

L’atelier est silencieux, hormis le bourdonnement des lumières suspendues et le cliquetis de refroidissement de l’acier fraîchement formé. La machine devrait être prête pour le prochain programme, mais le coulisseau ne bouge pas. Le contrôleur est allumé, les systèmes hydrauliques ronronnent régulièrement, mais rien ne répond. Vous avez une échéance à l’aube — et aucun technicien avant le matin. C’est là que la fabrication de précision rencontre le triage réel : savoir si la panne se situe dans les muscles ou dans l’esprit de la plieuse.
La vérité, c’est que la plupart des arrêts de plieuse se présentent sous l’un de deux symptômes : dérive ou blocage. L’un semble hydraulique, l’autre numérique, mais ils sont souvent mal diagnostiqués. La solution n’est pas toujours une modernisation coûteuse ou l’expédition nocturne de pièces — c’est un chemin de diagnostic structuré, fondé sur la manière dont les contrôleurs CNC et les systèmes hydrauliques interagissent réellement. À 2 h du matin, la réalité teste votre processus, pas votre chance.
La dérive est le fantôme de tout fabricant : deux cycles identiques, deux angles de pliage différents. L’instinct humain est de blâmer l’hydraulique car cela semble mécanique — un coulisseau qui ne maintient pas sa position doit perdre de la pression. Pourtant, la recherche et les diagnostics sur le terrain s’accordent : dans la plupart des cas, la dérive commence dans la boucle de rétroaction du contrôleur, pas dans les conduites hydrauliques.
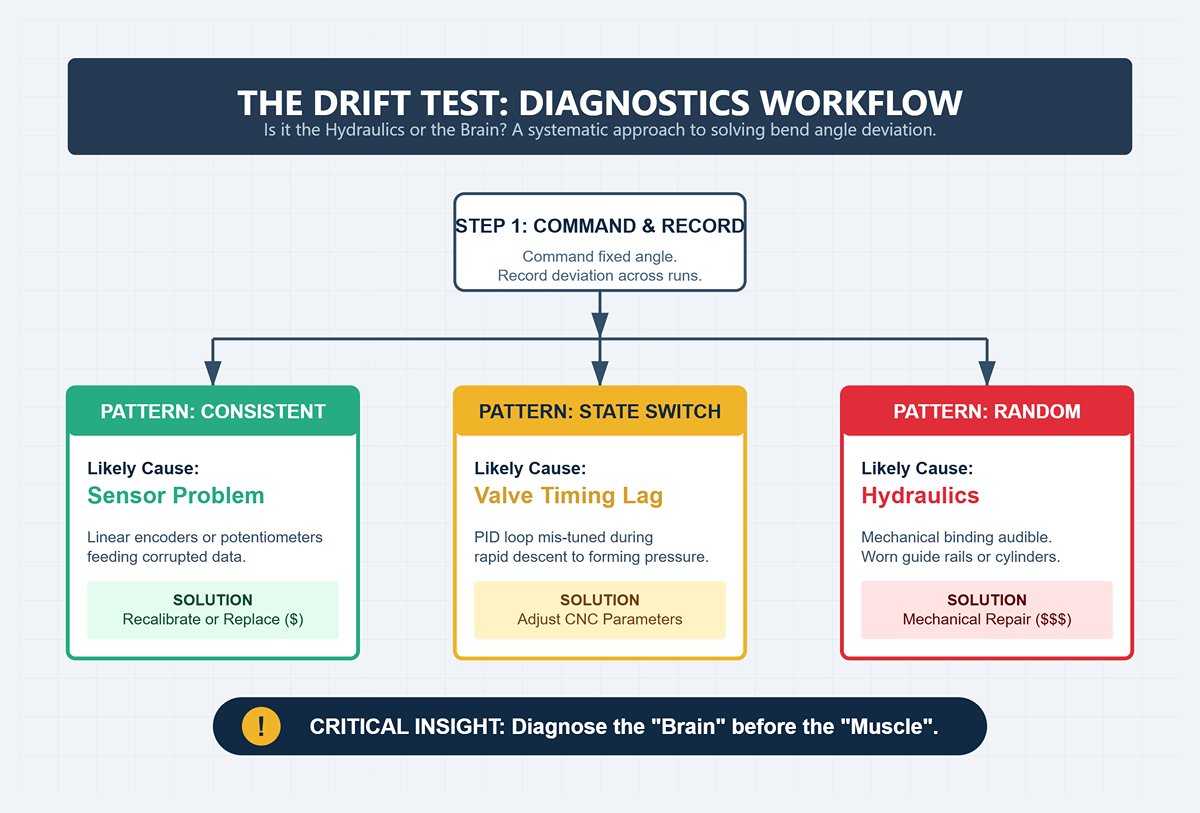
Commencez par le test de dérive. Commandez un angle fixe et enregistrez la déviation sur plusieurs cycles. Si le schéma de dérive est constant dans une direction et une amplitude, il s’agit probablement d’un problème de capteur— des encodeurs linéaires ou des potentiomètres envoyant des données de position corrompues au CNC. Le recalibrage ou le remplacement de ces capteurs coûte des centaines, pas des dizaines de milliers. Si la variation se produit lors du passage de la descente rapide à la pression de formage, examinez le retard de synchronisation des valves. La boucle PID du contrôleur peut être mal réglée, provoquant un retard de réponse lorsque l’hydraulique passe d’un état de mouvement à un autre. Des intégrateurs expérimentés peuvent souvent corriger cela en quelques heures en ajustant les paramètres CNC.
Ce n’est que lorsque la dérive reste aléatoire ou qu’un blocage mécanique est audible que la synchronisation hydraulique devient suspecte. Des rails de guidage usés ou un déplacement inégal des vérins ne peuvent pas être résolus par un firmware. L’idée clé : commencez le diagnostic par le “ cerveau ” électronique avant de suspecter le “ muscle ” hydraulique. Cela évite des démontages inutiles et maintient la production dans les délais.
Rien ne provoque plus rapidement la panique qu’un contrôleur figé en plein cycle. La réponse réflexe — redémarrer et espérer — fonctionnait autrefois assez souvent pour endormir les opérateurs dans une fausse croyance. Mais le contrôleur CNC moderne est un réseau informatique compact intégré à une architecture de contrôle de mouvement. Lorsqu’il se fige, il vous indique quelque chose de précis : corruption de données ou défaillance de communication, pas un dysfonctionnement aléatoire.
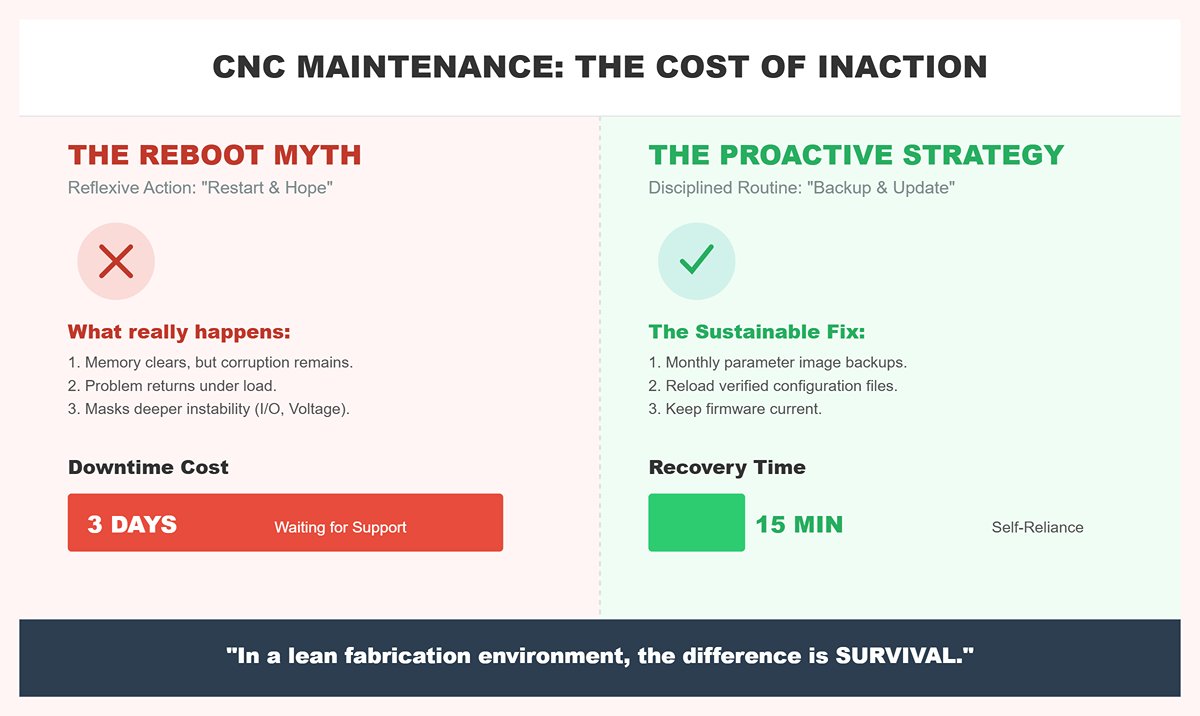
La plupart des incidents de gel remontent à des fichiers de paramètres corrompus ou un micrologiciel obsolète. Un redémarrage efface la mémoire mais pas la corruption elle-même, donc le problème revient toujours en charge. Sauvegarder des fichiers de configuration vérifiés, les recharger et mettre à jour le micrologiciel est la solution durable. Si le gel coïncide avec des fluctuations soudaines de puissance ou des réinitialisations de la carte de contrôle, suspectez une défaillance du module d’E/S ou une instabilité de tension. Ce sont des problèmes matériels, pas des bogues logiciels.
L’illusion de récupération après un redémarrage coûte du temps de production et masque une instabilité plus profonde. Une routine de sauvegarde disciplinée—images de paramètres enregistrées mensuellement et micrologiciel maintenu à jour—transforme un arrêt complet en une récupération de 15 minutes. Sans cela, chaque gel risque de devenir une panne de trois jours en attendant l’assistance de l’usine. Dans un environnement de fabrication allégé, la différence est vitale.
Lorsque les pièces doivent quitter l’atelier avant le lever du soleil, la théorie cède la place au triage. L’objectif n’est pas la perfection, mais une continuité sûre et fonctionnelle. Il existe des interventions “mode sans échec” éprouvées que chaque opérateur peut appliquer sans risquer d’endommager l’équipement.

Commencez par le protocole de réinitialisation du panneau de contrôle: couper l’alimentation au disjoncteur principal, attendre la décharge des condensateurs, puis redémarrer après plusieurs minutes. Cela efface les défauts de contrôle transitoires et réinitialise la communication E/S. Si la machine redémarre normalement, le problème se situe dans la logique de contrôle, pas dans l’hydraulique.
Ensuite, inspectez les interrupteurs de fin de course et les dispositifs de sécurité. Un interrupteur de fin de course mal aligné ou écrasé suspend souvent le mouvement de la machine comme arrêt de protection, imitant un blocage du contrôleur. Un réalignement rétablit le fonctionnement. Dans les presses plieuses équipées de servomoteurs, vérifiez les valeurs de couple de charge dans les paramètres CNC. Une surcharge thermique ou des réglages de couple excessifs peuvent bloquer la réponse du servo en cours de session ; réduire les valeurs de charge peut offrir suffisamment de cycles pour terminer une commande critique — en comprenant bien qu’il s’agit d’un contournement temporaire, pas d’une réparation.
Enfin, stabilisez votre environnement électrique. Une alimentation sans coupure isole le contrôleur des baisses de tension induites par d’autres équipements sur le même réseau. De nombreux gels “aléatoires” disparaissent une fois qu’une alimentation propre est maintenue.
Chaque étape est réversible, traçable et, surtout, sûre. Elles existent pour distinguer un dysfonctionnement de commande récupérable d’une véritable panne nécessitant une intervention de maintenance. Suivies systématiquement, ces méthodes transforment une urgence en pause contrôlée.
En organisant le diagnostic des pannes selon une hiérarchie—alimentation, commande, hydraulique—vous cessez de deviner et commencez à vérifier. Qu’il s’agisse d’un câble d’encodeur $200 ou du remplacement complet d’une carte de commande, vous saurez quelles questions poser avant d’appeler le fournisseur. Et à 2 h du matin, lorsque la presse plieuse reste silencieuse, cette connaissance est une puissance mesurée non pas en volts, mais en temps de fonctionnement.
Les presses plieuses hydrauliques construites dans les années 1990 restent la zone idéale pour le rétrofit. Leurs châssis et vérins étaient surdimensionnés pour la durée de vie en fatigue, de sorte que la base mécanique surpasse souvent les commandes d’origine. Ajouter un contrôleur CNC à ce “vieux fer” offre un gain de productivité mesurable pour une fraction du prix d’un achat neuf—à condition de respecter l’architecture. Une presse hydraulique repose sur la pression d’huile modulée par des valves proportionnelles ; une presse servo-électrique synchronise deux moteurs d’entraînement via des boucles de rétroaction numérique. La différence ne réside pas seulement dans la technologie de mouvement—c’est une question de physique du temps. Installer des commandes de type servo sur des circuits hydrauliques sans mettre à niveau les valves ou les paramètres de réglage entraîne des oscillations et des mouvements erratiques du coulisseau.
Les rétrofits réussis conservent le noyau hydraulique mais modernisent la commande de mouvement. Des systèmes comme Fasfold d’Automec et les solutions de PC Controls ajoutent des interfaces à écran tactile, une programmation hors ligne et une redondance de données USB autour de l’hydraulique existante. Cette approche évite les révisions coûteuses et permet d’ajouter une simulation 2D/3D à une machine familière tout en préservant la force du coulisseau. Cependant, dès que vous introduisez une assistance servo ou des entraînements hybrides, le choix du contrôleur se restreint fortement. Le CNC doit communiquer en temps réel avec les amplificateurs de valves ou les variateurs de moteurs ; des protocoles de rétroaction incompatibles (±10V, EtherCAT ou CANopen) sont souvent des obstacles rédhibitoires. L’architecture dicte jusqu’où vous pouvez moderniser avant que l’hydraulique ne vous oblige à passer à une presse entièrement nouvelle.
Ce n’est pas la fiabilité mécanique qui arrête de nombreuses mises à niveau—ce sont les composants électroniques. Dans les années 1990, les constructeurs de machines appréciaient les PLC propriétaires scellés sous des couvercles “ne pas ouvrir”. Ces cartes logiques régissaient les circuits de sécurité, les pédales et les séquences du coulisseau sans schémas d’échelle publiés. Lorsque l’affichage tombe en panne ou que les puces mémoire arrivent en fin de vie, la machine fonctionne mais ne peut pas communiquer avec les nouveaux contrôleurs. C’est le trou noir du rétrofit : on ne peut pas corriger ce qu’on ne peut pas lire.
Les ateliers découvrent souvent cela seulement après avoir commandé un kit de rétrofit. Ils installent l’écran et les variateurs, mettent sous tension, et la presse refuse de cycler car le PLC d’origine contrôle toujours les relais. À ce stade, le seul remède est une réécriture complète du coffret—arracher des décennies de câblage pour installer un PLC de sécurité moderne et des modules d’E/S. Les coûts et les temps d’arrêt se multiplient rapidement. La stratégie pratique consiste à auditer le coffret de commande tôt. Déterminer si la logique PLC peut être contournée via des relais à contact sec ou si les signaux sont intégrés via des bus propriétaires. Si l’isolation est possible, vous pouvez greffer un contrôleur Delem ou ESA sur le système existant, en conservant l’hydraulique et les circuits de sécurité. Sinon, prévoyez une modernisation électrique complète ; toute solution moindre vous laissera courir après des signaux fantômes et des arrêts spontanés que le logiciel ne résoudra jamais.
Même avec une interface PLC propre, la réussite d’un rétrofit dépend d’un retour d’information précis. Les coulisseaux hydrauliques exigent une synchronisation positionnelle au micron près. Les encodeurs linéaires, les capteurs rotatifs et les valves proportionnelles doivent parler le même langage de rétroaction que le nouveau CNC. Des plages de tension ou des fréquences de mise à jour incompatibles entraînent un décalage entre les vérins—surtout sous la pression de formage. Une fois que cela se produit, il est impossible de le corriger par logiciel ; le retard de rétroaction dépasse la fenêtre de correction du contrôleur.
Avant de proposer un rétrofit, vérifiez le type de sortie de l’encodeur (TTL, SIN/COS ou série absolue) et la spécification de commande des valves (contrôle en courant ou en tension). Un contrôleur annonçant des “entrées universelles” peut tout de même refuser de se calibrer si les fréquences de sondage divergent. Les techniciens rapportent que 80 % des intégrations échouées proviennent de ces incompatibilités subtiles, et non de défauts logiciels. Un seul encodeur défaillant rend la correction d’angle imprévisible, obligeant les opérateurs à revenir au calage manuel. Prévenez cela par un test au micromètre du parallélisme du coulisseau et un contrôle de la réponse des servo‑valves avant toute modification de câblage. Si la déviation dépasse la tolérance, prévoyez des encodeurs assortis ou des valves rénovées—le contrôleur bon marché n’est pas le coupable.
Le réglage des valves mérite une attention égale. Lorsque les réponses servo sont lentes, la boucle PID du système oscille entre l’approche rapide et la vitesse de formage, accentuant le retour élastique. Des pliages constants dépendent d’un timing de transition stable : modifiez les paramètres de rampe hydraulique pour maintenir un point de commutation de pression reproductible, puis enregistrez la variation d’angle lors des cycles de test. Les bons rétrofits intègrent des routines d’auto‑calibration qui détectent rapidement les dérives et enregistrent les données de correction dans la base CNC.
En résumé : un rétrofit de presse plieuse ne réussit que lorsque l’intégrité mécanique, la transparence électrique et la fidélité du retour d’information sont alignées. Négligez un audit et vous transformez une mise à niveau à $15 000 en un marathon de dépannage à $40 000. Mais lorsque le fer, les capteurs et le logiciel travaillent ensemble, ce “nouveau cerveau” peut faire fonctionner une vieille presse plieuse hydraulique avec une précision numérique—et la rentabiliser pour une génération supplémentaire.
Dans un environnement à forte diversité—où chaque équipe traite de nouveaux profils de pièces, épaisseurs et spécifications clients—la plus petite erreur de saisie se multiplie sur les commandes. Les systèmes de commande numérique traditionnels reposent sur la ressaisie manuelle des données à partir de dessins CAO ou de cartes de pliage imprimées. Chaque frappe est un risque. Un seul chiffre mal saisi sur un rebord ou un angle entraîne des pièces pliées et mises au rebut, ainsi que des retouches imprévues.
Les contrôleurs CNC avec importation directe de fichiers CAO éliminent cette couche de traduction. Les programmes ingèrent directement les fichiers STEP ou DXF des clients, convertissant la géométrie 3D en trajectoires d’outils et séquences de pliage sans transcription par l’opérateur. Le résultat est une réduction mesurable des rebuts—des études montrent un gain de rendement au premier passage de 5%, qui se traduit directement en profit par pièce. Les calculs automatisés de mise à plat et de déduction de pliage garantissent également la cohérence entre les lots, quel que soit l’opérateur ou la variante en cours.
L’autre avantage réside dans la planification. Lorsque la programmation des travaux passe de plusieurs heures de saisie manuelle à quelques minutes d’importation et de vérification, la précision des devis s’améliore et les flux de travail à forte diversité cessent d’être des goulets d’étranglement. Chaque créneau de configuration libéré par l’automatisation devient une nouvelle capacité, et non un temps tampon inutilisé. Sur un cycle annuel, cela équivaut à ajouter une autre plieuse sans nouveau bail ni nouvel opérateur.
Les contrats de fabrication de précision — en particulier dans les secteurs aéronautique, médical et électroménager — dépendent entièrement d’une précision reproductible. Les vérifications manuelles d’angle après chaque deuxième pli peuvent satisfaire une conformité ISO ponctuellement, mais elles détruisent les temps de cycle. La mesure d’angle en boucle fermée, intégrée directement dans les commandes CNC avancées, remplace ces contrôles ponctuels par un retour capteur instantané pendant le pliage.
La logique est simple : des capteurs montés près de l’outillage lisent l’angle de pli en direct et indiquent au contrôleur de s’arrêter ou de corriger automatiquement le retour élastique. Le retour élastique — lorsque le matériau se détend après pliage — peut varier selon le lot ou la direction de la feuille. Sans compensation, 30% des travaux de pliage à air nécessitent une retouche après pliage. Lorsque le contrôle en boucle fermée et les algorithmes de compensation du retour élastique sont combinés avec une action servomécanique électrique, cette retouche tombe quasiment à zéro. L’usine sud‑coréenne qui a associé ces fonctionnalités a signalé une baisse de 38% des retouches en quelques mois et une augmentation de 21% du temps de fonctionnement — preuve que le contrôle plus strict des angles se traduit directement par moins de pièces rejetées et une durée de vie des outils prolongée.
L’automatisation de précision fait plus que réduire les défauts ; elle diminue la fatigue de l’opérateur. Au lieu d’ajuster les plis en cours de cycle, les techniciens surveillent la qualité sur plusieurs machines, multipliant ainsi la productivité par personne. La fiabilité cesse de dépendre du “ meilleur ” opérateur en service — le contrôleur impose lui‑même la précision à chaque poste.
La fidélisation et l’intégration sont des problèmes chroniques dans la fabrication métallique. Les opérateurs expérimentés de plieuses sont rares, et les nouvelles recrues mettent souvent des mois à atteindre une productivité compétente sur des commandes traditionnelles remplies de codes cryptiques et de menus imbriqués. Ce retard coûte en salaires, supervision et rebut. Les interfaces CNC modernes s’appuient désormais sur la visualisation 3D des plis et des simulations de parcours pour réduire brutalement cette courbe d’apprentissage.
Lorsque les opérateurs peuvent prévisualiser chaque séquence de pliage en temps réel, visualiser les points de collision et glisser ou réorganiser les étapes directement sur l’écran, la compréhension s’accélère. Les erreurs apparaissent en simulation, pas sur le terrain. Des preuves le confirment : les mises à niveau vers des contrôleurs équipés de 3D ont réduit le temps de formation de 50%, transformant efficacement les opérateurs en période d’essai en producteurs confiants en quelques semaines. Dans une installation d’Incheon, les ingénieurs ont préparé les programmes hors ligne, exécuté des essais de pli numérique et réduit de moitié les rebuts de démarrage — tout en maintenant la cadence pendant les changements d’équipe.
Le facteur de profit ici ne tient pas seulement à la vitesse ; il concerne aussi la charge mentale. Lorsque la visualisation clarifie la stratégie de pliage, même des opérateurs ayant des connaissances limitées peuvent fabriquer des pièces complexes en toute sécurité. Cela permet une flexibilité accrue : les quarts à heures supplémentaires, les sessions du week‑end ou le personnel temporaire ne menacent plus la qualité. Chaque opérateur conservé équivaut à des milliers économisés en arrêts et en dépenses de recrutement.
| Scénario | Point clé | Défis | Solutions | Résultats/Bénéfices |
|---|---|---|---|---|
| Pour les ateliers à forte diversité de pièces | Importation directe de CAO et fin des rebuts dus aux fautes de frappe | Les changements fréquents de profils de pièces, d’épaisseurs et de spécifications provoquent des erreurs de saisie manuelle entraînant des rebuts et des retouches. | Les contrôleurs CNC avec importation directe de CAO éliminent la ressaisie manuelle en convertissant automatiquement les fichiers STEP/DXF en trajectoires d’outils et séquences. | Jusqu’à 5% de gain au premier passage, réduction des rebuts, résultats cohérents entre les opérateurs, amélioration de la planification, temps de programmation réduit, et capacité accrue sans équipement supplémentaire. |
| Pour les travaux de sous‑traitance de précision | Mesure d’angle en boucle fermée et compensation du retour élastique | Les vérifications manuelles des angles ralentissent la production, et un retour élastique incohérent entraîne des retouches. | Des capteurs intégrés et un retour d’information en boucle fermée détectent et corrigent automatiquement les erreurs d’angle en temps réel, associés à des algorithmes de compensation du retour élastique. | Réduction de 38% des retouches, augmentation de 21% du temps de fonctionnement, quasi‑zéro pliages défectueux, fatigue réduite et précision constante quel que soit le niveau de compétence de l’opérateur. |
| Pour les ateliers à fort turnover | Visualisation 3D qui réduit la formation de plusieurs mois à quelques jours | Durées d’intégration longues et fort turnover des opérateurs en raison de contrôleurs traditionnels complexes. | Interfaces 3D modernes avec visualisation du pliage en temps réel, détection des collisions et séquençage par glisser‑déposer. | Temps de formation réduit de 50%, démarrage avec moitié moins de rebuts, courbe d’apprentissage plus rapide, flexibilité accrue et baisse des coûts de recrutement. |
Un atelier peut valider dès maintenant ces fonctionnalités génératrices de profit sans nouveau matériel. Prenez cinq minutes pour extraire les données de rebuts du dernier mois et signaler chaque pièce rejetée pour angle incorrect ou dimension mal saisie. Si plus d’une pièce rejetée sur dix est liée à une erreur de saisie ou de mesure, le problème n’est pas la discipline de l’opérateur ; c’est la limitation du contrôleur. Faites passer le même échantillon par un logiciel d’importation CAO ou de simulation de pliage — de nombreux fournisseurs proposent des versions d’évaluation gratuites — et mesurez combien de ces erreurs le logiciel détecte avant la découpe.
La réussite se définit simplement : moins de corrections manuelles, précision de pliage constante sur tous les matériaux, et intégration plus rapide et plus sûre. Ce sont les indicateurs tangibles qu’un contrôleur CNC intelligent — capable de traduction CAO native, de retour en boucle fermée et de visualisation en direct — n’est pas seulement un raffinement technologique. C’est un contrôle de la marge par conception. Chaque degré corrigé, chaque faute de frappe évitée et chaque courbe d’apprentissage raccourcie se traduit en un seul endroit : la ligne de profit.
Les mises à niveau de contrôleurs CNC pour presses plieuses se situent dans l’une des plages de coûts les plus larges de la fabrication métallique — et pour de bonnes raisons. L’apparente fourchette de $5 000 à $35 000 cache une vérité importante sur le niveau, les capacités et la complexité d’intégration. Les contrôleurs d’importation d’entrée de gamme peuvent effectivement coûter moins de $5 000, mais ils manquent de mémoire, d’options d’interface et de compensation en temps réel nécessaires pour moderniser une ancienne presse plieuse hydraulique. Les systèmes réellement prêts pour un retrofit et offrant des gains de productivité tangibles commencent plutôt autour de $12 000 et peuvent dépasser $50 000 pour des machines multi‑axes à forte capacité.
Cette amplitude reflète non seulement la sophistication matérielle — IHM à écran tactile, simulation 3D du pliage, séquençage automatique — mais aussi les heures d’ingénierie nécessaires pour intégrer le nouveau cerveau aux entraînements, systèmes hydrauliques et butées arrière existants. Dans la plupart des devis, la main‑d’œuvre et la mise en service représentent près de la moitié du total. Les intégrateurs incluent souvent le recâblage de l’armoire électrique, de nouveaux servomoteurs et parfois une refonte complète de la butée arrière en plus du CNC lui‑même.
Le point de comparaison surprenant n’est pas un autre devis de retrofit — c’est le prix d’une machine neuve. Les presses plieuses modernes livrées avec un contrôleur d’usine dépassent régulièrement $500 000 avant le transport, la mise en place et la formation des opérateurs. Dans ce contexte, même un retrofit à $50 000 apparaît comme une modernisation à faible capital, prolongeant la durée de vie productive d’un bâti mécanique sain pour une décennie ou plus.
L’histoire du coût, donc, est moins une question de choc du prix qu’une question de levier : transformer un actif amorti en un outil numérique performant pour environ un dixième du coût de remplacement.
La ligne de rentabilité du retrofit dépend rarement uniquement du prix ; elle repose sur l’état mécanique résiduel et l’utilisation. Si le bâti, les vérins et l’entraînement mécanique de la presse plieuse sont intacts, l’ajout d’un contrôleur CNC peut libérer une capacité cachée importante. Un meilleur séquençage des pliages, une correction d’angle basée sur un retour en boucle fermée et un alignement automatique des outils réduisent chacun le temps de réglage et les retouches. En restant prudent, un gain de productivité de 10 à 15% sur une exploitation en deux équipes peut permettre de récupérer l’investissement en 18 à 24 mois — avant même de prendre en compte les économies de main‑d’œuvre liées à la réduction des essais de pliage ou à un turnover plus rapide des opérateurs.
En revanche, une nouvelle presse plieuse ne coûte pas seulement plus cher ; elle remet à zéro le calendrier d’amortissement, exige une nouvelle formation des opérateurs et peut nécessiter un nouvel outillage pour s’adapter à son système de serrage. Le coût total installé peut atteindre dix fois le budget d’un rétrofit. Seules les entreprises fonctionnant près de leur capacité, ou accablées par des problèmes hydrauliques défaillants, trouvent généralement le calcul du remplacement à leur avantage.
C’est ici que la discipline financière croise la réalité de la maintenance. Un rétrofit n’est rentable que si le cœur mécanique est fiable ; sinon, le contrôleur devient un habillage coûteux sur une structure en déclin. Le parcours de mise à niveau responsable commence toujours par un tri — une inspection pour confirmer l’intégrité hydraulique de la presse, le parallélisme du vérin et la répétabilité du butoir arrière. Ce n’est qu’alors que le calcul du seuil de rentabilité repose sur autre chose qu’une hypothèse de tableur.
Le retour sur investissement d’un rétrofit dépend également de la durée pendant laquelle la machine reste hors ligne et de la rapidité avec laquelle les opérateurs maîtrisent la nouvelle interface. Les délais des intégrateurs varient, mais un remplacement complet du contrôle — câblage, tests, calibration — occupe généralement de trois à sept jours ouvrables. Certains fournisseurs échelonnent le processus pour minimiser la perte de production, en modernisant un axe ou un sous-système à la fois. Intégrez cette flexibilité de planification dans vos comparaisons de devis ; un prix matériel plus bas peut s’évaporer s’il immobilise une presse principale pendant deux semaines complètes.
Le coût plus subtil apparaît après la remise sous tension. Même les contrôleurs intuitifs exigent un nouvel automatisme de la part des opérateurs expérimentés, qui se fient davantage au “ ressenti ” qu’à la séquence à l’écran. Il faut s’attendre à une baisse temporaire du débit, le temps que le personnel passe des saisies manuelles de codes aux programmes de pliage graphiques ou aux importations de fichiers CAO. Les ateliers qui investissent dans la formation pendant l’installation — soit par des sessions du fournisseur, soit par des périodes d’observation avec l’intégrateur — retrouvent souvent leur productivité de base dès le premier mois et la dépassent peu après. Ceux qui négligent une intégration formelle peuvent prolonger cette baisse sur tout un trimestre.
Quantifier ce temps d’arrêt et cette courbe d’apprentissage est essentiel à une approche économique transparente. Budgétez non seulement le contrôleur, mais aussi une période réaliste de reprise : une semaine de travail à rendement réduit pendant l’installation et encore deux à quatre pour la montée en puissance jusqu’à ce que les opérateurs exploitent pleinement la simulation, la compensation du retour élastique et la séquence automatique. Cette prévision renforce la crédibilité lors de la présentation du projet de mise à niveau à la direction ou aux finances — en réduisant les surprises et en consolidant l’adhésion interne.
À long terme, le rétrofit le plus rentable est celui dont l’économie a été calculée honnêtement. Une mise à niveau bien planifiée du contrôleur CNC transforme une presse plieuse vieillissante en machine connectée, efficace à configurer, prolongeant sa durée de vie productive sans le choc d’un nouvel investissement. Lorsque le matériel, la logique du point mort et les calculs d’arrêt s’alignent, la mise à niveau cesse d’être une dépense et devient une stratégie de résilience opérationnelle.
Chaque opérateur de presse plieuse connaît ce moment : la machine s’arrête en plein cycle, le panneau de commande se fige, les alarmes clignotent, et l’on se demande s’il est enfin temps de remplacer le contrôleur CNC. Mais voici la vérité que la plupart des ateliers ignorent : le contrôleur est rarement en cause. Étude après étude de rapports de service, la “ panne du contrôleur ” s’avère souvent être une dérive de capteur, une mauvaise mise à la terre ou des paramètres corrompus. Remplacer la tête CNC alors que le problème vient d’un encodeur $500 revient à changer la transmission parce que le voyant du tableau de bord a mal réagi.
Commencez par l’ensemble, pas par le symptôme. L’échelle de diagnostic apporte de la rigueur à cette décision dictée par l’impulsion. Vérifiez d’abord l’alimentation et l’intégrité électrique— fusibles, relais, disjoncteurs principaux. Puis vérifiez l’état hydraulique et mécanique— huile, pompe, rails de guidage. Ce n’est qu’après avoir confirmé ces niveaux qu’il faut questionner le réseau de retour d’informations des encodeurs, potentiomètres ou capteurs de pression envoyant les données au contrôleur. Le cerveau CNC est le dernier suspect, pas le premier.
La réparation a du sens lorsque la défaillance reste isolée — un capteur, un fusible, une version de micrologiciel obsolète. Si le temps d’arrêt nécessaire pour diagnostiquer et corriger est inférieur à une demi‑équipe, vous protégez votre disponibilité sans surcapitaliser. Le remplacement est justifié lorsque plusieurs couches échouent simultanément, que le support du micrologiciel est arrêté ou que le contrôleur ne peut pas interpréter les fichiers CAO/FAO modernes. Le seuil budgétaire est simple : si les réparations dépassent 40 % d’un devis de rétrofit et que la perte de production continue d’augmenter, il faut passer au remplacement.
Ce passage de la panique à la méthode — la matrice — transforme les suppositions en gouvernance. C’est la différence entre rétablir le flux aujourd’hui et risquer les commandes de demain sur une intuition.
Au moment où vous décrochez le téléphone, chaque fournisseur dit la même chose : “ Il est peut-être temps de passer à une mise à niveau. ” Le test d’un intégrateur de confiance, c’est ce qu’il demande ensuite.
A intégrateur utile demande : “ Quel est exactement le code de défaut affiché à l’écran ? ” avant de citer des chiffres. Il confirme vos besoins en axes — tandem deux axes ou précision huit axes — afin de ne pas vous vendre des capacités dont vous n’aurez jamais besoin. Il passe en revue chaque couche de diagnostic et vous indique si un rechargement logiciel ou un recalibrage du capteur pourrait résoudre le problème.
A vendeur qui gonfle les devis passe directement aux prix du matériel. Il ne précisera pas si le ralentissement est dû à une traînée mécanique ou à un retard de commande. Il parle de fonctionnalités, pas d’adéquation.
Donc, avant d’approuver toute proposition de modernisation, posez ces quatre questions :
Si les réponses sont précises et basées sur des données, vous avez affaire à un partenaire. Si elles sont évasives, vous êtes sur le point d’acheter la commission de quelqu’un. Les meilleurs intégrateurs parlent le langage du débit et du coût total, pas des versions et des mots à la mode.
Une fois la crise immédiate derrière vous — que ce soit par réparation ou remplacement — la nouvelle mission est de cesser de vivre en mode crise. Les ateliers en mode « pompiers » attendent les alarmes ; les ateliers orientés flux intègrent la maintenance dans le calendrier.
Tous les trois à six mois, inspectez chaque composant de retour d’information qui alimente le cerveau CNC — interrupteurs de fin de course, codeurs, capteurs de pression. Ces petites pièces sont les sens de votre machine ; lorsqu’elles dérivent, chaque calcul est faussé. Restez à jour sur les versions de firmware ; la plupart des “ pannes mystérieuses ” disparaissent après une mise à jour logicielle. Et formez les opérateurs non seulement à exécuter des programmes, mais aussi à interpréter les codes de défaut. Lorsqu’ils peuvent distinguer une alarme de perte de données d’un avertissement de sous-pression hydraulique, vous avez construit de la résilience directement au panneau de commande.
Le flux se produit lorsque la machine et les personnes qui la font fonctionner partagent un même langage de contrôle — retour d’information clair, diagnostic rapide, zéro panique. C’est ce qui transforme une modernisation d’un coût ponctuel en une amélioration permanente de la façon dont votre atelier réfléchit.
La presse plieuse ne se soucie pas de savoir si son cerveau est ancien ou nouveau — elle se soucie seulement d’être comprise. Au moment où vous cessez de deviner, la machine commence à écouter.


















