

J’ai regardé un frein d’établi de 30 pouces essayer de plier de l’acier doux de calibre 16 sur une largeur de 24 pouces. La poignée est descendue, les pieds de l’établi se sont écartés et l’ensemble a glissé de trois pouces sur le béton. Le propriétaire jurait que l’acier de l’usine était de la camelote.
Ce n’était pas le frein qui se pliait. C’était l’établi.
C’est le fossé que la plupart des gens ne comblent jamais avant de mettre l’outil en vente.
Un frein importé de 30 pouces typique pèse peut-être 70 à 90 livres. J’en ai vu posés sur un établi en pin de 60 livres, maintenus par deux boulons à tête carrée de 3/8 de pouce et des rondelles larges. Puis quelqu’un lui demande de plier à froid du calibre 14 sur 20 pouces. Ce n’est pas un problème de matériau. C’est la physique de l’effet de levier qui cherche le maillon faible.
Ces freins sont vendus comme des produits finis. Ils ne le sont pas. Ce sont des châssis nus — sans traverses ni fondation. L’usine vous fournit une lame de serrage et des axes de charnière. Le reste de la structure est de votre responsabilité. Si la base peut se tordre, elle se tordra. Et quand elle se tord, la qualité du pli s’en va avec elle.
Alors, quand un pli ressort arrondi plutôt que net, qu’est-ce qui a réellement bougé ?
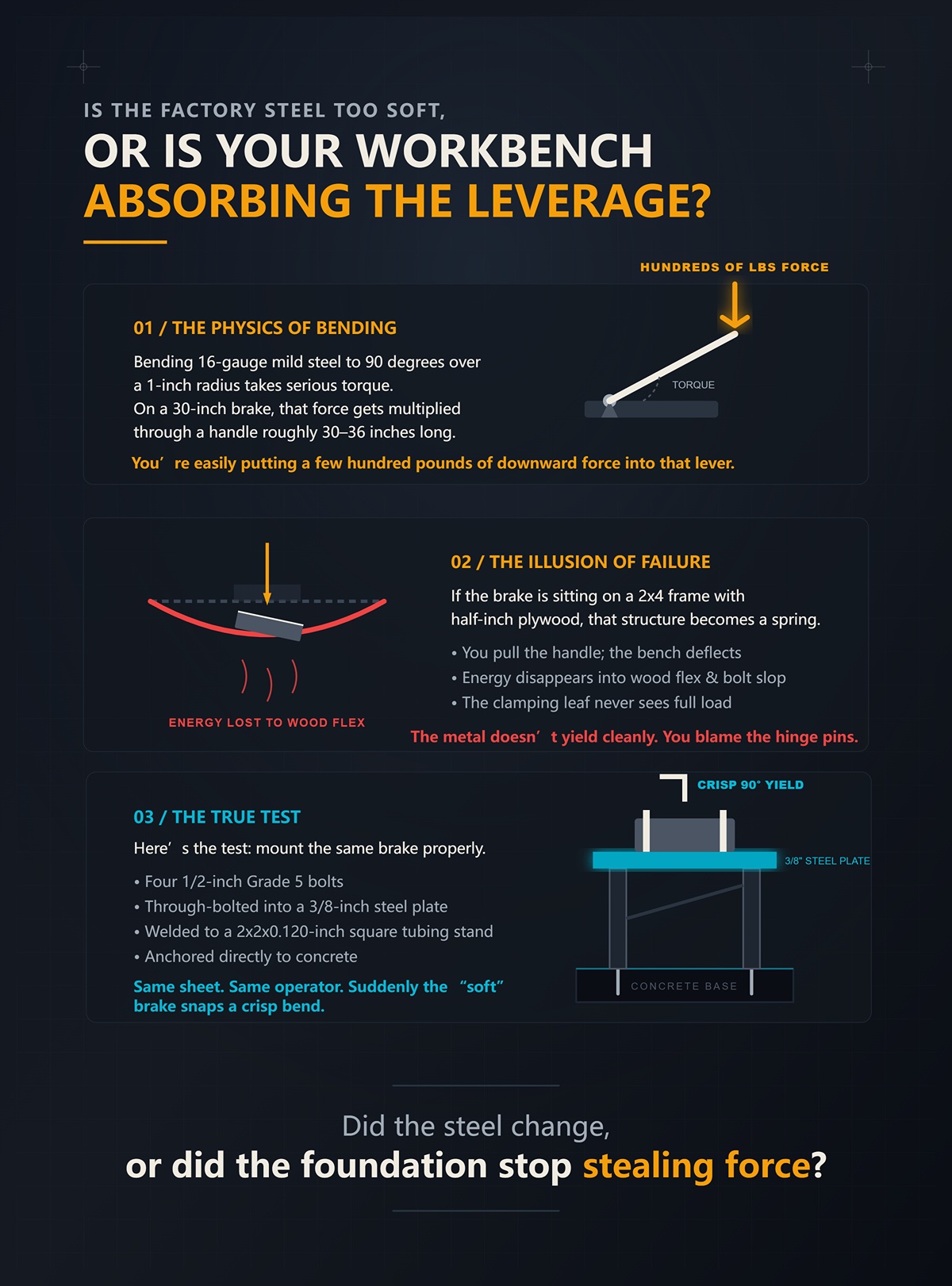
Plier du calibre 16 en acier doux à 90 degrés sur un rayon de 1 pouce demande un couple sérieux. Sur un frein de 30 pouces, cette force est multipliée par un levier d’environ 30 à 36 pouces de long. Vous appliquez facilement plusieurs centaines de livres de force vers le bas sur ce levier. La physique se moque que le frein ait été en solde.
Si le frein repose sur un cadre de 2×4 avec du contreplaqué d’un demi-pouce, cette structure devient un ressort. Vous tirez sur la poignée ; l’établi fléchit ; l’énergie se dissipe dans la flexion du bois et le jeu des boulons. La lame de serrage ne reçoit jamais la charge complète. Le métal ne cède pas proprement. Vous blâmez les axes de charnière.
Voici le test que j’utilise : montez le même frein avec quatre boulons de 1/2 pouce de qualité 5, boulonnés à travers une plaque d’acier de 3/8 pouce, soudée à un support en tube carré de 2x2x0.120 pouce d’épaisseur et ancré au béton. Même tôle. Même opérateur. Soudain, le frein “ mou ” produit un pli net et vif.
L’acier a-t-il changé, ou la fondation a-t-elle simplement cessé de voler la force ?
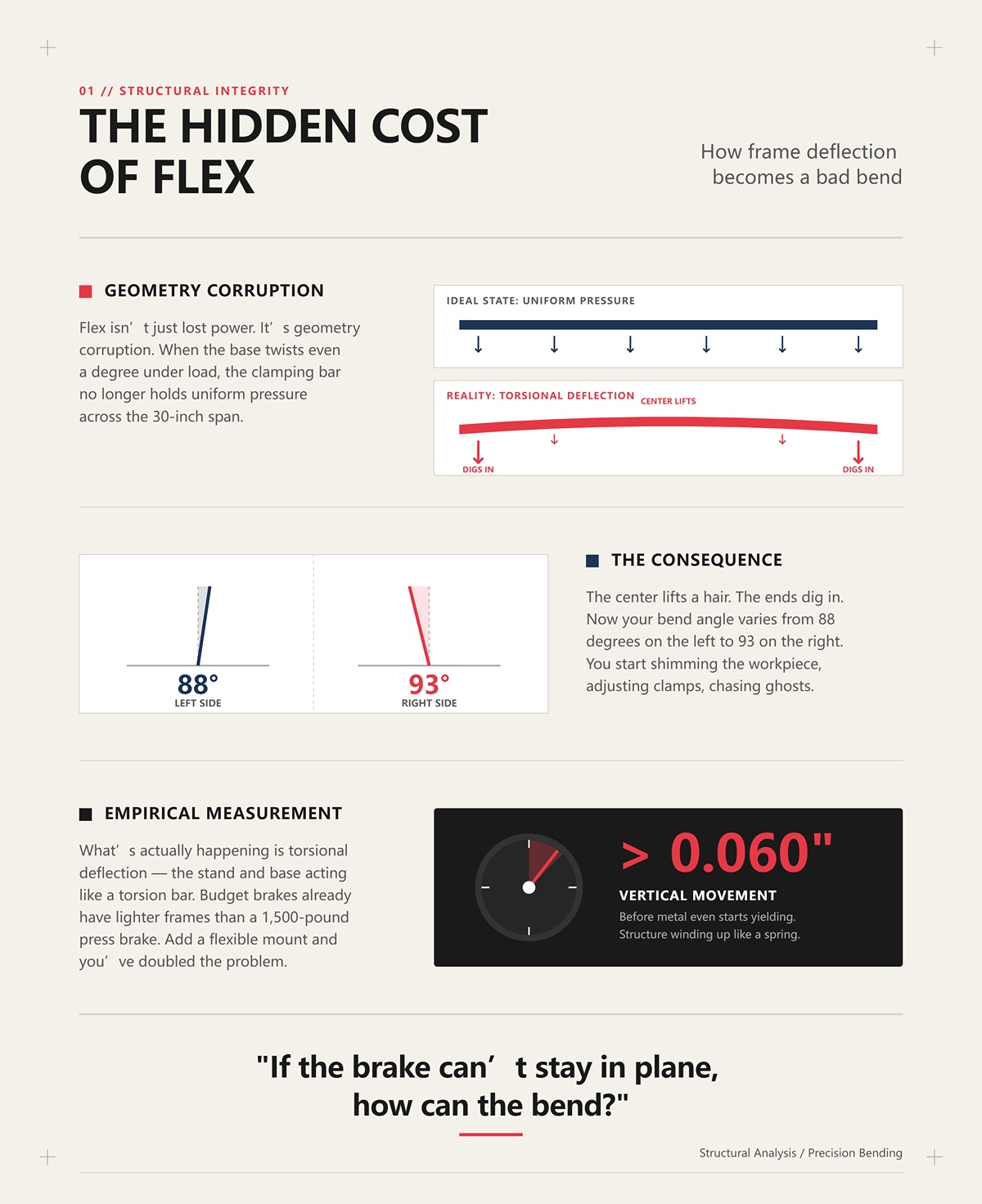
La flexion n’est pas seulement une perte de puissance. C’est une corruption de la géométrie.
Quand la base se tord ne serait-ce que d’un degré sous charge, la barre de serrage n’exerce plus une pression uniforme sur toute la largeur de 30 pouces. Le centre se soulève un peu. Les extrémités s’enfoncent. Votre angle de pli varie maintenant de 88 degrés à gauche à 93 à droite. Vous commencez à caler la pièce, à ajuster les pinces, à chasser des fantômes.
Ce qui se produit réellement, c’est une déflexion en torsion — le support et la base agissant comme une barre de torsion. Les freins économiques ont déjà des châssis plus légers qu’une presse plieuse de 1 500 livres. Ajoutez un support flexible et vous avez doublé le problème.
Je l’ai mesuré à la manière brute : comparateur au centre de la base, poignée tirée à pleine charge. Sur un établi fragile, j’ai observé plus de 0,060 pouce de mouvement vertical avant que le métal ne commence même à céder. Ce n’est pas une défaillance de charnière. C’est la structure qui s’enroule comme un ressort.
Si le frein ne peut pas rester dans le même plan, comment le pli le pourrait-il ?

Le pire coupable n’est pas l’acier mince. C’est la paresse.
Les tire-fonds dans le bois ne sont pas des ancrages structurels sous charge cyclique. Les filets écrasent les fibres, les trous s’allongent, et après une douzaine de fortes flexions, on obtient un micro-mouvement invisible mais bien perceptible. Le frein commence à “se desserrer”. Les gens appellent cela de l’usure.
Boulonnez à travers. Matériel minimum de 1/2 pouce de grade 5 avec rondelles trempées, correctement serré. Mieux encore, prenez en sandwich la base du frein entre des plaques de renfort en acier de 1/4 de pouce afin que la pièce moulée ne subisse pas de charge ponctuelle. Ancrez le support à quelque chose de plus lourd que le frein lui-même. La dalle de béton est la meilleure option. Un support soudé de 300 livres est la deuxième meilleure.
Si votre plieuse de 30 pouces n’est pas boulonnée à quelque chose qui pèse trois fois plus qu’elle, vous ne pliez pas de l’acier. Vous pliez le mobilier de votre atelier.
Et une fois que la fixation n’est plus le maillon faible, une nouvelle question apparaît : que se passe-t-il lorsque la portée de 30 pouces du frein devient elle-même un ressort ?
Achetez si :
Passez votre tour si :
J’ai boulonné une plieuse d’établi de 36 pouces à un support de 320 livres, construit en tube carré 2x2x0,120 pouce, renforcé aux angles, ancré avec des goujons d’ancrage de 1/2 pouce dans une dalle de 4 pouces. Aucune flexion du support. Aucun jeu dans les boulons. Puis je lui ai fait avaler de l’acier doux 16 gauge sur toute la largeur de 36 pouces.
Elle l’a plié. Techniquement.
La poignée est descendue brutalement, la lame s’est légèrement arquée au centre, et le pli fini mesurait 90 degrés aux extrémités et 86 au centre. La même tôle, recoupée à 28 pouces de large, s’est pliée proprement à 90 degrés sur toute la portée avec nettement moins d’effort.
Rien dans la fixation n’a changé. Seule la largeur a changé.
C’est le moment où vous cessez de blâmer l’usine et commencez à faire des calculs.
La lame d’une plieuse pour tôle se comporte comme une poutre sous charge. La flèche d’une poutre n’augmente pas de façon linéaire avec la portée — elle croît rapidement. Doubler la longueur non supportée n’en double pas la déformation ; elle se multiplie plusieurs fois, car la rigidité en flexion est liée au cube de l’épaisseur et la charge est répartie sur toute la portée. Une lame de 36 pouces en acier doux de 3/8 de pouce d’épaisseur n’est pas 50 % “plus solide” qu’une lame de 24 pouces simplement parce qu’elle est plus longue. Elle est beaucoup plus sujette à l’affaissement central pour la même tôle sur toute la largeur.
C’est pourquoi une plieuse plus courte paraît souvent plus robuste.
Prenez cette plieuse de 36 pouces donnée pour l’acier doux de calibre 16. Le catalogue indique que le calibre 16 sur 36 pouces correspond à la charge maximale avant déformation permanente ou flèche inacceptable. C’est la zone rouge.
La plupart des gens la considèrent comme la vitesse de croisière.
Sur ce même montage ancré, j’ai plié du calibre 16 sur 30 pouces — environ 83 % de la largeur nominale. L’effort sur la poignée a nettement diminué. La flèche au centre, mesurée à l’aide d’un comparateur placé contre le bord du tablier, est passée d’environ 0,040 pouce en pleine largeur à moins de 0,015 pouce. La régularité du pli s’est resserrée.
Rien de magique ne s’est produit à 30 pouces. La plieuse est simplement sortie de sa limite élastique de confort pour entrer dans sa véritable zone de travail.
Les fabricants de presses plieuses font preuve d’une honnêteté que les acheteurs de plieuses d’établi oublient souvent : une désignation comme “ 100 tonnes x 10 pieds ” combine la force et la largeur. Si vous ne pliez que sur 6 pieds, vous n’utilisez pas la pleine capacité en tonnage. Même physique ici, simplement à plus petite échelle et avec une construction plus légère. Lorsqu’une plieuse de 36 pouces indique une capacité de calibre 16, cela suppose une géométrie spécifique — généralement un rayon de pli et un dispositif de serrage adaptés à l’acier doux. Modifiez la largeur, et la demande en tonnage par pouce change. En environnement de production, c’est pourquoi les systèmes CNC comptent : les solutions modernes telles que la presse plieuse CN-HAWE sont conçues autour d’un tonnage calibré, d’un bombage contrôlé et de paramètres de pli programmables, afin que la force, la largeur et les données matière soient alignées plutôt que devinées. Le principe reste le même — seul le niveau de contrôle change.
Ainsi, la règle 80% n’est pas de la superstition. C’est une marge de sécurité. Vous travaillez à 80 % de la largeur nominale si vous voulez des plis reproductibles sans lutter contre le retour élastique ni l’affaissement du tablier.
Mais pourquoi la largeur vous pénalise-t-elle davantage que de simplement passer à une épaisseur de tôle supérieure ?
Imaginez deux travaux :
La deuxième tôle est plus épaisse, donc elle exige plus de force par pouce pour se déformer. Mais elle ne fait que la moitié de la largeur. Le couple total requis à la charnière est souvent comparable — parfois inférieur — au pli de calibre 16 en pleine largeur.
Parce que la largeur multiplie la charge sur toute la portée.
Chaque pouce de tôle résiste au pliage avec sa propre petite portion de force. À 36 pouces, vous additionnez 36 de ces portions. La barre de serrage doit maintenir une pression uniforme sur chacune d’elles. Le tablier doit transmettre le couple de manière homogène sur toute sa longueur. Les axes de charnière subissent un cisaillement réparti le long de tout l’axe.
Étirez maintenant cela de 24 à 36 pouces. Ces 12 pouces supplémentaires ne sont pas juste “ plus de métal ”. C’est davantage de levier agissant plus loin des points d’appui centraux, augmentant le moment de flexion au milieu de la portée. Le centre devient le maillon faible car il est le point le plus éloigné du renfort structurel aux extrémités.
C’est pourquoi une plieuse de 24 pouces construite avec un tablier de 1/2 pouce d’épaisseur peut sembler extrêmement robuste dans sa largeur. Portée plus courte. Moment de flexion au milieu plus faible. Moins de couple cumulé le long de la ligne de charnière.
Plieuse plus longue. Même épaisseur de tablier. Plus de flèche. Le châssis n’est pas devenu proportionnellement plus profond ni plus épais — il a simplement été étiré.
Ainsi, la largeur sollicite la structure. Le calibre sollicite la force par pouce. Combinez les deux à la pleine capacité et vous équilibretez sur la limite structurelle de l’outil.
Lorsqu’une plieuse droite fonctionne à proximité de sa limite structurelle, il est souvent plus efficace de modifier la stratégie de formage plutôt que de solliciter davantage le châssis. Pour les pliages à grand rayon, les cylindres ou les panneaux larges proches des limites d’épaisseur, un système de roulage de tôle CNC peut répartir l’effort progressivement au lieu de le concentrer le long d’une seule ligne de charnière. Des solutions comme la machine de roulage de tôle CNC de CN-HAWE intègrent un contrôle entièrement basé sur la CNC au sein d’un portefeuille plus large d’automatisation de la tôlerie, permettant un formage répétable du rayon avec moins de contrainte de pointe sur un seul élément structurel — souvent une approche plus stable lorsque la largeur et l’épaisseur commencent à se combiner.
Et cela, en supposant toujours de l’acier doux.
J’ai vu une plieuse de 30 pouces, conçue pour de l’acier doux calibre 16, conserver une distorsion permanente en forme de sourire sur sa feuille après une tentative un peu enthousiaste de pliage d’un acier inoxydable 304 calibre 16 sur 24 pouces de large.
Même épaisseur. Matériau totalement différent.
L’acier doux peut avoir une limite d’élasticité d’environ 36 000 psi. L’acier inoxydable austénitique comme le 304 possède une limite d’élasticité nettement plus élevée et s’écrouit lorsqu’on le plie. Cela signifie que la force nécessaire pour le faire passer de la déformation élastique à la déformation plastique — là où il reste plié — est beaucoup plus grande. Et il reprend davantage sa forme.
L’opérateur tire donc plus fort sur le levier pour compenser. Il le maintient plus longtemps. Peut-être même qu’il donne un petit rebond. On ne se contente plus alors d’atteindre la résistance prévue pour l’acier doux — on la dépasse, à la fois en force et en angle de surpliage requis.
Ce qui se passe réellement à l’intérieur de la plieuse est simple : la tôle pliante fléchit davantage avant que l’inox ne cède. La barre de serrage subit une charge en traction plus élevée. Les axes de charnière supportent un cisaillement plus important. Si la plieuse était déjà proche de sa limite élastique à pleine largeur pour de l’acier doux calibre 16, l’inox la pousse au-delà de ce seuil jusqu’à la déformation permanente.
La physique se moque du fait que le chiffre d’épaisseur soit le même.
Et voici la vérité inconfortable : aucun renfort de banc ne peut réparer une tôle pliante sous-dimensionnée pour un matériau à haute résistance. Le montage règle la déflexion en torsion. Il ne modifie pas le module de section — la résistance géométrique de cette plaque à la flexion.
Ainsi, lorsque vous comparez une plieuse de 24 pouces à une de 36 pouces, vous ne regardez pas seulement la longueur. Vous examinez :
Car une fois que le montage cesse de voler de la force, la géométrie propre de la plieuse devient la limite.
Achetez si :
Passez votre tour si :
Alors, comment choisir concrètement ?
Vous arrêtez de chercher la “capacité” et commencez à chercher la portée.
Si 70 % de votre travail consiste en tôle d’acier doux de 18 gauges sur 20 pouces de large, une plieuse de 36 pouces n’est pas une amélioration. C’est un levier plus long agissant sur la même lame, les mêmes axes de charnière, la même barre de serrage de 3/8 pouce — simplement étirée. Les 12 pouces supplémentaires ressemblent à de la liberté. Structurellement, c’est un handicap, à moins que le module de section ne croisse avec.
Considérez ces outils comme des châssis de camion nus. Une plateforme de 12 pieds construite dans le même profilé en C qu’une de 8 pieds ne transporte pas plus de charge comme par magie simplement parce qu’elle est plus longue. Elle se tord plus tôt.
C’est la perspective.
Entre une Harbor Freight de 36 pouces et une Vevor de 24 pouces, la plus courte l’emporte toujours en rigidité brute, même avant votre première soudure. La question n’est pas quelle marque est la “plus solide”, mais quel châssis vous offre la meilleure géométrie de départ pour les charges que vous utilisez réellement — et lequel réagit le mieux lorsque vous y ajoutez du renfort.
Parce qu’aucune d’elles n’est un outil fini. Ce sont des bases vierges.
La Harbor Freight de 30 pouces représente le juste milieu dans cette gamme.
Même architecture générale que la 36 — barre de serrage à vis, lame articulée, construction en acier doux — mais avec six pouces de moins cherchant à fléchir au centre. Si la lame fait environ 3/8 de pouce d’épaisseur et la barre de serrage similaire, cette réduction de portée réduit déjà considérablement la flèche au milieu sous la même charge par pouce. Pas théoriquement. Visiblement.
La version 36 pouces n’est pas mauvaise. Elle est simplement honnête sur la physique. Non fixée sur une base, elle paraît souple au‑delà du 18 gauge car toute la structure bouge — base, support, lame. Boulonnez‑la à un cadre en tube rectangulaire 2×3 pouces à paroi de 1/4 de pouce pesant 90 kg, et l’histoire change. Soudez une barre plate raidisseuse de 1/4 x 2 pouces le long de l’arrière de la lame, avec un cordon de soudure tous les 2 pouces, et l’affaissement central diminue à nouveau.
C’est désormais un châssis digne d’être amélioré.
Mais voici le hic : la 36 ne vaut le coup que si vous avez réellement besoin de pièces de plus de 30 pouces régulièrement. Si vos “grands travaux” surviennent deux fois par an, vous payez une taxe de rigidité à chaque pli pour une capacité que vous utilisez à peine. L’unité de 30 pouces, renforcée et fixée à une structure trois fois plus lourde, semblera plus ferme sur des pièces de 24 pouces que sa grande sœur ne le sera jamais.
Et la fermeté donne une sensation de puissance.
Ainsi, la plateforme Harbor Freight résiste à la fabrication réelle quand vous la traitez comme de l’acier de structure, pas comme un meuble. La base est simple, accessible, soudable. C’est important. Ce qui rend la compacte Vevor un contre‑argument intéressant.
Une portée plus courte est un avantage. Point final.
Un frein de 24 pouces avec une lame de 1/2 pouce d’épaisseur fera honte à un frein de 36 pouces avec une lame de 3/8 pouce sur tout ce qui fait moins de deux pieds de large. Moins de moment de flexion au milieu. Moins de charge de serrage cumulative. Moins de drame.
C’est la géométrie qui vous rend service pour une fois.
Mais la compacité va dans les deux sens. Certaines unités boîte-et-pan importées de 24 pouces ont des dégagements serrés entre les doigts supérieurs et la matrice de pliage. Sur le papier, elles sont données pour de l’acier doux de calibre 20. En pratique, le matériau plus épais lutte physiquement pour trouver sa place avant même l’application de la pleine force. Et beaucoup de ces lames et doigts ne sont pas en acier à outils trempé — ils sont en acier doux utilisable, qui se déforme si on les traite comme un frein de presse.
Donc oui, l’encombrement est une caractéristique de rigidité. Il réduit la déflexion par défaut.
Mais cela peut aussi devenir une limite dure. Si les doigts fléchissent ou si le rayon de nez s’écrase parce que l’acier n’est pas traité thermiquement, aucun montage sur établi au monde ne peut y remédier. On peut raidir une structure. On ne peut pas simuler les propriétés d’un matériau.
Ce qui signifie que le Vevor 24 est le plus performant lorsque vous respectez son enveloppe : acier doux sous calibre 18, sur toute la largeur, monté sur quelque chose de solide. Dans ces limites, il paraît robuste. En dehors, vous atteignez vite la limite métallurgique.
Et c’est là que le flux de travail entre dans la bataille.
La structure n’est pas la seule chose qui détermine si un frein résiste à une véritable fabrication.
Le temps le fait.
Les pinces à vis de Harbor Freight sont de simples tiges filetées avec des écrous. Elles appliquent une force de serrage considérable parce que le pas de vis convertit efficacement le couple en charge linéaire. C’est idéal pour maintenir du calibre 16 sur 24 pouces sans glissement. C’est mauvais quand vous alternez dix fois par jour entre du calibre 20 et du calibre 14 et qu’il vous faut deux clés et un mètre pour réajuster la hauteur à chaque fois.
Sous forte charge, les systèmes à vis l’emportent sur la pression de serrage brute. En travail répétitif, ils font perdre en productivité.
Les systèmes à came — lorsqu’ils sont bien construits — échangent une partie de la force ultime contre la vitesse et la répétabilité. Basculez, pliez, relâchez. Mais des cames bon marché peuvent fléchir ou s’user, surtout si les surfaces de came ne sont pas trempées. Alors la pression de serrage n’est plus uniforme sur 24 pouces, et un côté commence à glisser avant l’autre. Cette incohérence se traduit par des plis en biais et des angles errants.
Alors lequel survit ?
Si vous réalisez des supports uniques en acier doux de calibre 16 d’une largeur de 22 pouces, un système à vis Harbor Freight boulonné sur un établi en plaque de 3/8 de pouce et doté d’une lame renforcée durera plus longtemps qu’un système à came léger à chaque fois. Si vous faites des séries dans du matériau plus mince, le serrage plus rapide peut préserver l’outil — et vous — d’un serrage excessif constant.
Parce que parfois, la défaillance ne vient pas de la limite d’élasticité de l’acier.
C’est l’opérateur qui serre plus fort pour compenser un flux de travail lent.
Et c’est là que se forme la véritable décision : choisissez la portée la plus courte couvrant 80 pour cent de votre travail, assurez-vous que l’épaisseur de la lame et le diamètre de la charnière correspondent à votre calibre cible, puis décidez si vous préférez la force brute des vis ou la rapidité des cames. La marque importe moins que la géométrie et le mécanisme.
Si vous produisez régulièrement des pièces répétées, avec des tolérances serrées ou des volumes élevés où les débats sur les styles de serrage commencent à devenir un goulet d’étranglement, il est peut-être temps de passer au-delà des freins manuels. Une solution de pliage de panneaux CNC telle que la Plieuse de panneau CN-HAWE fait passer l’équation du levier mécanique à la précision programmable—automatisant le serrage, la séquence et le contrôle de l’angle afin d’améliorer la régularité, le rendement et l’efficacité de l’opérateur. Au lieu de choisir entre filets et cames, vous investissez dans la géométrie, l’automatisation et la répétabilité, conçues pour des environnements de production.
Étant donné que le portefeuille de produits de CN‑HAWE est 100% à base de CNC et couvre des scénarios haut de gamme en découpe laser, pliage, rainurage et cisaillage, pour les équipes évaluant ici des options pratiques, Machine de travail du fer est une prochaine étape pertinente.
Achetez si :
Passez votre tour si :
Vous disposez d’un garage deux places, d’un établi profond de 24 pouces fabriqué à partir de 2x4 et de contreplaqué de 3/4 de pouce, et vous pliez principalement des supports en acier doux de calibre 18 de 20–22 pouces de large, avec parfois une bride en calibre 16 pour un sabot. L’espace est limité. Le budget l’est encore plus. Alors, qu’achetez-vous réellement — et comment l’installez-vous pour éviter qu’elle ait la rigidité d’une canette de soda ?
Commencez avec la portée la plus courte qui couvre 80 % de votre travail. Si c’est moins de 24 pouces, une plieuse de 24 pouces avec une lame de pliage d’au moins 3/8 de pouce d’épaisseur (1/2 pouce est mieux) est le bon châssis. Si vous atteignez régulièrement 28–30 pouces, optez pour le modèle de 30 pouces — mais acceptez que vous devrez le renforcer. Dans les deux cas, la plieuse se fixe par boulons, non par vis, à un cadre en tube rectangulaire 2×3 pouces à paroi de 1/4 de pouce, relié à une base dont le poids est au moins trois fois supérieur à celui de la plieuse. Si votre plieuse de 30 pouces n’est pas fixée dans une base dont le poids est au moins triple, vous ne pliez pas de l’acier.
C’est la base.
Le vrai changement — celui qui fait qu’une plieuse “ légère ” se comporte comme une machine deux fois plus chère — se produit au niveau de la lame de pliage et de la barre de serrage. Car une fois que vous avez empêché l’établi de se tordre, le maillon le plus faible suivant commence à parler.
Imaginez la lame de pliage retirée de la machine, retournée à l’envers sur votre table de soudage. La plupart des plieuses économiques de 24 à 30 pouces utilisent une lame d’environ 3/8 de pouce d’épaisseur et peut-être 2–2,5 pouces de hauteur. Sur 30 pouces, c’est une poutre longue et mince. Sous charge, elle ne tourne pas seulement à la charnière. Elle se cintre au centre.
Cette flexion est ce qui transforme votre angle de 90 en 83 au milieu.
Je l’ai corrigée comme on rigidifie une flèche de remorque : ajouter de la hauteur de section. Un fer angle de 2 pouces par 2 pouces par 1/4 de pouce, coupé à 1/4 de pouce de moins que la largeur totale de la lame, soudé par points le long de l’arrière de la lame de pliage, branche verticale vers le bas, branche horizontale affleurant la lame. Soudez par points des cordons de 1 pouce tous les 2 pouces, en alternant les côtés pour contrôler la chaleur. Ne faites pas un cordon continu à moins d’aimer l’acier déformé.
Ce qui change n’est pas magique. C’est le module de section — la résistance à la flexion augmente considérablement avec la hauteur. En ajoutant cette branche verticale de 2 pouces, vous avez effectivement transformé une barre plate en un treillis peu profond. L’axe neutre se déplace. La flèche diminue. Sur une plieuse de 30 pouces qui montrait auparavant une courbure visible au centre sur de la tôle de calibre 16, la différence est évidente dès le premier pliage pleine largeur : l’angle est uniforme à un degré près sur toute la portée.
Mais c’est là que certains ruinent tout : ils soudent jusqu’aux blocs de charnière ou laissent des projections de soudage pénétrer dans les articulations. La charnière se coince, et ils forcent davantage pour compenser. C’est ainsi que les tiges de treillis sont trop serrées et que les cadres se déforment définitivement. Laissez au moins 1 pouce libre autour de chaque boss de charnière. Après soudage, faites coulisser la lame sur toute sa course avant de la remonter. Elle doit retomber sous son propre poids.
Si la charnière est devenue plus rigide, vous n’avez pas construit une plieuse lourde. Vous avez construit un levier.
Et le raidissement du tablier ne résout que la moitié de la déformation, car la barre de serrage se plie également.
Prenez une règle et posez-la sur la barre de serrage d’une plieuse importée typique de 30 pouces. Serrez les vis d’usine sur une tôle de calibre 16 sur toute la largeur. Regardez maintenant l’écart au centre avant même de tirer sur le tablier. Vous verrez souvent quelques millièmes de pouce de jour.
Cet écart se transforme en glissement.
Le glissement devient un rayon de pli arrondi et un angle errant.
La solution économique — et je veux dire économique comme $20 — consiste à utiliser deux serre-joints en C forgés de 6 pouces, conçus pour de vraies charges, pas en métal coulé fragile. Placez-les à 4 à 6 pouces vers l’intérieur de chaque extrémité, juste au-dessus de la ligne du matériau, et serrez-les après avoir fixé les vis d’origine. Vous transformez un serrage à deux points en un système à quatre points. La levée centrale chute immédiatement.
J’ai mesuré des plieuses qui passaient d’un soulèvement visible de 0,040 pouce au centre sous charge à un mouvement à peine perceptible une fois les serre-joints auxiliaires installés. Est-ce élégant ? Non. Est-ce efficace ? Absolument.
Ajoutez à cela le renfort en cornière sur le tablier, et la machine commence à se comporter comme un ensemble cohérent plutôt que comme une structure molle. Mais il y a aussi un piège. Si vous serrez trop fort ces serre-joints, vous allez cintrer la barre de serrage, surtout si elle est en acier doux et fait moins de 1 pouce d’épaisseur. Vous vous retrouverez alors à corriger l’alignement avec des cales et des jauges d’épaisseur comme lors d’une remise à neuf de presse plieuse.
Faites un serrage ferme, pas écrasant. Pensez précontrainte contrôlée, pas force brute.
Et même avec un tablier renforcé et une barre de serrage rigidifiée, vous restez soumis aux lois physiques de l’acier doux et du diamètre de charnière. Ce qui soulève la question : pouvez-vous dépasser sans risque la capacité de calibre indiquée ?
Disons que votre plieuse de 24 pouces travaille idéalement à pleine largeur sur de l’acier doux de calibre 18, mais que vous avez besoin de quelques brides en calibre 16 sur 20 pouces. Vous sentez la machine forcer. L’effort sur la poignée augmente. Le bâti vous le fait savoir.
Une astuce maîtrisée consiste à pré-rainurer — sans couper à travers, simplement à créer une légère gorge en V le long de la ligne de pli à l’aide d’une meuleuse réglée à environ 25–30 % de l’épaisseur du matériau. Pour du calibre 16 (environ 0,060 pouce d’épaisseur), cela représente une rainure d’environ 0,015–0,020 pouce de profondeur. Vous réduisez la section effective au niveau du pli, diminuant ainsi la force nécessaire.
Étant donné que le portefeuille de produits de CN‑HAWE est 100% à base de CNC et couvre des scénarios haut de gamme en découpe laser, pliage, rainurage et cisaillage, pour les équipes évaluant ici des options pratiques, Machine à rainurer en V est une prochaine étape pertinente.
Si vous devez souvent pré-rainurer simplement pour rester dans la zone de confort de la plieuse, c’est généralement le signe que la préparation des bords devrait être effectuée en amont à l’aide d’un équipement dédié. Une solution basée sur la CNC comme CN-HAWE solutions de machines de cisaillage fournit des coupes droites et reproductibles avec une qualité de bord contrôlée, réduisant le besoin de rainures manuelles et améliorant la constance des plis sur des matériaux de plus fort calibre. En production, séparer la découpe de précision du formage réduit non seulement la contrainte sur la plieuse, mais augmente aussi le rendement et la précision dimensionnelle sur les lots.
Ce n’est pas destiné aux pièces structurelles soumises à la traction au niveau du pli. C’est pour les supports, capots et brides non critiques.
Une autre méthode consiste à appliquer localement de la chaleur à l’aide d’une petite buse oxycombustible ou d’un chauffage par induction, en amenant la ligne de pli à un rouge terne avant le formage. Vous réduisez temporairement la limite d’élasticité. La plieuse rencontre moins de résistance. Le tablier et les charnières dureront plus longtemps.
Étant donné que le portefeuille de produits de CN‑HAWE est 100% à base de CNC et couvre des scénarios haut de gamme en découpe laser, pliage, rainurage et cisaillage, pour les équipes évaluant ici des options pratiques, Machine de découpe laser est une prochaine étape pertinente.
Étant donné que le portefeuille de produits de CN‑HAWE est 100% à base de CNC et couvre des scénarios haut de gamme en découpe laser, pliage, rainurage et cisaillage, pour les équipes évaluant ici des options pratiques, Machine de soudage laser est une prochaine étape pertinente.
Mais la chaleur modifie la métallurgie. Le pré-rainurage concentre les contraintes. Ce sont deux astuces calculées, pas des méthodes de travail quotidiennes.
Et voici la limite à ne pas franchir : si vous devez faire cela chaque semaine, vous avez acheté un châssis trop petit. Le renforcement permet à un frein léger de se comporter comme un frein plus lourd, dans une certaine mesure. Il ne transforme pas de l’acier en feuille de 3/8 pouce en acier d’outillage de 3/4 pouce, ni des axes de charnière de 1/2 pouce en arbres de 1 pouce.
Si votre charge de travail est passée de quelques pliages lourds occasionnels à une production répétée, à des plaques plus épaisses ou à des pièces plus larges, il est temps d’envisager un équipement conçu pour ce cycle de travail. Le portefeuille CN-HAWE 100%, basé sur la commande CNC, couvre des systèmes de pliage haut de gamme et des solutions intégrées pour la tôle, conçus pour des scénarios industriels exigeants. Vous pouvez contacter CN-HAWE pour discuter des spécifications, demander un devis, ou évaluer quelle configuration de presse plieuse correspond réellement à votre matériau, votre largeur et vos besoins de rendement.
Étant donné que le portefeuille de produits CN-HAWE est basé sur la CNC 100% et couvre des scénarios haut de gamme en découpe laser, pliage, rainurage, cisaillage, pour les lecteurs qui souhaitent des documents détaillés, Brochures est une ressource de suivi utile.
Il existe le surdimensionnement intelligent — fermes en cornière, brides auxiliaires, base de tube à paroi de 1/4 pouce — et puis il y a le cas où l’on demande à un cadre de kart de remorquer une benne de chantier.
Achetez si :
Passez votre tour si :
Traitez le frein comme un châssis nu. Renforcez-le là où la charge se propage. Respectez la charnière et la métallurgie. Si vous faites cela, l’étiquette “ économique ” cesse de signifier « faible » et commence à signifier « non fini ».
À quel moment les renforts cessent-ils d’être ingénieux pour devenir du déni ?
Voici le cadre que j’utilise : lorsque l’acier que vous pliez exige plus de force que les goupilles de charnière, l’épaisseur de la lame et la géométrie du pivot n’ont jamais été conçues pour supporter — aucune quantité de cornière de 2x2x1/4 pouce ou de tube à paroi de 1/4 pouce de 2×3 pouces sous la base ne changera cela. Rigidifier le châssis réduit la déflexion. Cela n’augmente pas le diamètre des charnières, n’améliore pas la métallurgie du pivot, et ne transforme pas des plaques latérales de 3/8 pouce en joues découpées à la flamme de 3/4 pouce. Une fois que vous passez du temps à essayer de modifier le trajet de la charge à l’intérieur de la charnière plutôt qu’autour d’elle, vous êtes passé du renforcement intelligent à la refonte de la machine.
Et refondre une ébauche $400, c’est comme construire accidentellement un compromis $1 200.
Alors, comment savez-vous de quel côté de cette ligne vous vous trouvez ?
Première question : Quel matériau, quelle épaisseur, quelle largeur — chaque semaine, pas une fois par mois ?
Si votre activité consiste à travailler de l’acier doux de calibre 16 sur 24 pouces ou moins, avec parfois du calibre 14 sur 12 pouces, et principalement des supports et des boîtiers, alors une plieuse de 30 pouces renforcée et boulonnée sur une base trois fois plus lourde qu’elle y survivra sans problème. C’est un cycle de service défini. Vous ne devinez pas ; vous associez le module de section à la charge de travail.
Deuxième question : À quelle fréquence êtes-vous à 80–100 % de la valeur nominale indiquée ?
Les valeurs nominales d’entrée de gamme sont des limites rouges, pas des vitesses de croisière. Si vous tirez une tôle de calibre 16 pleine largeur sur une plieuse de 30 pouces chaque après-midi, l’axe du pivot subit des contraintes cycliques proches de la limite élastique. Le métal se fatigue. Les trous s’ovalisent. La répétabilité du coulisseau — même sur une plieuse manuelle à tablier — dérive. Les évaluations industrielles s’obsèdent de la répétabilité sous charge pour une raison : la fatigue ne se manifeste pas avant que vos angles ne commencent à varier.
Si les pliages lourds sont occasionnels, les renforts sont judicieux. S’ils sont fréquents, vous conduisez une voiture de tous les jours à plein régime.
Troisième question : Quelle tolérance compte réellement dans votre travail ?
Si une variation de ± 1 degré sur 24 pouces suffit pour des cadres soudés, une lame treillisée et un serrage auxiliaire vous y amèneront. Si vous recherchez une planéité de 0,05 mm sur 1000 mm pour une tôle d’épaisseur moyenne, alors la flèche n’est pas seulement visible — elle se mesure selon une norme. Réussir le test visuel n’est pas équivalent à réussir le test géométrique. C’est là que la constance hydraulique et la masse du châssis — des éléments que vous ne pouvez pas ajouter ensuite — commencent à compter.
Répondez honnêtement à ces trois questions et celle de la “ fausse économie ” devient plus claire. Parce qu’il ne s’agit plus de prix. Il s’agit de cycle de service.
Ce qui nous amène au plafond dur.
Le plafond n’est pas atteint quand le châssis fléchit. Nous avons déjà corrigé la plupart de ça.
Le plafond est atteint quand les pics de charge dynamique dépassent ce que les pivots et les flasques latérales peuvent absorber. La force de pliage n’est pas une valeur fixe ; elle augmente avec la longueur de la tôle et peut grimper de 25–40 % au-dessus des prévisions statiques selon la vitesse et l’engagement. Sur une plieuse légère, ce pic se transmet directement dans des axes de charnière de petit diamètre et des flasques relativement minces. Vous ne pouvez pas « souder » pour obtenir des axes plus gros sans reconstruire entièrement la machine.
C’est de la physique, pas du snobisme de marque.
Il existe un autre plafond : le contrôle du processus. L’orientation du grain modifie le retour élastique. Deux tôles d’une même pile peuvent s’ouvrir différemment après pliage. Sur les presses plieuses de production, des systèmes optiques mesurent et corrigent l’angle en temps réel. Sur une plieuse manuelle à tablier, le “ capteur ” c’est vos avant-bras et un rapporteur. Pour des supports, très bien. Pour des pièces de production répétitives où un demi-degré s’accumule à travers les assemblages, la compétence seule devient le goulot d’étranglement.
Et puis il y a la fatigue. Les acheteurs industriels inspectent la constance de la pression hydraulique et la répétabilité du coulisseau parce que les châssis perdent 20–30 % de performance à mesure qu’ils s’usent. Sur une plieuse à tablier économique, l’usure se manifeste par du jeu dans les pivots et une incohérence sur la portée. Une fois les trous allongés, vous devez réaléser et baguer, ou tolérer la dérive.
Si vous êtes en train de calculer le coût de goupilles de charnière personnalisées, d’usiner des plaques latérales à partir de 1045 de 1/2 pouce, et de rebaguer des pivots, arrêtez. Vous ne renforcez plus un châssis. Vous fabriquez une nouvelle machine autour d’un badge bon marché.
C’est le moment de passer à un niveau supérieur.
Voici la perspective que je veux que vous gardiez : un frein à petit budget n’est pas une version réduite d’un frein industriel. C’est un châssis nu.
Un châssis a besoin de trois choses pour transporter du poids : une structure rigide, une base qui ne se tord pas, et des charges dans la limite de l’essieu. Transposez cela à l’acier : une ferme en cornière 2x2x1/4 pouce sur la feuille, une base construite en tube rectangulaire 2×3 pouces ou 2×4 pouces avec paroi de 1/4 pouce, boulonnée au béton, un serrage auxiliaire là où le centre tend à se soulever, et un travail qui reste confortablement en dessous du seuil de fatigue de la charnière.
Si la réalité de votre atelier est de l’acier doux de calibre 18–16, des pliages moyens de 24 pouces, des séries courtes et des tolérances permettant un certain degré de variation, ce châssis renforcé devient une bête de somme fiable. Non pas parce qu’il est magiquement plus solide — mais parce que vous avez aligné la structure, la physique et la charge de travail.
Si votre réalité consiste en du 14-gauge pleine largeur au quotidien, de l’inox exigeant, des tolérances angulaires serrées et un volume de production où la répétabilité fait vivre l’entreprise, vous n’achetez pas de la résistance. Vous achetez de la masse, du diamètre de pivot, de la constance hydraulique et une durée de vie contre la fatigue conçue dès le départ.
C’est la partie non évidente : la véritable amélioration ne dépend pas de la quantité d’acier que vous soudez sur le frein. Elle dépend de savoir si votre charge de travail s’inscrit dans les pièces inchangées — les charnières, les plaques latérales, la géométrie que vous n’avez pas redessinée.
Traitez l’outil comme un châssis. Renforcez les chemins de charge accessibles. Respectez ceux que vous ne pouvez pas atteindre.
Achetez si :
Passez votre tour si :


















