiptir. Esnek bir montajla birleşince sorunu ikiye katlarsınız.
Ben bunu ilkel bir yöntemle ölçtüm: tabanın ortasına bir komparatör koyarak, kolu tam yüke kadar çekmek. Zayıf bir tezgâhta, metal akmaya başlamadan önce 0.060 inçten fazla dikey hareket gördüm. Bu menteşe arızası değildir. Bu, yapının yay gibi gerilmesidir.
Makine aynı düzlemde kalamıyorsa, büküm nasıl kalsın?

En büyük suçlu ince çelik değil. Tembelliktir.
Ağaç içine lag vidaları, değişken yük altında yapısal ankraj değildir. Dişler lifleri ezer, delikler uzar ve birkaç ağır bükmeden sonra göremediğiniz ama kesinlikle hissettiğiniz mikro hareket oluşur. Fren “gevşemeye başlar.” İnsanlar buna aşınma der.
Tüm uzunluk boyunca cıvatalayın. Minimum 1/2 inçlik Grade 5 donanım, sertleştirilmiş pullarla, doğru torkta sıkılmış olmalı. Daha da iyisi, frenin tabanını 1/4 inç çelik destek plakaları arasında sıkıştırarak dökümün noktasal yüke maruz kalmasını önleyin. Sehpayı frenin kendisinden daha ağır bir şeye sabitleyin. Beton zemin en iyisidir. 300 librelik kaynaklı bir sehpa ikinci en iyi seçenektir.
Eğer 30 inçlik fren, ağırlığı kendisinin üç katı olan bir şeye cıvatalanmamışsa, siz çelik bükmüyorsunuz. Atölye mobilyalarınızı büküyorsunuz.
Ve montaj artık zayıf halka olmaktan çıktığında yeni bir soru belirir: Frenin kendi 30 inçlik açıklığı yay haline geldiğinde ne olur?
Satın alınmalı eğer:
Atlanmalı eğer:
36 inçlik bir tezgâh frenini, köşeleri yan plakalarla güçlendirilmiş, 2x2x0.120 inç et kalınlığında kare borudan yapılmış 320 librelik bir sehpaya cıvataladım, 4 inçlik bir betona 1/2 inçlik kamalı ankrajlarla sabitledim. Tezgâhta esneme yok. Cıvatalarda boşluk yok. Sonra 16 gauge yumuşak çeliği, tam 36 inç genişlikte besledim.
Büktü. Teknik olarak.
Kolda sert bir iniş oldu, menteşe ortada hafifçe yayıldı ve bitmiş bükme uçlarda 90 derece, ortada ise 86 derece ölçüldü. Aynı saç, 28 inç genişliğe kesildiğinde, tüm açıklık boyunca daha az çaba ile temiz bir 90 derece bükme yaptı.
Montajda hiçbir şey değişmedi. Sadece genişlik değişti.
İşte o an fabrikayı suçlamayı bırakıp matematik yapmaya başlarsınız.
Bir sac metal freni yaprağı yük altında bir kiriş gibi davranır. Bir kirişteki sapma açıklıkla doğrusal olarak artmaz — hızlı büyür. Desteklenmeyen uzunluğu ikiye katlarsanız, sapma ikiye katlanmaz; birkaç kez artar çünkü bükülme sertliği kalınlığın küpüne bağlıdır ve yük tüm açıklığa yayılır. 3/8 inçlik yumuşak çelik plakadan yapılmış 36 inçlik bir yaprak, sadece daha uzun olduğu için 24 inçlik bir yapraktan yüzde 50 “daha güçlü” değildir. Aynı ölçü sacda tam genişlikte orta kısımda sarkmaya çok daha yatkındır.
Bu yüzden daha kısa bir fren genellikle daha güçlü hissedilir.
36 inçlik, 16-kalınlık (gauge) yumuşak çelik için derecelendirilmiş o bükme presini ele alalım. Katalogda 16-kalınlıkta 36 inçin, kalıcı deformasyon veya kabul edilemez sehim oluşmadan önceki maksimum yük olduğu belirtilmiştir. İşte bu kırmızı çizgidir.
Çoğu insan bunu seyir hızında çalışmak gibi değerlendirir.
Aynı sabit düzenekte, 16-kalınlığı 30 inç genişlikte çalıştırdım — yani yaklaşık olarak derecelendirilen genişliğin ’ü. Kolu uygulama kuvveti belirgin şekilde düştü. Yaprak kenarı boyunca kadran göstergesiyle ölçülen merkez sehimi, tam genişlikte yaklaşık 0.040 inçten 0.015 inçin altına indi. Büküm tutarlılığı sıkılaştı.
30 inçte sihirli bir şey olmadı. Sadece bükme presi elastik konfor tavanından çıkarak çalışma alanına girdi.
Pres freni üreticileri dürüsttür, ancak tezgah tipi fren alıcıları bunu unutur: “100 ton x 10 feet” gibi bir derecelendirme, kuvvet ve genişliği birleştirir. Sadece 6 feet boyunca bükme yaparsanız, tam tonajı kullanmazsınız. Burada da aynı fizik geçerlidir, sadece ölçek küçülmüş ve yapı hafiflemiştir. 36 inçlik bir fren 16-kalınlık kapasitesi iddia ettiğinde, bu belirli bir geometrinin varsayılmasıyla olur — genellikle yumuşak çelik için uygun bir büküm yarıçapı ve sıkıştırma düzeni. Genişliği değiştirdiğinizde, inç başına tonaj ihtiyacı kayar. Üretim ortamlarında, bu nedenle CNC sistemleri önemlidir: modern çözümler olan CN-HAWE abkant pres kalibre edilmiş tonaj, kontrollü taçlama ve programlanabilir büküm parametreleri etrafında tasarlandığından; kuvvet, genişlik ve malzeme verileri tahmini değil, uyumlu şekilde ayarlanır. İlke değişmez — yalnızca kontrol seviyesi değişir.
Bu yüzden 80% kuralı bir batıl inanç değildir. Bu, bir güvenlik payıdır. Yaylanma ve yaprak sarkmasıyla uğraşmadan tekrarlanabilir bükümler istiyorsanız, derecelendirilmiş genişliğin ’inde çalışırsınız.
Peki neden genişlik, yalnızca bir kalınlık kademe artırmaktan daha fazla ceza keser?
İki işi hayal edin:
İkinci levha daha kalın olduğu için, inç başına akma noktasına ulaşmak için daha fazla kuvvet gerekir. Ancak genişliği sadece yarısı kadardır. Menteşedeki toplam tork genellikle karşılaştırılabilirdir — bazen tam genişlikte 16-kalınlık bükümden bile daha az olabilir.
Çünkü genişlik yükü tüm açıklık boyunca katlar.
Levhanın her inçlik kısmı kendi küçük kuvvet dilimiyle bükülmeye karşı direnç gösterir. 36 inçte, bu 36 dilimi topluyorsunuz. Sıkıştırma çubuğu bunların tamamında eşit basınç uygulamak zorundadır. Yaprak torku tam uzunluğu boyunca eşit iletmek zorundadır. Menteşe pimleri tüm eksen boyunca dağıtılmış kayma yükünü taşır.
Şimdi bunu 24 inçten 36 inçe uzatın. Ekstra 12 inç sadece “daha fazla metal” değildir. Bu, merkez desteklerden daha uzak noktada etki eden daha fazla kaldıraçtır, bu da orta noktadaki bükme momentini artırır. Merkez, uçlardaki yapısal güçlendirmeden en uzak noktadır ve bu nedenle zayıf halka haline gelir.
Bu yüzden 1/2 inç kalın yapraklı bir 24 inçlik fren, kendi genişliği içinde son derece güçlü hissedebilir. Daha kısa açıklık. Daha düşük orta nokta bükme momenti. Menteşe hattı boyunca daha az toplam tork.
Daha uzun fren. Aynı kalınlıkta yaprak. Daha fazla sehim. Şasi orantılı şekilde daha derin veya daha kalın yapılmadı — sadece uzatıldı.
Yani genişlik yapıyı yorar. Kalınlık inç başına kuvveti yorar. Her ikisini de tam derecelendirmede birleştirdiğinizde, aletin yapısal sınırında denge kuruyorsunuz.
Bir düz bükme presi yapısal tavanına bu kadar yakın çalışıyorsa, çerçeveyi daha fazla zorlamak yerine biçimlendirme stratejisini değiştirmek genellikle daha verimlidir. Büyük yarıçaplı bükümler, silindirler veya ölçü sınırlarına yakın geniş paneller için, bir CNC plaka silindir sistemi kuvveti tek bir menteşe hattında yoğunlaştırmak yerine aşamalı olarak dağıtabilir. CN-HAWE’nin CNC plaka silindir makinesi gibi çözümleri, daha geniş bir sac metal otomasyon portföyü içerisinde tamamen CNC tabanlı kontrolü entegre eder ve herhangi bir tek yapısal elemana daha az pik gerilme uygulayarak tekrarlanabilir yarıçaplı biçimlendirme sağlar — genişlik ve kalınlık birbirini etkilemeye başladığında genellikle daha kararlı bir yol.
Ve bu hâlâ yumuşak çeliği varsayıyor.
16 numara yumuşak çelik için derecelendirilmiş 30 inçlik bir presin, 24 inç genişliğinde 16 numara 304 paslanmaz çelikteki bir hevesli deneme sonrası yaprak kısmında kalıcı, gülümseme şeklinde bir deformasyon bıraktığına tanık oldum.
Aynı kalınlık. Tamamen farklı bir malzeme.
Yumuşak çelik yaklaşık 36.000 psi civarında akma dayanımına sahip olabilir. 304 gibi östenitik paslanmaz çelikler ise akma dayanımında belirgin şekilde daha yüksektir ve bükme sırasında iş sertleşmesi gösterir. Bu, elastik deformasyondan plastik deformasyona — yani kalıcı bükülmeye — geçmek için gereken kuvvetin önemli ölçüde daha büyük olduğu anlamına gelir. Ayrıca daha fazla geri yaylanır.
Bu yüzden operatör dengeyi sağlamak için kolu daha fazla çeker. Daha uzun süre aşağıda tutar. Hatta biraz zıplatır bile. Artık sadece yumuşak çelik derecesini yakalamakla kalmıyorsunuz — kuvvet ve gerekli aşırı bükme açısı açısından onu aşıyorsunuz.
Presin içinde gerçekte olan basit: paslanmaz çelik akmadan önce yaprak daha fazla esniyor. Sıkıştırma çubuğu daha yüksek çekme yükü görüyor. Menteşe pimleri daha yüksek kesme kuvveti taşıyor. Pres zaten 16 numara yumuşak çelik tam genişlikte elastik sınırına yakınsa, paslanmaz çelik bu eşiği aşarak kalıcı deformasyona itiyor.
Fizik, kalınlık sayısının eşleşmesine aldırmaz.
Ve işte rahatsız edici gerçek: hiçbir tezgâh güçlendirmesi, yüksek çekme dayanımlı malzeme için yetersiz kalınlıkta bir yaprağı düzeltmez. Bağlantı, burulma sapmasını çözer. Ancak kesit modülünü — o yaprak plakasının bükülmeye karşı geometrik direncini — değiştirmez.
Bu nedenle 24 inçlik ve 36 inçlik bir presi karşılaştırırken sadece uzunluğa bakmazsınız. Şunlara bakarsınız:
Çünkü bağlantı kuvveti tüketmeyi bıraktığında, presin kendi geometrisi tavan hâline gelir.
Satın alınmalı eğer:
Atlanmalı eğer:
Peki gerçekten nasıl seçim yaparsın?
“Kapsiteye” göre alışveriş yapmayı bırakıp “açıklığa” göre alışveriş yapmaya başlarsın.
İşinin yüzde 70’i 20 inç genişliğinde 18 ölçü yumuşak çelikle ise, 36 inçlik bir fren bir yükseltme değildir. Aynı kalınlıktaki yaprak, aynı menteşe pimleri, aynı 3/8 inç sıkıştırma çubuğu ile uğraşan daha uzun bir kaldıraçtır — sadece uzatılmıştır. Ekstra 12 inç özgürlük gibi görünür. Yapısal olarak, kesit modülü onunla birlikte büyümediği sürece bu bir yükümlülüktür.
Bu şeyleri çıplak kamyon şasileri olarak düşün. Aynı C-kanaldan yapılmış 12 metrelik bir kasanın 8 metrelik bir kasadan daha fazla yük taşıyabileceğini sanmak yanlış olur; sadece daha çabuk burkulur.
İşte bakış açısı bu.
36 inçlik Harbor Freight ile 24 inçlik Vevor’u karşılaştırdığında, daha kısa açıklık her zaman ham rijitlikte kazanır, ilk kaynağını atmadan önce bile. Soru hangi markanın “daha güçlü” olduğu değil. Gerçekten çalıştırdığın yükler için en iyi başlangıç geometrisini hangi şasinin sunduğu — ve hangisinin takviye kaynağına nasıl tepki verdiğidir.
Çünkü bunların hiçbiri bitmiş birer araç değildir. Hepsi birer boş taslaktır.
30 inçlik Harbor Freight bu serideki tatlı noktadır.
36 ile aynı genel mimari — vidalı sıkıştırma çubuğu, menteşeli yaprak, yumuşak çelik konstrüksiyon — ancak merkezde eğilmeye çalışan altı inç daha az uzunlukla. Yaprak yaklaşık 3/8 inç plaka, sıkıştırma çubuğu da benzerse, o azaltılmış açıklık tek başına aynı inç başına yük altında orta nokta sapmasını dramatik biçimde azaltır. Teorik olarak değil. Gözle görülür şekilde.
36 inçlik versiyon hurda değil. Sadece fiziğe dürüst davranıyor. Kasaya monte edilmemiş haldeyken, 18 ölçünün ötesinde yumuşak hissedilir çünkü tüm yapı — taban, ayak, yaprak — hareket ediyor. Onu 1/4 inç kalınlığında, 2×3 inç dikdörtgen tüp çerçeveye cıvatalarsan, ki bu çerçeve 200 pound ağırlığındadır, hikâye değişir. Yaprağın arkasına 1/4 inç x 2 inçlik bir düz çubuk sertleştirici kaynak yap, her 2 inçte bir dikiş kaynağı uygula, ve merkez sarkması yeniden azalır.
Artık üzerine inşa etmeye değer bir şasin olur.
Ama işte püf noktası: 36 inçlik sadece gerçekten düzenli olarak 30 inçten büyük parçalar gerekiyorsa mantıklıdır. “Geniş işler” yılda iki kez oluyorsa, neredeyse hiç kullanmadığın bir yetenek için her bükümde bir rijitlik vergisi ödüyorsun. Üç katı ağırlığında bir yapıya takviye edilip monte edilmiş 30 inçlik ünite, 24 inçlik işlerde uzun kardeşinden her zaman daha sıkı hissettirecektir.
Ve sıkı his güç gibidir.
Yani Harbor Freight platformu, ona mobilya değil yapısal çelik gibi davrandığında gerçek dünya üretiminde ayakta kalır. Kemikleri basit, erişilebilir, kaynak yapılabilir. Bu önemli. Bu da kompakt Vevor’u ilginç bir karşı hamle haline getiriyor.
Daha kısa açıklık bir avantajdır. Nokta.
1/2 inç kalınlığında yapraklı 24 inçlik bir bükücü, 3/8 inç yapraklı 36 inçlik bir bükücüyü iki fitten daha dar her şeyde utandırır. Orta açıklık bükülme momenti daha az. Toplam sıkıştırma yükü daha az. Daha az drama.
Bu sefer geometri senin lehine çalışıyor.
Ama kompaktlık iki yönlü keser. Bazı 24 inç ithal kutu ve tava tipi cihazlarda üst parmaklar ile bükme kalıbı arasında çok dar boşluklar vardır. Kâğıt üzerinde, 20 numara yumuşak çelik için derecelendirilmiştir. Gerçekte, daha kalın malzeme, tam kuvvet uygulamadan önce bile fiziksel olarak yer için savaşır. Ve bu yaprakların ve parmakların birçoğu sertleştirilmiş takım çeliği değildir — pres freni gibi davranırsan eğilen, hizmet edilebilir yumuşak çeliktir.
Yani evet, ayak izi bir rijitlik özelliğidir. Sapmayı varsayılan olarak azaltır.
Ama bu aynı zamanda bir sınır da olabilir. Eğer parmaklar esnerse veya burun yarıçapı çelik ısıl işlem görmediği için kabuklanırsa, dünyadaki hiçbir tezgâh montajı bunu düzeltemez. Bir yapıyı sertleştirebilirsin. Malzeme özelliklerini taklit edemezsin.
Bu da demek oluyor ki Vevor 24, sınırlarını kabul ettiğinde en güçlüdür: tam genişlikte, 18 numaranın altında yumuşak çelik, sağlam bir yüzeye monte edilirse. Bu kutu içerisinde kendini sağlam hissettirir. Dışına çıkarsan, metalurji sınırına hızla ulaşırsın.
Ve sonra iş akışı devreye girer.
Bir bükücünün gerçek imalat koşullarında hayatta kalıp kalmamasını belirleyen tek şey yapı değildir.
Zamandır.
Harbor Freight’in vidalı kelepçeleri, somunlara sahip basit dişli çubuklardır. Ciddi sıkıştırma kuvveti uygularlar çünkü vida adımı, torku doğrusal yüke verimli şekilde dönüştürür. 24 inç boyunca 16 numarayı kaymadan tutmak için iyidir. Ancak günde on kez 20 numaradan 14 numaraya geçip geri döndüğünde, her seferinde yüksekliği tekrar ayarlamak için iki anahtar ve bir mezura gerektirir, bu da kötüdür.
Ağır yük altında, vidalılar ham sıkıştırma basıncında kazanır. Tekrarlanan işlerde ise verimlilik kaybederler.
Kam kilit sistemleri — düzgün inşa edilmiş olduklarında — nihai kuvvetten biraz hız ve tekrarlanabilirlik karşılığında feragat eder. Kaldır, bük, bırak. Ancak ucuz kamlar eğilebilir veya aşınabilir, özellikle de kam yüzeyleri sertleştirilmemişse. Artık kelepçe basıncın 24 inç boyunca eşit değildir ve bir taraf diğerinden önce kaymaya başlar. Bu tutarsızlık kendini konik bükümlerde ve dalgalı açılarda gösterir.
O halde hangisi dayanır?
Eğer 16 numara yumuşak çelikte 22 inç genişliğinde tek seferlik braketler yapıyorsan, 3/8 inçlik plaka tezgâha cıvatalanmış ve güçlendirilmiş yapraklı bir Harbor Freight vidalı sistem her seferinde hafif kam sisteminden daha uzun ömürlü olur. Daha ince sacda seri üretim yapıyorsan, daha hızlı kelepçe hem aracı hem seni sürekli aşırı sıkmadan koruyabilir.
Çünkü bazen arıza veren şey çeliğin akması değildir.
Operatörün, yavaş iş akışını telafi etmek için daha fazla kuvvet uygulamasıdır.
Ve gerçek karar burada şekillenir: işinin yüzde 80’ini kapsayan en kısa açıklığı seç, yaprak kalınlığının ve menteşe çapının hedef numaranla uyumlu olduğundan emin ol, sonra da kaba kuvvetli vidaları mı yoksa daha hızlı kamları mı istediğine karar ver. Marka etiketinin önemi, geometriden ve mekanizmadan daha azdır.
Eğer sürekli tekrar eden parçalar, dar toleranslar veya kelepçe stili tartışmalarının darboğaz gibi hissettirmeye başladığı yüksek hacimler üzerinde çalışıyorsanız, manuel abkantlardan tamamen öteye geçmenin zamanı gelmiş olabilir. CNC panel bükme gibi bir çözüm, CN-HAWE panel bükücü denklemi mekanik kaldıraçtan programlanabilir hassasiyete kaydırır — sıkıştırma, sıralama ve açı kontrolünü otomatikleştirerek tutarlılığı, verimliliği ve operatör etkinliğini artırır. Vidalı ya da kamlı kelepçeler arasında seçim yapmak yerine, üretim ortamları için tasarlanmış geometriye, otomasyona ve tekrarlanabilirliğe yatırım yaparsınız.
CN-HAWE’nin ürün portföyü 100% CNC tabanlıdır ve lazer kesim, bükme, kanal açma, kesme gibi üst düzey senaryoları kapsar; burada pratik seçenekleri değerlendiren ekipler için, Demir İşleme Makinesi ilgili bir sonraki adımdır.
Satın alınmalı eğer:
Atlanmalı eğer:
İki araçlık bir garajınız, 2x4 ahşaplar ve 3/4 inç kontrplaktan yapılmış 24 inç derinliğinde bir tezgahınız var ve çoğunlukla 20–22 inç genişliğinde 18 ölçü yumuşak çelik braketler büküyorsunuz, ara sıra da bir kaydırma plakası için 16 ölçü bir flanş yapıyorsunuz. Alan kısıtlı. Bütçe daha da kısıtlı. O halde gerçekten ne satın almalısınız — ve onu nasıl kurmalısınız ki bir gazoz kutusu gibi hissettirmesin?
Çalışmalarınızın yüzde 80’ini kapsayan en kısa açıklıkla başlayın. Bu 24 inçin altındaysa, en az 3/8 inç kalınlığında bir bükme koluna sahip (1/2 inç daha iyidir) 24 inçlik bir abkant doğru şasidir. Düzenli olarak 28–30 inçlik işler yapıyorsanız, 30 inçlik modele geçin — ancak bunun takviye gerektirdiğini unutmayın. Her iki seçenek de, 1/4 inç et kalınlığında 2×3 inç dikdörtgen profilden yapılmış bir çerçeveye cıvatalanmalı, abkanttan en az üç kat daha ağır bir tabana sabitlenmelidir. Eğer 30 inçlik abkantınız, kendi ağırlığının üç katından daha az bir kütleye cıvatalanmamışsa, çelik bükmüyorsunuz demektir.
Bu temeldir.
Gerçek fark — “hafif hizmet tipi” bir abkantı fiyatının iki katı performansa taşıyan kısım — bükme kolu ve kelepçe çubuğunda gerçekleşir. Çünkü tezgahın bükülmesini durdurduğunuzda, bir sonraki en zayıf halka konuşmaya başlar.
Bükme kolunu makineden çıkarıp ters çevrilmiş şekilde kaynak masanıza koyduğunuzu hayal edin. Çoğu uygun fiyatlı 24–30 inç abkant, yaklaşık 3/8 inç kalınlığında ve 2–2,5 inç yüksekliğinde bir kol kullanır. 30 inç boyunca bu uzun, ince bir kiriştir. Yük altındayken sadece menteşede dönmez; ortasında eğilir.
İşte o eğilme, ortada 90 dereceyi 83 dereceye yuvarlatan şeydir.
Ben bunu, bir römork çeki demirini sağlamlaştırır gibi düzelttim: kesit yüksekliği ekleyerek. 2×2 inç boyutunda ve 1/4 inç kalınlığında bir köşebent, tam kol genişliğinden 1/4 inç kısa kesilir, bükme kolunun arkasına, dik yüzeyi aşağıya, yatay yüzeyi kol ile aynı hizada olacak şekilde yerleştirilip aralıklı kaynakla tutturulur. Kaynakları, 2 inç aralıklarla, 1 inçlik dikişler halinde, ısıyı dengelemek için iki taraftan dönüşümlü yapın. Tam bir dikiş çekmeyin, çarpılmış çelikten hoşlanmıyorsanız.
Ortaya çıkan değişim sihir değildir. Bu, kesit modülüdür — bükülmeye karşı direnç yükseklikle dramatik biçimde artar. Bu 2 inçlik dik yüzeyi ekleyerek, aslında düz bir çubuğu sığ bir kafese çevirmiş olursunuz. Nötr eksen yer değiştirir. Sapma azalır. 16 ölçü malzeme büküldüğünde ortası sarkan 30 inçlik bir abkantta, tam genişlikte ilk büküşünüzde fark hemen hissedilir; açı boy boyunca neredeyse bir derece içinde kalır.
Ama işte bazıları burada işi berbat ediyor: kaynakları menteşe bloklarına kadar çekiyorlar veya kaynak sıçrantısının menteşe burçlarına bulaşmasına izin veriyorlar. Sonuç olarak menteşe sıkışıyor ve telafi etmek için daha fazla kuvvet uygulanıyor. İşte böylece kafes çubukları aşırı geriliyor ve çerçeveler kalıcı olarak eğiliyor. Her bir menteşe bloğundan en az 1 inç boşluk bırakın. Kaynaktan sonra, yeniden takmadan önce kolu tam hareket boyunca döndürerek test edin. Kendi ağırlığıyla rahatça inmelidir.
Eğer menteşe daha sert hale geldiyse, ağır hizmet tipi bir fren inşa etmediniz. Bir kaldıraç yaptınız.
Ve yaprağı sertleştirmek eğriliğin yalnızca yarısını düzeltir, çünkü sıkıştırma çubuğu da esniyor.
Düz bir cetvel alın ve tipik bir 30 inçlik ithal frenin sıkıştırma çubuğunun üzerine yerleştirin. 16 numara sacı tam genişlikte yerleştirip fabrika vidalarını sıkın. Şimdi yaprağı bile çekmeden önce ortadaki boşluğa bakın. Çoğu zaman birkaç mikronluk bir açıklık göreceksiniz.
O boşluk kaymaya dönüşür.
Kayma, yuvarlatılmış bir bükülme yarıçapına ve dolaşan bir açıya dönüşür.
Ucuz çözüm — ve $20 kadar ucuz demek istiyorum — gerçek yük için sınıflandırılmış dövme iki adet 6 inçlik C-klemp; döküm pot metal değil. Bunları her iki uçtan 4–6 inç içeriye, tam malzeme hattının üzerine yerleştirin ve fabrika vidalarını ayarladıktan sonra sıkın. İki noktalı bir sıkıştırmayı dört noktalı bir sisteme dönüştürüyorsunuz. Merkezdeki kalkma hemen azalır.
Yük altında merkezde 0.040 inç kadar gözle görülür biçimde kalkan frenlerin, yardımcı kelepçeler eklendikten sonra neredeyse fark edilmeyecek bir harekete indirgendiğini ölçtüm. Şık mı? Hayır. Etkili mi? Kesinlikle.
Şimdi, bunu yapraktaki köşebent kafesle birleştirin ve makine gevşek yerine tutarlı davranmaya başlar. Ama burada da bir tuzak var. Bu C-klemp’leri fazla sıkarsanız, özellikle yumuşak çelikten ve 1 inçten inceyse, sıkıştırma çubuğunu çanak gibi yaparsınız. Sonra hizalamayı pres freni yeniden inşası yapar gibi takozlar ve ölçü mastarlarıyla kovalamaya başlarsınız.
Sıkın, ezmeyin. Kontrollü ön yük düşünün, kaba kuvvet değil.
Ve kafesli yaprak ve güçlendirilmiş kelepçeyle bile, hâlâ yumuşak çeliğin ve menteşe çapının fiziği içinde yaşıyorsunuz. Bu da şu soruyu akla getiriyor: Yazılı sac kalınlığı limitinin ötesine güvenli bir şekilde geçebilir misiniz?
Diyelim ki 24 inçlik freniniz, tam genişlikte 18 numara yumuşak çelikte gerçekten mutlu, ama 20 inçte birkaç 16 numara flanş yapmanız gerekiyor. Makinenin çalıştığını hissediyorsunuz. Kol kuvveti artıyor. Gövde tepki veriyor.
Kontrollü bir yöntem ön çiziktir — tamamen kesmek değil, yalnızca bükülme hattı boyunca malzeme kalınlığının yaklaşık –30’u kadar bir kesme diskiyle sığ bir V-oluğu oluşturmak. 16 numara sacda (yaklaşık 0.060 inç kalınlığında) bu, yaklaşık 0.015–0.020 inç derinliğinde bir oluk anlamına gelir. Bükülme noktasındaki etkili kesit alanını azaltıyor, gerekli kuvveti düşürüyorsunuz.
CN-HAWE’nin ürün portföyü 100% CNC tabanlıdır ve lazer kesim, bükme, kanal açma, kesme gibi üst düzey senaryoları kapsar; burada pratik seçenekleri değerlendiren ekipler için, V Kanal Açma Makinesi ilgili bir sonraki adımdır.
Kendinizi frenin rahat çalışma sınırları içinde kalmak için sık sık ön çizik açarken buluyorsanız, genellikle kenar hazırlığının yukarı akışta özel ekipmanla yapılması gerektiğinin işaretidir. CNC tabanlı bir çözüm olan CN-HAWE’nin kesme makinesi çözümleri kontrollü kenar kalitesiyle düz, tekrarlanabilir kesikler sunar; el ile oluk açma hilesine olan ihtiyacı azaltır ve yüksek sac kalınlıklarında bükülme tutarlılığını artırır. Üretim ortamlarında hassas kesme işlemini şekillendirmeden ayırmak, yalnızca fren üzerindeki stresi azaltmakla kalmaz, aynı zamanda parti bazında verimliliği ve boyutsal doğruluğu artırır.
Bu, bükülme boyunca çekme yükü gören yapısal parçalar için değildir. Braketler, kapaklar ve kritik olmayan flanşlar içindir.
Diğer bir yöntem, küçük bir oksi-yakıt ucu veya endüksiyon ısıtıcıyla bükülme hattını şekillendirmeden önce koyu kırmızıya kadar ısıtmaktır. Akma dayanımını geçici olarak düşürürsünüz. Fren daha az direnç görür. Yaprak ve menteşeler bir sonraki işe hazır kalır.
CN-HAWE’nin ürün portföyü 100% CNC tabanlıdır ve lazer kesim, bükme, kanal açma, kesme gibi üst düzey senaryoları kapsar; burada pratik seçenekleri değerlendiren ekipler için, Lazer Kesim Makinesi ilgili bir sonraki adımdır.
CN-HAWE’nin ürün portföyü 100% CNC tabanlıdır ve lazer kesim, bükme, kanal açma, kesme gibi üst düzey senaryoları kapsar; burada pratik seçenekleri değerlendiren ekipler için, Lazer Kaynak Makinesi ilgili bir sonraki adımdır.
Ama ısı metalurjiyi değiştirir. Ön çizme gerilimi yoğunlaştırır. Her ikisi de hesaplanmış hilelerdir, günlük iş akışı değildir.
Ve işte çizgi burada: bunu her hafta yapmanız gerekiyorsa, çok küçük bir şase satın aldınız demektir. Güçlendirme, makul sınırlar içinde hafif bir presin daha ağır gibi davranmasını sağlar. 3/8 inçlik yaprak çeliği 3/4 inçlik takım çeliğe ya da 1/2 inçlik menteşe pimlerini 1 inçlik millere dönüştürmez.
İş yükünüz arada sırada yapılan ağır bükümlerden düzenli üretime, daha kalın levhalara veya daha geniş parçalara kaydıysa, o görev döngüsü için tasarlanmış ekipmana bakmanın zamanı gelmiştir. CN-HAWE’nin 100% CNC tabanlı portföyü, yüksek kaliteli bükme sistemlerini ve zorlu endüstriyel senaryolara yönelik entegre sac metal çözümlerini kapsar. Siz CN-HAWE ile iletişime geçebilirsiniz özellikleri tartışmak, fiyat teklifi istemek veya hangi pres bükme konfigürasyonunun malzeme, genişlik ve verim gereksinimlerinize gerçekten uyduğunu değerlendirmek için.
CN-HAWE’nin ürün portföyünün 100% CNC tabanlı olduğu ve lazer kesim, bükme, oluk açma, kesme gibi yüksek düzeyli senaryoları kapsadığı göz önüne alındığında, ayrıntılı materyal isteyen okuyucular için, Broşürler yararlı bir tamamlayıcı kaynaktır.
Aşırı mühendislik zekice olabilir — köşe profilli kafesler, yardımcı kelepçeler, 1/4 inçlik et kalınlığına sahip tüp taban — ama sonra bir go-kart şasesinden bir damperli römork çekmesi istenir.
Satın alınmalı eğer:
Atlanmalı eğer:
Presi çıplak bir şase gibi ele alın. Yükün aktığı yerleri güçlendirin. Menteşeye ve metalurjiye saygı duyun. Bunu yaparsanız, “bütçe” etiketi zayıf anlamını yitirir ve tamamlanmamış anlamına gelmeye başlar.
Güçlendirmeler ne zaman zekice olmaktan çıkar ve inkâr haline gelir?
Benim kullandığım çerçeve şu: bükmeye çalıştığınız çeliğin gerektirdiği kuvvet, menteşe pimlerinin, yaprak kalınlığının ve dönme geometrisinin taşıması için tasarlandığı sınırları aşıyorsa — hiçbir miktarda 2x2x1/4 inç köşe profil veya tabanın altındaki 2×3 inç, 1/4 inç et kalınlıklı tüp bunu değiştiremez. Şaseyi sertleştirmek sapmayı azaltır. Menteşe çapını büyütmez, dönme noktasının metalurjisini yükseltmez veya 3/8 inç yan plakaları 3/4 inç alevle kesilmiş yanaklara dönüştürmez. Yük yolunu menteşenin etrafı yerine içine yönlendirmeye çalıştığınızda, akıllı güçlendirmeden makineyi yeniden tasarlamaya geçtiniz demektir.
Ve bir $400 boşluğunu yeniden tasarlamak, kazara bir $1,200 uzlaşması inşa etmenin yoludur.
Peki o çizginin hangi tarafında olduğunuzu nasıl anlarsınız?
Birinci soru: Hangi malzeme, hangi kalınlık, hangi genişlik — her hafta mı, ayda bir mi?
Hayatınız 24 inç veya daha az 16 numara yumuşak çelik, ara sıra 12 inçte 14 numara ve çoğunlukla braketler ve muhafazalarla geçiyorsa, ağırlığının üçte biri kadar ağır bir tabana sabitlenmiş, güçlendirilmiş 30 inçlik bir pres orada gayet mutlu yaşar. Bu tanımlı bir görev döngüsüdür. Tahmin etmiyorsunuz; kesit modülünü iş yüküyle eşleştiriyorsunuz.
İkinci soru: Basılı değerin –100'ünde ne kadar sık oluyorsunuz?
Bütçe sınıflandırmaları kırmızı çizgilerdir, seyir hızları değil. Her öğleden sonra 30 inçlik bir prese tam genişlikte 16 numara çekiyorsanız, o menteşe pimi verim sınırına yakın döngüsel gerilim görüyor demektir. Metal yorulur. Delikler ovalleşir. Ram tekrarlanabilirliği — manuel bir yaprakta bile — kayar. Endüstriyel değerlendirmeler yük altındaki tekrarlanabilirliğe neden bu kadar takıntılıdır: yorgunluk, açıların sapmaya başlayana kadar kendini belli etmez.
Ağır bükmeler ara sıra oluyorsa, takviyeler mantıklıdır. Rutin hâle geldiyse, kırmızı çizgide çalışan bir yol otomobili kullanıyorsunuz demektir.
Üçüncü soru: İşinizde gerçekten hangi tolerans önemlidir?
24 inç boyunca ±1 derece kaynakla birleştirilen çerçeveler için uygunsa, kafesli bir yaprak ve yardımcı sıkıştırma sizi amacınıza ulaştırır. 1000 mm boyunca orta kalınlıktaki levhada 0,05 mm düzleme peşindeyseniz, artık sapma sadece görünür değil — bir standarda göre ölçülebilir hâle gelir. Gözle testten geçmek, geometrik testten geçmekle aynı şey değildir. İşte burada hidrolik tutarlılık ve çerçeve kütlesi — daha sonra takılamayan şeyler — önem kazanmaya başlar.
Bu üç soruyu dürüstçe yanıtlayın ve “sahte ekonomi” sorusu daha keskin hâle gelir. Çünkü artık mesele fiyat değil. Mesele görev döngüsüdür.
Şimdi bizi zor sınır konusuna getiriyor.
Sınır, çerçeve esnemeye başladığında değil. Bunun çoğunu zaten düzelttik.
Sınır şudur: dinamik yük artışları pivotlar ve yan plakaların emebileceğinden fazla olduğunda. Bükme kuvveti sabit bir sayı değildir; levha uzunluğu arttıkça yükselir ve hız ve temas değiştikçe statik tahminlerin –40 üzerine çıkabilir. Hafif bir pres üzerinde, bu ani yük küçük çaplı menteşe pimlerine ve nispeten ince yan plakalara doğrudan gider. Makineyi sıfırdan yeniden inşa etmeden daha büyük pinlere kaynak yaparak ulaşamazsınız.
Bu fizik kuralıdır, marka düşkünlüğü değil.
Başka bir tavan daha var: proses kontrolü. Tane yönü geri yaylanmayı değiştirir. Aynı istiften alınan iki sac, bükümden sonra farklı şekillerde açılabilir. Üretim pres abkantlarında, optik sistemler açıyı gerçek zamanlı olarak ölçer ve düzeltir. Manuel bir yaprak abkantta, “sensör” kollarınız ve bir açıölçerdir. Braketler için sorun değil. Ancak yarım derecelik sapmaların montajlarda biriktiği tekrarlı üretim parçalarında, beceri tek başına darboğaz haline gelir.
Ve sonra yorgunluk var. Endüstriyel alıcılar, çerçeveler aşındıkça –30 performans kaybı yaşandığı için hidrolik basınç tutarlılığını ve koç tekrarlanabilirliğini inceler. Bütçe tipi bir yaprak abkantta aşınma, pivotlarda boşluk ve uzunluk boyunca tutarsızlık olarak ortaya çıkar. Delikler uzadığında, ya delikleri yeniden delip burç takarsınız ya da kaymayı kabul edersiniz.
Eğer özel menteşe pimlerinin fiyatını çıkarıyor, yan plakaları 1/2 inç 1045 çelikten işliyor ve pivotları yeniden burçluyorsanız, durun. Artık bir şasiyi güçlendirmiyorsunuz. Ucuz bir rozetin etrafında yeni bir makine üretiyorsunuz.
İşte o zaman seviye atlama zamanı gelmiştir.
İleriye taşımanızı istediğim bakış açısı şu: Bütçe tipi bir abkant, endüstriyel bir abkantın küçük versiyonu değildir. Bu, çıplak bir şasidir.
Bir şasinin yük taşıması için üç şeye ihtiyacı vardır: rijit bir çerçeve, burulmayan bir temel ve aks kapasitesi içinde kalan yükler. Bunu çeliğe çevirelim: yaprak üzerinde 2x2x1/4 inç köşebent kafes, 1/4 inç et kalınlıklı ve beton zemine cıvatalanmış 2×3 veya 2×4 inç dikdörtgen profilden yapılmış bir taban, ortanın kalkma eğilimine karşı yardımcı sıkıştırma noktaları ve menteşe yorgunluk sınırının altında kalan işler.
Atölye gerçekliğiniz 18–16 numara yumuşak çelik, ortalama 24 inç bükümler, kısa seriler ve bir derecelik varyansa izin veren toleranslarsa, o güçlendirilmiş iskelet güvenilir bir iş atına dönüşür. Büyülü bir şekilde güçlendiği için değil, yapıyı, fiziği ve iş yükünü hizaladığınız için.
Gerçeğiniz günlük tam genişlikte 14 numara, inatçı paslanmaz çelik, sıkı açısal toleranslar ve tekrarlanabilirliğin kazanç sağladığı üretim hacimlerini içeriyorsa, güç satın almıyorsunuz. Başından itibaren tasarlanmış kütleyi, pivot çapını, hidrolik tutarlılığı ve yorgunluk ömrünü satın alıyorsunuz.
Gizli olan kısım şu: Akıllı yükseltme, abkanta ne kadar çelik kaynağınızla ilgili değildir. İş yükünüzün değişmeyen parçalar — menteşeler, yan plakalar, yeniden tasarlamadığınız geometriler — içinde kalıp kalmadığıyla ilgilidir.
Aracı bir şasi gibi ele alın. Ulaşabildiğiniz yük yollarını güçlendirin. Ulaşamadıklarınıza saygı gösterin.
Satın alınmalı eğer:
Atlanmalı eğer:


















