

Я наблюдал, как 30-дюймовый настольный листогиб пытался согнуть мягкую сталь толщиной 16 гейджей на ширину 24 дюйма. Рычаг опустился, ножки верстака разъехались, и вся установка сдвинулась на три дюйма по бетону. Владелец поклялся, что заводская сталь — дрянь.
Гнулся не листогиб. Гнулся верстак.
Это тот разрыв, который большинство никогда не устраняет, прежде чем выставить инструмент на продажу.
Типичный импортный листогиб шириной 30 дюймов весит около 70–90 фунтов. Я видел их, установленные на сосновом верстаке весом около 60 фунтов, закреплённые двумя болтами с квадратным подголовком диаметром 3/8 дюйма и широкими шайбами. Затем кто-то пытается на нём холодно согнуть сталь толщиной 14 гейджей на ширину 20 дюймов. Это не проблема материала. Это рычаг, ищущий самое слабое звено.
Эти листогибы продаются как готовые изделия. Но это не так. Это голый каркас — без поперечин и основания. Завод предоставляет прижимную планку и шарниры. Остальная конструкция — на вашей ответственности. Если основание может скручиваться, оно будет скручиваться. А когда оно скручивается, качество сгиба уходит вместе с ним.
Так почему, когда сгиб выходит округлым вместо чёткой линии, что на самом деле сдвинулось?
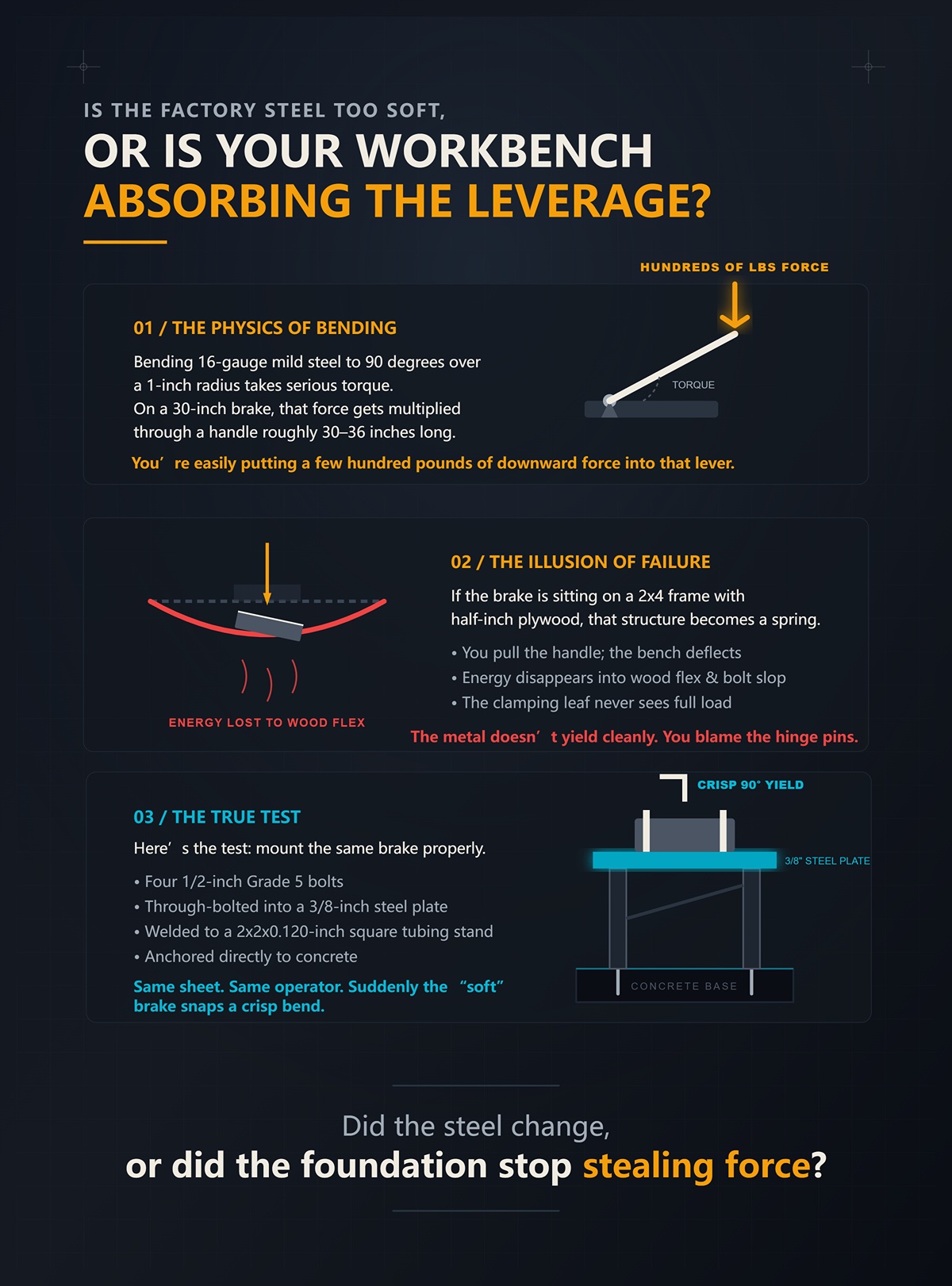
Сгибание мягкой стали толщиной 16 гейджей под углом 90 градусов по радиусу в 1 дюйм требует серьёзного крутящего момента. На листогибе шириной 30 дюймов это усилие умножается через рычаг длиной примерно 30–36 дюймов. Вы прикладываете несколько сотен фунтов силы вниз на этот рычаг. Физике всё равно, что листогиб был куплен по распродаже.
Если листогиб стоит на каркасе из 2×4 с полудюймовой фанерой, то эта конструкция превращается в пружину. Вы тянете рычаг — верстак прогибается — энергия уходит в изгиб дерева и люфт болтов. Прижимная планка не получает полной нагрузки. Металл не поддаётся равномерно. Вы обвиняете шарниры.
Вот тест, который я провожу: установить тот же листогиб при помощи четырёх болтов 1/2 дюйма класса прочности 5, проходящих сквозь стальную пластину толщиной 3/8 дюйма, которая приварена к стойке из квадратной трубы 2×2×0.120 дюйма и анкерами закреплена к бетону. Тот же лист. Тот же оператор. Вдруг “мягкий” листогиб делает чёткий резкий сгиб.
Изменились ли свойства стали, или основание перестало красть силу?
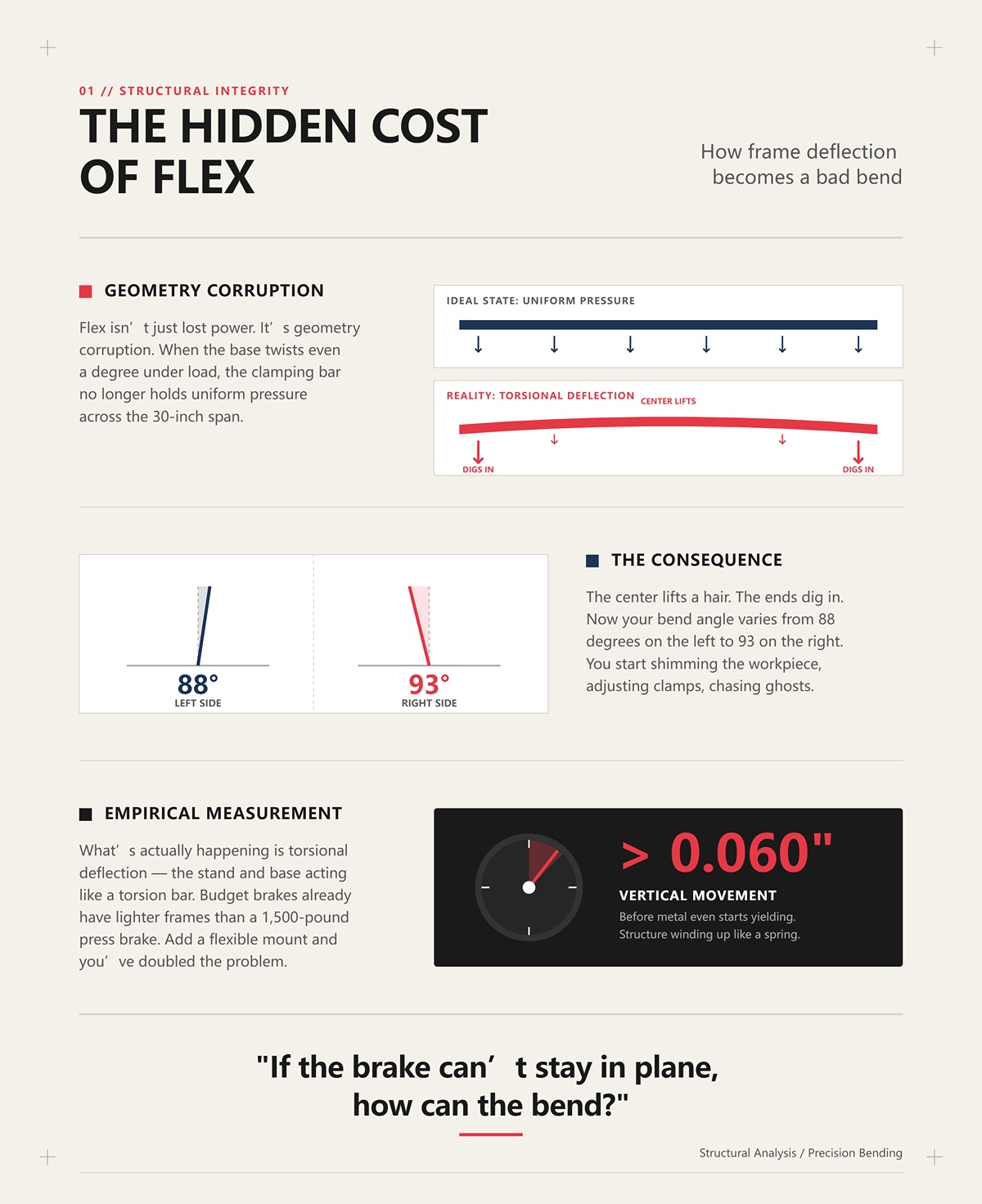
Гибкость — это не просто потеря усилия. Это искажение геометрии.
Когда основание скручивается хотя бы на один градус под нагрузкой, прижимная планка больше не создаёт равномерного давления по всей длине 30 дюймов. Центр чуть приподнимается. Края врезаются. Теперь угол сгиба варьируется от 88 градусов слева до 93 справа. Вы начинаете подкладывать прокладки, регулировать зажимы, гоняться за призраками.
На самом деле происходит кручение — стойка и основание действуют как торсионный вал. У бюджетных листогибов рама и без того легче, чем у пресс-листогиба массой 1500 фунтов. Добавьте гибкое крепление — и проблема удвоена.
Я измерял это грубым способом: индикатор, установленный в центре основания, рычаг тянут до полной нагрузки. На непрочном верстаке я видел более 0.060 дюйма вертикального движения, прежде чем металл вообще начинает деформироваться. Это не отказ шарнира. Это конструкция, скручивающаяся как пружина.
Если листогиб не может оставаться в одной плоскости, как сгиб сможет?

Хуже всего виновата не тонкая сталь. А лень.
Шурупы с шестигранной головкой, вкрученные в дерево, не являются конструкционными анкерами при циклической нагрузке. Резьба мнёт волокна, отверстия растягиваются, и после дюжины сильных сгибов возникает микродвижение, которое не видно, но отчётливо ощущается. Тормоз начинает “ослабляться”. Люди называют это износом.
Используйте сквозные болты. Минимум 1/2 дюйма, класс прочности 5, с закалёнными шайбами, затянутыми с нужным моментом. Ещё лучше — зажать основание тормоза между 1/4-дюймовыми стальными опорными пластинами, чтобы литьё не нагружалось в одной точке. Закрепите стенд к чему-то тяжелее самого тормоза. Бетонная плита — лучший вариант. Второе место — сварной стенд весом около 300 фунтов.
Если ваш 30-дюймовый тормоз не закреплён на основании, которое тяжелее его как минимум втрое, вы гнёте не сталь, а мебель в своей мастерской.
А когда крепление перестаёт быть слабым звеном, появляется новый вопрос: что произойдёт, когда собственный 30-дюймовый пролет тормоза превратится в пружину?
Покупайте, если:
Пропустите, если:
Я прикрутил 36-дюймовый настольный тормоз к стенду весом 320 фунтов, выполненному из квадратных труб 2×2×0,120 дюйма, с косынками по углам, закреплённому анкерами 1/2 дюйма в бетонную плиту толщиной 4 дюйма. Никакого прогиба стенда. Никаких люфтов в болтах. Затем я подал лист из мягкой стали толщиной 16 калибра, полной шириной 36 дюймов.
Он его согнул. Технически.
Рычаг опустился с усилием, рабочий лист слегка изогнулся посередине, и готовый сгиб составил 90 градусов по краям и 86 градусов в центре. Тот же лист, обрезанный до ширины 28 дюймов, дал чистые 90 градусов по всей длине и заметно легче.
Ничего в креплении не изменилось. Изменилась только ширина.
Вот в этот момент вы перестаёте винить завод и начинаете считать.
Листогибный тормоз ведёт себя как балка под нагрузкой. Прогиб балки не увеличивается линейно с длиной пролёта — он растёт быстро. Если удвоить свободную длину, прогиб не удвоится; он возрастёт во много раз, потому что жёсткость на изгиб зависит от куба толщины, а нагрузка распределяется по всей длине. Листогиб длиной 36 дюймов, сделанный из стальной пластины толщиной 3/8 дюйма, не будет на 50 % “прочнее”, чем 24-дюймовый, просто из-за большей длины. Он гораздо сильнее прогибается в центре при той же толщине металла и полной ширине.
Вот почему более короткий тормоз часто кажется прочнее.
Возьмём тот самый 36-дюймовый листогиб, рассчитанный на мягкую сталь толщиной 16 калибра. Каталог означает, что 16 калибр при ширине 36 дюймов — это максимальная нагрузка до возникновения постоянной деформации или недопустимого прогиба. Это красная зона.
Большинство людей воспринимают это как крейсерскую скорость.
На той же закреплённой установке я гнул 16 калибр при ширине 30 дюймов — примерно 83 процента от номинальной ширины. Усилие на рукоятке заметно уменьшилось. Прогиб в центре, измеренный индикатором часового типа у кромки подающего листа, снизился примерно с 0,040 дюйма на полной ширине до менее 0,015 дюйма. Стабильность изгиба улучшилась.
При 30 дюймах ничего волшебного не произошло. Листогиб просто вышел из своей упругой потолочной зоны и вошёл в рабочую.
Производители пресс-лентов честны в той степени, о которой покупатели настольных листогибов часто забывают: номинал вроде “100 тонн × 10 футов” объединяет усилие и ширину. Если вы гнёте всего 6 футов, то не используете всю тонну. Здесь та же физика, только масштаб меньше и конструкция легче. Когда 36-дюймовый листогиб заявляет ёмкость для 16 калибра, это предполагает определённую геометрию — обычно радиус гиба и зажим, рассчитанные на мягкую сталь. Измените ширину — и потребное усилие на дюйм изменится. В производственных условиях именно поэтому важны системы с ЧПУ: современные решения, такие как пресс-гиб CN-HAWE проектируются на основе откалиброванного усилия, контролируемого компенсационного изгиба и программируемых параметров гиба, так что сила, ширина и данные о материале согласованы, а не определяются наугад. Принцип не меняется — меняется лишь уровень управляемости.
Так что правило 80% — не суеверие. Это запас прочности. Работайте на 80 процентов от номинальной ширины, если хотите получать повторяемые гибы без борьбы с упругим возвратом и провисанием листа.
Но почему ширина наказывает вас сильнее, чем просто увеличение толщины на один калибр?
Представьте два задания:
Второй лист толще, поэтому на дюйм он требует больше усилия для пластической деформации. Но он вдвое уже. Общий крутящий момент, требуемый на шарнире, часто сопоставим — а иногда даже меньше — чем при изгибе полного 36-дюймового листа 16 калибра.
Потому что ширина умножает нагрузку на всю длину пролёта.
Каждый дюйм листа сопротивляется гибу своей собственной порцией силы. При 36 дюймах вы суммируете 36 таких порций. Прижимная балка должна обеспечивать равномерное давление по всей их длине. Нижний лист должен равномерно передавать крутящий момент через всю длину. Ось шарниров испытывает распределённое срезающее усилие по всей линий оси.
Теперь растяните это с 24 до 36 дюймов. Дополнительные 12 дюймов — это не просто “больше металла”. Это больше рычага, действующего дальше от центральных опор, что увеличивает изгибающий момент в середине пролёта. Центр становится слабым звеном, потому что это самая удалённая точка от конструкционных усилений на концах.
Вот почему листогиб шириной 24 дюйма, выполненный из листа толщиной 1/2 дюйма, может ощущаться чрезвычайно прочным в пределах своей ширины. Короче пролёт. Меньший изгибающий момент в центре. Меньший суммарный крутящий момент вдоль линии шарнира.
Более длинный листогиб. Та же толщина листа. Больше прогиб. Шасси не стало пропорционально глубже или толще — оно просто растянулось.
Так что ширина нагружает конструкцию, а калибр — усилие на дюйм. Совместите оба параметра на полную номинальную величину, и вы балансируете на структурном пределе инструмента.
Когда прямолинейный листогиб работает так близко к своему конструкционному пределу, зачастую эффективнее изменить стратегию формовки, вместо того чтобы нагружать раму ещё сильнее. Для изгибов с большим радиусом, цилиндров или широких панелей, находящихся возле предела по толщине, система прокатки листов с ЧПУ может распределять усилие постепенно, а не концентрировать его вдоль одной линии изгиба. Решения, такие как Машина прокатки листов с ЧПУ от CN-HAWE интегрируют полностью ЧПУ-управление в более широкую систему автоматизации обработки листового металла, обеспечивая повторяемое формирование радиусов с меньшим пиковым напряжением на отдельных конструктивных элементах — зачастую более стабильный путь, когда ширина и толщина начинают взаимно усиливать воздействие друг друга.
И это всё ещё при условии, что используется мягкая сталь.
Я видел, как листогиб длиной 30 дюймов, рассчитанный на мягкую сталь 16 калибра, оставил постоянное, «улыбкообразное» искривление на своей гибочной планке после одного энергичного попытки согнуть 304-ю нержавейку толщиной 16 калибра на ширине 24 дюйма.
Та же толщина. Совершенно другой материал.
Мягкая сталь может иметь предел текучести около 36 000 psi. Аустенитная нержавеющая сталь, такая как 304, значительно выше по пределу текучести и дополнительно упрочняется при гибке. Это означает, что усилие, необходимое для перехода от упругой деформации к пластической — когда металл остаётся согнутым — существенно больше. И пружинит она сильнее.
Поэтому оператор тянет рычаг дальше, удерживает дольше. Может даже немного «подпружинивает». Теперь вы не просто соответствуете рейтингу для мягкой стали — вы превышаете его и по усилию, и по требуемому углу перегиба.
Что реально происходит внутри листогиба, просто: гибочная планка прогибается сильнее, прежде чем нержавейка начнёт деформироваться пластически. Прижимная балка испытывает более высокое растягивающее усилие. Шарниры несут большую срезающую нагрузку. Если листогиб уже был близок к упругому пределу при полном изгибе мягкой стали толщиной 16 калибра, нержавейка переводит его за этот порог — в область постоянной деформации.
Физика не заботится о том, что числа по толщине совпадают.
И вот неприятная истина: никакое усиление верстака не спасёт гибочную планку, недостаточную по размеру для высокопрочного материала. Крепление устраняет крутильное смещение. Оно не изменяет модуль сечения — геометрическое сопротивление этой гибочной плиты изгибу.
Так что, сравнивая листогибы на 24 и 36 дюймов, смотрите не только на длину. Смотрите на:
Потому что, как только крепление перестаёт «красть» усилие, потолком становится сама геометрия листогиба.
Покупайте, если:
Пропустите, если:
Так как же на самом деле выбрать?
Вы перестаёте искать “мощность” и начинаете искать «пролёт».
Если 70 процентов вашей работы — это мягкая сталь толщиной 18-gauge и шириной 20 дюймов, то листогиб на 36 дюймов не является улучшением. Это просто более длинный рычаг, работающий против той же толщины листа, тех же осей шарниров, той же прижимной планки толщиной 3/8 дюйма — просто растянутый. Дополнительные 12 дюймов выглядят как свобода. С конструкционной точки зрения — это обременение, если модуль сечения не растет вместе с длиной.
Думайте об этих листогибах как о голом шасси грузовика. Кузов длиной 12 футов, сделанный из того же C-образного профиля, что и восьмифутовый, не может волшебным образом перевозить больше только потому, что он длиннее. Он просто раньше скручивается.
Вот это и есть та линза, через которую нужно смотреть.
Между Harbor Freight на 36 дюймов и Vevor на 24 дюйма, более короткий пролёт выигрывает по жесткости каждый раз — даже до момента, когда вы зажжёте дугу. Вопрос не в том, какой бренд “сильнее”. Вопрос в том, какой каркас даёт вам лучшую исходную геометрию для тех нагрузок, с которыми вы реально работаете — и какой из них лучше реагирует, когда вы добавляете усиление сваркой.
Потому что ни один из них не является готовым инструментом. Это заготовки.
Harbor Freight на 30 дюймов — золотая середина в этой линейке.
Та же общая архитектура, что и у версии на 36 дюймов — прижимная планка со встроенными винтами, откидной лист, конструкция из мягкой стали — но на шесть дюймов короче, что уменьшает прогиб в центре. Если лист примерно из стали толщиной 3/8 дюйма, а прижимная планка похожа по толщине, сокращённый пролёт сам по себе снижает прогиб в середине под тем же нагрузочным показателем на дюйм. Не теоретически. Видимо.
Версия на 36 дюймов — не хлам. Просто она честна в отношении физики. Без крепления на опоре она кажется мягкой на металле тоньше 18-gauge, потому что движется весь корпус — основание, стойка, лист. Закрепите её на прямоугольной трубе 2×3 дюйма с толщиной стенки 1/4 дюйма и весом 200 фунтов — и всё меняется. Приварите вдоль задней кромки листа усиливающую полосу из плоского металла 1/4×2 дюйма, сваренную точками каждые 2 дюйма, и прогиб в центре снова уменьшится.
Теперь это шасси, на котором стоит строить.
Но вот в чём загвоздка: версия на 36 дюймов имеет смысл только если вам действительно нужны детали шириной более 30 дюймов на постоянной основе. Если ваши “широкие работы” случаются два раза в год, вы платите за потерю жёсткости при каждом изгибе ради возможностей, которые почти не используете. Модель на 30 дюймов, усиленная и закреплённая на основании, которое в три раза тяжелее неё самой, будет ощущаться более жёсткой при работе с 24-дюймовыми деталями, чем длинная версия когда-либо сможет.
А жёсткость ощущается как мощь.
Так что платформа Harbor Freight выдерживает реальные условия производства, если вы обращаетесь с ней как с конструкционной сталью, а не с мебелью. Каркас прост, удобен и пригоден для сварки. Это важно. Что делает компактный Vevor интересным контрприёмом.
Короткий пролет — это преимущество. Точка.
24-дюймовый листогиб с 1/2-дюймовым листом будет смущать 36-дюймовый листогиб с 3/8-дюймовым листом на любых изделиях шириной менее двух футов. Меньше изгибающий момент в середине пролета. Меньше суммарная нагрузка зажима. Меньше проблем.
Это геометрия, наконец-то играющая на вашей стороне.
Но компактность работает в обе стороны. Некоторые 24-дюймовые импортные коробчатые и секционные модели имеют маленькие зазоры между верхними пальцами и гибочным пуансоном. Формально они рассчитаны на 20 калибр мягкой стали. На практике более толстый материал физически борется за пространство ещё до того, как вы приложите полную силу. И многие из этих листов и пальцев сделаны не из закалённой инструментальной стали — это пригодная для работы мягкая сталь, которая деформируется, если обращаться с ней как с пресс-листогибом.
Так что да, небольшой размер — это признак жёсткости. Он снижает прогиб по умолчанию.
Но он также может стать жёстким ограничением. Если пальцы изгибаются или радиус носа «распухает» из-за того, что сталь не закалена, ни одно настольное крепление в мире это не исправит. Конструкцию можно усилить. Свойства материала — нет.
Это значит, что Vevor 24 наиболее прочен, когда вы соблюдаете его границы: менее 18 калибра мягкой стали, при полной ширине, закреплённый на чём-то настоящем. В этих пределах он кажется крепким. Вне их вы быстро сталкиваетесь с пределом металлургии.
И тут в игру вступает рабочий процесс.
Структура — не единственное, что определяет, выдержит ли листогиб реальную эксплуатацию.
Время — да.
Винтовые зажимы Harbor Freight — это простые резьбовые стержни с гайками. Они создают серьёзное усилие зажима, потому что шаг резьбы эффективно преобразует крутящий момент в линейную нагрузку. Отлично подходит для удержания листа 16 калибра на ширине 24 дюйма без проскальзывания. Плохо, когда вы переходите с 20 калибра на 14 и обратно десять раз в день, каждый раз нуждаясь в двух ключах и рулетке, чтобы выставить высоту заново.
При больших нагрузках винтовые зажимы выигрывают по силе зажима. При повторяющейся работе — теряют производительность.
Кулачковые системы — если сделаны качественно — жертвуют частью предельного усилия ради скорости и повторяемости. Повернул, согнул, отпустил. Но дешёвые кулачки могут изгибаться или изнашиваться, особенно если рабочие поверхности не закалены. Тогда давление зажима перестаёт быть равномерным по всей ширине 24 дюйма, и одна сторона начинает проскальзывать раньше другой. Эта непостоянность проявляется в конических сгибах и «гуляющих» углах.
Так что же выживает?
Если вы делаете единичные кронштейны из мягкой стали 16 калибра шириной 22 дюйма, винтовой Harbor Freight, прикрученный к 3/8-дюймовой стальной столешнице с усиленным листом, прослужит дольше лёгкой кулачковой системы. Если же вы производите серийные партии из более тонкого материала, более быстрый зажим может защитить инструмент — и вас — от усталости из-за постоянного перетягивания.
Потому что иногда причиной отказа является не деформация стали.
А оператор, прикладывающий больше усилий, чтобы компенсировать медленный процесс.
И вот где возникает настоящее решение: выберите самый короткий пролет, покрывающий 80 процентов вашей работы, убедитесь, что толщина листа и диаметр шарнира соответствуют вашему целевому калибру, а затем решите, хотите ли вы грубую силу винтов или быстрые кулачки. Значок бренда важен меньше, чем геометрия и механизм.
Если вы постоянно работаете с повторяющимися деталями, небольшими допусками или большими объёмами, где споры о типе зажима начинают превращаться в узкое место, возможно, пришло время перейти от ручных листогибов к решению с ЧПУ, такому как CN-HAWE панельный листогиб переводит задачу из области механического рычага в область программируемой точности — автоматизируя зажим, последовательность и управление углом для повышения стабильности, производительности и эффективности оператора. Вместо выбора между резьбами и кулачками вы инвестируете в геометрию, автоматизацию и повторяемость, разработанные для производственных условий.
Учитывая, что ассортимент продукции CN‑HAWE основан на ЧПУ 100% и охватывает высокотехнологичные сценарии лазерной резки, гибки, фрезеровки, резки, для команд, оценивающих практические варианты, Многофункциональный станок (айронворкер) — это актуальный следующий шаг.
Покупайте, если:
Пропустите, если:
У вас есть гараж на две машины, верстак глубиной 24 дюйма, сделанный из досок 2x4 и фанеры толщиной 3/4 дюйма, и вы в основном гнёте кронштейны из мягкой стали 18-го калибра шириной 20–22 дюйма, иногда фланец 16-го калибра для защиты днища. Места мало. Бюджет ещё меньше. Так что что вы реально покупаете — и как настроить всё, чтобы оно не ощущалось как банка из-под газировки?
Начните с самого короткого пролёта, покрывающего 80 процентов вашей работы. Если это меньше 24 дюймов, то листогиб шириной 24 дюйма с как минимум 3/8-дюймовой гибочной планкой (лучше 1/2-дюймовой) — правильная основа. Если вы регулярно работаете на ширине 28–30 дюймов, переходите на 30-дюймовый агрегат — но примите, что придётся его усиливать. В любом случае листогиб должен быть прикручен болтами, а не саморезами, к раме из прямоугольной трубы 2×3 дюйма с толщиной стенки 1/4 дюйма, соединённой с основанием, масса которого минимум втрое превышает массу самого листогиба. Если ваш 30-дюймовый листогиб не прикручен к чему-то, что тяжелее его втрое, вы не гнёте сталь.
Это — основа.
Реальное изменение — то, что заставляет “лёгкий” листогиб работать как аппарат вдвое дороже — происходит в гибочной планке и прижимной балке. Потому что, как только вы остановили скручивание верстака, начинает проявляться следующая слабая точка.
Представьте себе гибочную планку, снятую со станка и перевёрнутую вверх ногами на сварочном столе. Большинство бюджетных листогибов шириной 24–30 дюймов используют планку толщиной около 3/8 дюйма и высотой 2–2,5 дюйма. На длине 30 дюймов это длинная, узкая балка. Под нагрузкой она не просто вращается в шарнире — она прогибается в центре.
Этот прогиб и превращает ваш угол 90 градусов в 83 в середине.
Я исправил это так же, как усиливают дышло прицепа: добавляют высоту сечения. Уголок 2×2×1/4 дюйма, отрезанный на 1/4 дюйма короче полной ширины планки, приваривается швами вдоль задней стороны гибочной планки — вертикальная полка вниз, горизонтальная полка заподлицо с планкой. Приваривайте швы по 1 дюйму каждые 2 дюйма, чередуя стороны для контроля температуры. Не делайте сплошной шов, если вам не нравится деформированная сталь.
Изменения не волшебны. Это момент сопротивления — стойкость к изгибу резко возрастает с высотой сечения. Добавив этот 2-дюймовый вертикальный элемент, вы фактически превратили плоскую полосу в неглубокую ферму. Нейтральная ось смещается. Прогиб уменьшается. На листогибе 30 дюймов, который раньше явно провисал в центре при сгибании стали 16-го калибра, разница очевидна уже при первом полном гибе: угол держится в пределах одного градуса по всей длине.
Но вот где всё портят: сваривают прямо у шарниров или позволяют брызгам попасть на сочленения. Тогда шарнир заедает, и приходится тянуть сильнее. Так перетягиваются ферменные стержни и навсегда деформируются рамы. Оставьте минимум 1 дюйм свободного пространства у каждого узла шарнира. После сварки прогоните планку по всему ходу перед установкой обратно. Она должна опускаться под собственным весом.
Если шарнир стал жёстче, вы не сделали тяжёлый листогиб. Вы сделали лом.
И укрепление прижимной планки решает лишь половину проблемы изгиба, потому что сама зажимная планка тоже прогибается.
Возьмите линейку и положите её поперёк прижимной планки на типичном 30-дюймовом импортном листогибе. Подтяните заводские винты на листе толщиной 16 калибра по всей ширине. Теперь посмотрите на зазор в центре, ещё до того как поднимете лист. Часто можно увидеть несколько тысячных дюйма света.
Этот зазор превращается в проскальзывание.
Проскальзывание превращается в округлый радиус изгиба и блуждающий угол.
Дешёвое решение — и я действительно имею в виду дешёвое, вроде $20 — это два кованых С-образных зажима длиной 6 дюймов, рассчитанных на реальную нагрузку, а не из литого силумина. Разместите их на 4–6 дюймов внутрь от каждого края, прямо над линией материала, и подтяните после установки заводских винтов. Вы превращаете двухточечный прижим в четырёхточечную систему. Подъём в центре тут же уменьшается.
Я измерял листогибы, у которых под нагрузкой центр поднимался на 0,040 дюйма, а после установки вспомогательных зажимов движение становилось едва заметным. Элегантно? Нет. Эффективно? Абсолютно.
Теперь добавьте к этому решётчатую перемычку из уголка на прижимной планке — и станок начинает вести себя цельно, а не расхлябанно. Но и здесь есть ловушка. Перетяните эти С-зажимы — и вы выгнете зажимную планку «чашей», особенно если она из мягкой стали и тоньше 1 дюйма. Тогда придётся гоняться за выравниванием с помощью прокладок и щупов, будто это капитальный ремонт пресс-листогиба.
Подтяните, не сминая. Думайте о контролируемом преднатяжении, а не о грубой силе.
И даже с усиленной прижимной планкой и укреплённым зажимом вы всё равно находитесь в рамках физики мягкой стали и диаметра петли. Что поднимает вопрос: можно ли безопасно превысить указанный калибр?
Допустим, ваш 24-дюймовый листогиб комфортно работает с мягкой сталью толщиной 18 калибра на полной ширине, но вам нужны несколько фланцев из 16 калибра на ширину 20 дюймов. Вы чувствуете, как станок напрягается. Усилие на рукоятке растёт. Рама даёт обратную связь.
Один из контролируемых приёмов — предварительная надрезка: не прорезая насквозь, сделать неглубокий V-образный паз вдоль линии изгиба отрезным кругом, установленным примерно на 25–30 % толщины материала. Для металла толщиной 16 калибра (около 0,060 дюйма) это значит паз глубиной примерно 0,015–0,020 дюйма. Вы уменьшаете эффективное сечение в месте изгиба, снижая требуемое усилие.
Учитывая, что ассортимент продукции CN‑HAWE основан на ЧПУ 100% и охватывает высокотехнологичные сценарии лазерной резки, гибки, фрезеровки, резки, для команд, оценивающих практические варианты, Станок для V-образного прореза — это актуальный следующий шаг.
Если вам приходится часто выполнять предварительные надрезы только для того, чтобы оставаться в комфортной зоне листогиба, это обычно знак, что подготовку кромок следует выполнять заранее на специализированном оборудовании. Решением на базе станков с ЧПУ, например CN-HAWE решения для гильотинных ножниц обеспечивают ровные, повторяемые резы с контролируемым качеством кромки, уменьшая необходимость в ручных надрезах и повышая стабильность изгиба при работе с металлом более высокого калибра. В производственной среде разделение точной резки и формовки не только снижает нагрузку на листогиб, но и повышает производительность и точность размеров от партии к партии.
Эта техника не подходит для конструкционных деталей, испытывающих растяжение по линии изгиба. Она предназначена для кронштейнов, крышек, некритичных фланцев.
Другой метод — локальный нагрев небольшим наконечником газо-кислородного резака или индукционным нагревателем, прогревая линию изгиба до тёмно-красного перед формовкой. Таким образом временно снижается предел текучести. Листогиб воспринимает меньшее сопротивление. Прижимная планка и петли сохраняются дольше.
Учитывая, что ассортимент продукции CN‑HAWE основан на ЧПУ 100% и охватывает высокотехнологичные сценарии лазерной резки, гибки, фрезеровки, резки, для команд, оценивающих практические варианты, Лазерная машина для резки — это актуальный следующий шаг.
Учитывая, что ассортимент продукции CN‑HAWE основан на ЧПУ 100% и охватывает высокотехнологичные сценарии лазерной резки, гибки, фрезеровки, резки, для команд, оценивающих практические варианты, Лазерный сварочный аппарат — это актуальный следующий шаг.
Но нагрев изменяет металлургию. Предварительная надрезка концентрирует напряжение. И то и другое — рассчитанные ухищрения, а не часть ежедневного процесса.
И вот черта, через которую нельзя переступить: если вам нужно делать это каждую неделю, вы купили слишком малую раму. Усиление заставляет лёгкий листогиб вести себя как более тяжёлый — в разумных пределах. Оно не превращает листовую сталь толщиной 3/8 дюйма в инструментальную сталь толщиной 3/4 дюйма и не делает шарниры с осями 1/2 дюйма валами диаметром 1 дюйм.
Если ваш объём работы перешёл от редких тяжёлых гибов к серийному производству, более толстой стали или более широких деталей, пришло время обратить внимание на оборудование, рассчитанное на такой рабочий цикл. Портфолио CN-HAWE 100% на базе ЧПУ включает высококлассные системы гибки и интегрированные решения для обработки листового металла, созданные для сложных промышленных условий. Вы можете связаться с CN-HAWE чтобы обсудить спецификации, запросить коммерческое предложение или определить, какая конфигурация листогиба действительно соответствует вашим требованиям по материалу, ширине и производительности.
Учитывая, что линейка продукции CN-HAWE — это серия 100% на базе ЧПУ и охватывает высокотехнологичные области лазерной резки, гибки, фрезеровки и резки, для читателей, которым нужны подробные материалы, Брошюры — полезный дополнительный ресурс.
Есть разумное “перестрахование” — фермы из уголка, вспомогательные струбцины, основание из трубы со стенкой 1/4 дюйма — а есть и то, когда вы просите раму для картинга тянуть прицеп-самосвал.
Покупайте, если:
Пропустите, если:
Относитесь к листогибу как к голой раме. Усиливайте его там, где проходит нагрузка. Уважайте шарнир и металлургию. Делайте так — и ярлык “бюджетный” перестанет означать «слабый» и начнёт означать «недоработанный».
В какой момент усиление перестаёт быть умным решением и превращается в самообман?
Вот рамка, которой я пользуюсь: когда сталь, которую вы гнёте, требует большей силы, чем рассчитаны выдержать шарнирные оси, толщина прижимного листа и геометрия поворотного узла — никакое количество уголка 2x2x1/4 дюйма или трубы 2×3 дюйма со стенкой 1/4 дюйма под основанием этого не изменит. Жёсткость рамы уменьшает прогиб, но не увеличивает диаметр шарнира, не улучшает металлургию оси и не превращает боковые пластины толщиной 3/8 дюйма в боковины толщиной 3/4 дюйма, вырезанные пламенной резкой. Как только вы начинаете тратить время на изменение направления нагрузки внутри шарнира, а не вокруг него — вы перешли от умного усиления к переработке конструкции машины.
А переработка заготовки $400 — это способ случайно создать компромисс $1,200.
Так как понять, на какой стороне этой границы вы находитесь?
Первый вопрос: Какой материал, какая толщина, какая ширина — каждую неделю, а не раз в месяц?
Если вы работаете с мягкой сталью 16-го калибра, шириной до 24 дюймов, иногда с 14-м калибром при ширине 12 дюймов, и в основном изготавливаете кронштейны и корпуса, то усиленный листогиб шириной 30 дюймов, прикрученный к основанию, которое тяжелее его втрое, справится с этим без проблем. Это чётко определённый рабочий цикл. Вы не гадаете — вы сопоставляете модуль сечения с объёмом работы.
Второй вопрос: Как часто вы работаете на уровне 80–100 % от номинальной мощности?
Бюджетные рейтинги — это предельные значения, а не рабочие режимы. Если вы каждый день гнёте листы 16‑го калибра на полном размере (30‑дюймовом листогибе), ось шарнира испытывает циклическое напряжение, близкое к пределу текучести. Металл устает. Отверстия разбиваются. Повторяемость движения — даже на ручном листогибе — падает. Промышленные испытания столь пристально следят за повторяемостью под нагрузкой не случайно: усталость не проявляется, пока угол не начнет «плавать».
Если тяжелые гибы случаются изредка — усиления оправданы. Если они регулярны — вы ездите на легковушке с мотором на красной зоне тахометра.
Третий вопрос: Какая точность на самом деле важна в вашей работе?
Если ±1 градус на 24 дюймах приемлем для сварных рам, то усиленный листогиб и дополнительное прижимное устройство обеспечат это. Если вы стремитесь к плоскостности 0,05 мм на длине 1000 мм у листа средней толщины, прогиб уже не просто заметен — он измеряется по стандарту. Проверка «на глаз» — не то же самое, что геометрический контроль. Вот где начинают играть роль гидравлическая стабильность и масса рамы — то, что нельзя прикрутить потом.
Ответьте на эти три вопроса честно — и разговор о “ложной экономии” станет яснее. Потому что теперь дело не в цене. Дело в рабочем цикле.
И это подводит нас к верхнему пределу.
Предел — не тот момент, когда рама гнется. С этим мы уже справились.
Предел наступает, когда динамические пиковые нагрузки превышают способность шарниров и боковых пластин их воспринимать. Усилие гибки — не постоянная величина; оно растет с длиной листа и может прыгнуть на 25–40 % выше статических расчетов при изменении скорости и зацепления. На лёгком листогибе этот всплеск напрямую ударяет по шарнирам малого диаметра и довольно тонким боковым пластинам. Никакой сваркой вы не увеличите диаметр осей, не перестроив весь станок с нуля.
Это физика, а не снобизм по брендам.
Есть и другой предел — управляемость процесса. Направление волокон материала влияет на пружинение. Два листа из одной пачки могут расходиться по углу после гиба. На промышленных пресс‑листогибах оптические системы измеряют и корректируют угол в реальном времени. На ручном — “датчики” это ваши предплечья и транспортир. Для кронштейнов — нормально. Для серийных деталей, где половина градуса накапливается по всей сборке, одного мастерства уже недостаточно.
И, наконец, усталость. Промышленные покупатели проверяют стабильность гидравлического давления и повторяемость хода, потому что рамы теряют 20–30 % производительности по мере износа. У бюджетного листогиба износ проявляется в люфте шарниров и неравномерности по длине. Когда отверстия вытягиваются — остаётся либо растачивать и втулить, либо мириться с уводом.
Если вы уже считаете стоимость нестандартных осей, точите боковые пластины из 1/2‑дюймовой стали 1045 и заново втулите шарниры — остановитесь. Вы уже не усиливаете станину, вы строите новый станок вокруг дешёвого ярлыка.
Это момент, чтобы проявить себя.
Вот взгляд, который я хочу, чтобы вы переняли: бюджетный листогиб — это не уменьшенная версия промышленного. Это голое шасси.
Шасси нужно три вещи, чтобы тянуть вес: жёсткая рама, основание, которое не скручивается, и нагрузка в пределах допустимого для оси. Перенесите это на сталь: ферма из уголка 2x2x1/4 дюйма, основание из прямоугольной трубы 2×3 или 2×4 дюйма со стенкой 1/4 дюйма, через болты закреплённое к бетону, дополнительное зажимание там, где центр хочет приподняться, и работа, находящаяся значительно ниже порога усталости шарнира.
Если реальность вашей мастерской — мягкая сталь толщиной 18–16 калибр, средняя длина сгибов 24 дюйма, короткие партии и допуски, допускающие некоторую вариацию, то усиленная основа становится надёжным рабочим конём. Не потому, что она волшебным образом стала прочнее — а потому что вы согласовали конструкцию, физику и рабочую нагрузку.
Если ваша реальность — ежедневная работа с полным пролетом стального листа 14 калибра, нержавейка с характером, строгие угловые допуски и производственный объём, где повторяемость оправдывает расходы, вы покупаете не прочность. Вы покупаете массу, диаметр оси, гидравлическую стабильность и срок службы, рассчитанный с самого начала.
Вот что неочевидно: разумное улучшение заключается не в том, сколько стали вы приварите к листогибу. А в том, вписывается ли ваша нагрузка в неизменные части — петли, боковые пластины, геометрию, которую вы не переделывали.
Относитесь к инструменту как к шасси. Усильте пути нагрузки, до которых можете дотянуться. Уважайте те, до которых не можете.
Покупайте, если:
Пропустите, если:


















