

Atölye sessiz, sadece tavandaki ışıkların uğultusu ve yeni şekil verilmiş çeliğin soğuma tıkırtısı duyuluyor. Makine bir sonraki program için hazır olmalı, ancak koç hareket etmiyor. Kontrol ünitesi yanıyor, hidrolikler sabit bir uğultu çıkarıyor, ama hiçbir şey tepki vermiyor. Şafakta teslim tarihi var—ve teknisyen sabaha kadar yok. İşte hassas üretimin gerçek dünya önceliklendirmesiyle buluştuğu nokta: Arızanın abkant presin kaslarında mı yoksa beyninde mi olduğunu bilmek.
Gerçek şu ki, çoğu abkant pres duruşu iki semptomdan biri gibi görünür: kayma veya donma. Biri hidrolik gibi görünür, diğeri dijital, ancak çoğu zaman yanlış teşhis edilirler. Çözüm her zaman pahalı bir yenileme veya parça için gece yarısı kargo değildir—bu, CNC kontrol üniteleri ile hidrolik sistemlerin gerçekte nasıl etkileşim kurduğuna dayalı yapılandırılmış bir teşhis yoludur. Gece 2’de, gerçeklik sürecinizi test eder, şansınızı değil.
Kayma, her üreticinin hayaletidir: iki aynı çevrim, iki farklı bükme açısı. İnsan içgüdüsü hidrolikleri suçlamaktır çünkü mekanik gibi hissedilir—pozisyonunu koruyamayan bir koç basınç kaçırıyor olmalı. Ancak araştırmalar ve saha teşhisleri hemfikirdir: çoğu durumda kayma, hidrolik hatlardan değil, kontrol ünitesinin geri bildirim döngüsünden başlar.
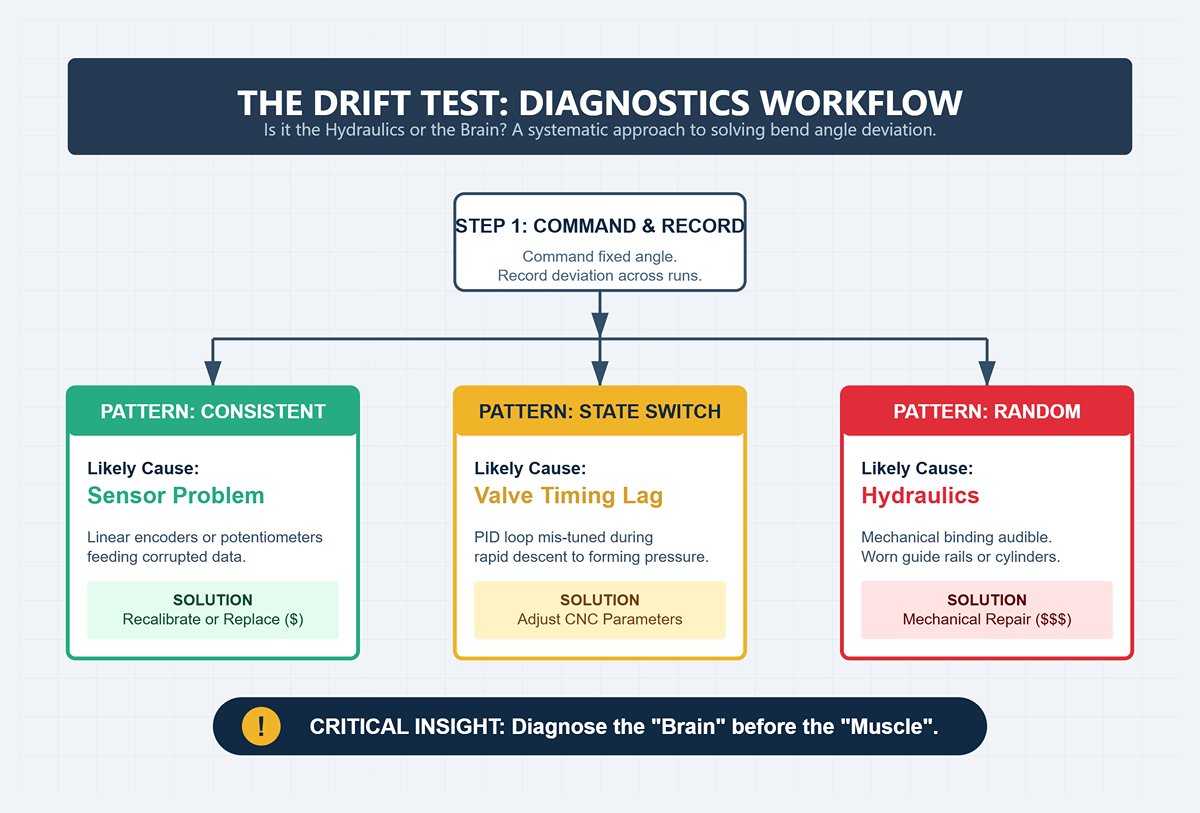
Başlangıç noktası Kayma Testi. Sabit bir açı komutu verin ve birkaç çalışmada sapmayı kaydedin. Eğer kayma deseni tek yönde ve ölçek olarak tutarlıysa, büyük olasılıkla bir sensör sorunuvardır—doğrusal enkoderler veya potansiyometreler CNC’ye bozuk konum verisi gönderiyor olabilir. Bu sensörlerin yeniden kalibrasyonu veya değiştirilmesi yüzlerce dolara mal olur, on binlerceye değil. Eğer sapma hızlı inişten şekil verme basıncına geçiş sırasında oluyorsa, valf zamanlama gecikmesine. bakın. Kontrol ünitesinin PID döngüsü yanlış ayarlanmış olabilir, bu da hidrolikler hareket durumları arasında geçiş yaparken gecikmeye neden olur. Deneyimli entegratörler, CNC parametrelerini ayarlayarak bunu genellikle birkaç saat içinde düzeltebilir.
Kayma yalnızca rastgele kalırsa veya mekanik sıkışma duyulursa hidrolik senkronizasyon şüpheli hale gelir. Aşınmış kılavuz raylar veya eşit olmayan silindir hareketi yazılım ile çözülemez. Kritik içgörü: Teşhise hidrolik “kas”tan önce elektronik “beyin” ile başlamak. Bunu yapmak gereksiz sökme işlemlerini önler ve üretimi programında tutar.
Bir çevrim ortasında donmuş kontrol ünitesinden daha hızlı panik yayan hiçbir şey yoktur. Refleks cevabı—yeniden başlat ve umut et—eskiden yeterince sık işe yarardı ve operatörleri buna inandırırdı. Ancak modern CNC kontrol ünitesi, hareket kontrol mimarisi etrafına sarılmış kompakt bir bilgisayar ağıdır. Donduğunda size kesin bir şey söylüyordur: veri bozulması veya iletişim hatası, rastgele bir arıza değil.
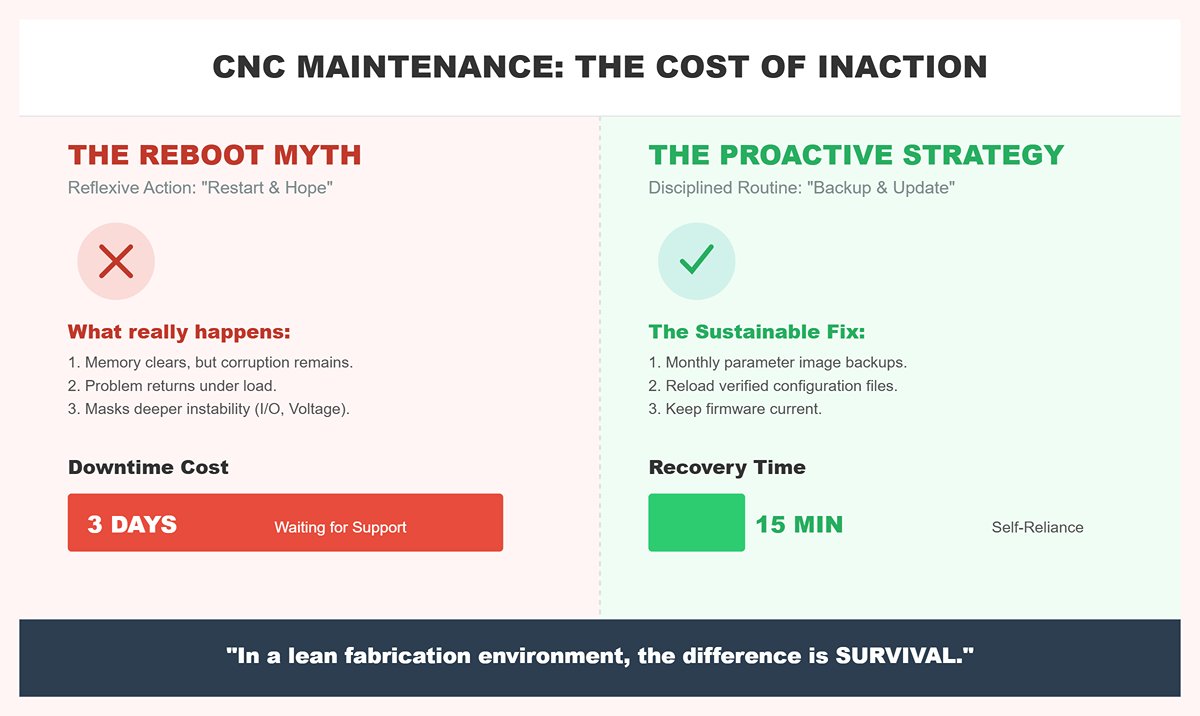
Çoğu donma olayı şuna dayanır: bozulmuş parametre dosyaları veya güncel olmayan ürün yazılımı. Yeniden başlatma belleği temizler ama bozulmanın kendisini ortadan kaldırmaz, bu yüzden sorun yük altında her zaman geri döner. Doğrulanmış yapılandırma dosyalarını yedeklemek, yeniden yüklemek ve ürün yazılımını güncellemek sürdürülebilir çözümdür. Donma ani güç dalgalanmaları veya kontrol kartı yeniden başlatmalarıyla aynı zamana denk geliyorsa, şüphelenin: G/Ç modülü arızası veya voltaj kararsızlığı. Bunlar donanım düzeyinde sorunlardır, yazılım hatası değildir.
Yeniden başlatma ile toparlanma yanılsaması üretim süresine mal olur ve daha derin kararsızlığı gizler. Disiplinli bir yedekleme rutini—parametre görüntülerinin aylık olarak kaydedilmesi ve ürün yazılımının güncel tutulması—tam bir kapanmayı 15 dakikalık bir toparlanmaya dönüştürür. Bunun yokluğunda, her donma fabrika desteğini beklerken üç günlük bir kesinti haline gelme riski taşır. Yalın üretim ortamında fark hayatta kalmaktır.
Parçaların gün doğmadan atölyeden çıkması gerektiğinde, teori yerini acil müdahaleye bırakır. Amaç mükemmellik değil—güvenli, işlevsel sürekliliktir. Her operatörün ekipman hasarı riski olmadan uygulayabileceği kanıtlanmış “güvenli mod” müdahaleleri vardır.

Başlangıç noktası kontrol paneli sıfırlama protokolü: ana kesiciyi kapatın, kapasitörlerin boşalmasını bekleyin ve birkaç dakika sonra yeniden başlatın. Bu, geçici kontrol hatalarını temizler ve G/Ç iletişimini yeniden başlatır. Makine normal şekilde çalışmaya başlarsa sorun hidrolikte değil, kontrol mantığındadır.
Sonra, limit anahtarlarını ve güvenlik kilitlerini. inceleyin. Hizası bozulmuş veya ezilmiş bir limit anahtarı, koruma amaçlı durdurma olarak makine hareketini durdurur ve kontrolör donması gibi görünür. Yeniden hizalama çalışmayı geri getirir. Servo donanımlı preslerde, yük tork değerlerini CNC parametreleri içinde kontrol edin. Termal aşırı yük veya aşırı tork ayarları, oturum ortasında servo tepkisini kilitleyebilir; yük değerlerini düşürmek kritik bir siparişi bitirmek için yeterli çevrim sağlayabilir—bunun geçici bir atlatma olduğunu, onarım olmadığını anlamak gerekir.
Son olarak, güç ortamınızı stabilize edin. Kesintisiz güç kaynağı, kontrolörü aynı şebekedeki diğer ekipmanların neden olduğu voltaj düşüşlerinden izole eder. Temiz güç sağlandığında birçok “rastgele” donma ortadan kalkar.
Her adım geri alınabilir, izlenebilir ve en önemlisi güvenlidir. Bu adımlar, servis müdahalesi gerektiren gerçek bir arızadan kurtarılabilir bir kontrol hatasını ayırt etmek için vardır. Sistematik olarak uygulandığında, bu yöntemler bir acil durumu kontrollü bir duraklamaya dönüştürür.
Arıza teşhisini hiyerarşi etrafında (güç, kontrol, hidrolik) organize ederek tahmin yapmayı bırakır ve doğrulamaya başlarsınız. İster bir $200 enkoder kablosu olsun, ister tam bir kontrol kartı değişimi, satıcıyı aramadan önce hangi soruları soracağınızı bilirsiniz. Ve gece 2’de, abkant pres sessizce durduğunda, bu bilgi voltla değil, çalışma süresiyle ölçülen bir güçtür.
1990“larda üretilen hidrolik abkant presler, modernizasyon için en uygun noktada kalmaya devam ediyor. Şaseleri ve silindirleri yorulma ömrü için fazla mühendislik ile tasarlandığından, mekanik temel genellikle orijinal kontrollerden daha uzun ömürlü olur. Bu ”eski demire” bir CNC kontrolörü eklemek, yeni bir satın almanın maliyetinin çok küçük bir kısmıyla ölçülebilir bir verimlilik artışı sağlar—tabii mimariye saygı gösterirseniz. Hidrolik bir pres, oransal valflerle modüle edilen yağ basıncına dayanır; servo-elektrik bir pres ise ikiz tahrik motorlarını dijital geri besleme döngüleriyle senkronize eder. Fark sadece hareket teknolojisi değil—zamanlama fiziğidir. Valfleri yükseltmeden veya parametreleri ayarlamadan hidrolik devrelere servo tipi kontroller takmak, salınım ve ram araması davetiye çıkarır.
Başarılı modernizasyonlar hidrolik çekirdeği korur ancak hareket kontrolünü modernize eder. Automec’in Fasfold’u ve PC Controls’ün çözümleri gibi sistemler, mevcut hidrolikler etrafında dokunmatik ekran arayüzleri, çevrimdışı programlama ve USB veri yedekliliği ekler. Bu yaklaşım, hurda yenilemelerden kaçınır ve ram gücünü korurken tanıdık bir düzene 2D/3D simülasyon eklemenizi sağlar. Ancak servo desteği veya hibrit tahrikler eklediğinizde, kontrolör seçimi keskin şekilde daralır. CNC, valf amplifikatörleri veya motor sürücüleri ile gerçek zamanlı iletişim kurmalıdır; uyumsuz geri besleme protokolleri (±10V, EtherCAT veya CANopen) yaygın olarak anlaşmayı bozar. Mimari, hidrolikler sizi tamamen yeni bir prese zorlamadan ne kadar modernize edebileceğinizi belirler.
Birçok yükseltmeyi durduran şey mekanik güvenilirlik değil—elektroniktir. 1990“larda makine üreticileri, ”erişmeyin” kapakları altında mühürlenmiş özel PLC’leri çok severdi. Bu mantık kartları, yayımlanmış merdiven diyagramları olmadan güvenlik devrelerini, ayak pedallarını ve ram dizilerini yönetirdi. Ekran arızalandığında veya bellek çipleri ömrünü doldurduğunda, makine çalışır ancak yeni kontrolörlerle iletişim kuramaz. Bu, modernizasyonun kara deliğidir: okuyamadığınız şeyi yamalayamazsınız.
Atölyeler bunu genellikle modernizasyon kitini sipariş ettikten sonra keşfeder. Ekranı ve sürücüleri monte ederler, güç verirler ve pres, eski PLC hâlâ rölelere sahip olduğu için çalışmayı reddeder. Bu noktada tek çare, onlarca yıllık kablolamayı sökerek modern bir güvenlik PLC’si ve I/O modülleri takmaktır. Maliyet ve duruş süresi hızla katlanır. Pratik strateji, kontrol kabinini erken denetlemektir. PLC mantığının kuru kontak röleleri aracılığıyla atlanıp atlanamayacağını veya sinyallerin özel veri yolu hatları üzerinden gömülü olup olmadığını belirleyin. İzolasyon mümkünse, hidrolikler ve güvenlik devrelerini koruyarak mevcut sisteme bir Delem veya ESA kontrolörü ekleyebilirsiniz. Değilse, tam bir elektrik modernizasyonu planlayın; aksi takdirde yazılımın asla çözemeyeceği hayalet sinyallerin ve kendiliğinden durmaların peşinde koşarsınız.
Temiz bir PLC arayüzü olsa bile, modernizasyon başarısı hassas geri beslemeye bağlıdır. Hidrolik ramlar mikron seviyesinde konum senkronizasyonu gerektirir. Doğrusal enkoderler, döner dönüştürücüler ve oransal valfler, yeni CNC ile aynı geri besleme dilini konuşmalıdır. Uyumsuz voltaj aralıkları veya güncelleme hızları, özellikle şekillendirme basıncı altında silindirler arasında kaymaya yol açar. Bu gerçekleştiğinde, yazılımda ayarlayamazsınız; geri besleme gecikmesi kontrolörün düzeltme penceresini aşar.
Bir modernizasyon teklifi vermeden önce enkoder çıkış tipini (TTL, SIN/COS veya mutlak seri) ve valf sürücü spesifikasyonunu (akım veya voltaj kontrolü) doğrulayın. “Evrensel girişler” sunduğunu iddia eden bir kontrolör bile, sorgulama hızları farklıysa kalibrasyonu reddedebilir. Teknisyenler, başarısız entegrasyonların %’inin bu ince uyumsuzluklardan kaynaklandığını, yazılım hatalarından değil, bildiriyor. Tek bir kayan enkoder, açı düzeltmesini öngörülemez hale getirir ve operatörleri manuel takozlamaya geri zorlar. Bunu, herhangi bir kablolama değişikliğinden önce ram paralelliğinin mikrometre testi ve servo-valf tepki kontrolü ile önleyin. Sapma toleransı aşıyorsa, uyumlu enkoderler veya yenilenmiş valfler için bütçe ayırın—ucuz kontrolör suçlu değildir.
Valf ayarı eşit derecede dikkat gerektirir. Servo tepkileri geciktiğinde, sistemin PID döngüsü hızlı yaklaşma ile şekillendirme hızı arasında salınım yapar ve yaylanmayı artırır. Tutarlı bükümler, stabil geçiş zamanlamasına bağlıdır: Hidrolik ramp parametrelerini değiştirerek tekrarlanabilir bir basınç anahtarlama noktası koruyun, ardından test döngüleri sırasında açı varyasyonunu kaydedin. İyi modernizasyonlar, sapmayı erken yakalayan ve düzeltme verilerini CNC veritabanına kaydeden otomatik kalibrasyon rutinlerini entegre eder.
Sonuç: Bir abkant pres modernizasyonu ancak mekanik bütünlük, elektriksel şeffaflık ve geri besleme doğruluğu uyum sağladığında başarılı olur. Herhangi bir denetimi atlayın ve $15,000“lik bir yükseltmeyi $40,000”lik bir sorun çözme maratonuna dönüştürürsünüz. Ancak demir, sensörler ve yazılım birlikte çalıştığında, o “yeni beyin” eski bir hidrolik abkant presi dijital hassasiyetle çalıştırabilir ve bir nesil daha kazanç sağlamasını sağlayabilir.
Her vardiyanın yeni parça profilleri, kalınlıklar ve müşteri spesifikasyonları getirdiği yüksek çeşitlilikte bir ortamda, en küçük giriş hatası siparişler boyunca katlanır. Geleneksel sayısal kontrol sistemleri, CAD çizimlerinden veya basılı bükme haritalarından manuel veri yeniden girişi gerektirir. Her tuş vuruşu bir risktir. Flanş veya açıdaki tek bir yanlış rakam, bükülmüş, hurdaya çıkmış plakalar ve planlanmamış yeniden işleme yol açar.
Doğrudan CAD içe aktarma özelliğine sahip CNC kontrolörleri bu çeviri katmanını ortadan kaldırır. Programlar, müşteri STEP veya DXF dosyalarını doğrudan alarak 3D geometrileri, operatörün yazmasına gerek kalmadan takım yollarına ve bükme dizilerine dönüştürür. Sonuç, ölçülebilir bir hurda azalmasıdır—çalışmalar, %5% ilk geçiş verim artışı gösterir ve bu doğrudan parça başına kâra dönüşür. Otomatik düzleştirme ve bükme indirgeme hesaplamaları, hangi vardiya olursa olsun veya hangi varyant sıradaysa tutarlılığı sağlar.
Diğer fayda, zamanlamada gizlidir. İş programlama, saatler süren manuel yazımdan dakikalar içinde içe aktarma ve doğrulamaya geçtiğinde, teklif doğruluğu artar ve yüksek çeşitlilikteki iş akışları darboğaz olmaktan çıkar. Otomasyonla boşalan her kurulum yuvası, boş bekleme süresi değil, yeni kapasite haline gelir. Yıllık döngüde bu, yeni bir kira veya operatör olmadan ek bir abkant pres eklemekle eşdeğerdir.
Hassas imalat sözleşmeleri—özellikle havacılık, tıp ve beyaz eşya sektörlerinde—tekrarlanabilir doğrulukla yaşar veya ölür. Her iki bükmeden sonra yapılan manuel açı kontrolleri ISO uygunluğunu bir kez sağlayabilir, ancak çevrim sürelerini mahveder. Gelişmiş CNC kontrolörlerine doğrudan entegre edilmiş kapalı döngü açı ölçümü, bu nokta kontrollerinin yerini bükme sırasında anlık sensör geri bildirimiyle alır.
Mantık basittir: Takımın yakınında monte edilen sensörler, canlı bükme açısını okur ve kontrolöre yaylanma için otomatik olarak durma veya düzeltme sinyali verir. Yaylanma—malzemenin bükme sonrası gevşemesi—partiye veya sac yönüne göre değişebilir. Telafi olmadan, hava bükme işlerinin %’si bükme sonrası yeniden işleme gerektirir. Kapalı döngü kontrol ve yaylanma algoritmaları servo-elektrikli tahrikle birleştiğinde, bu yeniden işleme neredeyse sıfıra düşer. Bu özellikleri birleştiren Güney Kore tesisinde, birkaç ay içinde yeniden işleme % oranında düştü ve çalışma süresi % arttı—daha sıkı açı kontrolünün doğrudan daha az reddedilen parça ve daha uzun takım ömrüne dönüştüğünün kanıtı.
Hassas otomasyon yalnızca kusurları azaltmaz; operatör yorgunluğunu da düşürür. Bükmeleri çevrim ortasında ayarlamak yerine teknisyenler, birden fazla makinede kaliteyi izler ve kişi başına üretkenliği katlar. Güvenilirlik, vardiyada görevli “en iyi” operatöre bağlı olmaktan çıkar—kontrolör her vardiyada hassasiyeti kendisi uygular.
Metal imalatında personel tutma ve işe alıştırma kronik sorunlardır. Deneyimli abkant pres operatörleri az bulunur ve yeni işe alınanlar, geleneksel kontrolörlerdeki karmaşık kodlar ve iç içe menülerle aylarca verimli üretim seviyesine ulaşamaz. Bu gecikme maaş, denetim ve hurda maliyeti demektir. Modern CNC arayüzleri artık öğrenme eğrisini kısaltmak için 3D bükme görselleştirmesi ve simüle edilmiş deneme çalıştırmalarına dayanıyor.
Operatörler her bükme dizisini gerçek zamanlı ön izleyebildiğinde, çarpışma noktalarını görselleştirebildiğinde ve adımları doğrudan ekranda sürükleyip yeniden sıralayabildiğinde, kavrama hızlanır. Hatalar, üretim alanında değil simülasyonda ortaya çıkar. Kanıtlar bunu destekliyor: 3D özellikli kontrolörlere yapılan yükseltmeler, eğitim süresini % oranında kısaltarak deneme süresindeki operatörleri haftalar içinde güvenli üreticilere dönüştürdü. Incheon’daki bir tesiste mühendisler programları çevrimdışı hazırladı, dijital bükme denemeleri yaptı ve başlangıç hurdasını yarıya indirdi—tüm bunları vardiya değişimlerinde üretim hızını koruyarak gerçekleştirdi.
Buradaki kâr unsuru yalnızca hız değil; zihinsel yük. Görselleştirme bükme stratejisini netleştirdiğinde, sınırlı geçmişe sahip operatörler bile karmaşık parçaları güvenle çalıştırabilir. Bu esnekliği açığa çıkarır: fazla mesai vardiyaları, hafta sonu çalışmaları veya geçici personel artık kaliteyi tehdit etmez. Tutulan her operatör, duruş ve işe alım maliyetlerinde binlerce tasarruf anlamına gelir.
| Senaryo | Ana Odak | Zorluklar | Çözümler | Sonuçlar/Faydalar |
|---|---|---|---|---|
| Yüksek Çeşitlilikte Üretim Yapan Atölyeler İçin | Doğrudan CAD İçe Aktarma ve Yazım Hatası Kaynaklı Hurdanın Sonu | Parça profillerinde, kalınlıklarda ve spesifikasyonlarda sık değişiklikler, hurda ve yeniden işlemeye yol açan manuel veri girişi hatalarına neden olur. | Doğrudan CAD içe aktarma özelliğine sahip CNC kontrolörleri, STEP/DXF dosyalarını otomatik olarak takım yollarına ve dizilere dönüştürerek manuel yeniden girişi ortadan kaldırır. | %5%’ye kadar ilk geçişte verim artışı, azaltılmış hurda, operatörler arasında tutarlı sonuçlar, geliştirilmiş zamanlama, daha kısa programlama süresi ve ek ekipman olmadan artırılmış kapasite. |
| Hassas Sözleşmeli İşler İçin | Kapalı Döngü Açı Ölçümü ve Geri Yaylanma Telafisi | Manuel açı kontrolleri üretimi yavaşlatır ve tutarsız geri yaylanma yeniden işleme yol açar. | Yerleşik sensörler ve kapalı döngü geri bildirim, açı hatalarını gerçek zamanlı olarak otomatik olarak algılar ve düzeltir; geri yaylanma telafi algoritmaları ile eşleştirilir. | Yeniden işleme % azalması, çalışma süresinde % artış, neredeyse sıfır hatalı büküm, azalan yorgunluk ve operatör becerisinden bağımsız tutarlı hassasiyet. |
| Yüksek Devirli Üretim Alanları İçin | Eğitimi Aylardan Günlere İndiren 3D Görselleştirme | Karmaşık geleneksel kontrol üniteleri nedeniyle uzun işe alıştırma süreleri ve yüksek operatör değişim oranı. | Gerçek zamanlı büküm görselleştirme, çarpışma tespiti ve sürükle‑bırak sıralama ile modern 3D arayüzler. | Eğitim süresinde % azalma, başlangıç hurda miktarının yarıya inmesi, daha hızlı öğrenme eğrisi, daha yüksek esneklik ve azalan işe alım maliyetleri. |
Bir atölye, bu kâr artırıcı özellikleri yeni donanım olmadan hemen doğrulayabilir. Son bir ayın hurda kayıtlarını beş dakikada çıkarın ve yanlış açı veya hatalı girilmiş ölçü nedeniyle reddedilen her parçayı işaretleyin. Reddedilen parçaların onda birinden fazlası giriş veya ölçüm hatasıyla ilgiliyse sorun operatör disiplini değil; kontrol ünitesi sınırlamasıdır. Aynı örneklemeyi CAD içe aktarma veya büküm simülasyon yazılımından geçirin—birçok tedarikçi ücretsiz deneme sunar—ve kesimden önce yazılımın kaç hatayı yakaladığını ölçün.
Başarının nasıl göründüğü basittir: daha az manuel düzenleme, malzemeler arasında tutarlı büküm doğruluğu ve daha hızlı, daha güvenli işe alıştırma. Bunlar, yerel CAD çevirisi, kapalı döngü geri bildirim ve canlı görselleştirme yeteneğine sahip akıllı bir CNC kontrol ünitesinin yalnızca teknolojik bir iyileştirme olmadığının somut göstergeleridir. Bu, tasarım gereği kâr marjı kontrolüdür. Düzeltilen her derece, önlenen her yazım hatası ve kısalan her öğrenme eğrisi tek bir yerde görünür: kâr hanesinde.
Abkant CNC kontrol ünitesi yükseltmeleri, metal imalatında en geniş maliyet aralıklarından birine sahiptir—ve bunun iyi bir nedeni vardır. Görünürdeki $5.000 ile $35.000 aralığı, seviye, yetenek ve entegrasyon karmaşıklığı hakkında önemli bir gerçeği gizler. Giriş seviyesi ithal kontrol üniteleri gerçekten $5.000’in altında bulunabilir, ancak bunlar eski hidrolik abkantlara uyarlamak için gerekli hafıza, arayüz seçenekleri ve gerçek zamanlı telafi özelliklerinden yoksundur. Somut verimlilik artışları sağlayan gerçek uyarlama‑hazır sistemler $12.000 civarında başlar ve çok eksenli, yüksek tonajlı makineler için $50.000’i aşabilir.
Bu fark yalnızca donanımın gelişmişliğini—dokunmatik ekran HMI’lar, 3D büküm simülasyonu, otomatik sıralama—değil, aynı zamanda yeni beynin eski sürücüler, hidrolikler ve arka dayamalarla entegre edilmesi için gereken mühendislik saatlerini de yansıtır. Çoğu teklifte işçilik ve devreye alma toplamın neredeyse yarısını oluşturur. Entegratörler sıklıkla elektrik panosu yeniden kablolama, yeni servo sürücüler ve bazen CNC ile birlikte komple arka dayama uyarlaması paketler.
Şaşırtıcı karşılaştırma noktası başka bir uyarlama teklifi değil—yeni bir makinenin fiyatıdır. Fabrika kontrol ünitesi ile birlikte sevk edilen modern abkantlar, nakliye, kurulum ve operatör eğitimi öncesinde rutin olarak $500.000’i aşar. Bu bağlamda, $50.000’lik bir uyarlama bile, sağlam bir mekanik gövdenin üretken ömrünü on yıl veya daha fazla uzatan sermaye‑hafif bir modernizasyon olarak yeniden çerçevelenir.
Maliyet hikayesi, o halde, fiyat şokundan çok kaldıraçla ilgilidir: amorti edilmiş bir varlığı, değiştirme maliyetinin yaklaşık onda biriyle dijital yetenekli hale getirmek.
Uyarlamanın başabaş noktası nadiren yalnızca fiyata bağlıdır; mekanik sağlığın ve kullanımın kalıntı değerine dayanır. Abkantın gövdesi, silindirleri ve mekanik tahriki sağlam ise, CNC kontrol ünitesi eklemek önemli gizli kapasiteyi ortaya çıkarabilir. Kapalı döngü geri bildirimine dayalı daha iyi büküm sıralaması, açı düzeltmesi ve otomatik takım hizalaması, kurulum süresini ve yeniden işleme ihtiyacını azaltır. İki vardiyalı bir operasyonda –15TP3T üretkenlik artışı, yatırımın 18 ila 24 ay içinde geri kazanılmasını sağlayabilir—bu, deneme bükümlerinin azalmasından veya operatör değişim hızının artmasından kaynaklanan işçilik tasarrufları hesaba katılmadan önceki durumdur.
Buna karşılık, yeni bir abkant pres yalnızca daha pahalıya mal olmakla kalmaz; amortisman planını sıfırlar, yeni operatör eğitimi gerektirir ve kelepçeleme sistemine uyum sağlamak için yeni takımlar gerektirebilir. Toplam kurulum maliyeti, yenileme bütçesinin on katına ulaşabilir. Genellikle yalnızca kapasite sınırında çalışan veya hidrolikleri arızalı olan atölyeler, değiştirme hesabını kendi lehlerine bulurlar.
İşte burada finansal disiplin bakım gerçeğiyle kesişir. Yenileme yalnızca mekanik çekirdek güvenilir olduğunda kazanır; aksi takdirde, kontrolör ömrü tükenmiş bir gövdeye pahalı bir ek katman haline gelir. Sorumlu yükseltme yolu her zaman bir triyaj ile başlar—abkantın hidrolik bütünlüğünü, ram paralelliğini ve arka dayama tekrarlanabilirliğini doğrulayan bir inceleme. Ancak o zaman kârlılık hesabı bir elektronik tablo varsayımından daha sağlam bir temele oturabilir.
Yenileme yatırım getirisi, makinenin ne kadar süre devre dışı kaldığına ve operatörlerin yeni arayüz eğrisini ne kadar hızlı aştığına da bağlıdır. Entegratör zaman çizelgeleri değişir, ancak tam kontrol değişimi—kablolama, test, kalibrasyon—genellikle üç ila yedi iş günü sürer. Bazı tedarikçiler, üretim kaybını en aza indirmek için süreci kademeli olarak yürütür, bir seferde bir eksen veya alt sistemi yükseltir. Bu zamanlama esnekliğini teklif karşılaştırmalarına dahil edin; daha düşük donanım fiyatı, birincil abkantı iki tam hafta boyunca devre dışı bırakırsa bu avantajı kaybedebilir.
Daha ince maliyet, güç verildikten sonra ortaya çıkar. Sezgisel kontrolörler bile, ekrandaki sıralamadan çok “hissiyatı” bilen deneyimli operatörlerden yeni kas hafızası talep eder. Personel manuel kod girişlerinden grafik bükme programlarına veya CAD ithalatına geçtiğinde, verimlilikte geçici bir düşüş bekleyin. Kurulum sırasında eğitim yatırımı yapan atölyeler—ister tedarikçi oturumlarıyla ister entegratörle gölge vardiyalarla—çoğu zaman ilk ay içinde temel üretkenliği geri kazanır ve kısa süre sonra bunu aşar. Resmi uyum sürecini atlayanlar ise bu düşüşü tüm çeyrek boyunca uzatabilir.
Bu durma süresini ve öğrenme eğrisini nicelendirmek, şeffaf ekonomi için şarttır. Sadece kontrolör için değil, aynı zamanda gerçekçi bir toparlanma süresi için bütçe yapın: kurulum sırasında bir iş haftası düşük çıktı ve operatörler simülasyon, geri yaylanma telafisi ve otomatik sıralamayı tam olarak kullanana kadar iki ila dört haftalık ramp-up süreci. Bu öngörü, yükseltme önerisini yönetime veya finans birimine sunarken güvenilirliği artırır—sürprizi azaltır ve iç onayı güçlendirir.
Uzun vadede en kârlı yenileme, ekonomisi dürüstçe hesaplanmış olandır. İyi planlanmış bir CNC kontrolör yükseltmesi, yaşlanan bir abkant presi veri okur-yazarlığı olan, kurulum açısından verimli bir makineye dönüştürür, sermaye şokuna girmeden kazanç ömrünü uzatır. Donanım, kârlılık mantığı ve durma süresi matematiği uyum sağladığında, yükseltme bir gider olmaktan çıkar ve operasyonel dayanıklılık stratejisine dönüşür.
Her abkant operatörü o anı bilir—makine döngü ortasında durur, kontrol paneli donar, alarmlar yanar ve CNC kontrolörü değiştirme zamanının gelip gelmediğini düşünmeye başlarsınız. Ancak çoğu atölyenin gözden kaçırdığı gerçek şudur: kontrolör nadiren suçludur. Servis kayıtlarında tekrar tekrar görülen “kontrolör arızası” aslında sensör kayması, kötü topraklama veya bozulmuş parametreler çıkar. Sorun $500 kodlayıcıda yaşanırken CNC kafasını değiştirmek, gösterge ışığı yanlış yandığı için şanzımanı değiştirmeye benzer.
Belirtilerden değil, katmandan başlayın. Tanı merdiveni, dürtüyle alınan karara disiplin getirir. Önce güç ve elektrik bütünlüğünü—sigortalar, röleler, ana kesiciler—kontrol edin. Ardından hidrolik ve mekanik sağlığı—yağ, pompa, kılavuz raylar—doğrulayın. Ancak bu katmanları onayladıktan sonra kontrolöre veri sağlayan geri bildirim ağını —kodlayıcılar, potansiyometreler veya basınç sensörleri—sorgulayın. CNC beyni ilk değil, son şüphelidir.
Arıza tek bir sensör, tek bir sigorta veya tek bir yazılım sürümü geride kaldığında onarım mantıklıdır. Tanı ve düzeltme süresi yarım vardiyadan azsa, aşırı sermaye harcamadan çalışma süresini koruyorsunuz demektir. Birden fazla katman birlikte arızalandığında, yazılım desteği sona erdiğinde veya kontrolör modern CAD/CAM dosyalarını yorumlayamadığında değişim haklıdır. Para eşiği basittir: onarım maliyeti yenileme teklifinin ’ını aşarsa ve üretim kaybı artmaya devam ederse, değişime geçersiniz.
Bu panikten desene geçiş—matris—tahmini yönetime dönüştürür. Bugünkü akışı geri getirmek ile yarının siparişlerini bir tahmine bağlamak arasındaki fark budur.
Telefonu kaldırdığınız anda, her satıcı aynı şeyi söyler: “Bir yükseltme zamanı gelmiş olabilir.” Güvenilir bir entegratörün sınavı, sonraki sorusudur.
A yardımcı entegratör numaraları söylemeden önce, “Ekranda görünen tam hata kodu nedir?” diye sorar. Eksensel gereksinimlerinizi doğrular—iki eksenli tandem mi yoksa sekiz eksenli hassasiyet mi—böylece asla ihtiyaç duymayacağınız yetenekleri size satmaya çalışmazlar. Her teşhis katmanını adım adım inceler ve sorunun yazılım yeniden yükleme veya sensör kalibrasyonu ile çözülüp çözülemeyeceğini söylerler.
A fiyat şişiren satış temsilcisi doğrudan donanım fiyatlandırmasına geçer. Yavaşlamanın mekanik sürtünmeden mi yoksa kontrol gecikmesinden mi kaynaklandığını netleştirmezler. Uygunluktan ziyade özelliklerden bahsederler.
Bu nedenle herhangi bir yenileme teklifini onaylamadan önce şu dört soruyu sorun:
Yanıtlar veri odaklı ve spesifikse, bir ortakla çalışıyorsunuz demektir. Yanıtlar kaçamaksa, birinin komisyonunu satın almak üzeresiniz. En iyi entegratörler, sürüm ve moda sözcükler yerine verimlilik ve toplam maliyet dilini konuşur.
Acil kriz geride kaldığında—ister onarım ister değiştirme yoluyla—yeni görev kriz modunda yaşamayı bırakmaktır. Yangın söndüren atölyeler alarm bekler; akış odaklı atölyeler bakım planını takvime işler.
Her üç ila altı ayda bir, CNC beynine veri sağlayan tüm geri bildirim bileşenlerini—limit anahtarları, enkoderler, basınç sensörleri—kontrol edin. Bu küçük parçalar makinenizin duyularıdır; sapma olduğunda tüm hesaplamalar bozulur. Ürün yazılımı sürümlerini güncel tutun; çoğu “gizemli arıza” yazılım yenilemesinden sonra kaybolur. Ve operatörleri sadece program çalıştırmaya değil, hata kodlarını yorumlamaya da eğitin. Bir veri kaybı alarmını hidrolik düşük basınç uyarısından ayırt edebildiklerinde, kontrol panelinde doğrudan dayanıklılık inşa etmiş olursunuz.
Akış, makine ile onu çalıştıran insanların tek bir kontrol dili paylaştığında gerçekleşir—net geri bildirim, hızlı teşhis, sıfır panik. Bu, bir yenilemeyi tek seferlik bir masraftan, atölyenizin düşünme biçiminde kalıcı bir yükseltmeye dönüştürür.
Abkant pres beyninin eski veya yeni olması umurunda değildir—tek önemsediği anlaşılmaktır. Tahmin yapmayı bıraktığınız anda, makine sizi dinlemeye başlar.


















