

Die Werkstatt ist still, bis auf das Summen der Deckenbeleuchtung und das leise Klicken des abkühlenden, gerade geformten Stahls. Die Maschine sollte für das nächste Programm bereit sein, doch der Stößel bewegt sich nicht. Der Controller leuchtet, die Hydraulik summt gleichmäßig, aber nichts reagiert. Der Abgabetermin ist bei Morgengrauen – und kein Techniker vor dem Morgen verfügbar. Hier trifft präzise Fertigung auf reale Ersteinschätzung: zu wissen, ob der Fehler in den „Muskeln“ der Abkantpresse oder in ihrem „Verstand“ liegt.
Die Wahrheit ist: Ausfallzeiten bei Abkantpressen tarnen sich meist als eines von zwei Symptomen – Drift oder Stillstand. Das eine wirkt hydraulisch, das andere digital, doch sie werden oft falsch diagnostiziert. Die Lösung ist nicht immer eine kostspielige Nachrüstung oder der nächtliche Expressversand von Ersatzteilen – sondern ein strukturierter Diagnosepfad, der darauf basiert, wie CNC-Controller und Hydrauliksysteme tatsächlich zusammenarbeiten. Um 2 Uhr morgens prüft die Realität Ihren Prozess – nicht Ihr Glück.
Drift ist das Phantom jedes Fertigers: zwei identische Zyklen, zwei unterschiedliche Biegewinkel. Der menschliche Instinkt schiebt die Schuld auf die Hydraulik, weil es mechanisch erscheint – ein Stößel, der seine Position nicht hält, muss doch Druck verlieren. Doch Forschung und Felddiagnosen stimmen überein: In den meisten Fällen beginnt der Drift in der Rückkopplungsschleife des Controllers, nicht in den Hydraulikleitungen.
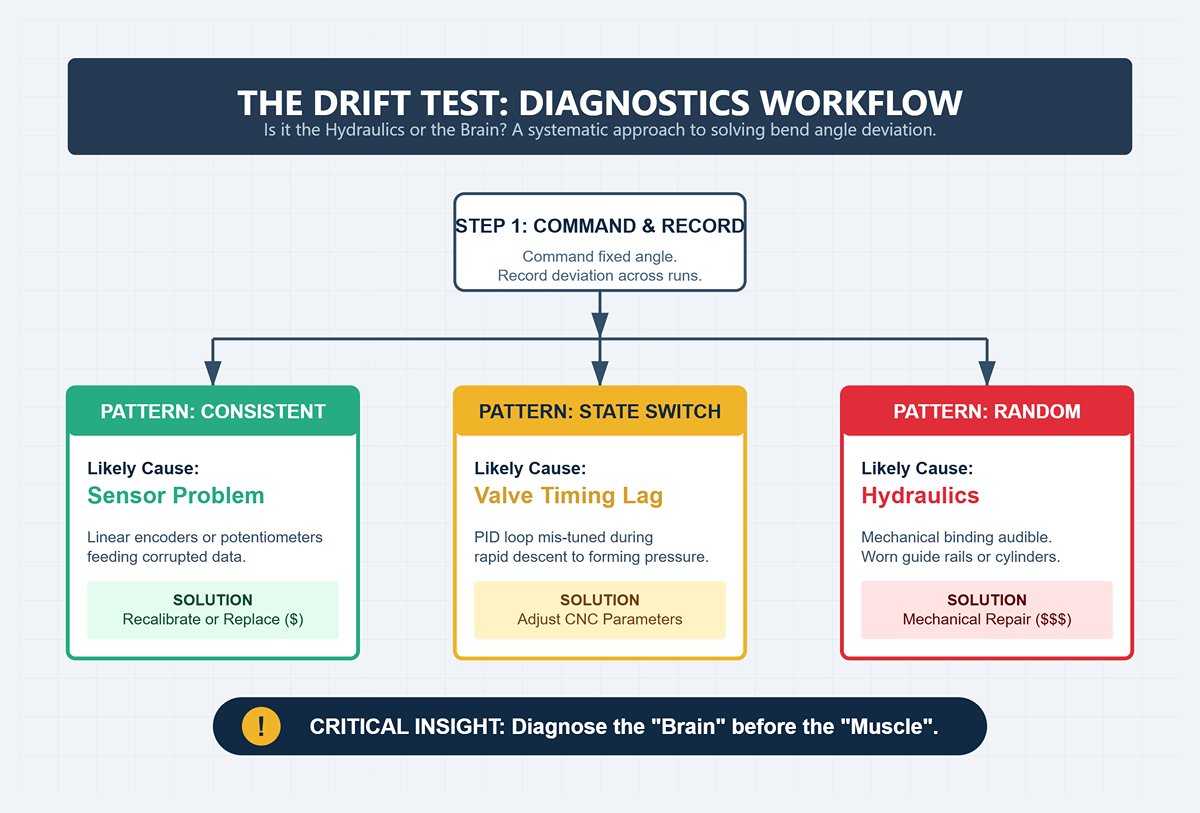
Beginnen Sie mit dem Drift-Test. Geben Sie einen festen Winkel vor und zeichnen Sie die Abweichung über mehrere Durchläufe auf. Wenn das Driftmuster in eine Richtung und mit gleichbleibender Größe auftritt, handelt es sich wahrscheinlich um ein Sensorproblem—Lineargeber oder Potentiometer, die korrupte Positionsdaten an die CNC zurückmelden. Neukalibrierung oder Austausch dieser Sensoren kosten Hunderte, nicht Zehntausende. Tritt die Abweichung beim Übergang vom Eilgang zum Formdruck auf, prüfen Sie die Ventilzeitverzögerung. Die PID-Schleife des Controllers könnte falsch abgestimmt sein, was eine verzögerte Reaktion beim Übergang der Hydraulik zwischen Bewegungszuständen verursacht. Erfahrene Integratoren können dies oft innerhalb weniger Stunden durch Anpassung der CNC-Parameter beheben.
Nur wenn der Drift zufällig bleibt oder mechanische Blockaden hörbar sind, wird die Hydrauliksynchronisation verdächtig. Abgenutzte Führungsbahnen oder ungleichmäßiger Zylinderlauf lassen sich nicht durch Firmware beheben. Die entscheidende Erkenntnis: Beginnen Sie die Diagnose mit dem elektronischen “Gehirn”, bevor Sie den hydraulischen “Muskel” verdächtigen. So vermeiden Sie unnötige Demontagen und halten die Produktion im Zeitplan.
Nichts verbreitet schneller Panik als ein eingefrorener Controller mitten im Zyklus. Die reflexartige Antwort – Neustart und hoffen – funktionierte früher oft genug, um Betreiber in Sicherheit zu wiegen. Doch der moderne CNC-Controller ist ein kompaktes Computernetzwerk, das um Bewegungssteuerungsarchitektur aufgebaut ist. Wenn er einfriert, signalisiert er etwas sehr Konkretes: Datenkorruption oder Kommunikationsausfall, kein zufälliger Fehler.
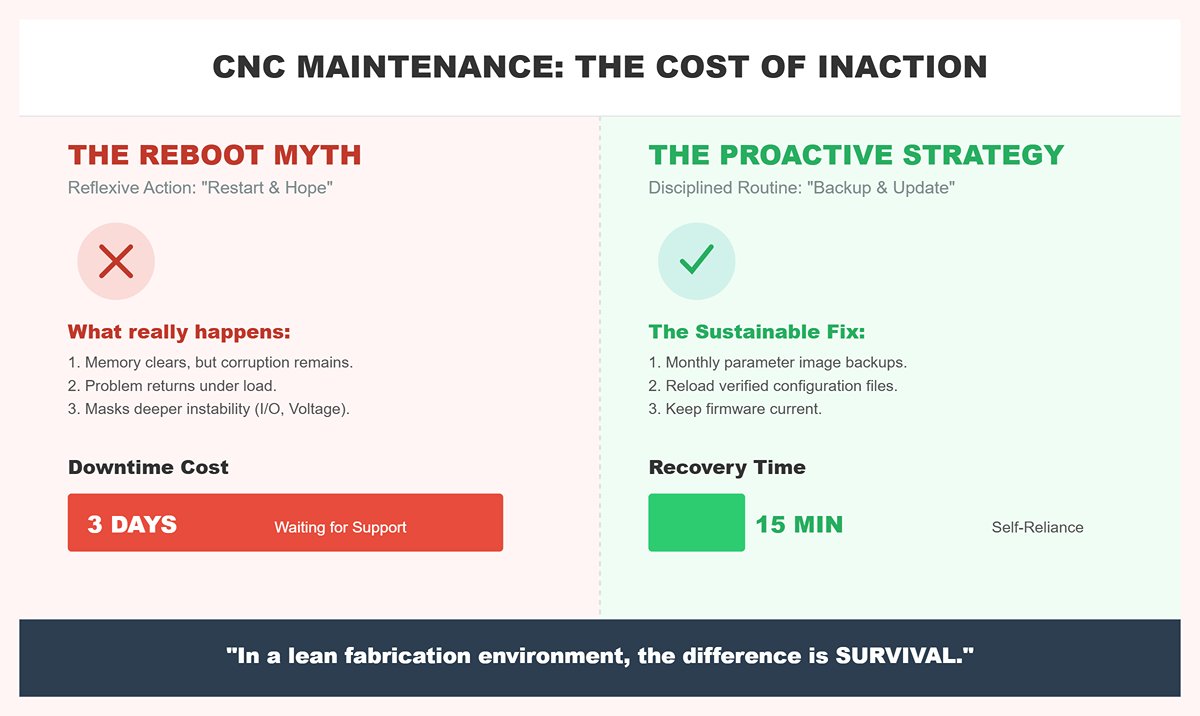
Die meisten Einfrierereignisse lassen sich zurückführen auf beschädigte Parameterdateien oder veraltete Firmware. Ein Neustart löscht den Speicher, aber nicht die eigentliche Beschädigung, sodass das Problem unter Last immer wieder auftritt. Das Sichern verifizierter Konfigurationsdateien, deren erneutes Laden und das Aktualisieren der Firmware ist die nachhaltige Lösung. Wenn das Einfrieren mit plötzlichen Stromschwankungen oder Steuerplatinen-Resets zusammenfällt, sollte man I/O-Modulausfall oder Spannungsinstabilität. vermuten. Dies sind Hardwareprobleme, keine Softwarefehler.
Die Illusion einer Wiederherstellung durch Neustart kostet Produktionszeit und verdeckt tiefere Instabilität. Eine disziplinierte Sicherungsroutine—Parameterabbilder monatlich speichern und Firmware aktuell halten—verwandelt einen kompletten Stillstand in eine 15-minütige Wiederherstellung. Ohne diese Routine kann jedes Einfrieren zu einem dreitägigen Ausfall werden, während man auf den Werkskundendienst wartet. In einer schlanken Fertigungsumgebung bedeutet der Unterschied Überleben.
Wenn Teile vor Sonnenaufgang die Werkstatt verlassen müssen, weicht die Theorie der Notfallhilfe. Das Ziel ist nicht Perfektion – sondern sichere, funktionale Kontinuität. Es gibt bewährte “Safe-Mode”-Maßnahmen, die jeder Bediener anwenden kann, ohne das Gerät zu gefährden.

Beginnen Sie mit dem Protokoll zum Zurücksetzen des Bedienfelds: Hauptschalter ausschalten, warten bis die Kondensatoren entladen sind, und nach mehreren Minuten neu starten. Dies beseitigt vorübergehende Steuerungsfehler und initialisiert die I/O-Kommunikation neu. Wenn die Maschine normal wieder startet, liegt das Problem in der Steuerlogik, nicht in der Hydraulik.
Als Nächstes prüfen Endschalter und Sicherheitsverriegelungen. Ein falsch ausgerichteter oder beschädigter Endschalter stoppt oft die Maschinenbewegung als Schutzmaßnahme und imitiert einen Controller-Hänger. Eine Neuausrichtung stellt den Betrieb wieder her. Bei servoausgestatteten Pressen prüfen Sie Lastdrehmomentwerte innerhalb der CNC-Parameter. Thermische Überlastung oder zu hohe Drehmomenteinstellungen können die Servo-Reaktion mitten im Betrieb blockieren; das Reduzieren der Lastwerte kann genug Zyklen ermöglichen, um einen kritischen Auftrag zu beenden – mit dem Verständnis, dass dies nur eine vorübergehende Umgehung ist, keine Reparatur.
Abschließend, stabilisieren Sie Ihre Stromversorgung. Eine unterbrechungsfreie Stromversorgung isoliert den Controller von Spannungseinbrüchen, die durch andere Geräte im selben Netz verursacht werden. Viele “zufällige” Einfrierungen verschwinden, sobald saubere Stromversorgung gewährleistet ist.
Jeder Schritt ist reversibel, nachvollziehbar und vor allem sicher. Sie dienen dazu, einen behebbaren Steuerungsfehler von einem echten Ausfall zu unterscheiden, der einen Serviceeinsatz erfordert. Wenn diese Methoden systematisch befolgt werden, verwandeln sie einen Notfall in eine kontrollierte Pause.
Indem Sie die Fehlerdiagnose nach einer Hierarchie organisieren – Stromversorgung, Steuerung, Hydraulik – hören Sie auf zu raten und beginnen zu verifizieren. Ob es sich um ein $200-Encoderkabel oder den Austausch einer kompletten Steuerplatine handelt, Sie wissen, welche Fragen Sie stellen müssen, bevor Sie den Anbieter kontaktieren. Und um 2 Uhr morgens, wenn die Abkantpresse stillsteht, ist dieses Wissen eine Form von Energie, die nicht in Volt, sondern in Betriebszeit gemessen wird.
Hydraulische Abkantpressen aus den 1990er Jahren bleiben der Sweet Spot für Retrofits. Ihre Rahmen und Zylinder wurden für eine lange Lebensdauer überdimensioniert, sodass das mechanische Fundament oft länger hält als die ursprüngliche Steuerung. Das Hinzufügen eines CNC-Controllers zu diesem “alten Eisen” bringt einen messbaren Produktivitätsschub zu einem Bruchteil der Kosten eines Neukaufs – wenn man die Architektur respektiert. Eine hydraulische Presse arbeitet mit Öldruck, der durch Proportionalventile moduliert wird; eine servo-elektrische Presse synchronisiert zwei Antriebsmotoren über digitale Regelkreise. Der Unterschied ist nicht nur Bewegungstechnologie – es ist Zeitphysik. Das Nachrüsten von Servo-Steuerungen auf hydraulische Kreisläufe ohne Aufrüstung der Ventile oder Anpassung der Parameter führt zu Oszillationen und Stößelsuche.
Erfolgreiche Retrofits behalten den hydraulischen Kern bei, modernisieren aber die Bewegungssteuerung. Systeme wie Automec’s Fasfold und die Lösungen von PC Controls fügen Touchscreen-Oberflächen, Offline-Programmierung und USB-Datensicherung rund um bestehende Hydraulik hinzu. Dieser Ansatz vermeidet teure Komplettüberholungen und ermöglicht es, 2D/3D-Simulation zu einer vertrauten Maschine hinzuzufügen, während die Stößelkraft erhalten bleibt. Sobald jedoch Servo-Unterstützung oder Hybridantriebe eingeführt werden, verengt sich die Auswahl an Controllern drastisch. Die CNC muss in Echtzeit mit Ventilverstärkern oder Motorantrieben kommunizieren; nicht übereinstimmende Feedback-Protokolle (±10V, EtherCAT oder CANopen) sind häufige K.O.-Kriterien. Die Architektur bestimmt, wie weit Sie modernisieren können, bevor die Hydraulik Sie zu einer komplett neuen Presse zwingt.
Die mechanische Zuverlässigkeit ist oft nicht das, was viele Aufrüstungen stoppt – es sind die Elektronikkomponenten. In den 1990er Jahren setzten Maschinenbauer gerne auf proprietäre SPS, die unter “Nicht öffnen”-Abdeckungen versiegelt waren. Diese Logikplatinen steuerten Sicherheitskreise, Fußpedale und Stößelabläufe ohne veröffentlichte Schaltpläne. Wenn das Display ausfällt oder Speicherchips altern, läuft die Maschine zwar weiter, kann aber nicht mit neuen Controllern kommunizieren. Das ist das schwarze Loch des Retrofits: Man kann nicht reparieren, was man nicht lesen kann.
Werkstätten entdecken dies oft erst nach der Bestellung eines Retrofit-Kits. Sie montieren Bildschirm und Antriebe, schalten ein – und die Presse weigert sich zu arbeiten, weil die alte SPS immer noch die Relais kontrolliert. An diesem Punkt hilft nur eine komplette Schaltschrank-Neuverkabelung – Jahrzehnte alte Verdrahtung herausreißen, um eine moderne Sicherheits-SPS und E/A-Module zu installieren. Kosten und Ausfallzeiten steigen schnell. Die praktische Strategie ist, den Schaltschrank frühzeitig zu prüfen. Feststellen, ob sich die SPS-Logik über potenzialfreie Relais umgehen lässt oder ob Signale über proprietäre Busleitungen eingebettet sind. Wenn eine Isolierung möglich ist, kann man einen Delem- oder ESA-Controller in das bestehende System integrieren und Hydraulik sowie Sicherheitskreise beibehalten. Wenn nicht, planen Sie eine vollständige elektrische Modernisierung; alles andere führt zu Geistersignalen und spontanen Stopps, die Software niemals lösen wird.
Selbst mit einer sauberen SPS-Schnittstelle hängt der Retrofit-Erfolg von präzisem Feedback ab. Hydraulische Stößel erfordern Positionssynchronisation bis auf Mikrometer. Lineare Encoder, Drehgeber und Proportionalventile müssen dieselbe Feedback-Sprache wie die neue CNC sprechen. Nicht übereinstimmende Spannungsbereiche oder Aktualisierungsraten führen zu Abweichungen zwischen den Zylindern – besonders unter Formdruck. Sobald dies passiert, lässt es sich nicht per Software ausgleichen; die Feedback-Verzögerung überschreitet das Korrekturfenster des Controllers.
Vor einem Retrofit-Angebot sollten Sie den Encoderausgangstyp (TTL, SIN/COS oder absolute serielle Schnittstelle) und die Ventilantriebs-Spezifikation (Strom- oder Spannungssteuerung) überprüfen. Ein Controller mit “universellen Eingängen” kann trotzdem die Kalibrierung verweigern, wenn die Abfrageraten abweichen. Techniker berichten, dass 80 % der fehlgeschlagenen Integrationen auf diese subtilen Fehlanpassungen zurückzuführen sind, nicht auf Softwarefehler. Ein einzelner driftender Encoder macht die Winkelkorrektur unvorhersehbar und zwingt Bediener zurück zu manuellen Ausgleichsplättchen. Verhindern Sie dies mit einem Mikrometertest der Stößelparallelität und einer Servo-Ventil-Reaktionsprüfung vor jeder Verkabelungsänderung. Wenn die Abweichung die Toleranz überschreitet, kalkulieren Sie passende Encoder oder erneuerte Ventile ein – der günstige Controller ist nicht der Schuldige.
Die Ventilabstimmung verdient ebenso genaue Prüfung. Wenn Servo-Reaktionen verzögert sind, oszilliert die PID-Regelschleife des Systems zwischen Schnellvorlauf und Formgeschwindigkeit und verstärkt den Rückfederungseffekt. Gleichmäßige Biegungen hängen von stabiler Übergangszeit ab: Ändern Sie die hydraulischen Rampenparameter, um einen wiederholbaren Druckschaltpunkt zu halten, und protokollieren Sie die Winkelabweichung während der Testzyklen. Gute Retrofits integrieren Selbstkalibrierungsroutinen, die Drift frühzeitig erkennen und die Korrekturdaten in der CNC-Datenbank speichern.
Fazit: Ein Retrofit einer Abkantpresse gelingt nur, wenn mechanische Integrität, elektrische Transparenz und Feedback-Genauigkeit zusammenpassen. Überspringen Sie eine Prüfung, und Sie verwandeln ein $15.000-Upgrade in einen $40.000-Fehlerbehebungsmarathon. Aber wenn Eisen, Sensoren und Software zusammenarbeiten, kann dieses “neue Gehirn” eine alte hydraulische Abkantpresse mit digitaler Präzision betreiben – und sie für eine weitere Generation rentabel machen.
In einer High-Mix-Umgebung – in der jede Schicht neue Teileprofile, Materialstärken und Kundenspezifikationen bringt – vervielfacht sich der kleinste Eingabefehler über alle Aufträge hinweg. Traditionelle numerische Steuerungssysteme verlassen sich auf manuelle Dateneingabe aus CAD-Zeichnungen oder gedruckten Biegeplänen. Jeder Tastendruck ist ein Risiko. Eine einzige falsch eingegebene Zahl bei einem Flansch oder Winkel führt zu falsch gebogenen, verschrotteten Rohlingen und ungeplanter Nacharbeit.
CNC-Controller mit direktem CAD-Import beseitigen diese Übersetzungsebene. Programme lesen Kunden-STEP- oder DXF-Dateien direkt ein und wandeln 3D-Geometrie in Werkzeugwege und Biegesequenzen um – ohne Transkription durch den Bediener. Das Ergebnis ist eine messbare Ausschussreduzierung – Studien zeigen einen 5%-Ertragszuwachs im Erstversuch, der sich direkt in Gewinn pro Teil niederschlägt. Automatisierte Abwicklungs- und Biegeabzugsberechnungen sorgen zudem für Konsistenz über Chargen hinweg, unabhängig davon, wer gerade Schicht hat oder welche Variante ansteht.
Der andere Vorteil liegt in der Terminplanung. Wenn die Arbeitsprogrammierung von stundenlangem manuellen Tippen auf wenige Minuten für Import und Überprüfung umgestellt wird, verbessert sich die Angebotsgenauigkeit, und High‑Mix‑Workflows hören auf, Engpässe zu sein. Jeder durch Automatisierung freigewordene Einrichtungsplatz wird zu neuer Kapazität, nicht zu Leerlaufpufferzeit. Über einen Jahreszyklus entspricht das dem Hinzufügen einer weiteren Abkantpresse ohne neuen Mietvertrag oder zusätzlichen Bediener.
Präzisionsfertigungsverträge – insbesondere in den Bereichen Luft- und Raumfahrt, Medizintechnik und Haushaltsgeräte – stehen und fallen mit wiederholbarer Genauigkeit. Manuelle Winkelkontrollen nach jedem zweiten Biegevorgang mögen einmal die ISO‑Konformität erfüllen, zerstören jedoch die Zykluszeiten. Geschlossene Winkelmesssysteme, die direkt in fortschrittliche CNC‑Steuerungen integriert sind, ersetzen diese Stichprobenkontrollen durch sofortiges Sensor‑Feedback während des Biegens.
Die Logik ist einfach: Sensoren, die in der Nähe des Werkzeugs angebracht sind, lesen den aktuellen Biegewinkel und geben der Steuerung das Signal, automatisch zu stoppen oder die Rückfederung zu korrigieren. Rückfederung – wenn sich das Material nach dem Biegen entspannt – kann je nach Charge oder Blechrichtung variieren. Ohne Kompensation erfordern 30% der Luftbiegeaufträge Nacharbeit nach dem Biegen. Wenn geschlossene Regelkreise und Rückfederungsalgorithmen mit servo‑elektrischem Antrieb kombiniert werden, sinkt diese Nacharbeit nahezu auf null. Das südkoreanische Werk, das diese Funktionen kombinierte, verzeichnete innerhalb weniger Monate einen Rückgang der Nacharbeit um 38% und eine Steigerung der Betriebszeit um 21% – ein Beweis dafür, dass eine genauere Winkelkontrolle direkt zu weniger Ausschuss und längerer Werkzeuglebensdauer führt.
Präzisionsautomatisierung tut mehr als nur Fehler zu reduzieren; sie verringert die Ermüdung der Bediener. Anstatt Biegungen während des Zyklus anzupassen, überwachen Techniker die Qualität über mehrere Maschinen hinweg und vervielfachen so die Produktivität pro Kopf. Die Zuverlässigkeit hängt nicht mehr vom “besten” Bediener in der Schicht ab – die Steuerung selbst erzwingt Präzision in jeder Schicht.
Bindung und Einarbeitung sind chronische Probleme in der Metallverarbeitung. Erfahrene Bediener von Abkantpressen sind rar, und Neueinstellungen benötigen oft Monate, um auf traditionellen Steuerungen mit kryptischen Codes und verschachtelten Menüs eine produktive Kompetenz zu erreichen. Diese Verzögerung kostet Löhne, Aufsicht und Ausschuss. Moderne CNC‑Schnittstellen setzen nun auf 3D‑Biegevers visualisierung und simulierte Durchläufe, um diese Lernkurve drastisch zu verkürzen.
Wenn Bediener jede Biegesequenz in Echtzeit vorschauen, Kollisionspunkte visualisieren und Schritte direkt auf dem Bildschirm ziehen oder neu anordnen können, beschleunigt sich das Verständnis. Fehler treten in der Simulation auf, nicht auf dem Produktionsboden. Belege bestätigen dies: Aufrüstungen auf 3D‑fähige Steuerungen haben die Schulungszeit um 50% verkürzt und so Probezeit‑Bediener innerhalb weniger Wochen zu sicheren Produzenten gemacht. In einer Einrichtung in Incheon erstellten Ingenieure Programme offline, führten digitale Biegetests durch und halbierten den Anlauf‑Ausschuss – und hielten gleichzeitig den Durchsatz während Schichtwechseln aufrecht.
Der Gewinnfaktor hier ist nicht nur Geschwindigkeit; es ist die geistige Belastung. Wenn die Visualisierung die Biege‑Strategie verdeutlicht, können selbst Bediener mit begrenztem Hintergrund komplexe Teile sicher fertigen. Das erschließt Flexibilität: Überstundenschichten, Wochenendläufe oder temporäres Personal gefährden die Qualität nicht mehr. Jeder gehaltene Bediener bedeutet Tausende an Einsparungen bei Ausfallzeiten und Rekrutierungskosten.
| Szenario | Schwerpunkt | Herausforderungen | Lösungen | Ergebnisse/Vorteile |
|---|---|---|---|---|
| Für High‑Mix‑Werkstätten | Direkter CAD‑Import und das Ende von Tippfehler-basiertem Ausschuss | Häufige Änderungen bei Profilen, Dicken und Spezifikationen führen zu manuellen Dateneingabefehlern, die Ausschuss und Nacharbeit verursachen. | CNC‑Steuerungen mit direktem CAD‑Import eliminieren die manuelle Neueingabe, indem sie STEP/DXF‑Dateien automatisch in Werkzeugwege und Sequenzen umwandeln. | Bis zu 5% Ertragssteigerung beim ersten Durchlauf, reduzierter Ausschuss, konsistente Ergebnisse über Bediener hinweg, verbesserte Terminplanung, kürzere Programmierzeit und zusätzliche Kapazität ohne zusätzliche Ausrüstung. |
| Für Präzisionsaufträge | Winkelmessung im geschlossenen Regelkreis und Rückfederungskompensation | Manuelle Winkelprüfungen verlangsamen die Produktion, und inkonsistente Rückfederung führt zu Nacharbeit. | Eingebaute Sensoren und geschlossene Regelkreise erkennen und korrigieren Winkelabweichungen automatisch in Echtzeit, kombiniert mit Algorithmen zur Rückfederungskompensation. | 38% weniger Nacharbeit, 21% höhere Betriebszeit, nahezu null fehlerhafte Biegungen, geringere Ermüdung und gleichbleibende Präzision unabhängig von der Qualifikation des Bedieners. |
| Für Produktionsbereiche mit hoher Fluktuation | 3D-Visualisierung, die die Einarbeitung von Monaten auf Tage verkürzt | Lange Einarbeitungszeiten und hohe Bedienerfluktuation aufgrund komplexer traditioneller Steuerungen. | Moderne 3D-Oberflächen mit Echtzeit-Biegedarstellung, Kollisionsprüfung und Drag-and-Drop-Sequenzierung. | Einarbeitungszeit um 50% reduziert, Anlaufschrott halbiert, schnellere Lernkurve, höhere Flexibilität und geringere Rekrutierungskosten. |
Eine Werkstatt kann diese gewinnsteigernden Funktionen sofort ohne neue Hardware validieren. Nehmen Sie sich fünf Minuten Zeit, um die Schrottaufzeichnungen des letzten Monats zu prüfen und jedes Teil zu markieren, das wegen falschem Winkel oder falsch eingegebener Abmessung abgelehnt wurde. Wenn mehr als eines von zehn abgelehnten Teilen auf Eingabe- oder Messfehler zurückzuführen ist, liegt das Problem nicht an der Disziplin des Bedieners, sondern an der Begrenzung der Steuerung. Führen Sie dieselbe Stichprobe durch CAD-Import oder Biegesimulationssoftware – viele Anbieter stellen kostenlose Testversionen zur Verfügung – und messen Sie, wie viele dieser Fehler die Software vor dem Schneiden erkennt.
Erfolg sieht ganz einfach aus: weniger manuelle Korrekturen, gleichbleibende Biegegenauigkeit über verschiedene Materialien hinweg und schnellere, sicherere Einarbeitung. Dies sind die greifbaren Signale dafür, dass eine intelligente CNC-Steuerung – fähig zur nativen CAD-Übersetzung, geschlossenem Regelkreis und Live-Visualisierung – nicht nur eine technologische Verfeinerung ist. Es ist Margenkontrolle durch Design. Jeder korrigierte Grad, jeder vermiedene Tippfehler und jede verkürzte Lernkurve wird sichtbar an einem Ort: der Gewinnlinie.
Upgrades von CNC-Steuerungen für Abkantpressen gehören zu den breitesten Kostenbereichen in der Metallbearbeitung – und das aus gutem Grund. Die scheinbare Spanne von $5.000 bis $35.000 verbirgt eine wichtige Wahrheit über Stufe, Leistungsfähigkeit und Integrationskomplexität. Einstiegssteuerungen aus dem Import können tatsächlich unter $5.000 erworben werden, verfügen jedoch nicht über den Speicher, die Schnittstellenoptionen und die Echtzeitkompensation, die für die Nachrüstung einer älteren hydraulischen Abkantpresse erforderlich sind. Die wirklich nachrüstungsfähigen Systeme, die greifbare Produktivitätsgewinne liefern, beginnen näher bei $12.000 und können für mehrachsige Hochtonnage-Maschinen über $50.000 steigen.
Diese Spanne spiegelt nicht nur die Hardware-Komplexität wider – Touchscreen-HMIs, 3D-Biegesimulation, automatische Sequenzierung – sondern auch die Ingenieurstunden, die erforderlich sind, um das neue „Gehirn“ in bestehende Antriebe, Hydraulik und Hinteranschläge zu integrieren. In den meisten Angeboten machen Arbeits- und Inbetriebnahmekosten fast die Hälfte des Gesamtpreises aus. Integratoren bündeln häufig die Neuverkabelung des Elektroschranks, neue Servoantriebe und manchmal eine komplette Hinteranschlag-Nachrüstung zusammen mit der CNC selbst.
Der überraschende Vergleichspunkt ist nicht ein anderes Nachrüstangebot – es ist der Preis einer neuen Maschine. Moderne Abkantpressen, die komplett mit einer werkseitigen Steuerung geliefert werden, überschreiten routinemäßig $500.000 vor Transport, Montage und Bedienerschulung. Vor diesem Hintergrund erscheint selbst eine Nachrüstung für $50.000 als kapitalarme Modernisierung, die die produktive Lebensdauer eines soliden mechanischen Rahmens um ein weiteres Jahrzehnt oder mehr verlängert.
Die Kostenfrage dreht sich also weniger um den Preisschock, sondern mehr um den Hebel: einen abgeschriebenen Vermögenswert in einen digital fähigen zu verwandeln – zu etwa einem Zehntel der Ersatzkosten.
Die Break-even-Linie für Nachrüstungen hängt selten nur vom Preis ab; sie basiert auf der verbleibenden mechanischen Gesundheit und Auslastung. Wenn Rahmen, Zylinder und mechanischer Antrieb der Abkantpresse intakt sind, kann die Hinzufügung einer CNC-Steuerung erhebliche versteckte Kapazitäten freisetzen. Bessere Biegesequenzierung, Winkelkorrektur basierend auf geschlossenem Regelkreis und automatische Werkzeugausrichtung reduzieren jeweils Rüstzeit und Nacharbeit. Konservativ geschätzt kann ein Produktivitätsgewinn von 10–15% in einem Zwei-Schicht-Betrieb die Investition innerhalb von 18 bis 24 Monaten zurückholen – und das, bevor Arbeitsersparnisse durch weniger Probeläufe oder schnellere Bedienerwechsel berücksichtigt werden.
Im Gegensatz dazu kostet eine neue Abkantpresse nicht nur mehr; sie setzt den Abschreibungsplan zurück, erfordert eine neue Bedienerschulung und kann neue Werkzeuge erfordern, um mit ihrem Spannsystem kompatibel zu sein. Die Gesamtkosten für die Installation können das Zehnfache des Nachrüstbudgets erreichen. Nur Betriebe, die nahe an ihrer Kapazitätsgrenze arbeiten oder mit defekter Hydraulik zu kämpfen haben, finden die Ersatzrechnung in der Regel zu ihrem Vorteil.
Hier trifft finanzielle Disziplin auf die Realität der Wartung. Eine Nachrüstung lohnt sich nur, wenn der mechanische Kern zuverlässig ist; andernfalls wird der Controller zu einer teuren Auflage auf einem sterbenden Rahmen. Der verantwortungsvolle Upgrade-Pfad beginnt immer mit einer Triage – einer Inspektion zur Bestätigung der hydraulischen Integrität der Presse, der Parallelität des Stößels und der Wiederholgenauigkeit des Hinteranschlags. Nur dann kann die Break-even-Rechnung auf mehr als einer Hypothese aus der Tabellenkalkulation basieren.
Der ROI einer Nachrüstung hängt auch davon ab, wie lange die Maschine außer Betrieb ist und wie schnell die Bediener die neue Schnittstelle erlernen. Die Zeitpläne der Integratoren variieren, aber ein vollständiger Austausch der Steuerung – Verkabelung, Tests, Kalibrierung – dauert typischerweise drei bis sieben Arbeitstage. Einige Anbieter staffeln den Prozess, um Produktionsausfälle zu minimieren, und rüsten jeweils nur eine Achse oder ein Teilsystem auf. Berücksichtigen Sie diese Planungsflexibilität beim Angebotsvergleich; ein niedrigerer Hardwarepreis kann verpuffen, wenn eine Hauptpresse zwei volle Wochen stillsteht.
Die subtileren Kosten entstehen nach dem Einschalten. Selbst intuitive Steuerungen erfordern neues Muskelgedächtnis von erfahrenen Bedienern, die “Gefühl” mehr als Bildschirmsequenzen verstehen. Erwarten Sie einen vorübergehenden Rückgang des Durchsatzes, wenn das Personal von manuellen Codeeingaben zu grafischen Biegeprogrammen oder CAD-Importen wechselt. Betriebe, die während der Installation in Schulungen investieren – entweder durch Anbietersitzungen oder begleitende Schichten mit dem Integrator – erreichen oft innerhalb des ersten Monats wieder die Ausgangsproduktivität und übertreffen sie bald darauf. Wer auf formale Einarbeitung verzichtet, kann diesen Rückgang über ein ganzes Quartal ausdehnen.
Diese Ausfallzeit und Lernkurve zu quantifizieren ist entscheidend für eine transparente Wirtschaftlichkeitsrechnung. Budgetieren Sie nicht nur für den Controller, sondern auch für ein realistisches Erholungsfenster: eine Arbeitswoche mit reduzierter Leistung während der Installation und weitere zwei bis vier Wochen zum Hochfahren, bis die Bediener Simulation, Rückfederungskompensation und automatische Sequenzierung voll ausschöpfen. Diese Prognose erhöht die Glaubwürdigkeit, wenn der Upgrade-Fall dem Management oder der Finanzabteilung präsentiert wird – sie reduziert Überraschungen und stärkt die interne Zustimmung.
Langfristig ist die profitabelste Nachrüstung diejenige, deren Wirtschaftlichkeit ehrlich berechnet wurde. Ein gut geplanter CNC-Controller-Upgrade verwandelt eine alternde Abkantpresse in eine datenkompetente, einrichtungsoptimierte Maschine und verlängert ihre Lebensdauer ohne den Kapitalschock eines Neuanfangs. Wenn Hardware, Break-even-Logik und Stillstands-Mathematik im Einklang stehen, hört das Upgrade auf, eine Ausgabe zu sein, und wird zu einer Strategie für operative Resilienz.
Jeder Abkantpressen-Bediener kennt den Moment – die Maschine stoppt mitten im Zyklus, das Bedienfeld friert ein, Alarme blinken und man fragt sich, ob es endlich Zeit ist, den CNC-Controller zu ersetzen. Aber hier ist die Wahrheit, die die meisten Betriebe übersehen: Der Controller ist selten der Schuldige. In Studie um Studie und Serviceprotokoll um Serviceprotokoll entpuppt sich “Controller-Ausfall” als Sensordrift, schlechte Erdung oder beschädigte Parameter. Den CNC-Kopf zu ersetzen, wenn das Problem in einem $500-Encoder liegt, ist wie den Getriebeaustausch vorzunehmen, weil die Kontrollleuchte im Armaturenbrett fehlzündet.
Beginnen Sie mit dem Stapel, nicht mit dem Symptom. Die Diagnosetreppe bringt Disziplin in diese impulsgetriebene Entscheidung. Überprüfen Sie zuerst Stromversorgung und elektrische Integrität— Sicherungen, Relais, Hauptschalter. Überprüfen Sie dann hydraulische und mechanische Gesundheit— Öl, Pumpe, Führungen. Erst nach Bestätigung dieser Ebenen hinterfragen Sie das Feedback-Netzwerk von Encodern, Potentiometern oder Drucksensoren, die Daten an den Controller liefern. Das CNC-Hirn ist der letzte Verdächtige, nicht der erste.
Eine Reparatur ist sinnvoll, wenn der Fehler isoliert bleibt – ein Sensor, eine Sicherung, eine Firmware-Version zurück. Wenn die Ausfallzeit für Diagnose und Korrektur weniger als eine halbe Schicht beträgt, schützen Sie die Betriebszeit, ohne zu überinvestieren. Ein Austausch ist gerechtfertigt, wenn mehrere Ebenen gleichzeitig ausfallen, die Firmware-Unterstützung beendet wurde oder der Controller moderne CAD/CAM-Dateien nicht interpretieren kann. Die Kostenschwelle ist einfach: Wenn die Reparaturen mehr als 40% eines Nachrüstangebots überschreiten und der Produktionsverlust weiter steigt, wechseln Sie zum Austausch.
Dieser Wandel von Panik zu Muster – die Matrix – verwandelt Ratespiele in Steuerung. Es ist der Unterschied zwischen dem Wiederherstellen des Flusses heute und dem Glücksspiel mit den Aufträgen von morgen auf Verdacht.
In dem Moment, in dem Sie den Hörer abnehmen, sagen alle Anbieter dasselbe: “Es könnte Zeit für ein Upgrade sein.” Der Test eines vertrauenswürdigen Integrators besteht darin, was er als Nächstes fragt.
A hilfreicher Integrator fragt: “Was ist der genaue Fehlercode auf dem Bildschirm?” bevor er Zahlen nennt. Er bestätigt Ihre Achsenanforderungen – zwei-Achsen-Tandem oder acht-Achsen-Präzision – damit er Ihnen keine Fähigkeiten aufschwatzt, die Sie nie benötigen werden. Er geht jede Diagnoseschicht durch und sagt Ihnen, ob ein Software-Reload oder eine Sensorkalibrierung das Problem beheben könnte.
A Angebots-aufblähender Verkäufer steigt direkt in die Hardwarepreise ein. Er wird nicht klären, ob die Verlangsamung mechanischer Widerstand oder Steuerungsverzögerung ist. Er spricht über Funktionen, nicht über Passgenauigkeit.
Fragen Sie daher vor der Genehmigung eines jeden Retrofit-Vorschlags diese vier Fragen:
Wenn die Antworten datenbasiert und spezifisch sind, haben Sie es mit einem Partner zu tun. Wenn sie ausweichend sind, kaufen Sie gleich die Provision von jemandem. Die besten Integratoren sprechen die Sprache von Durchsatz und Gesamtkosten, nicht von Versionen und Schlagworten.
Sobald die akute Krise vorbei ist – ob durch Reparatur oder Austausch – besteht die neue Mission darin, nicht mehr im Krisenmodus zu leben. Feuerlöschende Werkstätten warten auf Alarme; Flow-orientierte Werkstätten planen Wartung fest im Kalender ein.
Alle drei bis sechs Monate sollten Sie jede Rückmeldekomponente inspizieren, die das CNC-Gehirn versorgt – Endschalter, Encoder, Drucksensoren. Diese winzigen Teile sind die Sinne Ihrer Maschine; wenn sie abweichen, geht jede Berechnung daneben. Bleiben Sie auf dem neuesten Stand bei Firmware-Versionen; die meisten “mysteriösen Fehler” verschwinden nach einem Software-Update. Und schulen Sie Bediener nicht nur im Programmablauf, sondern auch in der Interpretation von Fehlercodes. Wenn sie einen Datenverlust-Alarm von einer hydraulischen Unterdruck-Warnung unterscheiden können, haben Sie Resilienz direkt am Bedienfeld aufgebaut.
Flow entsteht, wenn die Maschine und die Menschen, die sie bedienen, eine gemeinsame Sprache der Steuerung teilen – klare Rückmeldung, schnelle Diagnose, keine Panik. Das verwandelt ein Retrofit von einer einmaligen Ausgabe in ein dauerhaftes Upgrade der Denkweise Ihrer Werkstatt.
Die Abkantpresse kümmert sich nicht darum, ob ihr Gehirn alt oder neu ist – sie interessiert nur, ob sie verstanden wird. In dem Moment, in dem Sie aufhören zu raten, beginnt die Maschine zuzuhören.


















