

工場は、頭上の照明のハム音と、成形されたばかりの鋼が冷えるカチカチという音以外は静まり返っている。機械は次のプログラムの準備が整っているはずなのに、ラムが動かない。コントローラーは点灯し、油圧は安定したハム音を響かせているのに、何も反応しない。夜明けまでに締め切りがあるが、技術者は朝まで来ない。ここが精密加工と現実的なトリアージが交差する場所だ—故障がプレスブレーキの「筋肉」にあるのか、「頭脳」にあるのかを見極める瞬間だ。.
実際のところ、プレスブレーキの停止時間のほとんどは2つの症状のどちらかに化けている:ドリフトかフリーズだ。ひとつは油圧的に見え、もうひとつはデジタル的に見えるが、しばしば誤診される。修理は必ずしも高価なレトロフィットや部品の翌日配送を必要とせず、CNCコントローラーと油圧システムが実際にどのように連携するかに基づいた体系的な診断手順が重要となる。午前2時、現実が試すのは運ではなくあなたのプロセスだ。.
ドリフトはすべての製造者にとっての幻影だ:同じサイクルを2回行い、曲げ角度が異なる。人間の本能は油圧を疑う—ラムが位置を保持できないなら圧力漏れだと考えてしまう。しかし研究と現場の診断が一致している:多くの場合、ドリフトは油圧ラインではなく、コントローラーのフィードバックループから始まる。.
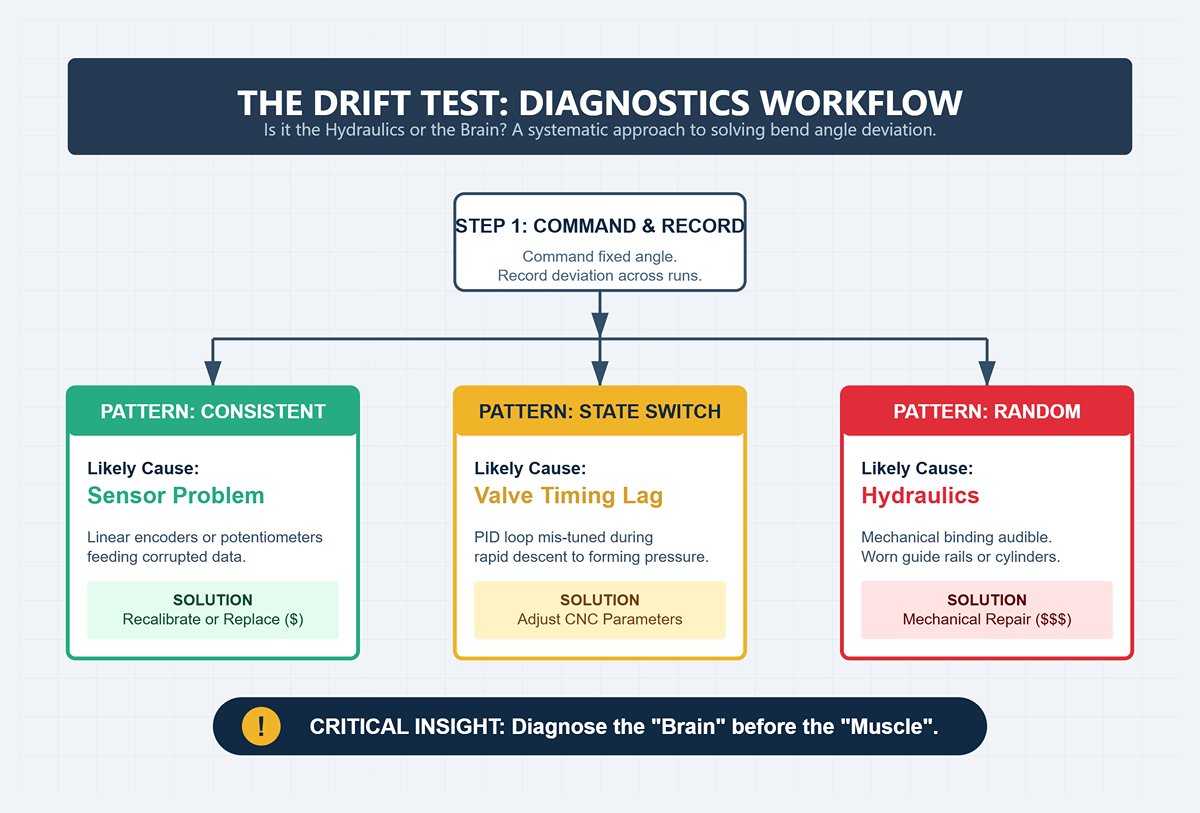
まずは ドリフトテスト. を実施する。固定角度を指示し、複数回の実行で偏差を記録する。もしドリフトのパターンが一方向かつ一定のスケールであれば、それは センサーの問題—直線エンコーダやポテンショメータがCNCに誤った位置情報を返している可能性が高い。これらのセンサーの再調整や交換は数百ドルで済み、数万ドルはかからない。変動が高速下降から成形圧力への切り替え時に発生する場合は、 バルブタイミングの遅れ. を疑うべきだ。コントローラーのPIDループが適切に調整されておらず、油圧が動作状態を切り替える際に応答が遅れている可能性がある。経験豊富なインテグレーターであれば、CNCパラメータの調整によって数時間で修正できることが多い。.
ドリフトがランダムに残り、機械的な干渉音が聞こえる場合のみ、 油圧の同期不良 が疑わしい。摩耗したガイドレールやシリンダーの不均等な動作はファームウェアでは解決できない。重要な洞察はこうだ:油圧の「筋肉」を疑う前に、電子的な「頭脳」から診断を始めること。そうすることで不必要な分解を防ぎ、生産スケジュールを維持できる。.
サイクル途中でコントローラーがフリーズすると、これほど早くパニックが広がることはない。反射的な答え—再起動して祈る—は以前は十分な頻度でうまくいったため、オペレーターに信じさせてしまった。しかし現代のCNCコントローラーは、モーション制御アーキテクチャを包み込んだコンパクトなコンピュータネットワークだ。フリーズした場合、それは正確にこう伝えている: データ破損または通信障害, —単なる偶然の不具合ではないのだ。.
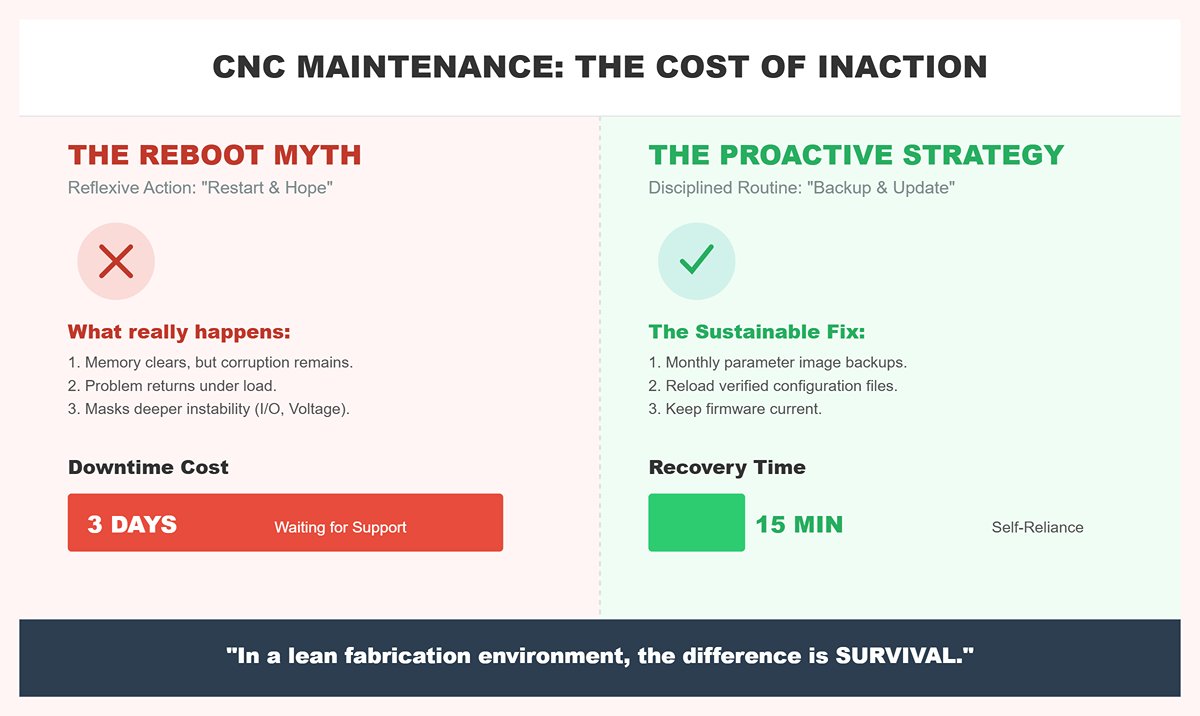
ほとんどのフリーズ事象は 破損したパラメータファイルまたは古いファームウェア. に起因します。再起動はメモリをクリアしますが、破損自体を修復するわけではないため、負荷がかかると問題は必ず再発します。検証済みの設定ファイルをバックアップし、それらを再ロードしてファームウェアを更新することが持続的な解決策です。もしフリーズが突然の電源変動や制御基板のリセットと同時に発生する場合は、 I/Oモジュールの故障または電圧の不安定. を疑ってください。これらはソフトウェアのバグではなく、ハードウェアレベルの問題です。.
再起動による復旧という幻想は、生産時間を奪い、より深刻な不安定さを隠してしまいます。. 計画的なバックアップ習慣—パラメータイメージを毎月保存し、ファームウェアを最新に保つこと—によって、完全停止を15分の復旧に変えることができます。これがなければ、フリーズするたびに工場サポートを待つ3日間の停止に発展する危険があります。リーンな製造現場では、この差が生存を分けます。.
部品を夜明け前に出荷しなければならない時には、理論よりもトリアージが優先されます。目的は完璧ではなく、安全で機能的な継続性です。装置を損傷させずに、誰でも適用できる実証済みの「セーフモード」介入方法があります。.

まずは 制御パネルリセット手順:主遮断器を停止し、コンデンサが放電するのを待ってから、数分後に再起動します。これにより一時的な制御故障が解消され、I/O通信が再初期化されます。機械が正常に復帰する場合、問題は油圧ではなく制御ロジックにあります。.
次に、点検すべきは リミットスイッチと安全インターロック. です。位置ずれや破損したリミットスイッチは、保護停止として機械の動きを停止させ、コントローラのハングを模倣します。位置調整によって動作が復活します。サーボ搭載のブレーキの場合は、CNCパラメータ内の 負荷トルク値 を確認してください。熱過負荷や過剰なトルク設定は、加工中にサーボ応答をロックさせることがあります。負荷値を下げることで重要な注文を終えるまでのサイクルを稼げます——これはあくまで一時的な回避策であり、修理ではありません。.
最後に、, 電源環境の安定化. を図ってください。無停電電源装置(UPS)は、同一電源系統上の他の機器による電圧低下からコントローラを隔離します。清浄な電源を確保すると、多くの「ランダムな」フリーズが消えることがあります。.
各ステップは可逆的で、追跡可能で、そして何よりも安全です。これらは、サービス介入を要する真の故障と、回復可能な制御上のグリッチを区別するために存在します。体系的に実施すれば、これらの方法は緊急事態を制御された一時停止へと変えます。.
故障診断を階層構造―電源、制御、油圧―の周りに整理することで、推測をやめて検証を始めることができます。$200エンコーダケーブルから制御ボード全体の交換まで、ベンダーに電話する前にどの質問をすべきかが分かるでしょう。そして午前2時、プレスブレーキが沈黙している時、その知識は電圧ではなく稼働時間で測られる力となります。.
1990年代に製造された油圧プレスブレーキは、レトロフィットに最適な年代です。そのフレームとシリンダは疲労寿命に対して過剰設計されており、機械的な基盤はしばしば元の制御系より長持ちします。その「古い鉄」にCNCコントローラを追加することで、新品のコストの一部で生産性を大きく向上できます―ただし、アーキテクチャを尊重すればの話です。油圧プレスは比例弁で制御される油圧に依存し、サーボ電動ブレーキはデジタルフィードバックループで双駆動モーターを同期させます。違いは運動技術だけでなく、タイミングの物理です。弁やチューニングパラメータをアップグレードせずに油圧回路にサーボ型制御を取り付けると、振動やラムハンチングを招きます。.
成功するレトロフィットは油圧コアを保持しつつモーション制御を近代化します。AutomecのFasfoldやPC Controlsのソリューションのようなシステムは、既存の油圧系にタッチスクリーンインターフェース、オフラインプログラミング、USBデータ冗長性を追加します。このアプローチは全面改修を回避し、ラム強度を保持しながら馴染みのある装置に2D/3Dシミュレーションを追加できます。しかし、サーボ補助やハイブリッドドライブを導入すると、コントローラの選択肢は急激に絞られます。CNCはバルブアンプまたはモータードライブとリアルタイムで通信する必要があり、フィードバックプロトコル(±10V、EtherCAT、CANopen)の不一致は致命的な障害になりがちです。アーキテクチャが、油圧が完全な新プレスを要求する前にどこまで近代化できるかを決定します。.
多くのアップグレードを妨げているのは機械的信頼性ではなく、電子制御です。1990年代、工作機メーカーは「アクセス禁止」カバーに封印された独自PLCを好みました。それらのロジックボードは、安全回路やフットペダル、ラムシーケンスを未公開のラダーダイアグラムで制御していました。ディスプレイが故障したりメモリチップが寿命を迎えたりすると、機械は動作しても新しいコントローラと通信できません。これがレトロフィットのブラックホールです――読めないものは修復できません。.
多くの工場はレトロフィットキットを注文してからこの問題に気づきます。スクリーンとドライブを取り付け、電源を入れると、レガシーPLCがリレーを支配しているためプレスが動作を拒否します。この時点で唯一の治療法はキャビネットの再設計です――数十年分の配線を撤去し、最新の安全PLCとI/Oモジュールを設置すること。コストとダウンタイムは急増します。実際的な戦略は、早期に制御キャビネットを監査することです。PLCロジックをドライ接点リレー経由でバイパスできるか、専用バスラインに埋め込まれているかを確認します。分離が可能なら、DelemまたはESAコントローラを既存システムに接続し、油圧系と安全回路を維持できます。そうでなければ、完全な電気系近代化を計画すべきです。それ以外では、幽霊信号やソフトウェアでは解消できない突発停止を追いかけ続けることになります。.
PLCインターフェースがクリーンでも、レトロフィットの成功は精密なフィードバックにかかっています。油圧ラムはミクロン単位までの位置同期を必要とします。リニアエンコーダ、回転トランスデューサ、比例弁が新しいCNCと同じフィードバック言語を話さなければなりません。電圧範囲や更新レートの不一致は、特に加圧成形中にシリンダ間のドリフトを引き起こします。一度発生すると、ソフトウェアでは補正できず、フィードバック遅延がコントローラの補正ウィンドウを超えます。.
レトロフィット見積もり前に、エンコーダ出力タイプ(TTL、SIN/COS、または絶対シリアル)とバルブ駆動仕様(電流または電圧制御)を確認してください。「ユニバーサル入力」を謳うコントローラでも、ポーリングレートが合わないとキャリブレーションを拒否する場合があります。技術者は、統合失敗の80 %がこうした微妙な不一致に起因し、ソフトウェアの欠陥ではないと報告しています。1つのドリフトするエンコーダだけで角度補正が不安定となり、オペレータは再び手動シムに戻ることを余儀なくされます。これを防ぐには、配線変更前にマイクロメータでラム平行度とサーボバルブの応答をテストしてください。許容範囲を超える偏差がある場合、適合するエンコーダまたは再整備されたバルブ用の予算を確保しましょう。安価なコントローラが原因ではありません。.
バルブ調整も同様に注意が必要です。サーボ応答が遅れると、システムのPIDループが急速接近と成形速度の間で振動し、スプリングバックが増大します。一貫した曲げ精度には安定した遷移タイミングが不可欠です。油圧ランプパラメータを調整して再現可能な圧力スイッチポイントを維持し、テストサイクル中に角度変動を記録します。良いレトロフィットは、ドリフトを早期に検知し、その補正データをCNCデータベースに記録する自己キャリブレーション機能を統合しています。.
結論: プレスブレーキのレトロフィットが成功するのは、機械的完全性、電気的透明性、フィードバック忠実度が整ったときのみです。どれか1つの監査を省略すれば、$15,000のアップグレードが$40,000のトラブルシューティングマラソンに変わります。しかし、鉄、センサー、ソフトウェアが調和すれば、その「新しい頭脳」は古い油圧プレスブレーキをデジタル精度で動かし、次の世代まで価値を生み出します。.
多品種環境では、各シフトごとに新しい部品形状、板厚、顧客仕様が入り、最小の入力ミスが注文全体に波及します。従来の数値制御システムは、CAD図面や印刷された曲げマップからの手動データ再入力に依存しており、入力のたびにリスクがあります。フランジや角度の数字をひとつ打ち間違えるだけで、曲げミスによるスクラップや予定外の再加工が発生します。.
CNCコントローラのCAD直接インポート機能は、この翻訳層を排除します。プログラムは顧客のSTEPまたはDXFファイルを直接取り込み、オペレータの転記なしに3D形状をツールパスや曲げシーケンスに変換します。その結果、スクラップ率が大幅に減少します―調査では初回合格率が5%向上し、これは1部品あたりの利益増加に直結します。自動展開および曲げ補正計算もシフトやバリアントに関係なく一貫性を保証します。.
もう一つの利点はスケジューリングに隠れています。ジョブプログラミングが、手動入力に数時間かかっていたものからインポートと検証に数分で済むようになると、見積もり精度が向上し、多品種作業のボトルネックが解消されます。自動化で解放されたセットアップスロットは新たな生産能力となり、遊休時間ではなくなります。年間を通じれば、新しいプレスブレーキを導入せずに1台分の追加能力を得るのと同等です。.
精密製造契約――特に航空宇宙、医療、家電分野では、再現性のある精度が命綱です。ISO適合のために2回に1回手動で角度を確認する方法は、一見基準を満たしますが、サイクルタイムを著しく悪化させます。高度なCNCコントローラーに直接組み込まれたクローズドループ角度測定は、そのスポットチェックを無くし、曲げ加工中にセンサーから即時フィードバックを受け取る仕組みへ置き換えます。.
理屈は単純です。工具近くに取り付けられたセンサーがリアルタイムで曲げ角度を読み取り、コントローラーに対してスプリングバックへの自動停止や補正を指示します。スプリングバック――素材が曲げ後に弛む現象――は、ロットや板の方向によって変わります。補正がなければ、空曲げ加工の30%が後加工を必要とします。クローズドループ制御とスプリングバック補正アルゴリズムをサーボ電動駆動と組み合わせれば、その後加工はほぼゼロにまで減ります。これらの機能を導入した韓国の工場では、数か月で再加工が38%減少し、稼働率が21%向上――角度制御の精度向上が直接不良削減と工具寿命延長に結びつく証拠です。.
精密自動化は欠陥を減らす以上の効果を持ちます。作業者の疲労も軽減されます。サイクル中に曲げを調整する代わりに、技術者は複数台の機械で品質を監視し、1人あたりの生産性が倍増します。信頼性は「最も優れた」作業者に依存しなくなり、コントローラー自体が全シフトで精度を確保します。.
金属加工における定着率と新入社員教育は慢性的な課題です。熟練のプレスブレーキ作業者は希少で、新入社員が従来型の難解なコードや多階層メニューのコントローラーで生産性を発揮できるようになるには数か月かかることが多く、その遅れは賃金、監督コスト、スクラップに直結します。最新のCNCインターフェースは、3D曲げ可視化とシミュレーション試走を活用し、学習曲線を大幅に短縮します。.
作業者が各曲げ工程をリアルタイムでプレビューし、衝突点を可視化し、画面上で工程をドラッグや並べ替えできるようになれば、理解が加速します。誤りは現場ではなくシミュレーションで発見されます。証拠もあります。3D対応コントローラーへのアップグレードでトレーニング時間が50%短縮され、研修中の作業者が数週間で自信を持って生産できるようになりました。仁川のある施設では、エンジニアがオフラインでプログラムを準備し、デジタル曲げ試験を行い、立ち上げ時のスクラップを半減――シフト交代中でもスループットを維持しました。.
ここでの利益要因は速度だけではなく、精神的負担軽減です。可視化が曲げ戦略を明確にすれば、経験の浅い作業者でも複雑な部品を安全に扱えます。これにより柔軟性が生まれます。残業や週末稼働、臨時スタッフが品質を脅かさなくなります。作業者の定着は、ダウンタイムや採用コストの数千単位の削減につながります。.
| シナリオ | 主要な焦点 | 課題 | 解決策 | 結果/利点 |
|---|---|---|---|---|
| 多品種生産工場向け | CAD直接インポートでタイプミスによるスクラップを撲滅 | 部品形状、板厚、仕様の頻繁な変更は手動データ入力ミスを引き起こし、スクラップや再加工の原因となります。. | STEP/DXFファイルを自動的に工具経路や工程に変換し、手動再入力をなくすCAD直接インポート機能を備えたCNCコントローラー。. | 初回合格率最大5%向上、スクラップ削減、作業者間での結果の一貫性向上、スケジューリング改善、プログラミング時間短縮、追加設備なしでの生産能力増加。. |
| 精密契約業務向け | クローズドループ角度測定とスプリングバック補正 | 手動角度チェックは生産を遅らせ、不安定なスプリングバックが再加工を引き起こします。. | 内蔵センサーとクローズドループフィードバックがリアルタイムで角度誤差を自動検出・補正し、スプリングバック補正アルゴリズムと組み合わせられています。. | リワークの38%削減、稼働時間の21%増加、ほぼゼロの不良曲げ、疲労の軽減、オペレーターの熟練度に関係なく一貫した精度。. |
| 高回転率の作業フロア向け | 研修期間を数か月から数日に短縮する3D可視化 | 従来型の複雑なコントローラーによる長いオンボーディング時間と高いオペレーター離職率。. | リアルタイムの曲げ可視化、衝突検出、ドラッグ&ドロップのシーケンス機能を備えた最新の3Dインターフェース。. | 研修時間を50%短縮し、立ち上げ時のスクラップを半減、学習曲線を高速化し、柔軟性を向上、採用コストを削減。. |
新しいハードウェアを入れずに、工場はこれら収益向上機能をすぐに検証できます。5分で先月のスクラップ記録を取り出し、角度の間違いや寸法の入力ミスで不合格となった部品をすべてマークしてください。廃棄部品のうち10個に1個以上が入力または測定エラーに関係している場合、問題はオペレーターの規律ではなくコントローラーの限界です。同じサンプルをCADインポートまたは曲げシミュレーションソフトに通してみましょう—多くのベンダーが無料の評価版を提供しています—そしてソフトが切断前にどれだけのエラーを検出するか測定してください。.
成功の姿は簡単です:手動編集が減り、素材を問わず曲げ精度が一貫し、オンボーディングが速く安全になる。これは、ネイティブCAD変換、クローズドループフィードバック、ライブ可視化が可能なスマートCNCコントローラーが単なる技術的改良ではないことを示す具体的な兆候です。それは設計による利益率管理です。修正された1度ごと、タイポを避けた点ごと、短縮された学習曲線のすべてが、利益という一つの場所で可視化されます。.
プレスブレーキCNCコントローラーのアップグレードは金属加工の中でも最も広い価格帯に収まります—正当な理由があります。$5,000から$35,000という見た目の価格幅には、グレード、性能、統合の複雑さに関する重要な事実が隠れています。エントリーレベルの輸入コントローラーは確かに$5,000未満で入手可能ですが、古い油圧プレスブレーキの後付けに必要なメモリ、インターフェースオプション、リアルタイム補正機能が不足しています。実際に生産性向上をもたらす後付け対応システムは$12,000付近から始まり、多軸・大容量機向けでは$50,000を超える場合もあります。.
この価格の幅は、タッチスクリーンHMI、3D曲げシミュレーション、自動シーケンスといったハードウェアの高度化だけでなく、新しい頭脳を旧式の駆動装置、油圧装置、バックゲージに統合するための技術時間も反映しています。ほとんどの見積もりでは、労務と試運転が合計のほぼ半分を占めています。インテグレーターは頻繁に電気キャビネットの再配線、新しいサーボドライブ、場合によってはCNC本体と併せてバックゲージ全体の後付けもパッケージに含めます。.
驚くべき比較対象は別の後付け見積もりではなく、新しい機械の価格です。工場出荷時にコントローラーが搭載された最新のプレスブレーキは、輸送、設置、オペレーター研修前であっても$500,000を超えるのが普通です。それと比べると、$50,000の後付けは資本負担の少ない近代化と捉えられ、健全な機械フレームの生産寿命をさらに十年以上延ばすことができます。.
したがってコストの話は、価格への驚きではなくレバレッジ—減価償却済み資産を置き換え費用の約10分の1でデジタル対応可能な資産に変えること—なのです。.
後付けの損益分岐点は、価格だけではなく、残存する機械的健全性と稼働率にかかっています。プレスブレーキのフレーム、シリンダー、機械駆動部が健全であれば、CNCコントローラーを追加することで大きな潜在能力を引き出せます。クローズドループフィードバックによる曲げシーケンス改善や角度補正、自動工具整列はそれぞれセットアップ時間とリワークを削減します。控えめに見積もっても、二交替制で10〜15%の生産性向上を達成すれば、試験曲げやオペレーターの離職による労務節約を考慮する前でも18〜24か月で投資回収が可能です。.
対照的に、新しいプレスブレーキは単にコストが高いだけでなく、減価償却スケジュールをリセットし、新しいオペレーター研修を必要とし、クランプシステムに合わせるための新しい工具が必要になる場合もあります。総設置費用は後付け予算の十倍に達することがあります。通常、ほぼフル稼働している工場や油圧装置が故障している場合のみ、置き換えの方が有利という計算になります。.
ここに財務的規律と保守の現実が交差します。後付けが勝つのは、機械的コアが信頼できる場合のみです。そうでなければ、コントローラーは故障寸前のフレームに高価な付加物を載せただけになります。責任あるアップグレードの道は常にトリアージから始まります—ブレーキの油圧健全性、ラムの平行度、バックゲージの繰り返し精度を確認する検査です。これらを確認して初めて、損益分岐の計算が単なる机上の空論以上のものになります。.
レトロフィットのROIは、機械がどれだけ長く停止するか、そしてオペレーターが新しいインターフェースにどれだけ早く慣れるかによっても左右されます。インテグレーターのタイムラインは様々ですが、制御装置の完全な交換—配線、テスト、キャリブレーション—には通常3~7営業日かかります。一部のベンダーは、損失生産を最小限に抑えるため、軸やサブシステムごとに段階的にアップグレードを行います。このスケジュールの柔軟性を見積もり比較に含めてください。主要なブレーキを丸々2週間稼働停止させてしまうと、ハードウェアの価格が安くてもそのメリットは消えてしまう可能性があります。.
電源投入後に現れるのが、より微妙なコストです。直感的なコントローラーであっても、経験豊富なオペレーターには新しい筋肉記憶が必要になります。彼らは画面上のシーケンスよりも「感触」で理解していることが多いからです。手動コード入力からグラフィカルな曲げプログラムやCADデータ取り込みへの移行期には、一時的にスループットが低下することを覚悟しましょう。設置中にトレーニングを実施する工場—ベンダーによるセッションやインテグレーターとの影付きシフト—は、初月内に生産性を基準値まで回復させ、その後すぐにそれを上回ることが多いです。正式なオンボーディングを省略すると、この低下が四半期全体に及ぶ可能性があります。.
このダウンタイムと学習曲線を数値化することは、透明性のある経済計算に不可欠です。コントローラーの費用だけでなく、現実的な回復期間も予算に計上してください。設置期間の1週間の出力低下と、シミュレーションやスプリングバック補正、自動シーケンスを完全に活用するまでの追加2~4週間の立ち上げ期間を見込みます。この予測は、アップグレード案を経営や財務部に提示するときの信頼性を高め、驚きを減らし、社内の賛同を強化します。.
長期的には、最も利益を生むレトロフィットは、経済計算が正直に行われたものです。綿密に計画されたCNCコントローラーのアップグレードは、老朽化したプレスブレーキをデータ活用に長けた、段取り効率の高い機械へと変え、再導入の資本負担なしで収益寿命を延ばします。ハードウェア、損益分岐点の論理、ダウンタイム計算が一致すれば、アップグレードはもはや支出ではなく、事業の回復力を高める戦略となります。.
全てのプレスブレーキオペレーターが知っている瞬間があります—機械がサイクルの途中で停止し、制御盤がフリーズし、警報が鳴り、ついにCNCコントローラーを交換する時期が来たのではないかと考え始める瞬間です。しかし、多くの工場が見落としている事実があります:コントローラーが原因であることは稀なのです。多くのサービス記録の調査において、「コントローラー故障」とされていたものは、センサーのずれ、接地不良、パラメーターの破損が原因でした。$500エンコーダの故障が原因なのにCNCヘッドを交換するのは、ダッシュボードランプの誤作動を理由にトランスミッションを取り換えるようなものです。.
症状ではなくスタックから確認を始めましょう。診断の階段は、この衝動的な決定に規律をもたらします。まずチェックすべきは 電源と電気系統の健全性—ヒューズ、リレー、主電源遮断器です。次に 油圧および機械的な健全性—オイル、ポンプ、ガイドレールを確認します。これらの層を確認した後ではじめて、 フィードバックネットワーク —エンコーダ、ポテンショメータ、圧力センサーなど、コントローラーにデータを送るネットワーク—を疑いましょう。CNCの頭脳は、最初ではなく最後に疑う対象です。.
故障が一つのセンサー、一つのヒューズ、あるいは少し古いファームウェアに限定される場合には、修理が有効です。診断と修正のダウンタイムが半シフト未満であれば、過剰投資せずに稼働時間を守ることができます。複数の層が同時に故障し、ファームウェアのサポートが終了している場合や、コントローラーが最新のCAD/CAMファイルを解釈できない場合は交換が正当化されます。金額の基準は単純です:修理費がレトロフィット見積もりの40%を超え、生産損失が増え続ける場合は、交換に移行します。.
パニックからパターンへの転換—このマトリックス—は、推測を統治へと変えます。それは、今日の流れを回復することと、明日の注文を勘に賭けることの違いです。.
電話を取った瞬間、どのベンダーも同じことを言います:「アップグレードの時期かもしれませんね」。信頼できるインテグレーターを見極めるテストは、その次に何を質問するかです。.
A 役立つインテグレーター 「画面に表示されている正確なフォルトコードは何ですか?」と番号を引用する前に尋ねます。彼らはあなたの軸要件を確認します——2軸タンデムか8軸精密か——つまり、必要のない機能を売り込むことはありません。各診断レイヤーを順に確認し、ソフトウェアの再インストールやセンサーの再較正で修正できるかを教えてくれます。.
A 見積もりを膨らませるセールス担当 すぐにハードウェアの価格に話を持っていきます。減速の原因が機械的な抵抗なのか、制御の遅延なのかを明確にしません。話すのは機能についてであり、適合性ではありません。.
したがって、改修提案を承認する前に、この4つの質問をしてください:
回答がデータに基づき具体的であれば、相手はビジネスパートナーです。曖昧であれば、それは誰かのコミッションを買おうとしているだけです。優れたインテグレーターは、バージョンや流行語ではなく、生産性と総コストという言葉で話します。.
緊急事態が修理や交換で一段落したら、新しい使命は「危機モードで生きるのをやめる」ことです。対症療法的な工場はアラームを待ちますが、フロー型の工場は保守を予定に組み込みます。.
3〜6か月ごとに、CNCの頭脳に情報を送るすべてのフィードバック部品——リミットスイッチ、エンコーダー、圧力センサー——を点検してください。これらの小さな部品は機械の感覚器官です。ずれると計算すべてが狂います。ファームウェアの更新を常に最新に保ちましょう。「原因不明の故障」のほとんどは、ソフトウェア更新で解消されます。そしてオペレーターには、プログラムの操作だけでなく、フォルトコードの解釈も教えます。データ損失警報と油圧不足警報を区別できるようになれば、制御盤の段階でレジリエンスを築けます。.
フローとは、機械とそれを操作する人が同じ「制御の言語」を共有している状態——明確なフィードバック、迅速な診断、そして無駄な焦りがないことです。それこそが、単なる改修を、あなたの工場の思考そのものを変える恒久的なアップグレードに変えるのです。.
プレスブレーキは、その頭脳が古かろうと新しかろうと気にしません——理解されているかどうかだけを気にします。推測をやめた瞬間、機械はあなたの言葉に耳を傾け始めます。.


















