

L’officina è silenziosa, tranne per il ronzio delle luci al neon e il ticchettio del metallo che si raffredda dopo la formatura. La macchina dovrebbe essere pronta per il prossimo programma, ma il martinetto non si muove. Il controllore è acceso, l’impianto idraulico ronza regolarmente, ma nulla risponde. Hai una scadenza all’alba—e nessun tecnico fino al mattino. È qui che la fabbricazione di precisione incontra il triage reale: capire se il guasto si trova nei muscoli della pressa piegatrice o nel suo cervello.
La verità è che la maggior parte dei tempi di inattività di una pressa piegatrice si presenta con due soli sintomi: deriva o blocco. Uno sembra idraulico, l’altro digitale, ma spesso vengono diagnosticati in modo errato. La soluzione non è sempre un costoso retrofit o la spedizione notturna di pezzi di ricambio—è un percorso diagnostico strutturato basato su come i controllori CNC e i sistemi idraulici effettivamente interagiscono. Alle 2 del mattino, la realtà mette alla prova il tuo processo, non la tua fortuna.
La deriva è il fantasma di ogni operatore di presse piegatrici: due cicli identici, due angoli di piega diversi. L’istinto umano è incolpare l’idraulica perché sembra un problema meccanico: se il martinetto non mantiene la posizione, deve esserci una perdita di pressione. Tuttavia, ricerche e diagnosi sul campo concordano: nella maggior parte dei casi, la deriva ha origine nell’anello di retroazione del controllore, non nelle linee idrauliche.
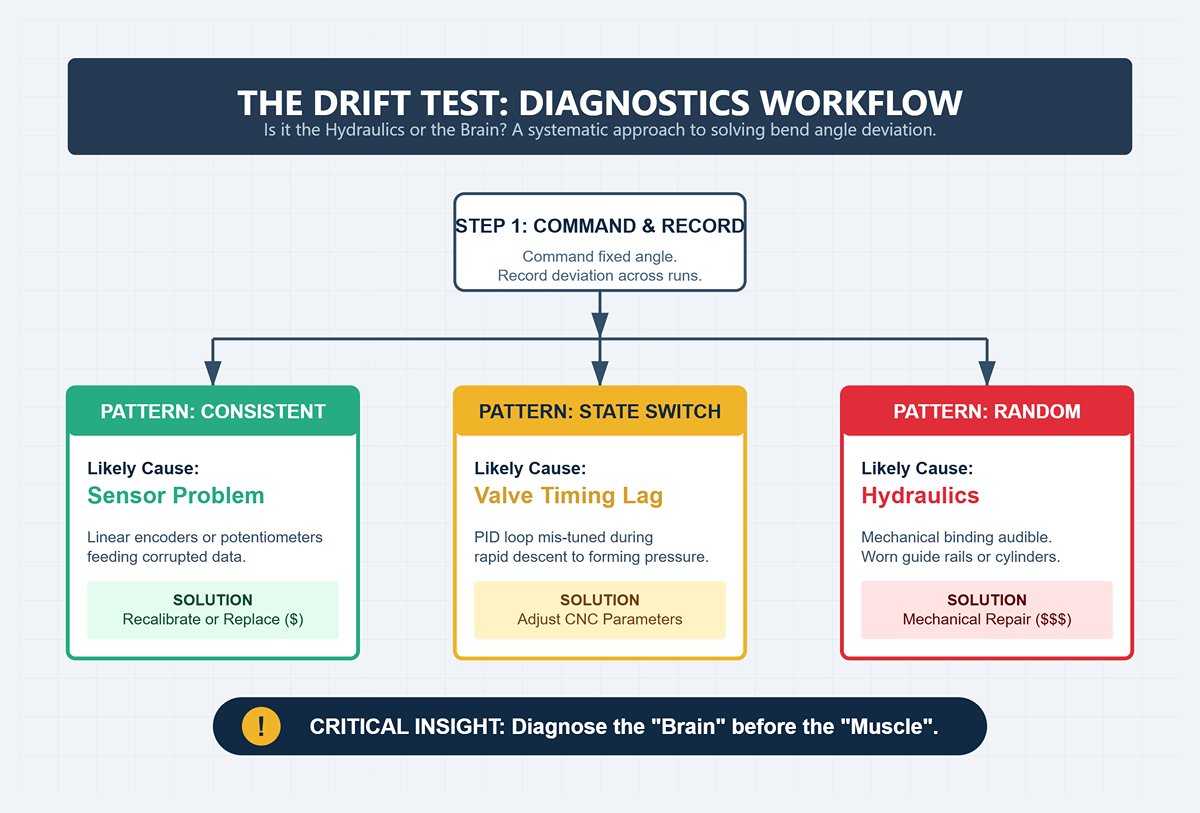
Inizia con il Test di deriva. Comanda un angolo fisso e registra la deviazione su più cicli. Se il modello di deriva è coerente in una direzione e in scala, probabilmente si tratta di un problema del sensore—encoder lineari o potenziometri che restituiscono al CNC dati di posizione corrotti. La ricalibrazione o la sostituzione di questi sensori costa centinaia, non decine di migliaia. Se la variazione si verifica durante il passaggio dalla discesa rapida alla pressione di formatura, guarda alla latenza di temporizzazione della valvola. L’anello PID del controllore può essere tarato in modo errato, causando una risposta ritardata quando l’idraulica passa da uno stato di movimento all’altro. Integratori esperti possono spesso correggere questo problema in poche ore regolando i parametri del CNC.
Solo quando la deriva rimane casuale o si avvertono rumori meccanici si considera sospetta la sincronizzazione idraulica . Guide usurate o un movimento diseguale dei cilindri non possono essere risolti dal firmware. L’intuizione fondamentale è: inizia la diagnostica con il “cervello” elettronico prima di sospettare il “muscolo” idraulico. In questo modo si evitano smontaggi inutili e si mantiene la produzione nei tempi.
Nulla diffonde il panico più velocemente di un controllore bloccato a metà ciclo. La risposta riflessa—riavviare e sperare—funzionava abbastanza spesso da farci credere. Ma il moderno controllore CNC è una rete informatica compatta costruita intorno a un’architettura di controllo del movimento. Quando si blocca, sta comunicando qualcosa di preciso: corruzione dei dati o guasto di comunicazione, non un guasto casuale.
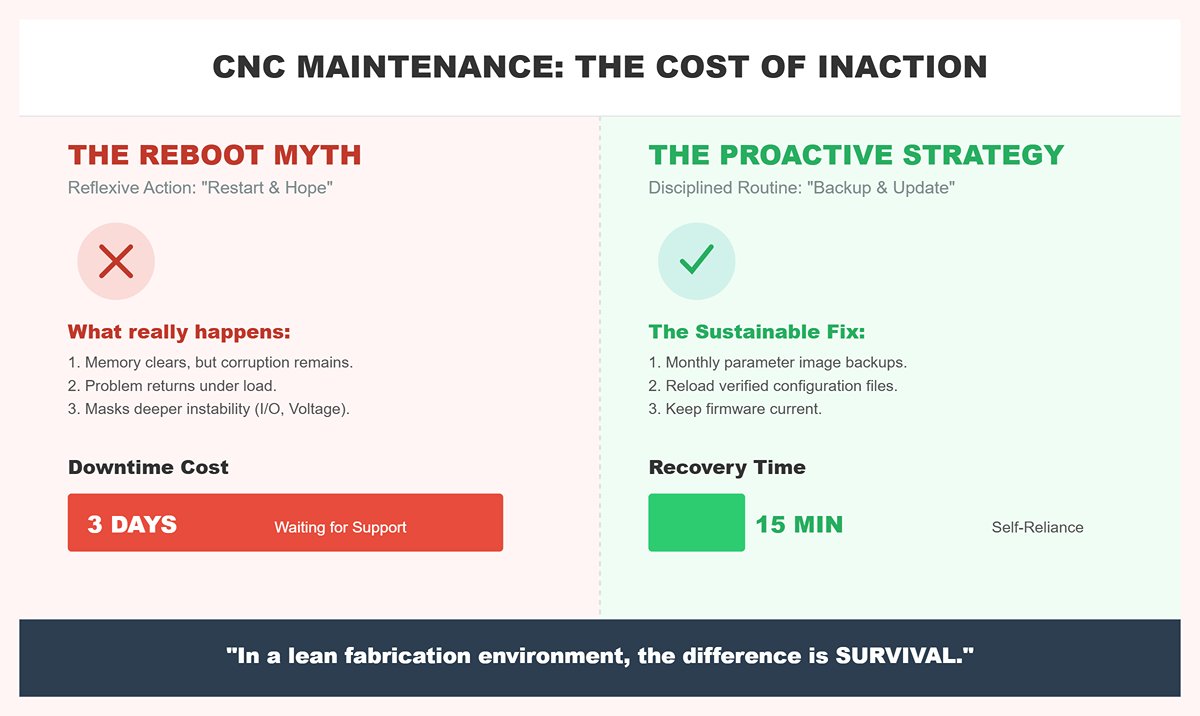
La maggior parte degli eventi di blocco risale a file di parametri corrotti o firmware obsoleto. Un riavvio cancella la memoria ma non la corruzione stessa, quindi il problema si ripresenta sempre sotto carico. Eseguire il backup di file di configurazione verificati, ricaricarli e aggiornare il firmware è la soluzione sostenibile. Se il blocco coincide con improvvise fluttuazioni di alimentazione o reset della scheda di controllo, sospettare guasto del modulo I/O o instabilità della tensione. Questi sono problemi a livello hardware, non bug software.
L’illusione di recupero tramite riavvio costa tempo di produzione e maschera una instabilità più profonda. Una routine di backup disciplinata—immagini dei parametri salvate mensilmente e firmware mantenuto aggiornato—trasforma un arresto completo in un recupero di 15 minuti. Senza di essa, ogni blocco rischia di diventare un fermo di tre giorni in attesa dell’assistenza della fabbrica. In un ambiente di fabbricazione snello, la differenza è la sopravvivenza.
Quando i pezzi devono lasciare l’officina prima dell’alba, la teoria lascia spazio al triage. L’obiettivo non è la perfezione, ma una continuità sicura e funzionale. Esistono interventi “in modalità sicura” comprovati che ogni operatore può applicare senza rischiare danni alle apparecchiature.

Inizia con il protocollo di reset del pannello di controllo: spegnere l’interruttore principale, attendere che i condensatori si scarichino e riavviare dopo alcuni minuti. Questo cancella i guasti di controllo transitori e reinizializza la comunicazione I/O. Se la macchina si riattiva normalmente, il problema risiede nella logica di controllo, non nell’idraulica.
Successivamente, ispezionare interruttori di fine corsa e interblocchi di sicurezza. Un interruttore di fine corsa disallineato o schiacciato spesso sospende il movimento della macchina come arresto protettivo, imitando un blocco del controllore. Il riallineamento ripristina il funzionamento. Nei freni dotati di servo, controllare valori di coppia di carico all’interno dei parametri CNC. Un sovraccarico termico o impostazioni di coppia eccessive possono bloccare la risposta del servo a metà sessione; ridurre i valori di carico può garantire abbastanza cicli per completare un ordine critico—comprendendo che si tratta di un bypass temporaneo, non di una riparazione.
Infine, stabilizzare l’ambiente di alimentazione. Un gruppo di continuità isola il controllore dai cali di tensione indotti da altri apparecchi sulla stessa rete. Molti blocchi “casuali” scompaiono una volta mantenuta un’alimentazione pulita.
Ogni passaggio è reversibile, tracciabile e, soprattutto, sicuro. Servono a distinguere un’anomalia di controllo recuperabile da un guasto reale che richiede l’intervento dell’assistenza. Se seguiti in modo sistematico, questi metodi trasformano un’emergenza in una pausa controllata.
Organizzando la diagnosi dei guasti in base a una gerarchia—alimentazione, controllo, idraulica—smetti di indovinare e inizi a verificare. Che si tratti di un cavo encoder $200 o della sostituzione completa di una scheda di controllo, saprai quali domande porre prima di chiamare il fornitore. E alle 2 di notte, quando la pressa piegatrice resta ferma, quella conoscenza è potere misurato non in volt, ma in tempo di attività.
Le presse piegatrici idrauliche costruite negli anni “90 restano il punto ideale per il retrofit. I loro telai e cilindri erano sovradimensionati per la durata a fatica, quindi la base meccanica spesso sopravvive ai controlli originali. Aggiungere un controllore CNC a quel ”vecchio ferro” offre un incremento misurabile di produttività a una frazione del costo di un nuovo acquisto—se si rispetta l’architettura. Una pressa idraulica si basa sulla pressione dell’olio modulata da valvole proporzionali; una piegatrice servo-elettrica sincronizza due motori di azionamento tramite anelli di retroazione digitali. La differenza non è solo nella tecnologia di movimento—è fisica del tempo. Installare controlli di tipo servo su circuiti idraulici senza aggiornare le valvole o i parametri di regolazione porta a oscillazioni e caccia del martinetto.
I retrofit di successo mantengono il nucleo idraulico ma modernizzano il controllo del movimento. Sistemi come Fasfold di Automec e le soluzioni di PC Controls aggiungono interfacce touchscreen, programmazione offline e ridondanza dati USB attorno all’idraulica esistente. Questo approccio evita revisioni complete e consente di aggiungere simulazione 2D/3D a un impianto familiare preservando la resistenza del martinetto. Tuttavia, una volta introdotta l’assistenza servo o azionamenti ibridi, la scelta del controllore si restringe drasticamente. Il CNC deve comunicare in tempo reale con amplificatori di valvole o azionamenti motore; protocolli di retroazione non compatibili (±10V, EtherCAT o CANopen) sono spesso motivi decisivi di esclusione. L’architettura determina fino a che punto puoi modernizzare prima che l’idraulica ti costringa a una pressa completamente nuova.
Non è l’affidabilità meccanica a fermare molti aggiornamenti—sono le elettroniche. Negli anni “90, i costruttori di macchine amavano i PLC proprietari sigillati sotto coperchi ”non accedere”. Queste schede logiche gestivano circuiti di sicurezza, pedali e sequenze del martinetto senza schemi a contatti pubblicati. Quando il display si guasta o i chip di memoria invecchiano, la macchina funziona ma non può comunicare con nuovi controllori. È il buco nero del retrofit: non puoi correggere ciò che non puoi leggere.
Le officine spesso lo scoprono solo dopo aver ordinato un kit di retrofit. Montano schermo e azionamenti, accendono, e la pressa si rifiuta di ciclare perché il PLC legacy controlla ancora i relè. A quel punto, l’unica cura è una riscrittura del quadro—strappare decenni di cablaggi per installare un PLC di sicurezza moderno e moduli I/O. I costi e i tempi di fermo aumentano rapidamente. La strategia pratica è verificare il quadro di controllo in anticipo. Identifica se la logica PLC può essere bypassata tramite relè a contatto secco o se i segnali sono incorporati in linee bus proprietarie. Se l’isolamento è possibile, puoi innestare un controllore Delem o ESA sul sistema esistente, mantenendo idraulica e circuiti di sicurezza. In caso contrario, pianifica una modernizzazione elettrica completa; qualsiasi altra cosa ti lascerà inseguire segnali fantasma e arresti spontanei che il software non risolverà mai.
Anche con un’interfaccia PLC pulita, il successo del retrofit dipende dalla precisione del feedback. I martinetti idraulici richiedono sincronizzazione posizionale al micron. Encoder lineari, trasduttori rotativi e valvole proporzionali devono parlare lo stesso linguaggio di retroazione del nuovo CNC. Differenze nei range di tensione o nelle frequenze di aggiornamento portano a disallineamenti tra i cilindri—soprattutto sotto pressione di piegatura. Una volta che ciò accade, non puoi correggerlo via software; il ritardo di feedback supera la finestra di correzione del controllore.
Prima di preventivare un retrofit, verifica il tipo di uscita dell’encoder (TTL, SIN/COS o seriale assoluto) e la specifica di comando della valvola (controllo in corrente o tensione). Un controllore che pubblicizza “ingressi universali” può comunque rifiutarsi di calibrare se le frequenze di interrogazione divergono. I tecnici riportano che l’80 % delle integrazioni fallite deriva da queste sottili incompatibilità, non da errori software. Un singolo encoder che deriva rende imprevedibile la correzione dell’angolo, costringendo gli operatori a tornare alla spessoratura manuale. Evita ciò con un test al micrometro della parallelità del martinetto e un controllo della risposta della servo‑valvola prima di qualsiasi modifica al cablaggio. Se la deviazione supera la tolleranza, prevedi encoder abbinati o valvole rigenerate—il controllore economico non è il colpevole.
La regolazione delle valvole merita uguale attenzione. Quando le risposte servo sono lente, l’anello PID del sistema oscilla tra avvicinamento rapido e velocità di piegatura, accentuando il ritorno elastico. Piegature costanti dipendono da una tempistica di transizione stabile: modifica i parametri di rampa idraulica per mantenere un punto di commutazione della pressione ripetibile, quindi registra la variazione dell’angolo durante i cicli di prova. I buoni retrofit integrano routine di auto‑calibrazione che rilevano la deriva in anticipo e registrano i dati di correzione nel database CNC.
In sintesi: un retrofit di pressa piegatrice ha successo solo quando integrità meccanica, trasparenza elettrica e fedeltà del feedback sono allineate. Saltare qualsiasi verifica trasforma un aggiornamento da $15.000 in una maratona di ricerca guasti da $40.000. Ma quando ferro, sensori e software lavorano insieme, quel “nuovo cervello” può far funzionare una vecchia pressa piegatrice idraulica con precisione digitale—e ripagarsi per un’altra generazione.
In un ambiente ad alta varietà—dove ogni turno porta nuovi profili di pezzi, spessori e specifiche del cliente—il più piccolo errore di input si moltiplica sugli ordini. I sistemi di controllo numerico tradizionali si basano sulla reinserzione manuale dei dati da disegni CAD o mappe di piegatura stampate. Ogni pressione di tasto è un rischio. Un singolo numero digitato male su una flangia o un angolo porta a pezzi piegati e scartati e a rilavorazioni non pianificate.
I controllori CNC con importazione diretta CAD eliminano quello strato di traduzione. I programmi acquisiscono direttamente i file STEP o DXF del cliente, convertendo la geometria 3D in percorsi utensile e sequenze di piegatura senza trascrizione da parte dell’operatore. Il risultato è una riduzione misurabile degli scarti—studi mostrano un guadagno di resa al primo passaggio del 5%, che si traduce direttamente in profitto per pezzo. I calcoli automatizzati di sviluppo e deduzione di piega garantiscono inoltre coerenza tra i lotti, indipendentemente da chi sia in turno o quale variante sia in lavorazione.
L’altro vantaggio si nasconde nella programmazione. Quando la preparazione dei lavori passa da ore di digitazione manuale a pochi minuti di importazione e verifica, la precisione dei preventivi migliora e i flussi di lavoro ad alta varietà smettono di essere colli di bottiglia. Ogni slot di setup liberato dall’automazione diventa nuova capacità, non tempo morto. Su un ciclo annuale, è l’equivalente di aggiungere un’altra piegatrice senza un nuovo contratto di locazione o un operatore aggiuntivo.
I contratti di fabbricazione di precisione—specialmente nei settori aerospaziale, medicale e degli elettrodomestici—vivono o muoiono in base alla ripetibilità della precisione. Controlli manuali dell’angolo dopo ogni seconda piega possono soddisfare la conformità ISO una volta, ma devastano i tempi di ciclo. La misurazione dell’angolo a circuito chiuso, integrata direttamente nei controllori CNC avanzati, sostituisce quei controlli a campione con un feedback istantaneo dei sensori durante la piegatura.
La logica è semplice: sensori montati vicino agli utensili leggono l’angolo di piega in tempo reale e segnalano al controllore di fermarsi o correggere automaticamente il ritorno elastico. Il ritorno elastico—quando il materiale si rilassa dopo la piegatura—può variare in base al lotto o alla direzione del foglio. Senza compensazione, il 30% dei lavori di piegatura in aria richiede rilavorazioni post‑piega. Quando il controllo a circuito chiuso e gli algoritmi di compensazione del ritorno elastico si abbinano all’azionamento servo‑elettrico, quella rilavorazione scende quasi a zero. Lo stabilimento sudcoreano che ha combinato queste caratteristiche ha riportato una riduzione del 38% nelle rilavorazioni in pochi mesi e un aumento del 21% della disponibilità operativa—prova che un controllo più preciso dell’angolo si traduce direttamente in meno pezzi scartati e maggiore durata degli utensili.
L’automazione di precisione fa più che ridurre i difetti; riduce la fatica dell’operatore. Invece di regolare le pieghe a metà ciclo, i tecnici monitorano la qualità su più macchine, moltiplicando la produttività per persona. L’affidabilità smette di dipendere dal “miglior” operatore in turno—è il controllore stesso a garantire la precisione in ogni turno.
La fidelizzazione e l’inserimento sono problemi cronici nella lavorazione dei metalli. Gli operatori esperti di piegatrici sono rari e i nuovi assunti spesso impiegano mesi per raggiungere una produttività competente su controllori tradizionali pieni di codici criptici e menu annidati. Questo ritardo costa salari, supervisione e scarti. Le interfacce CNC moderne ora si basano sulla visualizzazione 3D della piega e su simulazioni di prova per ridurre drasticamente la curva di apprendimento.
Quando gli operatori possono visualizzare in anteprima ogni sequenza di piega in tempo reale, vedere i punti di collisione e trascinare o riordinare i passaggi direttamente sullo schermo, la comprensione accelera. Gli errori emergono in simulazione, non sul pavimento. Le prove lo confermano: gli aggiornamenti ai controllori con capacità 3D hanno ridotto i tempi di formazione del 50%, trasformando di fatto operatori in prova in produttori sicuri nel giro di poche settimane. In uno stabilimento di Incheon, gli ingegneri preparavano i programmi offline, eseguivano prove digitali di piega e dimezzavano gli scarti di avviamento—il tutto mantenendo la produttività durante i cambi turno.
Il motore di profitto qui non è solo la velocità; è il carico mentale. Quando la visualizzazione chiarisce la strategia di piegatura, anche operatori con esperienza limitata possono gestire pezzi complessi in sicurezza. Questo sblocca flessibilità: turni straordinari, lavorazioni nel weekend o personale temporaneo non minacciano più la qualità. Ogni operatore trattenuto equivale a migliaia di euro risparmiati in tempi di fermo e costi di reclutamento.
| Scenario | Focus principale | Sfide | Soluzioni | Risultati/Vantaggi |
|---|---|---|---|---|
| Per officine ad alta varietà | Importazione diretta da CAD e fine degli scarti causati da errori di digitazione | Cambi frequenti nei profili dei pezzi, negli spessori e nelle specifiche causano errori di inserimento manuale dei dati che portano a scarti e rilavorazioni. | I controllori CNC con importazione diretta da CAD eliminano la reinserzione manuale convertendo automaticamente i file STEP/DXF in percorsi utensile e sequenze. | Fino al 5% di aumento della resa al primo passaggio, riduzione degli scarti, risultati coerenti tra operatori, miglioramento della programmazione, tempi di preparazione più brevi e capacità aggiuntiva senza attrezzature extra. |
| Per lavori a contratto di precisione | Misurazione dell’angolo a circuito chiuso e compensazione del ritorno elastico | I controlli manuali dell’angolo rallentano la produzione e il ritorno elastico incoerente porta a rilavorazioni. | Sensori integrati e feedback a circuito chiuso rilevano e correggono automaticamente in tempo reale gli errori di angolo, abbinati ad algoritmi di compensazione del ritorno elastico. | Riduzione del 38% nelle rilavorazioni, aumento del 21% del tempo di attività, piegature difettose quasi nulle, minore affaticamento e precisione costante indipendentemente dall’abilità dell’operatore. |
| Per reparti ad alto turnover | Visualizzazione 3D che riduce la formazione da mesi a giorni | Tempi di inserimento lunghi e alto turnover degli operatori a causa di controlli tradizionali complessi. | Interfacce 3D moderne con visualizzazione in tempo reale della piegatura, rilevamento delle collisioni e sequenziamento drag‑and‑drop. | Tempo di formazione ridotto del 50%, scarti di avviamento dimezzati, curva di apprendimento più rapida, maggiore flessibilità e riduzione dei costi di reclutamento. |
Un’officina può convalidare subito queste funzionalità che generano profitto senza nuovo hardware. Bastano cinque minuti per estrarre i registri degli scarti dell’ultimo mese e contrassegnare ogni pezzo scartato per angolo errato o dimensione inserita male. Se più di uno su dieci pezzi scartati è legato a errori di inserimento o misurazione, il problema non è la disciplina dell’operatore, ma il limite del controller. Esegui lo stesso campione tramite software di importazione CAD o simulazione di piegatura—molti fornitori offrono valutatori gratuiti—e misura quanti di quegli errori il software rileva prima del taglio.
Il successo è semplice da riconoscere: meno modifiche manuali, precisione di piegatura costante su tutti i materiali e inserimento più rapido e sicuro. Questi sono i segnali tangibili che un controller CNC intelligente—capace di traduzione CAD nativa, feedback a circuito chiuso e visualizzazione in tempo reale—non è solo un perfezionamento tecnologico. È il controllo del margine per progettazione. Ogni grado corretto, ogni errore di digitazione evitato e ogni curva di apprendimento accorciata diventano visibili in un unico punto: la linea del profitto.
Gli aggiornamenti dei controller CNC per presse piegatrici rientrano in una delle fasce di costo più ampie nella lavorazione dei metalli—e per una buona ragione. L’apparente intervallo da $5.000 a $35.000 nasconde una verità importante su livello, capacità e complessità di integrazione. I controlli di importazione entry-level possono effettivamente costare meno di $5.000, ma mancano della memoria, delle opzioni di interfaccia e della compensazione in tempo reale necessarie per adattarsi a una pressa piegatrice idraulica più vecchia. I veri sistemi pronti per il retrofit, che offrono guadagni di produttività tangibili, partono più vicino a $12.000 e possono superare $50.000 per macchine multi-asse ad alta tonnellaggio.
Questa forbice riflette non solo la sofisticazione dell’hardware—HMI touchscreen, simulazione 3D della piegatura, sequenziamento automatico—ma anche le ore di ingegneria necessarie per integrare il nuovo cervello nei vecchi azionamenti, idraulica e battute posteriori. Nella maggior parte dei preventivi, manodopera e messa in servizio rappresentano quasi la metà del totale. Gli integratori spesso includono nel pacchetto il cablaggio elettrico del quadro, nuovi azionamenti servo e talvolta un retrofit completo della battuta posteriore insieme al CNC stesso.
Il confronto sorprendente non è con un altro preventivo di retrofit, ma con il prezzo di una macchina nuova. Le presse piegatrici moderne, fornite complete di controller di fabbrica, superano regolarmente $500.000 prima di trasporto, installazione e formazione dell’operatore. In quest’ottica, anche un retrofit da $50.000 si configura come una modernizzazione a basso capitale, estendendo la vita produttiva di una struttura meccanica solida per un altro decennio o più.
La questione dei costi, quindi, riguarda meno lo shock del prezzo e più la leva: trasformare un bene ammortizzato in uno digitalmente capace a circa un decimo del costo di sostituzione.
La linea di pareggio di un retrofit raramente si riduce al solo prezzo; dipende dalla salute meccanica residua e dall’utilizzo. Se il telaio, i cilindri e la trasmissione meccanica della pressa piegatrice sono integri, l’aggiunta di un controller CNC può sbloccare una notevole capacità nascosta. Un migliore sequenziamento della piegatura, la correzione dell’angolo basata sul feedback a circuito chiuso e l’allineamento automatico degli utensili riducono ciascuno i tempi di configurazione e le rilavorazioni. In modo prudente, un guadagno di produttività del 10–15% su un’operazione a due turni può recuperare l’investimento entro 18-24 mesi—e questo prima di considerare i risparmi di manodopera derivanti dalla riduzione delle piegature di prova o dal turnover più rapido degli operatori.
Al contrario, una nuova pressa piegatrice non solo costa di più; azzera il programma di ammortamento, richiede una nuova formazione per l’operatore e può necessitare di nuove attrezzature per allinearsi al suo sistema di bloccaggio. Il costo totale installato può raggiungere dieci volte il budget di un retrofit. Solo le officine che lavorano vicino alla capacità, o gravate da impianti idraulici difettosi, trovano di solito il calcolo della sostituzione vantaggioso.
È qui che la disciplina finanziaria si interseca con la realtà della manutenzione. Un retrofit vince solo se il nucleo meccanico è affidabile; altrimenti, il controllore diventa una costosa sovrastruttura su un telaio morente. Il percorso di aggiornamento responsabile inizia sempre con un triage—un’ispezione per confermare l’integrità idraulica della pressa, il parallelismo del pistone e la ripetibilità del riscontro posteriore. Solo allora il calcolo del punto di pareggio può poggiare su qualcosa di più di un’ipotesi da foglio di calcolo.
Il ROI del retrofit dipende anche da quanto tempo la macchina rimane fuori servizio e da quanto rapidamente gli operatori salgono la curva della nuova interfaccia. I tempi degli integratori variano, ma una sostituzione completa del controllo—cablaggio, test, calibrazione—occupa tipicamente da tre a sette giorni lavorativi. Alcuni fornitori organizzano il processo per ridurre al minimo la perdita di produzione, aggiornando un asse o un sottosistema alla volta. Includere questa flessibilità di pianificazione nei confronti dei preventivi; un prezzo hardware più basso può svanire se blocca una pressa primaria per due settimane intere.
Il costo più sottile emerge dopo l’accensione. Anche i controllori intuitivi richiedono nuova memoria muscolare da parte di operatori esperti che comprendono il “feeling” più che la sequenza su schermo. Aspettatevi un calo temporaneo della produttività mentre il personale passa da inserimenti manuali di codici a programmi di piega grafici o importazioni CAD. Le officine che investono in formazione durante l’installazione—attraverso sessioni del fornitore o turni in affiancamento con l’integratore—spesso recuperano la produttività di base entro il primo mese e la superano subito dopo. Quelle che saltano l’inserimento formale possono estendere quel calo per un intero trimestre.
Quantificare questo tempo di fermo e la curva di apprendimento è essenziale per un’economia trasparente. Fate budget non solo per il controllore ma anche per una finestra di recupero realistica: una settimana lavorativa di output ridotto durante l’installazione e altre due-quattro di crescita fino a quando gli operatori sfruttano pienamente simulazione, compensazione del ritorno elastico e sequenziamento automatico. Questa previsione migliora la credibilità quando si presenta il caso di aggiornamento alla direzione o alla finanza—riducendo le sorprese e rafforzando il consenso interno.
A lungo termine, il retrofit più redditizio è quello i cui calcoli economici sono stati fatti onestamente. Un aggiornamento ben pianificato del controllore CNC trasforma una pressa piegatrice datata in una macchina efficiente nell’impostazione e capace di gestire dati, estendendo la sua vita produttiva senza lo shock di capitale di ricominciare da zero. Quando hardware, logica del punto di pareggio e matematica dei tempi di fermo si allineano, l’aggiornamento smette di essere una spesa e diventa una strategia di resilienza operativa.
Ogni operatore di pressa piegatrice conosce il momento—la macchina si ferma a metà ciclo, il pannello di controllo si blocca, gli allarmi lampeggiano, e si inizia a chiedersi se sia finalmente arrivato il momento di sostituire il controllore CNC. Ma ecco la verità che la maggior parte delle officine trascura: il controllore raramente è il colpevole. Studio dopo registro di servizio, il “guasto del controllore” si rivela essere deriva del sensore, cattiva messa a terra o parametri corrotti. Sostituire la testa CNC quando il problema risiede in un encoder $500 è come cambiare la trasmissione perché la spia del cruscotto ha dato un falso allarme.
Iniziate dalla pila, non dal sintomo. La scala diagnostica porta disciplina a quella decisione guidata dall’impulso. Prima controllate alimentazione e integrità elettrica—fusibili, relè, interruttori principali. Poi verificate salute idraulica e meccanica—olio, pompa, guide. Solo dopo aver confermato questi livelli si mette in discussione la rete di feedback di encoder, potenziometri o sensori di pressione che inviano dati al controllore. Il cervello CNC è l’ultimo sospetto, non il primo.
La riparazione ha senso quando il guasto rimane isolato—un sensore, un fusibile, una versione firmware arretrata. Se il tempo di fermo per diagnosticare e correggere è inferiore a mezza giornata, si protegge la produttività senza sovracapitalizzare. La sostituzione è giustificata quando più livelli falliscono insieme, il supporto firmware è terminato o il controllore non può interpretare file CAD/CAM moderni. La soglia economica è semplice: se le riparazioni superano il 40% di un preventivo di retrofit, e la perdita di produzione continua a salire, si passa alla sostituzione.
Quel passaggio dal panico al modello—la matrice—trasforma le supposizioni in governance. È la differenza tra ripristinare il flusso oggi e scommettere gli ordini di domani su un’intuizione.
Nel momento in cui sollevi il telefono, ogni fornitore dice la stessa cosa: “Potrebbe essere il momento di un aggiornamento.” La prova di un integratore di fiducia è ciò che chiede dopo.
A integratore utile chiede: “Qual è esattamente il codice di errore sullo schermo?” prima di citare numeri. Conferma i tuoi requisiti di assi—tandem a due assi o precisione a otto assi—così da non spingerti verso capacità di cui non avrai mai bisogno. Passa in rassegna ogni livello diagnostico e ti dice se un ricaricamento del software o una ricalibrazione del sensore potrebbero risolvere il problema.
A venditore che gonfia il preventivo passa subito ai prezzi dell’hardware. Non chiarisce se il rallentamento sia dovuto a un attrito meccanico o a un ritardo di controllo. Parla di caratteristiche, non di adeguatezza.
Quindi, prima di approvare qualsiasi proposta di retrofit, poni queste quattro domande:
Se le risposte sono basate sui dati e specifiche, stai trattando con un partner. Se sono evasive, stai per comprare la commissione di qualcuno. I migliori integratori parlano il linguaggio della produttività e del costo totale, non di versioni e parole d’effetto.
Una volta superata la crisi immediata—sia tramite riparazione che sostituzione—la nuova missione è smettere di vivere in modalità emergenza. Le officine che “spengono incendi” aspettano gli allarmi; quelle basate sul flusso pianificano la manutenzione nel calendario.
Ogni tre-sei mesi, ispeziona ogni componente di feedback che alimenta il cervello CNC—finecorsa, encoder, sensori di pressione. Questi piccoli componenti sono i sensi della tua macchina; quando si spostano, ogni calcolo diventa errato. Rimani aggiornato sulle versioni firmware; la maggior parte dei “guasti misteriosi” sparisce dopo un aggiornamento software. E forma gli operatori non solo a eseguire programmi, ma a interpretare i codici di errore. Quando sanno distinguere un allarme di perdita dati da un avviso di bassa pressione idraulica, hai costruito resilienza direttamente al pannello di controllo.
Il flusso si realizza quando la macchina e le persone che la gestiscono condividono un unico linguaggio di controllo—feedback chiaro, diagnosi rapida, zero panico. È ciò che trasforma un retrofit da una spesa una tantum a un miglioramento permanente nel modo di pensare della tua officina.
La pressa piegatrice non si cura se il suo cervello è vecchio o nuovo—le importa solo di essere compresa. Nel momento in cui smetti di indovinare, la macchina inizia ad ascoltare.


















