

المتجر صامت باستثناء أزيز الأضواء العلوية وصوت تبريد الفولاذ الذي تم تشكيله للتو. يجب أن تكون الآلة جاهزة للبرنامج التالي، لكن الكباس لا يتحرك. وحدة التحكم مضاءة، والهيدروليك يعمل بثبات، ومع ذلك لا يوجد استجابة. لديك موعد نهائي عند الفجر—ولا يوجد فني حتى الصباح. هنا يلتقي التصنيع الدقيق بالفرز الواقعي: معرفة ما إذا كان العطل في عضلات مكبس الثني أو في عقله.
الحقيقة هي أن معظم أوقات توقف مكبس الثني تتنكر في شكل أحد عرضين: الانجراف أو التجمّد. أحدهما يبدو هيدروليكيًا، والآخر رقمي، لكن غالبًا ما يتم تشخيصهما بشكل خاطئ. الحل ليس دائمًا تعديلًا مكلفًا أو شحنًا ليليًا لقطع الغيار—بل مسار تشخيص منظم قائم على كيفية تفاعل وحدات تحكم CNC مع الأنظمة الهيدروليكية فعليًا. في الثانية صباحًا، الواقع يختبر عمليتك، لا حظك.
الانجراف هو الشبح لكل صانع: دورتان متطابقتان، وزاويتان مختلفتان للثني. الغريزة البشرية هي إلقاء اللوم على الهيدروليك لأنه يبدو ميكانيكيًا—كباس لا يحافظ على وضعه يجب أن يكون هناك تسرب ضغط. ومع ذلك، يتفق البحث والتشخيص الميداني على أن الانجراف يبدأ في حلقة التغذية الراجعة لوحدة التحكم، وليس في خطوط الهيدروليك.
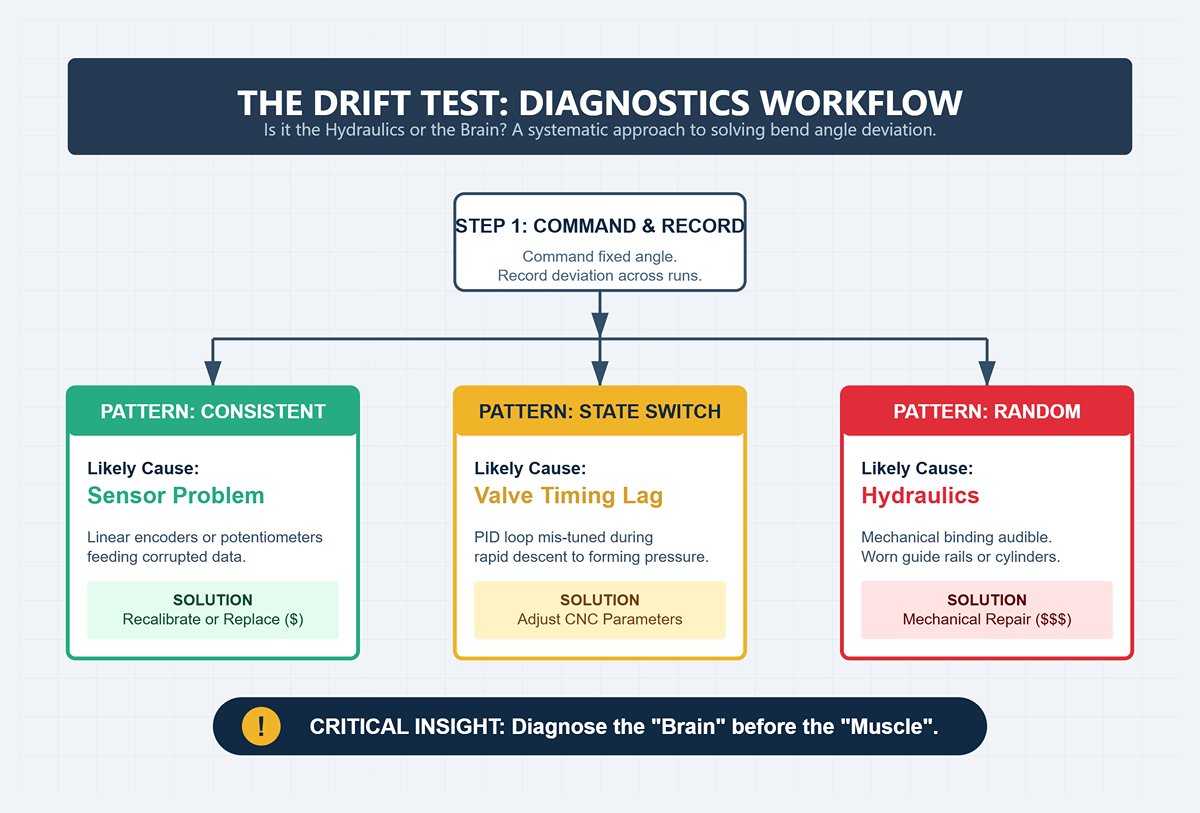
ابدأ بـ اختبار الانجراف. اطلب زاوية ثابتة وسجل الانحراف عبر عدة دورات. إذا كان نمط الانجراف ثابتًا في اتجاه واحد وبنفس المقدار، فمن المرجح أن المشكلة في المستشعر—المشفرات الخطية أو المقاييس التي ترسل بيانات موضعية فاسدة إلى الـ CNC. إعادة المعايرة أو استبدال هذه المستشعرات يكلف مئات، وليس عشرات الآلاف. إذا حدث التفاوت أثناء الانتقال من الهبوط السريع إلى ضغط التشكيل، فابحث عن تأخر توقيت الصمام. قد تكون حلقة PID في وحدة التحكم مضبوطة بشكل غير صحيح، مما يسبب استجابة متأخرة عند انتقال الهيدروليك بين حالات الحركة. يمكن للمكاملين ذوي الخبرة تصحيح ذلك غالبًا في بضع ساعات عن طريق ضبط معلمات الـ CNC.
فقط عندما يبقى الانجراف عشوائيًا أو يكون هناك صوت احتكاك ميكانيكي مسموع تصبح مزامنة الهيدروليك موضع شك. القضبان الإرشادية البالية أو حركة الأسطوانات غير المتساوية لا يمكن حلها بالبرمجيات. الفكرة الأساسية: ابدأ التشخيص بـ “دماغ” الإلكترونيات قبل الشك في “عضلات” الهيدروليك. القيام بذلك يمنع عمليات التفكيك غير الضرورية ويحافظ على سير الإنتاج.
لا شيء ينشر الذعر أسرع من وحدة تحكم مجمدة في منتصف الدورة. الإجابة الفورية—إعادة التشغيل والأمل—كانت تعمل في الماضي بما يكفي لتخدع المشغلين. لكن وحدة التحكم CNC الحديثة هي شبكة كمبيوتر مدمجة ملتفة حول بنية تحكم في الحركة. عندما تتجمد، فهي تخبرك بشيء محدد: فساد البيانات أو فشل الاتصال, ، وليس خللًا عشوائيًا.
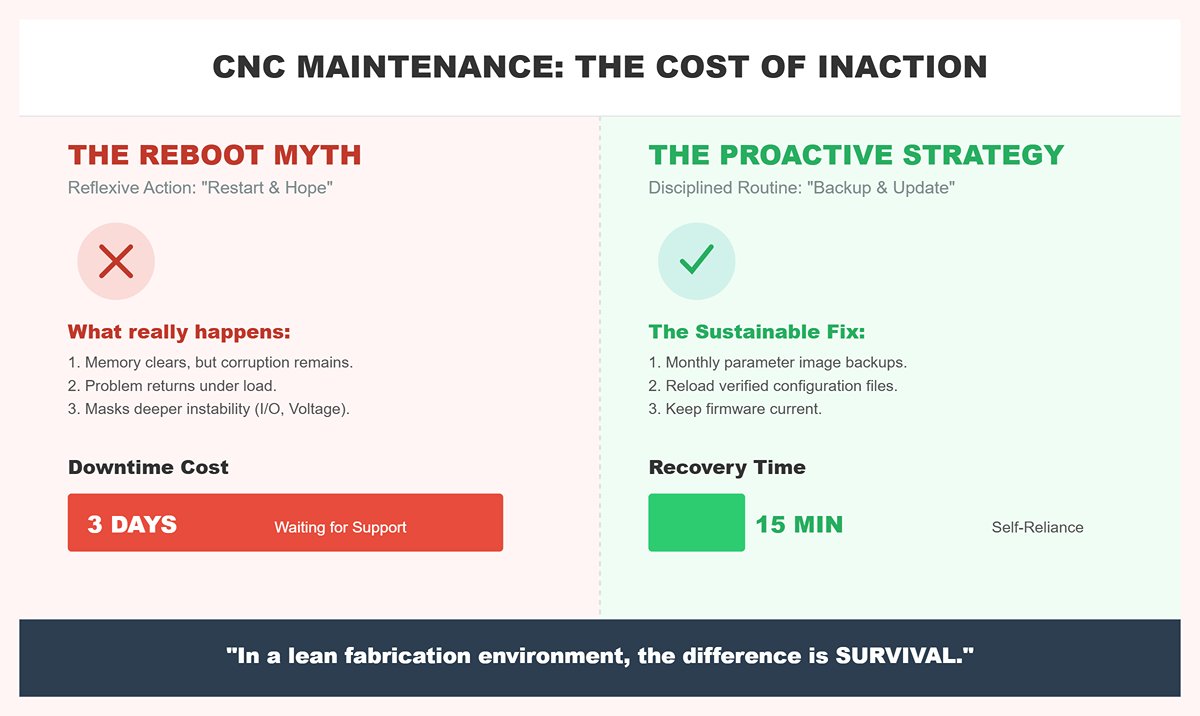
معظم حالات التجمّد تعود إلى ملفات المعلمات التالفة أو البرامج الثابتة القديمة. إعادة التشغيل تفرغ الذاكرة لكنها لا تزيل التلف نفسه، لذا تعود المشكلة دائمًا تحت الضغط. النسخ الاحتياطي لملفات الإعدادات الموثوقة، وإعادة تحميلها، وتحديث البرامج الثابتة هو الحل المستدام. إذا تزامن التجمّد مع تقلبات مفاجئة في الطاقة أو إعادة ضبط لوحة التحكم، فاشك في فشل وحدة الإدخال/الإخراج أو عدم استقرار الجهد الكهربائي. هذه مشاكل على مستوى العتاد، وليست أخطاء برمجية.
وهم التعافي من إعادة التشغيل يكلف وقت الإنتاج ويخفي عدم الاستقرار الأعمق. روتين نسخ احتياطي منضبط—صور المعلمات محفوظة شهريًا والبرامج الثابتة محدثة—يحوّل الإيقاف الكامل إلى عملية استعادة مدتها 15 دقيقة. بدون ذلك، كل تجمّد قد يتحول إلى توقف لمدة ثلاثة أيام في انتظار دعم المصنع. في بيئة تصنيع رشيقة، الفرق هو البقاء.
عندما يجب أن تغادر القطع الورشة قبل شروق الشمس، تتحول النظرية إلى فرز عاجل. الهدف ليس الكمال—بل الاستمرارية الآمنة والوظيفية. هناك تدخلات مثبتة في “الوضع الآمن” يمكن لكل مشغل تطبيقها دون تعريض المعدات للخطر.

ابدأ بـ بروتوكول إعادة ضبط لوحة التحكم: أوقف تشغيل القاطع الرئيسي، وانتظر حتى تفرغ المكثفات، ثم أعد التشغيل بعد عدة دقائق. هذا يزيل أعطال التحكم العابرة ويعيد تهيئة اتصال الإدخال/الإخراج. إذا عادت الآلة للعمل بشكل طبيعي، فالمشكلة في منطق التحكم، وليست في الهيدروليك.
بعد ذلك، افحص مفاتيح الحد وفواصل الأمان. غالبًا ما يوقف مفتاح حد غير مضبوط أو محطم حركة الآلة كإيقاف وقائي، مقلدًا تعليق وحدة التحكم. إعادة الضبط تعيد التشغيل. في مكابح مزودة بسيرفو، تحقق من قيم عزم التحميل ضمن معلمات الـ CNC. التحميل الحراري الزائد أو إعدادات العزم المفرط يمكن أن توقف استجابة السيرفو في منتصف الجلسة؛ خفض قيم التحميل يمكن أن يوفر عددًا كافيًا من الدورات لإنهاء طلب حرج—مع فهم أن هذا تجاوز مؤقت، وليس إصلاحًا.
أخيرًا،, استقرار بيئة الطاقة لديك. مزود الطاقة غير المنقطع يعزل وحدة التحكم عن انخفاضات الجهد الناتجة عن معدات أخرى على نفس الشبكة. العديد من حالات التجمّد “العشوائية” تختفي بمجرد الحفاظ على طاقة نظيفة.
كل خطوة قابلة للعكس، يمكن تتبعها، والأهم من ذلك، آمنة. فهي موجودة لتمييز خلل التحكم القابل للإصلاح عن الفشل الحقيقي الذي يتطلب تدخل الصيانة. عند اتباعها بشكل منهجي، تحول هذه الطرق حالة الطوارئ إلى توقف مُتحكم فيه.
من خلال تنظيم تشخيص الأعطال وفقًا للتسلسل الهرمي—الطاقة، التحكم، الهيدروليك—تتوقف عن التخمين وتبدأ في التحقق. سواء كان الأمر يتعلق بكابل مشفر $200 أو استبدال لوحة تحكم كاملة، ستعرف أي أسئلة تطرحها قبل الاتصال بالمورد. وعند الساعة الثانية صباحًا، عندما تتوقف مكابح الضغط عن العمل، تصبح هذه المعرفة قوة تُقاس ليس بالفولت، بل بزمن التشغيل.
مكابح الضغط الهيدروليكية التي بُنيت في التسعينيات تظل هي النقطة المثالية للتحديث. فقد تم تصميم هياكلها وأسطواناتها بزيادة في التحمل لعمر التعب، لذا غالبًا ما يتجاوز الأساس الميكانيكي عمر أنظمة التحكم الأصلية. إضافة وحدة تحكم CNC إلى ذلك “الحديد القديم” يمنح زيادة ملموسة في الإنتاجية بجزء من تكلفة شراء جديد—إذا احترمت التصميم. يعتمد المكبح الهيدروليكي على ضغط الزيت الذي يتم تعديله بواسطة صمامات تناسبية؛ بينما يزامن المكبح السيرفو الكهربائي محركي دفع توأمين عبر حلقات تغذية راجعة رقمية. الفرق ليس فقط في تقنية الحركة—بل في فيزياء التوقيت. إن تركيب أنظمة تحكم من نوع السيرفو على دوائر هيدروليكية دون ترقية الصمامات أو ضبط المعلمات يؤدي إلى اهتزازات وبحث الكباس عن موضعه.
التحديثات الناجحة تحافظ على النواة الهيدروليكية ولكن تُحدث التحكم في الحركة. أنظمة مثل Fasfold من Automec وحلول PC Controls تضيف واجهات شاشة لمس، وبرمجة خارجية، ونسخ احتياطي للبيانات عبر USB حول الهيدروليك الحالي. هذا النهج يتجنب عمليات الإصلاح الشاملة ويتيح لك إضافة محاكاة ثنائية/ثلاثية الأبعاد إلى جهاز مألوف مع الحفاظ على قوة الكباس. ومع ذلك، بمجرد إدخال مساعدة سيرفو أو محركات هجينة، يضيق اختيار وحدة التحكم بشكل كبير. يجب أن تتواصل وحدة CNC في الوقت الفعلي مع مضخمات الصمامات أو محركات الدفع؛ فبروتوكولات التغذية الراجعة غير المتطابقة (±10V، EtherCAT، أو CANopen) غالبًا ما تكون سببًا رئيسيًا للفشل. التصميم يحدد مدى قدرتك على التحديث قبل أن تجبرك الهيدروليك على شراء مكبح جديد بالكامل.
الموثوقية الميكانيكية ليست ما يوقف العديد من الترقيات—بل الإلكترونيات. ففي التسعينيات، كان صانعو الآلات يحبون وحدات PLC المملوكة والمختومة تحت أغطية “عدم الوصول”. كانت تلك اللوحات المنطقية تتحكم في دوائر الأمان، ودواسات القدم، وتسلسل الكباس بدون مخططات سلم منشورة. عندما يتعطل العرض أو تنتهي صلاحية شرائح الذاكرة، تظل الآلة تعمل ولكن لا يمكنها التواصل مع وحدات التحكم الجديدة. إنها الثقب الأسود للتحديث: لا يمكنك إصلاح ما لا يمكنك قراءته.
غالبًا ما تكتشف الورش ذلك فقط بعد طلب مجموعة تحديث. يقومون بتركيب الشاشة والمحركات، وتشغيل الطاقة، ويرفض المكبح العمل لأن PLC القديم ما زال يتحكم في المرحلات. في تلك اللحظة، العلاج الوحيد هو إعادة كتابة لوحة التحكم—إزالة عقود من الأسلاك لتركيب PLC أمان حديث ووحدات إدخال/إخراج. تتضاعف التكلفة وفترة التوقف بسرعة. الاستراتيجية العملية هي فحص لوحة التحكم مبكرًا. حدد ما إذا كان يمكن تجاوز منطق PLC عبر مرحلات اتصال جاف أو إذا كانت الإشارات مدمجة عبر خطوط ناقل مملوكة. إذا كان العزل ممكنًا، يمكنك دمج وحدة تحكم Delem أو ESA مع النظام الحالي، مع الاحتفاظ بالهيدروليك ودوائر الأمان. إذا لم يكن ذلك ممكنًا، خطط لتحديث كهربائي كامل؛ فأي شيء أقل سيتركك تطارد إشارات وهمية وتوقفات عشوائية لن يحلها البرنامج أبدًا.
حتى مع واجهة PLC نظيفة، يعتمد نجاح التحديث على دقة التغذية الراجعة. تتطلب مكابس الكباس الهيدروليكية مزامنة موضعية بدقة تصل إلى الميكرونات. يجب أن تتحدث المشفرات الخطية، والمحولات الدوارة، والصمامات التناسبية نفس لغة التغذية الراجعة مع وحدة CNC الجديدة. تؤدي اختلافات نطاق الجهد أو معدلات التحديث إلى انحراف بين الأسطوانات—خصوصًا تحت ضغط التشكيل. بمجرد حدوث ذلك، لا يمكنك ضبطه في البرنامج؛ إذ يتجاوز تأخر التغذية الراجعة نافذة التصحيح الخاصة بوحدة التحكم.
قبل تقديم عرض تحديث، تحقق من نوع خرج المشفر (TTL، SIN/COS، أو تسلسلي مطلق) ومواصفات تشغيل الصمام (تحكم بالتيار أو الجهد). قد ترفض وحدة التحكم التي تعلن عن “مدخلات عالمية” المعايرة إذا اختلفت معدلات الاستطلاع. يشير الفنيون إلى أن 80 % من حالات الفشل في الدمج تعود إلى هذه الاختلافات الدقيقة، وليس إلى أخطاء البرنامج. مشفر واحد منحرف يجعل تصحيح الزاوية غير متوقع، مما يجبر المشغلين على العودة إلى التعديل اليدوي. امنع ذلك باختبار ميكرومتر لتوازي الكباس وفحص استجابة صمام السيرفو قبل أي تغيير في الأسلاك. إذا تجاوز الانحراف الحدود المسموح بها، ضع ميزانية لمشفرات متطابقة أو صمامات مجددة—فالمتحكم الرخيص ليس السبب.
يستحق ضبط الصمامات نفس التدقيق. عندما تتأخر استجابات السيرفو، تتأرجح حلقة PID للنظام بين سرعة الاقتراب السريع وسرعة التشكيل، مما يضخم الارتداد المرن. تعتمد الانحناءات المتسقة على توقيت انتقال ثابت: عدل معلمات المنحدر الهيدروليكي للحفاظ على نقطة تبديل ضغط قابلة للتكرار، ثم سجل تباين الزاوية أثناء دورات الاختبار. تدمج التحديثات الجيدة إجراءات معايرة ذاتية تلتقط الانحراف مبكرًا وتسجل بيانات التصحيح في قاعدة بيانات CNC.
الخلاصة: ينجح تحديث مكبح الضغط فقط عندما تتوافق السلامة الميكانيكية، والشفافية الكهربائية، ودقة التغذية الراجعة. تخط أي فحص وستحوّل ترقية $15,000 إلى ماراثون استكشاف أخطاء بقيمة $40,000. ولكن عندما يعمل الحديد، وأجهزة الاستشعار، والبرمجيات معًا، يمكن لذلك “العقل الجديد” أن يجعل مكبح الضغط الهيدروليكي القديم يعمل بدقة رقمية—ويستمر في تحقيق الأرباح لجيل آخر.
في بيئة عالية التنوع—حيث يجلب كل وردية ملفات أجزاء جديدة، وسماكات، ومواصفات عملاء—يتضاعف أصغر خطأ إدخال عبر الطلبات. تعتمد أنظمة التحكم الرقمية التقليدية على إعادة إدخال البيانات يدويًا من رسومات CAD أو خرائط الانحناء المطبوعة. كل ضغطة مفتاح هي مخاطرة. رقم واحد مكتوب بشكل خاطئ على حافة أو زاوية يؤدي إلى فراغات مثنية تالفة وخردة غير مخطط لها وإعادة عمل.
تلغي وحدات CNC ذات الاستيراد المباشر من CAD طبقة الترجمة هذه. تقوم البرامج بقراءة ملفات STEP أو DXF الخاصة بالعميل مباشرة، وتحويل الهندسة ثلاثية الأبعاد إلى مسارات أدوات وتسلسلات انحناء بدون نسخ يدوي من المشغل. النتيجة هي تقليل ملموس للخردة—تُظهر الدراسات زيادة بنسبة 5% في الإنتاج من المرة الأولى، وهو ما يترجم مباشرة إلى ربح لكل قطعة. كما تضمن حسابات التسطيح التلقائي وخصم الانحناء الاتساق عبر الدفعات، بغض النظر عن من في الوردية أو أي إصدار على خط الإنتاج.
الفائدة الأخرى تكمن في الجدولة. عندما تنتقل برمجة العمل من ساعات من الكتابة اليدوية إلى دقائق من الاستيراد والتحقق، تتحسن دقة التسعير، وتتوقف تدفقات العمل عالية التنوع عن كونها عنق زجاجة. كل فترة إعداد يتم تحريرها بواسطة الأتمتة تصبح قدرة جديدة، وليس وقتًا احتياطيًا خاملاً. على مدار دورة سنوية، يعادل ذلك إضافة مكبح ضغط آخر بدون عقد إيجار جديد أو مشغل إضافي.
عقود التصنيع الدقيق—خصوصًا في قطاعات الطيران والطب والأجهزة المنزلية—تعتمد على دقة قابلة للتكرار للبقاء أو الفشل. فحص الزوايا يدويًا بعد كل انحناء ثانٍ قد يفي بمتطلبات مطابقة ISO مرة واحدة، لكنه يدمر أزمنة الدورة الإنتاجية. قياس الزوايا بنظام مغلق، المدمج مباشرة في وحدات التحكم CNC المتقدمة، يستبدل تلك الفحوصات الفورية بردود فعل حسية لحظية أثناء الانحناء.
المنطق بسيط: أجهزة الاستشعار المثبتة بالقرب من أدوات التشغيل تقرأ زاوية الانحناء الحية وتُرسل إشارة إلى وحدة التحكم للتوقف أو التصحيح تلقائيًا لتعويض الارتداد المرن. الارتداد المرن—عندما يرتخي المعدن بعد الانحناء—يمكن أن يختلف حسب الدفعة أو اتجاه الصفيحة. بدون تعويض، 30% من عمليات الانحناء الهوائي تتطلب إعادة عمل بعد الانحناء. عند اقتران التحكم المغلق وخوارزميات تعويض الارتداد مع التشغيل الكهرو‑سيرفو، ينخفض هذا العمل الإضافي إلى ما يقارب الصفر. المصنع الكوري الجنوبي الذي جمع هذه الميزات أبلغ عن انخفاض بنسبة 38% في إعادة العمل خلال أشهر وزيادة بنسبة 21% في وقت التشغيل—دليل على أن التحكم الأكثر إحكامًا في الزوايا يترجم مباشرة إلى عدد أقل من الأجزاء المرفوضة وعمر أطول للأدوات.
الأتمتة الدقيقة تفعل أكثر من مجرد تقليل العيوب؛ فهي تقلل من إرهاق المشغل. بدلًا من تعديل الانحناءات أثناء الدورة، يقوم الفنيون بمراقبة الجودة عبر عدة آلات، مما يضاعف الإنتاجية لكل فرد. لم تعد الموثوقية تعتمد على “أفضل” مشغل في الوردية—وحدة التحكم نفسها تفرض الدقة في كل وردية.
الاحتفاظ بالموظفين ودمجهم مشكلة مزمنة في تصنيع المعادن. مشغلو مكابح الضغط ذوو الخبرة نادرون، وغالبًا ما يستغرق الموظفون الجدد شهورًا للوصول إلى إنتاجية كفؤة على وحدات التحكم التقليدية المليئة بالأكواد الغامضة والقوائم المتداخلة. هذا التأخير يكلف أجورًا وإشرافًا وهدرًا. واجهات CNC الحديثة تعتمد الآن على تصور الانحناء ثلاثي الأبعاد وتجارب تشغيل محاكاة لتقليص منحنى التعلم.
عندما يتمكن المشغلون من معاينة كل تسلسل انحناء في الوقت الفعلي، ورؤية نقاط التصادم، وسحب أو إعادة ترتيب الخطوات مباشرة على الشاشة، تتسارع الفهم. تظهر الأخطاء في المحاكاة، وليس على أرضية الإنتاج. الأدلة تدعم ذلك: الترقيات إلى وحدات التحكم المزودة بتصور ثلاثي الأبعاد قلصت وقت التدريب بنسبة 50%، مما جعل المشغلين تحت التجربة منتجين واثقين خلال أسابيع. في أحد مرافق إنتشون، أعد المهندسون البرامج خارج الخط، وأجروا تجارب انحناء رقمية، وخفضوا هدر بدء التشغيل إلى النصف—مع الحفاظ على الإنتاجية أثناء تغييرات الورديات.
محرك الربح هنا ليس السرعة فقط؛ بل الحمل الذهني. عندما يوضح التصور استراتيجية الانحناء، يمكن حتى للمشغلين ذوي الخلفية المحدودة تشغيل الأجزاء المعقدة بأمان. هذا يفتح المرونة: الورديات الإضافية، التشغيل في عطلة نهاية الأسبوع، أو الموظفون المؤقتون لم يعودوا يهددون الجودة. كل مشغل يتم الاحتفاظ به يعني توفير آلاف في وقت التوقف وتكاليف التوظيف.
| سيناريو | التركيز الرئيسي | التحديات | الحلول | النتائج/الفوائد |
|---|---|---|---|---|
| للمصانع ذات الإنتاج المتنوع العالي | استيراد CAD المباشر ونهاية الهدر الناتج عن الأخطاء الإملائية | التغييرات المتكررة في ملفات الأجزاء، والسماكات، والمواصفات تؤدي إلى أخطاء إدخال بيانات يدوية تسبب الهدر وإعادة العمل. | وحدات التحكم CNC المزودة باستيراد CAD مباشر تلغي إعادة الإدخال اليدوي عن طريق تحويل ملفات STEP/DXF إلى مسارات أدوات وتسلسلات تلقائيًا. | زيادة بنسبة تصل إلى 5% في الإنتاج من المرة الأولى، تقليل الهدر، نتائج متسقة بين المشغلين، تحسين الجدولة، تقليل وقت البرمجة، وزيادة القدرة الإنتاجية دون معدات إضافية. |
| لأعمال العقود الدقيقة | قياس الزوايا بنظام مغلق وتعويض الارتداد المرن | فحوصات الزوايا اليدوية تبطئ الإنتاج، والارتداد المرن غير المتسق يؤدي إلى إعادة العمل. | المستشعرات المدمجة ونظام التغذية الراجعة المغلق يكتشفان ويصححان تلقائيًا أخطاء الزوايا في الوقت الفعلي، مقترنان بخوارزميات تعويض الارتداد. | انخفاض بنسبة 38% في إعادة العمل، زيادة بنسبة 21% في وقت التشغيل، انحناءات معيبة شبه معدومة، تقليل الإجهاد، ودقة ثابتة بغض النظر عن مهارة المشغل. |
| للأماكن ذات معدل دوران مرتفع | تصور ثلاثي الأبعاد يقلل التدريب من شهور إلى أيام | أوقات تدريب طويلة ومعدل دوران مرتفع للمشغلين بسبب وحدات التحكم التقليدية المعقدة. | واجهات ثلاثية الأبعاد حديثة مع تصور الانحناء في الوقت الفعلي، كشف الاصطدام، وتسلسل بالسحب والإفلات. | خفض وقت التدريب بنسبة 50%، تقليل الخردة عند بدء التشغيل إلى النصف، منحنى تعلم أسرع، مرونة أعلى، وتقليل تكاليف التوظيف. |
يمكن للورشة التحقق من هذه الميزات المحفزة للأرباح الآن دون الحاجة إلى أجهزة جديدة. خذ خمس دقائق لسحب سجلات الخردة للشهر الماضي وحدد كل قطعة تم رفضها بسبب زاوية خاطئة أو إدخال أبعاد غير صحيح. إذا كان أكثر من واحد من كل عشرة قطع مرفوضة مرتبطًا بخطأ في الإدخال أو القياس، فالمشكلة ليست في انضباط المشغل؛ بل في محدودية وحدة التحكم. شغّل نفس العينة عبر برنامج استيراد CAD أو محاكاة الانحناء — العديد من الموردين يقدمون أدوات تقييم مجانية — وقس عدد الأخطاء التي يكتشفها البرنامج قبل القطع.
ما يبدو النجاح عليه بسيط: عدد أقل من التعديلات اليدوية، دقة انحناء ثابتة عبر المواد، وتدريب أسرع وأكثر أمانًا. هذه هي الإشارات الملموسة على أن وحدة تحكم CNC ذكية — قادرة على ترجمة CAD بشكل أصلي، وتغذية راجعة مغلقة، وتصوير حي — ليست مجرد تحسين تقني. إنها تحكم في الهامش عن طريق التصميم. كل درجة مصححة، وكل خطأ مطبعي متجنب، وكل منحنى تعلم قصير يصبح مرئيًا في مكان واحد: خط الربح.
ترقيات وحدة تحكم CNC لفرامل الضغط تقع ضمن أوسع نطاق تكلفة في تصنيع المعادن — ولسبب وجيه. النطاق الظاهر من $5,000 إلى $35,000 يخفي حقيقة مهمة عن الفئة، والقدرة، وتعقيد التكامل. يمكن بالفعل الحصول على وحدات تحكم مستوردة أساسية بأقل من $5,000، لكنها تفتقر إلى الذاكرة، وخيارات الواجهة، والتعويض في الوقت الفعلي المطلوب لتحديث فرامل ضغط هيدروليكية قديمة. الأنظمة الجاهزة للتحديث التي تقدم مكاسب إنتاجية ملموسة تبدأ أقرب إلى $12,000 ويمكن أن تتجاوز $50,000 للآلات متعددة المحاور وعالية الحمولة.
يعكس هذا النطاق ليس فقط تطور الأجهزة — واجهات لمس HMI، محاكاة انحناء ثلاثية الأبعاد، تسلسل تلقائي — بل أيضًا ساعات الهندسة المطلوبة لدمج "العقل" الجديد في المحركات، والهيدروليك، وأنظمة القياس الخلفية القديمة. في معظم العروض، يشكل العمل والتشغيل التجريبي ما يقرب من نصف الإجمالي. غالبًا ما يدمج المدمجون إعادة توصيل خزائن الكهرباء، ومحركات سيرفو جديدة، وأحيانًا تحديث كامل لنظام القياس الخلفي مع وحدة CNC نفسها.
المقارنة المفاجئة ليست عرض تحديث آخر — بل سعر آلة جديدة. فرامل الضغط الحديثة التي تُشحن كاملة مع وحدة تحكم من المصنع تتجاوز عادةً $500,000 قبل الشحن، والتركيب، وتدريب المشغل. عند النظر في هذا السياق، حتى تحديث بقيمة $50,000 يُعاد صياغته كعملية تحديث منخفضة رأس المال، تمدد العمر الإنتاجي لإطار ميكانيكي سليم لعقد أو أكثر.
قصة التكلفة إذن أقل عن صدمة السعر وأكثر عن الاستفادة: تحويل أصل مستهلك إلى أصل رقمي قادر بحوالي عُشر تكلفة الاستبدال.
نادراً ما تعتمد نقطة التعادل في التحديث على السعر فقط؛ فهي ترتكز على الصحة الميكانيكية المتبقية والاستخدام. إذا كان إطار فرامل الضغط، والأسطوانات، والمحرك الميكانيكي سليمة، فإن إضافة وحدة تحكم CNC يمكن أن تكشف عن قدرة مخفية كبيرة. تحسين تسلسل الانحناء، وتصحيح الزوايا بناءً على التغذية الراجعة المغلقة، والمحاذاة التلقائية للأدوات كلها تقلل وقت الإعداد وإعادة العمل. بشكل متحفظ، يمكن لزيادة إنتاجية بنسبة 10–15% عبر عمليتين متتاليتين استرداد الاستثمار خلال 18 إلى 24 شهرًا — وذلك قبل احتساب وفورات العمالة الناتجة عن تقليل الانحناءات التجريبية أو تسريع دوران المشغلين.
وعلى النقيض، فإن فرامل الضغط الجديدة لا تكلف أكثر فحسب؛ بل تعيد ضبط جدول الإهلاك، وتتطلب تدريبًا جديدًا للمشغل، وقد تحتاج إلى أدوات جديدة لتتوافق مع نظام التثبيت الخاص بها. يمكن أن تصل التكلفة الإجمالية المثبتة إلى عشرة أضعاف ميزانية التحديث. فقط الورش التي تعمل بالقرب من طاقتها القصوى، أو التي تعاني من أعطال هيدروليكية، تجد عادةً أن حساب الاستبدال في صالحها.
هنا يتقاطع الانضباط المالي مع واقع الصيانة. لا ينجح التحديث إلا إذا كان القلب الميكانيكي موثوقًا؛ وإلا تصبح وحدة التحكم غطاءً مكلفًا على إطار يحتضر. تبدأ مسار الترقية المسؤول دائمًا بعملية فرز — فحص للتأكد من سلامة الهيدروليك في الفرامل، وتوازي الكباس، وتكرارية القياس الخلفي. عندها فقط يمكن أن يقف حساب نقطة التعادل على أساس أكثر من مجرد فرضية على ورقة بيانات.
يعتمد العائد على الاستثمار في التحديث أيضًا على مدة بقاء الآلة خارج الخدمة ومدى سرعة تكيّف المشغلين مع واجهة التشغيل الجديدة. تختلف جداول عمل المدمجين، لكن استبدال كامل لنظام التحكم—بما في ذلك الأسلاك، الاختبار، والمعايرة—يستغرق عادةً من ثلاثة إلى سبعة أيام عمل. بعض الموردين ينفذون العملية على مراحل لتقليل فقدان الإنتاج، فيقومون بترقية محور أو نظام فرعي واحد في كل مرة. يجب تضمين هذه المرونة في الجدولة عند مقارنة العروض؛ فقد يتلاشى انخفاض سعر المعدات إذا أدى إلى تعطيل مكبح رئيسي لمدة أسبوعين كاملين.
التكلفة الأكثر خفاءً تظهر بعد إعادة التشغيل. حتى وحدات التحكم البديهية تتطلب ذاكرة عضلية جديدة من المشغلين المخضرمين الذين يعتمدون على “الإحساس” أكثر من التسلسل على الشاشة. توقع انخفاضًا مؤقتًا في الإنتاجية بينما ينتقل الموظفون من إدخال الأكواد يدويًا إلى برامج الثني الرسومية أو استيراد ملفات CAD. الورش التي تستثمر في التدريب أثناء التركيب—سواء من خلال جلسات المورد أو مناوبات الظل مع المدمج—تستعيد الإنتاجية الأساسية غالبًا خلال الشهر الأول وتتجاوزها قريبًا بعد ذلك. أما التي تتجاهل التدريب الرسمي فقد تمتد فترة الانخفاض لديها لربع سنة كامل.
إن قياس هذا التوقف ومنحنى التعلم أمر ضروري لاقتصاديات شفافة. ضع ميزانية ليس فقط لوحدة التحكم ولكن أيضًا لفترة التعافي الواقعية: أسبوع عمل من انخفاض الإنتاج أثناء التركيب وأسبوعين إلى أربعة أسابيع أخرى من التصاعد حتى يستفيد المشغلون بالكامل من المحاكاة، وتعويض الارتداد، والتسلسل التلقائي. هذا التوقع يعزز المصداقية عند عرض حالة الترقية على الإدارة أو قسم المالية—مما يقلل المفاجآت ويقوي الدعم الداخلي.
على المدى الطويل، أكثر عمليات التحديث ربحية هي تلك التي تم حساب اقتصادياتها بصدق. ترقية وحدة تحكم CNC المخطط لها جيدًا تحول مكبح الضغط القديم إلى آلة ذات معرفة بيانات وكفاءة إعداد، مما يطيل عمرها الإنتاجي دون صدمة رأس المال الناتجة عن البدء من جديد. عندما تتوافق المعدات ومنطق نقطة التعادل ورياضيات التوقف، تتحول الترقية من كونها تكلفة إلى استراتيجية للصمود التشغيلي.
كل مشغل مكبح ضغط يعرف تلك اللحظة—تتوقف الآلة في منتصف الدورة، يتجمد لوحة التحكم، تومض الإنذارات، وتبدأ في التساؤل عما إذا كان قد حان الوقت أخيرًا لاستبدال وحدة تحكم CNC. لكن الحقيقة التي تغفل عنها معظم الورش هي أن وحدة التحكم نادرًا ما تكون السبب. ففي دراسة بعد أخرى لسجلات الخدمة، يتضح أن “فشل وحدة التحكم” غالبًا ما يكون انحراف مستشعر، أو تأريض سيئ، أو معلمات تالفة. إن استبدال رأس الـ CNC عندما تكمن المشكلة في مشفر $500 يشبه استبدال ناقل الحركة لأن ضوء لوحة العدادات أخطأ.
ابدأ بالمكدس، لا بالأعراض. يجلب سلم التشخيص الانضباط إلى قرار مدفوع بالعاطفة. تحقق أولاً من سلامة الطاقة والكهرباء—الفيوزات، المرحلات، القواطع الرئيسية. ثم تحقق من سلامة النظام الهيدروليكي والميكانيكي—الزيت، المضخة، القضبان الموجهة. وفقط بعد التأكد من تلك الطبقات، انتقل للتشكيك في شبكة التغذية الراجعة من المشفرات، المقاييس الجهدية، أو مستشعرات الضغط التي تغذي البيانات لوحدة التحكم. دماغ الـ CNC هو آخر المشتبهين، وليس الأول.
يكون الإصلاح منطقيًا عندما تبقى المشكلة معزولة—مستشعر واحد، فيوز واحد، أو إصدار برمجي واحد قديم. إذا كان وقت التوقف لتشخيص المشكلة وتصحيحها أقل من نصف وردية، فأنت تحافظ على وقت التشغيل دون إفراط في الاستثمار. يكون الاستبدال مبررًا عندما تفشل عدة طبقات معًا، أو ينتهي دعم البرمجيات، أو لا تستطيع وحدة التحكم تفسير ملفات CAD/CAM الحديثة. العتبة المالية بسيطة: إذا تجاوزت تكاليف الإصلاح 40% من عرض التحديث، واستمر فقدان الإنتاج في الارتفاع، فعندها تنتقل إلى الاستبدال.
ذلك التحول من الذعر إلى النمط—المصفوفة—يحول التخمين إلى حوكمة. إنه الفرق بين استعادة التدفق اليوم والمراهنة على طلبات الغد بناءً على حدس.
في اللحظة التي تلتقط فيها الهاتف، يقول كل مورد نفس الشيء: “قد يكون الوقت قد حان للترقية.” اختبار المدمج الموثوق هو ما يسألونه بعد ذلك.
س المُدمج المفيد يسأل: “ما هو رمز الخطأ المحدد على الشاشة؟” قبل ذكر الأرقام. يؤكد متطلباتك للمحاور—محورين متزامنين أو ثمانية محاور دقيقة—حتى لا يبيعك قدرات لن تحتاجها أبداً. يمر عبر كل طبقة تشخيصية ويخبرك ما إذا كان يمكن إصلاح المشكلة بإعادة تحميل البرنامج أو إعادة معايرة المستشعر.
س مندوب المبيعات الذي يضيف على الأسعار ينتقل مباشرة إلى تسعير الأجهزة. لن يوضح ما إذا كان التباطؤ ناتجاً عن سحب ميكانيكي أو تأخر في التحكم. يتحدث عن الميزات، لا عن الملاءمة.
لذلك قبل الموافقة على أي مقترح تعديل، اسأل هذه الأسئلة الأربعة:
إذا كانت الإجابات مدعومة بالبيانات ومحددة، فأنت تتعامل مع شريك. إذا كانت الإجابات مراوغة، فأنت على وشك شراء عمولة شخص ما. أفضل المدمجين يتحدثون بلغة الإنتاجية والتكلفة الإجمالية، وليس الإصدارات والكلمات الطنانة.
بمجرد أن تتجاوز الأزمة الفورية—سواء من خلال الإصلاح أو الاستبدال—تصبح المهمة الجديدة هي التوقف عن العيش في وضع الأزمة. الورش التي تطفئ الحرائق تنتظر الإنذارات؛ أما الورش التي تعمل وفق التدفق فتدمج الصيانة في الجدول الزمني.
كل ثلاثة إلى ستة أشهر، افحص كل مكون من مكونات التغذية الراجعة التي تغذي دماغ الـ CNC—مفاتيح الحد، المشفرات، مستشعرات الضغط. هذه الأجزاء الصغيرة هي حواس آلتك؛ عندما تنحرف، يختل كل حساب. ابقَ على اطلاع على إصدارات البرامج الثابتة؛ معظم “الأعطال الغامضة” تختفي بعد تحديث البرنامج. ودرب المشغلين ليس فقط على تشغيل البرامج، بل على تفسير رموز الأعطال. عندما يتمكنون من التمييز بين إنذار فقدان البيانات وتحذير انخفاض الضغط الهيدروليكي، تكون قد بنيت المرونة مباشرة عند لوحة التحكم.
يحدث التدفق عندما تتحدث الآلة والأشخاص الذين يديرونها لغة واحدة للتحكم—تغذية راجعة واضحة، تشخيص سريع، بدون ذعر. هذا ما يحول التعديل من مصروف لمرة واحدة إلى ترقية دائمة في طريقة تفكير ورشتك.
آلة الثني لا تهتم إذا كان دماغها قديماً أو جديداً—إنها تهتم فقط إذا كانت مفهومة. في اللحظة التي تتوقف فيها عن التخمين، تبدأ الآلة في الاستماع.


















