

Ho visto un freno da banco da 30 pollici cercare di piegare acciaio dolce da 16 gauge largo 24 pollici. La maniglia è scesa, le gambe del banco si sono divaricate, e l’intero assemblaggio si è spostato di tre pollici sul cemento. Il proprietario ha giurato che l’acciaio di fabbrica fosse robaccia.
Non era il freno a piegarsi. Era il banco da lavoro.
È quella la distanza che la maggior parte delle persone non colma mai prima di mettere in vendita l’utensile.
Un freno d’importazione tipico da 30 pollici pesa forse 70–90 libbre. Ne ho visti appoggiati su un banco di pino da 60 libbre, fissati con due bulloni a carro da 3/8 di pollice e rondelle. Poi qualcuno gli chiede di piegare a freddo acciaio da 14 gauge su 20 pollici. Non è un problema di materiale. È la leva che cerca il punto più debole.
Questi freni sono venduti come prodotti finiti. Non lo sono. Sono telai nudi — privi di traverse e di una base. La fabbrica ti dà una barra di serraggio e perni di cerniera. Il resto della struttura è responsabilità tua. Se la base può torcersi, si torcerà. E quando si torce, la qualità della piega ne risente.
Quindi, quando una piega risulta arrotondata invece che netta, cosa si è mosso veramente?
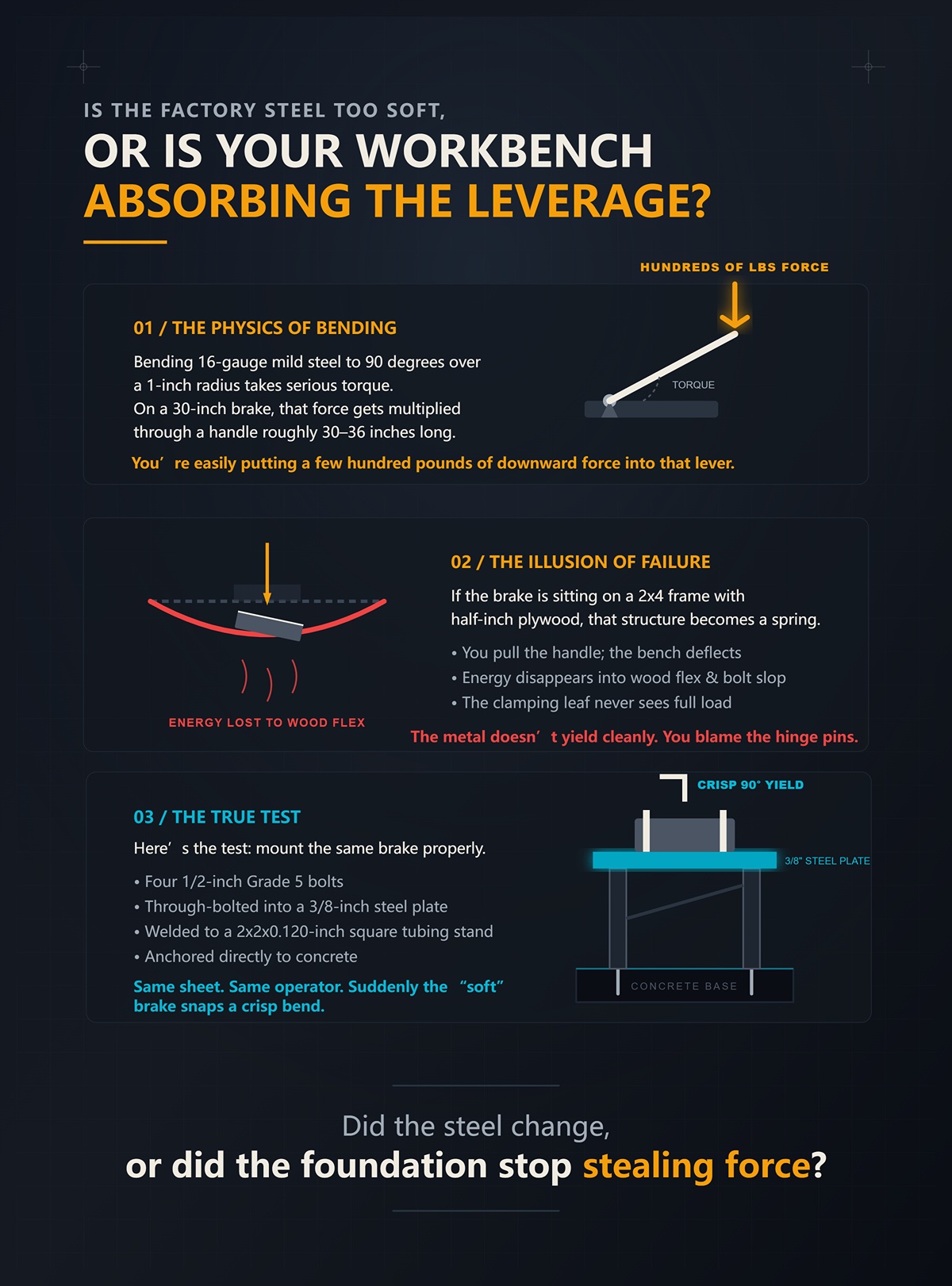
Piegare acciaio dolce da 16 gauge a 90 gradi su un raggio di 1 pollice richiede una coppia notevole. Su un freno da 30 pollici, quella forza si moltiplica attraverso una maniglia lunga circa 30–36 pollici. Stai esercitando facilmente qualche centinaio di libbre di forza verso il basso su quella leva. La fisica non si interessa che il freno fosse in saldo.
Se il freno è appoggiato su una struttura in 2×4 con compensato da mezzo pollice, quella struttura diventa una molla. Tiri la maniglia; il banco flette; l’energia scompare nella flessione del legno e nel gioco dei bulloni. La barra di serraggio non riceve mai il carico completo. Il metallo non cede con precisione. Dai la colpa ai perni della cerniera.
Ecco il test che uso io: monta lo stesso freno con quattro bulloni da 1/2 di pollice di grado 5, passanti attraverso una piastra d’acciaio da 3/8 di pollice, saldata a un supporto costruito con tubi quadri da 2x2x0,120 pollici di spessore e ancorata al cemento. Stessa lamiera. Stesso operatore. Improvvisamente il freno “morbido” produce una piega netta.
L’acciaio è cambiato, o la base ha smesso di rubare forza?
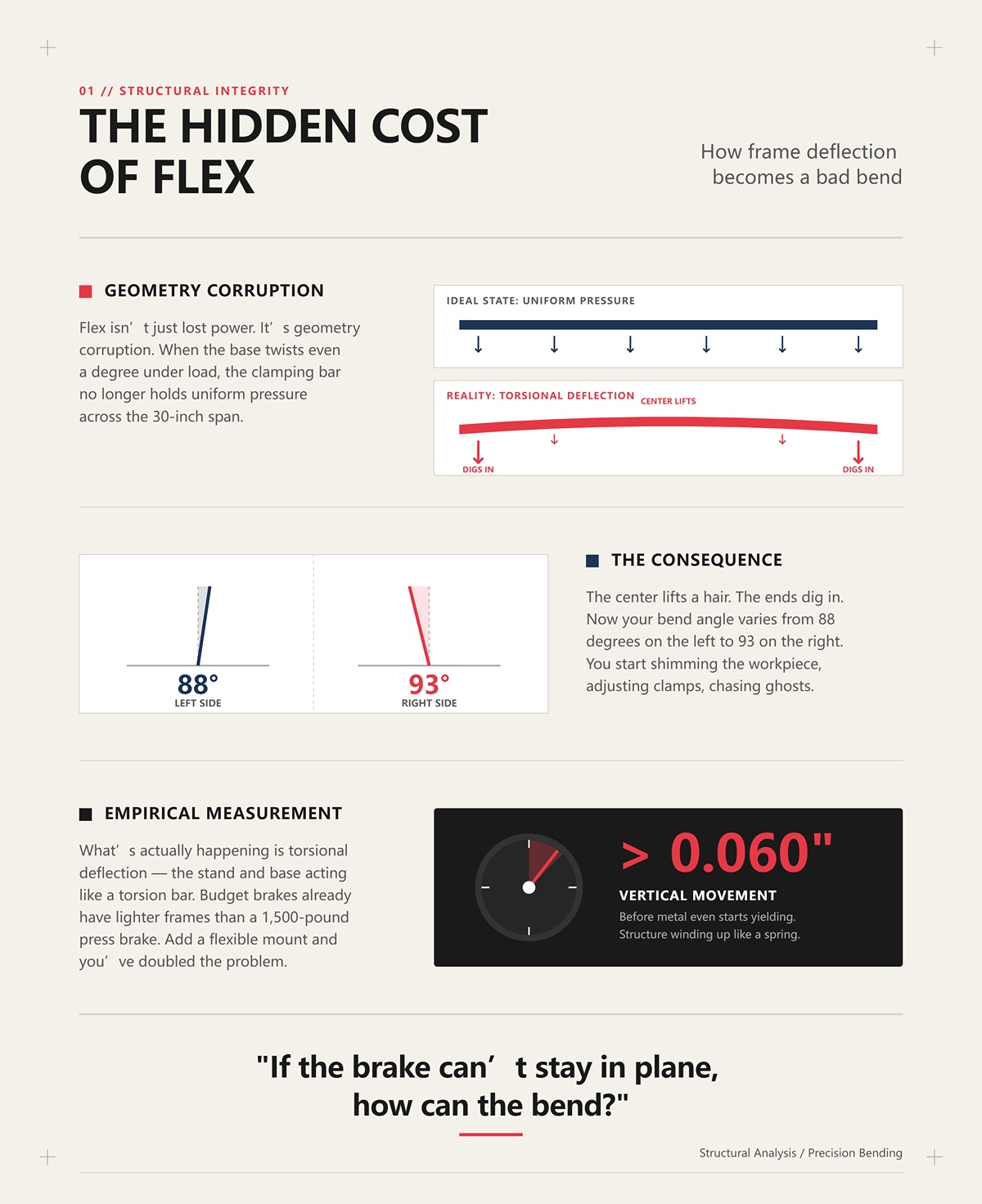
La flessione non significa solo potenza persa. È una corruzione geometrica.
Quando la base si torce anche solo di un grado sotto carico, la barra di serraggio non esercita più una pressione uniforme sull’intera larghezza di 30 pollici. Il centro si solleva appena. Le estremità affondano. Ora l’angolo di piega varia da 88 gradi a sinistra a 93 a destra. Inizi a spessorare il pezzo, regolare le morse, inseguire fantasmi.
Ciò che sta realmente accadendo è una deflessione torsionale — il supporto e la base si comportano come una barra di torsione. I freni economici hanno già telai più leggeri rispetto a una pressa piegatrice da 1.500 libbre. Aggiungi un supporto flessibile e hai raddoppiato il problema.
L’ho misurato in modo rozzo: comparatore a quadrante sul centro della base, maniglia tirata a pieno carico. Su un banco fragile, ho visto oltre 0,060 pollici di movimento verticale prima che il metallo cominciasse persino a cedere. Non è un guasto della cerniera. È la struttura che si avvolge come una molla.
Se il freno non può restare complanare, come può esserlo la piega?

Il peggior colpevole non è l’acciaio sottile. È la pigrizia.
Le viti a legno non sono ancoraggi strutturali sotto carico ciclico. I filetti schiacciano le fibre, i fori si allungano e, dopo una dozzina di piegature pesanti, si crea un micro-movimento che non si vede ma si percepisce perfettamente. Il freno inizia a “svitarsi”. La gente lo chiama usura.
Metti bulloni passanti. Minimo bulloneria da 1/2 pollice di grado 5 con rondelle temprate, serrata correttamente. Ancora meglio, inserisci la base del freno tra piastre di rinforzo in acciaio da 1/4 di pollice in modo che la fusione non subisca carichi puntuali. Ancora il supporto a qualcosa di più pesante del freno stesso. Vince la soletta in cemento. Un supporto saldato da 300 libbre è la seconda scelta migliore.
Se il tuo freno da 30 pollici non è fissato a qualcosa che pesa almeno tre volte tanto, non stai piegando l'acciaio. Stai piegando i mobili della tua officina.
E una volta che il montaggio non è più l’anello debole, sorge una nuova domanda: cosa succede quando la campata di 30 pollici del freno diventa essa stessa la molla?
Compra se:
Evita se:
Ho imbullonato un freno da banco da 36 pollici a un supporto da 320 libbre costruito con tubo quadro da 2x2x0.120 pollici di spessore, rinforzato negli angoli, fissato con ancoraggi a cuneo da 1/2 pollice in una soletta da 4 pollici. Nessuna flessione del banco. Nessun gioco dei bulloni. Poi gli ho dato lamiera d'acciaio dolce calibro 16, piena larghezza di 36 pollici.
L'ha piegata. Tecnicamente.
La leva è scesa vigorosamente, la lama si è leggermente arcuata al centro e la piega finale misurava 90 gradi alle estremità e 86 al centro. La stessa lamiera, tagliata a 28 pollici di larghezza, si è piegata a 90 gradi netti su tutta la campata con sforzo visibilmente minore.
Nulla del montaggio è cambiato. Solo la larghezza.
È il momento in cui smetti di dare la colpa alla fabbrica e inizi a fare i conti.
Una lama di un freno per lamiera si comporta come una trave sotto carico. La flessione di una trave non cresce in linea retta con la campata — aumenta rapidamente. Raddoppiare la lunghezza non supportata non raddoppia la flessione; la moltiplica diverse volte, perché la rigidità alla piega è legata al cubo dello spessore e il carico è distribuito su tutta la campata. Una lama da 36 pollici in lamiera d'acciaio dolce da 3/8 di pollice non è il 50 percento “più forte” di una da 24 pollici solo perché è più lunga. È molto più soggetta ad affossarsi al centro sotto lo stesso calibro a larghezza piena.
Ecco perché un freno più corto spesso sembra più robusto.
Prendiamo quella piegatrice da 36 pollici valutata per acciaio dolce da 16 gauge. Il catalogo indica che 16 gauge a 36 pollici è il carico massimo prima della deformazione permanente o di una flessione inaccettabile. Quella è la linea rossa.
La maggior parte delle persone la tratta come la velocità di crociera.
Con la stessa configurazione ancorata, ho piegato 16 gauge a 30 pollici — circa l’83 percento della larghezza nominale. La forza sulla leva è diminuita sensibilmente. La flessione centrale, misurata con un comparatore contro il bordo della lama, è passata da circa 0,040 pollici a piena larghezza a meno di 0,015 pollici. La coerenza della piegatura è migliorata.
Non è successo nulla di magico a 30 pollici. La piegatrice è semplicemente uscita dal suo limite elastico di comfort ed è entrata nella sua zona di lavoro.
I produttori di presse piegatrici sono onesti in un modo che gli acquirenti di piegatrici da banco dimenticano: una valutazione come “100 tonnellate x 10 piedi” combina forza e larghezza. Se pieghi solo su 6 piedi, non stai utilizzando tutta la potenza. Stessa fisica qui, solo su scala ridotta e con struttura più leggera. Quando una piegatrice da 36 pollici dichiara una capacità da 16 gauge, ciò presuppone una geometria specifica — in genere un raggio di piegatura e una configurazione di serraggio adatti all’acciaio dolce. Cambia la larghezza e la richiesta di tonnellaggio per pollice varia. Negli ambienti di produzione, è per questo che i sistemi CNC sono importanti: le soluzioni moderne come la pressa piegatrice CN-HAWE sono progettate intorno a un tonnellaggio calibrato, una compensazione controllata e parametri di piegatura programmabili, così che forza, larghezza e dati del materiale siano allineati invece che stimati. Il principio non cambia — cambia solo il livello di controllo.
Quindi la regola 80% non è superstizione. È margine. Usi l’80 percento della larghezza nominale se vuoi piegature ripetibili senza combattere contro il ritorno elastico e l’abbassamento della lama.
Ma perché la larghezza ti penalizza più duramente che non semplicemente salire di uno spessore di gauge?
Immagina due lavorazioni:
Il secondo foglio è più spesso, quindi per pollice richiede più forza per snervarsi. Ma è largo solo la metà. La coppia totale richiesta alla cerniera è spesso paragonabile — talvolta inferiore — alla piegatura a piena larghezza del 16 gauge.
Perché la larghezza moltiplica il carico su tutta la campata.
Ogni pollice di lamiera resiste alla piegatura con la propria piccola fetta di forza. A 36 pollici, sommi 36 di quelle fette. La barra di serraggio deve mantenere una pressione uniforme su tutte. La lama deve trasmettere la coppia in modo uniforme lungo tutta la sua lunghezza. I perni della cerniera subiscono taglio distribuito lungo l’intero asse.
Ora allunga da 24 pollici a 36 pollici. Questi 12 pollici in più non sono solo “più metallo”. È più leva che agisce più lontano dai supporti centrali, aumentando il momento flettente a metà campata. Il centro diventa l’anello debole perché è il punto più distante dal rinforzo strutturale alle estremità.
Ecco perché una piegatrice da 24 pollici costruita con una lama spessa 1/2 pollice può sembrare estremamente robusta entro la sua larghezza. Campata più corta. Momento flettente al centro inferiore. Coppia cumulativa minore lungo la linea della cerniera.
Piegatrice più lunga. Stessa spessore della lama. Maggiore flessione. Il telaio non è diventato proporzionalmente più profondo o spesso — è stato semplicemente allungato.
Quindi la larghezza sollecita la struttura. Lo spessore sollecita la forza per pollice. Combina entrambi al limite nominale e stai bilanciando sul limite strutturale dell’attrezzo.
Quando una piegatrice lineare opera così vicino al suo limite strutturale, è spesso più efficiente cambiare strategia di formatura invece di spingere ulteriormente la struttura. Per pieghe a grande raggio, cilindri o pannelli larghi prossimi ai limiti di spessore, un sistema di calandratura CNC può distribuire la forza in modo progressivo anziché concentrarla lungo una singola linea di cerniera. Soluzioni come la macchina calandra CNC di CN-HAWE integrano un controllo completamente basato su CNC all’interno di un portafoglio più ampio di automazione per la lavorazione della lamiera, consentendo una formatura del raggio ripetibile con minori picchi di stress su ciascun elemento strutturale—spesso un percorso più stabile quando larghezza e spessore iniziano a sommarsi tra loro.
E questo ancora assumendo che si lavori con acciaio dolce.
Ho visto una piegatrice da 30 pollici, classificata per acciaio dolce calibro 16, lasciare una deformazione permanente a forma di sorriso sulla sua lama dopo un solo tentativo entusiastico di piegare acciaio inox 304 calibro 16 largo 24 pollici.
Stesso spessore. Un materiale completamente diverso.
L’acciaio dolce potrebbe snervarsi intorno a 36.000 psi. L’acciaio inossidabile austenitico come il 304 ha un carico di snervamento significativamente più alto e si incrudisce durante la piegatura. Ciò significa che la forza necessaria per spingerlo oltre la deformazione elastica fino alla deformazione plastica — dove rimane piegato — è notevolmente maggiore. E reagisce con un ritorno elastico più marcato.
Così l’operatore tira la leva di più per compensare. La tiene premuta più a lungo. Magari la muove anche un po’. Ora non si sta solo eguagliando la classificazione per acciaio dolce — la si sta superando sia in forza che nell’angolo di sovrapiegatura richiesto.
Ciò che accade realmente all’interno della piegatrice è semplice: la lama si flette di più prima che l’acciaio inox ceda. La barra di serraggio è sottoposta a un carico di trazione maggiore. I perni della cerniera sopportano uno sforzo di taglio superiore. Se la piegatrice era già vicina al suo limite elastico con acciaio dolce calibro 16 a piena larghezza, l’acciaio inox la spinge oltre quella soglia nel campo della deformazione permanente.
Alla fisica non importa che il numero di spessore sia lo stesso.
Ecco la verità scomoda: nessuna quantità di rinforzi a banco può riparare una lama sottodimensionata per materiali ad alta resistenza. Il montaggio risolve la flessione torsionale. Non cambia il modulo di sezione — la resistenza geometrica di quella lamina alla piegatura.
Quindi, quando confronti una piegatrice da 24 pollici con una da 36 pollici, non devi considerare solo la lunghezza. Devi guardare a:
Perché una volta che il montaggio smette di sottrarre forza, la geometria della piegatrice stessa diventa il limite.
Compra se:
Evita se:
Allora, come si fa davvero a scegliere?
Smetti di cercare la “capacità” e inizi a cercare l’apertura.
Se il 70 percento del tuo lavoro è acciaio dolce da 18 gauge largo 20 pollici, una pressa da 36 pollici non è un miglioramento. È una leva più lunga che combatte con la stessa lamina di spessore, gli stessi perni di cerniera, la stessa barra di serraggio da 3/8 di pollice — solo allungata. I 12 pollici extra sembrano libertà. Strutturalmente, è una responsabilità a meno che il modulo di sezione non cresca di pari passo.
Pensa a queste macchine come a telai di camion nudi. Un pianale da 12 piedi costruito con lo stesso profilo a C di uno da 8 piedi non trasporta magicamente di più solo perché è più lungo. Si torce prima.
Questa è la lente.
Tra una Harbor Freight da 36 pollici e una Vevor da 24 pollici, l’apertura più corta vince sempre in rigidità grezza, anche prima di accendere l’arco. La domanda non è quale marchio sia “più forte”. È quale telaio ti offre la migliore geometria di partenza per i carichi che effettivamente usi — e quale reagisce meglio quando saldi rinforzi.
Perché nessuna di esse è uno strumento finito. Sono grezzi.
La Harbor Freight da 30 pollici è il punto ideale in quella gamma.
Stessa architettura generale della 36 — barra di serraggio con vite, lamina incernierata, costruzione in acciaio dolce — ma con sei pollici in meno che cercano di piegarsi al centro. Se la lamina è una piastra di circa 3/8 di pollice e la barra di serraggio simile, quella sola riduzione di apertura diminuisce visibilmente la deflessione al centro sotto lo stesso carico per pollice. Non teoricamente. Visibilmente.
La versione da 36 pollici non è spazzatura. È solo onesta riguardo alla fisica. Non fissata a una base, sembra morbida oltre il 18 gauge perché l’intera struttura si muove — base, supporto, lamina. Fissala a un telaio in tubo rettangolare da 2×3 pollici con parete da 1/4 di pollice che pesa 200 libbre, e la situazione cambia. Salda una barra piatta di rinforzo da 1/4 di pollice x 2 pollici lungo il retro della lamina, saldata a punti ogni 2 pollici, e l’abbassamento centrale diminuisce ancora.
Ora è un telaio su cui vale la pena costruire.
Ma ecco il punto: la 36 ha senso solo se hai davvero bisogno di pezzi da oltre 30 pollici regolarmente. Se i tuoi “lavori larghi” capitano due volte l’anno, stai pagando una tassa sulla rigidità ad ogni piegatura per una capacità che quasi non usi. L’unità da 30 pollici, rinforzata e fissata a qualcosa che pesa tre volte più di lei, sembrerà più rigida su lavori da 24 pollici di quanto lo sarà mai la sorella più lunga.
E la rigidità dà la sensazione di potenza.
Quindi la piattaforma Harbor Freight resiste alla fabbricazione reale quando la tratti come acciaio strutturale, non come mobilia. Le ossa sono semplici, accessibili, saldabili. Questo conta. Il che rende la compatta Vevor un interessante contrattacco.
Una campata più corta è un vantaggio. Punto.
Un freno da 24 pollici con una lama spessa 1/2 pollice metterà in imbarazzo un freno da 36 pollici con una lama da 3/8 di pollice su qualsiasi pezzo largo meno di due piedi. Meno momento flettente a metà campata. Meno carico di serraggio cumulativo. Meno problemi.
È la geometria che per una volta ti fa un favore.
Ma la compattezza ha due facce. Alcune unità importate da 24 pollici tipo box-and-pan hanno spazi molto ridotti tra le dita superiori e la matrice di piegatura. Sulla carta, sono valutate per acciaio dolce da 20 gauge. In pratica, il materiale più spesso lotta fisicamente per lo spazio prima ancora di applicare tutta la forza. E molte di queste lame e dita non sono in acciaio temprato per utensili — sono in acciaio dolce utilizzabile, che si deforma se le tratti come un freno piegatore industriale.
Quindi sì, l’ingombro è una caratteristica di rigidità. Riduce la flessione di default.
Ma può anche diventare un limite rigido. Se le dita flettono o il raggio del naso si gonfia perché l’acciaio non è stato trattato termicamente, nessun montaggio da banco al mondo risolve il problema. Puoi irrigidire una struttura. Non puoi falsare le proprietà del materiale.
Il che significa che il Vevor 24 è più robusto quando rispetti il suo intervallo operativo: acciaio dolce sotto i 18 gauge, su tutta la larghezza, montato su qualcosa di solido. All’interno di quel limite, sembra solido. Al di fuori, raggiungi rapidamente il limite della metallurgia.
E poi entra in gioco il flusso di lavoro.
La struttura non è l’unica cosa che determina se un freno sopravvive a una fabbricazione reale.
Lo fa il tempo.
I morsetti a vite di Harbor Freight sono semplici barre filettate con dadi. Applicano una forza di serraggio notevole perché il passo della filettatura converte la coppia in carico lineare in modo efficiente. È ottimo per trattenere acciaio da 16 gauge su 24 pollici senza slittamento. È pessimo quando passi da 20 gauge a 14 gauge e ritorni dieci volte al giorno, e hai bisogno di due chiavi e un metro per ripristinare l’altezza ogni volta.
Sotto carichi pesanti, le viti vincono per pura pressione di serraggio. Nel lavoro ripetitivo, perdono in produttività.
I sistemi a cam-lock — se costruiti bene — sacrificano un po’ di forza massima in cambio di velocità e ripetibilità. Flip, piega, rilascia. Ma le camme economiche possono flettersi o usurarsi, soprattutto se le superfici della camma non sono temprate. A quel punto la pressione di serraggio non è uniforme su 24 pollici, e un lato inizia a scivolare prima dell’altro. Quell’incoerenza si manifesta con pieghe coniche e angoli instabili.
Quindi, quale sopravvive?
Se stai realizzando staffe singole in acciaio dolce da 16 gauge larghe 22 pollici, un Harbor Freight a vite fissato su un banco con piastra da 3/8 di pollice e lama rinforzata durerà più di un sistema a camme leggero ogni volta. Se lavori su produzioni in serie con lamiera più sottile, il morsetto più veloce può evitare che l’utensile — e tu — vengano maltrattati da un serraggio costante e eccessivo.
Perché a volte il guasto non è l’acciaio che cede.
È l’operatore che spinge di più per compensare un flusso di lavoro lento.
Ed è lì che nasce la vera decisione: scegli la campata più corta che copra l’80 percento del tuo lavoro, assicurati che lo spessore della lama e il diametro della cerniera corrispondano al gauge di destinazione, poi decidi se preferisci la forza bruta delle viti o la velocità delle camme. Il marchio conta meno della geometria e del meccanismo.
Se esegui costantemente pezzi ripetitivi, tolleranze strette o volumi più alti in cui il tipo di morsetto diventa un collo di bottiglia, potrebbe essere il momento di andare oltre i freni manuali. Una soluzione CNC per la piegatura di pannelli come la Piegatrice CN-HAWE sposta l’equazione dalla leva meccanica alla precisione programmabile — automatizzando il serraggio, la sequenza e il controllo dell’angolo per migliorare la coerenza, la produttività e l’efficienza dell’operatore. Invece di scegliere tra filetti e camme, stai investendo in geometria, automazione e ripetibilità, progettate per ambienti di produzione.
Dato che il portafoglio prodotti di CN-HAWE è basato su CNC 100% e copre scenari di fascia alta nel taglio laser, piegatura, scanalatura, cesoiatura, per i team che valutano opzioni pratiche qui, Punzonatrice è un prossimo passo rilevante.
Compra se:
Evita se:
Hai un garage per due auto, un banco profondo 24 pollici costruito con 2x4 e compensato da 3/4 di pollice, e pieghi per lo più staffe in acciaio dolce da 18 gauge larghe 20–22 pollici, con occasionali flange da 16 gauge per una piastra di protezione. Lo spazio è limitato. Il budget ancora di più. Quindi cosa compri davvero — e come lo configuri in modo che non sembri una lattina di soda?
Inizia con la campata più corta che copre l’80 percento del tuo lavoro. Se è inferiore a 24 pollici, una piegatrice da 24 pollici con una lama di piegatura spessa almeno 3/8 di pollice (meglio 1/2 pollice) è il telaio giusto. Se arrivi regolarmente a 28–30 pollici, passa all’unità da 30 pollici — ma accetta che dovrai rinforzarla. In entrambi i casi, deve essere imbullonata, non avvitata, a un telaio realizzato con tubo rettangolare da 2×3 pollici con parete da 1/4 di pollice, collegato a una base che pesa almeno tre volte più della piegatrice. Se la tua piegatrice da 30 pollici non è imbullonata a qualcosa che pesa almeno tre volte tanto, non stai piegando acciaio.
Questa è la base.
Il cambiamento reale — quello che fa comportare una piegatrice “leggera” come se costasse il doppio — avviene nella lama di piegatura e nella barra di serraggio. Perché una volta che hai impedito al banco di torcersi, l’anello più debole successivo comincia a farsi sentire.
Immagina la lama di piegatura smontata dalla macchina, capovolta sul tuo tavolo da saldatura. La maggior parte delle piegatrici economiche da 24–30 pollici usa una lama spessa circa 3/8 di pollice e alta forse 2–2,5 pollici. Su 30 pollici, è una trave lunga e sottile. Sotto carico, non ruota solo sulla cerniera. Si flette al centro.
Quella flessione è ciò che trasforma il tuo angolo da 90 in un 83 al centro.
L’ho risolto nello stesso modo in cui irrigidiresti il timone di un rimorchio: aggiungendo altezza alla sezione. Un angolare da 2 pollici per 2 pollici con spessore di 1/4 di pollice, tagliato 1/4 di pollice più corto della larghezza totale della lama, saldato a punti lungo il retro della lama di piegatura, con il lato verticale rivolto verso il basso e il lato orizzontale a filo con la lama. Esegui cordoni da 1 pollice ogni 2 pollici, alternando i lati per controllare il calore. Non fare una saldatura continua, a meno che non ti piaccia l’acciaio deformato.
Ciò che cambia non è magia. È il modulo di sezione — la resistenza alla flessione aumenta notevolmente con l’altezza. Aggiungendo quella gamba verticale da 2 pollici, hai trasformato di fatto una barra piatta in una trave reticolare bassa. L’asse neutro si sposta. La deflessione diminuisce. Su una piegatrice da 30 pollici che prima mostrava un’abbassamento visibile al centro su acciaio da 16 gauge, la differenza è evidente fin dal primo piegamento a piena larghezza, con l’angolo che risulta entro un grado su tutta la campata.
Ma ecco dove molti rovinano tutto: saldano fino ai blocchi delle cerniere o lasciano che le scintille di saldatura arrivino alle boccole delle cerniere. A quel punto la cerniera si irrigidisce, e si fa più forza per compensare. È così che le aste di rinforzo vengono serrate troppo e i telai si deformano permanentemente. Lascia almeno 1 pollice libero a ciascun supporto della cerniera. Dopo la saldatura, muovi la lama per tutta la corsa prima del rimontaggio. Dovrebbe cadere sotto il proprio peso.
Se la cerniera si è irrigidita, non hai costruito una piegatrice heavy-duty. Hai costruito un piede di porco.
E irrigidire la foglia risolve solo metà della curvatura, perché anche la barra di serraggio flette.
Prendi una riga e poggiala sulla barra di serraggio di una piegatrice importata tipica da 30 pollici. Stringi le viti di fabbrica su lamiera da 16 gauge lungo tutta la larghezza. Ora guarda il gap al centro prima ancora di tirare la foglia. Spesso vedrai qualche millesimo di luce.
Quel gap diventa slittamento.
Lo slittamento diventa un raggio di piega arrotondato e un angolo errante.
La soluzione economica — e intendo economica tipo $20 — è usare due morsetti a C forgiati da 6 pollici, con reale capacità di carico, non in metallo pressofuso. Posizionali da 4 a 6 pollici verso l’interno da ciascuna estremità, direttamente sulla linea del materiale, e stringili dopo aver regolato le viti di fabbrica. Stai trasformando un sistema di serraggio a due punti in uno a quattro punti. Il sollevamento centrale diminuisce immediatamente.
Ho misurato piegatrici che passavano da un sollevamento visibile di 0,040 pollici al centro sotto carico a un movimento appena percettibile una volta aggiunti i morsetti ausiliari. È elegante? No. È efficace? Assolutamente.
Ora, aggiungi a questo la capriata in angolare sulla foglia e la macchina inizia a comportarsi in modo coeso invece che floscio. Ma c’è anche una trappola. Se stringi troppo quei morsetti a C, incurverai la barra di serraggio, specialmente se è in acciaio dolce e spessa meno di 1 pollice. Poi dovrai inseguire l’allineamento con spessori e spessimetri come se stessi ricostruendo una pressa.
Stringi, non schiacciare. Pensa a un precarico controllato, non alla forza bruta.
E anche con una foglia con traliccio e un morsetto rinforzato, vivi comunque all’interno della fisica dell’acciaio dolce e del diametro della cerniera. Il che solleva la domanda: puoi superare in sicurezza il limite del gauge stampato?
Supponiamo che la tua piegatrice da 24 pollici lavori comodamente con acciaio dolce da 18 gauge a piena larghezza, ma tu abbia bisogno di un paio di flange da 16 gauge a 20 pollici. Puoi sentire la macchina che lavora. La forza sulla leva aumenta. Il telaio risponde.
Un trucco controllato è la pre-incisione — non tagliare completamente, ma introdurre una piccola scanalatura a V lungo la linea di piega con un disco da taglio impostato a circa il 25–30 percento dello spessore del materiale. Su lamiera da 16 gauge (circa 0,060 pollici di spessore), significa una scanalatura profonda circa 0,015–0,020 pollici. Stai riducendo la sezione efficace al punto di piega, abbassando la forza necessaria.
Dato che il portafoglio prodotti di CN-HAWE è basato su CNC 100% e copre scenari di fascia alta nel taglio laser, piegatura, scanalatura, cesoiatura, per i team che valutano opzioni pratiche qui, Macchina per Scanalatura a V è un prossimo passo rilevante.
Se ti ritrovi a fare spesso pre-incisioni solo per restare nel comfort della piegatrice, di solito è un segno che la preparazione dei bordi dovrebbe essere gestita a monte con attrezzature dedicate. Una soluzione basata su CNC come CN-HAWE soluzioni di cesoiatura fornisce tagli diritti, ripetibili e con qualità di bordo controllata, riducendo la necessità di trucchi manuali di incisione e migliorando la coerenza della piega nei lavori con lamiera più spessa. Nelle impostazioni di produzione, separare la cesoiatura di precisione dalla formatura non solo riduce lo stress sulla piegatrice, ma aumenta anche la produttività e la precisione dimensionale tra i lotti.
Questo non vale per parti strutturali che subiscono carichi di trazione sulla piega. È per staffe, coperture, flange non critiche.
Un altro metodo è l’applicazione localizzata di calore con una piccola punta ossi-gas o un riscaldatore a induzione, portando la linea di piega a un rosso cupo prima della formatura. Stai abbassando temporaneamente il limite di snervamento. La piegatrice oppone meno resistenza. La foglia e le cerniere vivono per combattere un altro giorno.
Dato che il portafoglio prodotti di CN-HAWE è basato su CNC 100% e copre scenari di fascia alta nel taglio laser, piegatura, scanalatura, cesoiatura, per i team che valutano opzioni pratiche qui, Macchina da Taglio Laser è un prossimo passo rilevante.
Dato che il portafoglio prodotti di CN-HAWE è basato su CNC 100% e copre scenari di fascia alta nel taglio laser, piegatura, scanalatura, cesoiatura, per i team che valutano opzioni pratiche qui, Macchina per Saldatura Laser è un prossimo passo rilevante.
Ma il calore cambia la metallurgia. La pre-incisione concentra le tensioni. Entrambe sono scorciatoie calcolate, non routine quotidiane.
Ed ecco la linea di demarcazione: se devi farlo ogni settimana, hai comprato uno chassis troppo piccolo. Il rinforzo fa comportare un freno leggero come uno più pesante entro certi limiti. Non trasforma l’acciaio a foglia da 3/8 di pollice in acciaio per utensili da 3/4 di pollice né perni di cerniera da 1/2 pollice in alberi da 1 pollice.
Se il tuo carico di lavoro è passato da piegature pesanti occasionali a una produzione ripetuta, a piastre più spesse o a pezzi più larghi, è il momento di considerare attrezzature progettate per quel ciclo di lavoro. Il portafoglio CNC‑based 100% di CN‑HAWE comprende sistemi di piegatura di fascia alta e soluzioni integrate per la lavorazione della lamiera pensate per scenari industriali impegnativi. Puoi contatta CN-HAWE discutere le specifiche, richiedere un preventivo o valutare quale configurazione di pressa piegatrice corrisponde effettivamente ai tuoi requisiti di materiale, larghezza e produttività.
Poiché il portafoglio prodotti di CN‑HAWE è basato su CNC 100% e copre scenari di fascia alta in taglio laser, piegatura, incisione, cesoiatura, per i lettori che desiderano materiali dettagliati, Brochure è una risorsa di approfondimento utile.
Esiste una sovra‑progettazione intelligente — capriate a L in ferro angolare, morsetti ausiliari, una base in tubo a parete da 1/4 di pollice — e poi c’è il chiedere a un telaio da go‑kart di trainare un rimorchio ribaltabile.
Compra se:
Evita se:
Tratta il freno come uno chassis nudo. Rinforzalo dove scorre il carico. Rispetta la cerniera e la metallurgia. Fallo, e l’etichetta “economico” smetterà di significare debole e inizierà a significare incompleto.
A che punto i rinforzi smettono di essere ingegnosi e cominciano a essere negazione?
Ecco il criterio che uso: quando l’acciaio che stai piegando richiede più forza di quella per cui i perni di cerniera, lo spessore della foglia e la geometria del perno sono mai stati progettati — nessuna quantità di ferro angolare da 2x2x1/4 di pollice o tubo a parete da 1/4 di pollice 2×3 sotto la base cambierà la situazione. Irrigidire lo chassis riduce la flessione. Non aumenta il diametro della cerniera, non migliora la metallurgia del perno e non trasforma piastre laterali da 3/8 di pollice in guance tagliate a fiamma da 3/4 di pollice. Quando inizi a cercare di cambiare il percorso del carico all’interno della cerniera invece che intorno ad essa, hai superato il confine tra un rinforzo intelligente e la riprogettazione della macchina.
E riprogettare un pezzo grezzo $400 è il modo in cui finisci per costruire per errore un compromesso $1.200.
Allora come fai a sapere da che parte della linea ti trovi?
Prima domanda: Quale materiale, quale spessore, quale larghezza — ogni settimana, non una volta al mese?
Se il tuo lavoro abituale è acciaio dolce da 16 gauge a 24 pollici o meno, occasionalmente da 14 gauge a 12 pollici, e principalmente staffe e contenitori, un freno da 30 pollici rinforzato e imbullonato a una base che pesa tre volte tanto vivrà lì felicemente. Questo è un ciclo di lavoro definito. Non stai indovinando; stai adattando il modulo di sezione al carico di lavoro.
Seconda domanda: Con quale frequenza lavori all’80–100 % della potenza nominale dichiarata?
Le specifiche economiche sono linee rosse, non velocità di crociera. Se pieghi regolarmente lamiera intera da 16 gauge su una piegatrice da 30 pollici ogni pomeriggio, quel perno della cerniera subisce sollecitazioni cicliche vicine al limite di snervamento. Il metallo si affatica. I fori si ovalizzano. La ripetibilità del martinetto — anche su una piegatrice manuale — varia. Le valutazioni industriali si concentrano ossessivamente sulla ripetibilità sotto carico per una ragione: la fatica non si manifesta finché i tuoi angoli non iniziano a deviare.
Se le piegature pesanti sono occasionali, i rinforzi hanno senso. Se sono abituali, stai guidando un’utilitaria a regime massimo.
Terza domanda: Quale tolleranza conta davvero nel tuo lavoro?
Se ±1 grado su 24 pollici è accettabile per telai da saldare, un braccio rinforzato e un bloccaggio ausiliario ti porteranno al risultato. Se invece cerchi 0,05 mm di planarità su 1000 mm di piastra di medio spessore, allora la flessione non è solo visibile — è misurabile rispetto a uno standard. Superare la prova “a occhio” non equivale a superare una verifica geometrica. È in quel punto che la coerenza idraulica e la massa del telaio — elementi che non si possono aggiungere in seguito — iniziano a contare.
Rispondi onestamente a queste tre domande e la questione della “falsa economia” diventa più chiara. Perché ora non si tratta più di prezzo, ma di ciclo di lavoro.
E questo ci porta al limite massimo.
Il limite non è quando il telaio flette. Quello lo abbiamo già risolto in gran parte.
Il limite è quando i picchi di carico dinamico superano ciò che i perni e le piastre laterali possono assorbire. La forza di piegatura non è un valore fisso; cresce con la lunghezza della piastra e può aumentare del 25–40 % rispetto alle previsioni statiche man mano che cambiano velocità e ingaggio. Su una piegatrice leggera, quel picco si trasmette direttamente ai perni di piccola diametro e alle piastre laterali relativamente sottili. Non puoi saldare per ottenere perni più grandi senza ricostruire la macchina da zero.
Questa è fisica, non snobismo di marca.
C’è un altro limite: il controllo di processo. La direzione della grana influisce sul ritorno elastico. Due fogli dello stesso lotto possono aprirsi in modo diverso dopo la piega. Nelle piegatrici industriali, i sistemi ottici misurano e correggono l’angolo in tempo reale. Su una piegatrice manuale, il “sensore” sono le tue braccia e un goniometro. Per le staffe va bene. Per parti di produzione ripetitiva, dove mezzo grado si accumula tra gli assiemi, l’abilità diventa il collo di bottiglia.
E poi c’è la fatica. Gli acquirenti industriali verificano la costanza della pressione idraulica e la ripetibilità del martinetto perché i telai perdono dal 20 al 30 % di prestazioni con l’usura. Su una piegatrice economica, l’usura si manifesta come gioco nei perni e incoerenza lungo tutta la lunghezza. Quando i fori si allungano, devi alesare e boccolare oppure convivere con la deriva.
Se stai facendo preventivi per perni di cerniera personalizzati, fresando piastre laterali in acciaio 1045 da 1/2 pollice e sostituendo i boccolamenti dei perni, fermati. Non stai più rinforzando una struttura: stai costruendo una nuova macchina intorno a un marchio economico.
È il momento di fare un passo avanti.
Ecco la lente con cui voglio che guardi avanti: un freno economico non è una versione più piccola di un freno industriale. È un telaio grezzo.
Un telaio ha bisogno di tre cose per trasportare peso: una struttura rigida, una base che non si torca e carichi entro il limite dell’assale. Tradotto in acciaio: capriata ad angolo di 2x2x1/4 pollici sulla foglia, una base costruita con tubo rettangolare da 2×3 o 2×4 pollici con parete da 1/4 di pollice e imbullonata al calcestruzzo, morsetti ausiliari dove il centro tende a sollevarsi e un lavoro che si mantiene comodamente sotto la soglia di fatica della cerniera.
Se nella tua officina lavori con acciaio dolce da 18–16 gauge, pieghe medie da 24 pollici, piccole serie e tolleranze che consentono un certo margine di variazione, quel telaio rinforzato diventa un affidabile cavallo da tiro. Non perché sia magicamente più resistente — ma perché hai allineato struttura, fisica e carico di lavoro.
Se invece la tua realtà quotidiana è acciaio da 14 gauge a tutta larghezza, acciaio inox esigente, tolleranze angolari strette e volumi di produzione in cui la ripetibilità paga le bollette, non stai comprando solo forza. Stai comprando massa, diametro del perno, coerenza idraulica e vita a fatica progettata fin dall’inizio.
Questa è la parte non ovvia: l’aggiornamento intelligente non riguarda quanto acciaio saldi sul freno. Riguarda se il tuo carico di lavoro rientra nelle parti rimaste invariate — le cerniere, le piastre laterali, la geometria che non hai riprogettato.
Tratta l’attrezzo come un telaio. Rinforza i percorsi di carico che puoi raggiungere. Rispetta quelli che non puoi.
Compra se:
Evita se:


















