

The shop is silent except for the hum of overhead lights and the cooling tick of steel just formed. The machine should be ready for the next program, but the ram won’t move. The controller is lit, the hydraulics hum steady, yet nothing responds. You’ve got a deadline at dawn—and no technician until morning. This is where precision fabrication meets real-world triage: knowing whether the fault lies in the press brake’s muscles or its mind.
The truth is, most press brake downtime masquerades as one of two symptoms: drift or freeze. One looks hydraulic, the other digital, but they’re often misdiagnosed. The fix isn’t always a costly retrofit or overnight shipping for parts—it’s a structured diagnostic path grounded in how CNC controllers and hydraulic systems actually interact. At 2 AM, reality tests your process, not your luck.
Drift is every fabricator’s phantom: two identical cycles, two different bend angles. The human instinct is to blame hydraulics because it feels mechanical—a ram that won’t hold position must be leaking pressure. Yet research and field diagnostics agree: in most cases, drift begins in the controller’s feedback loop, not the hydraulic lines.
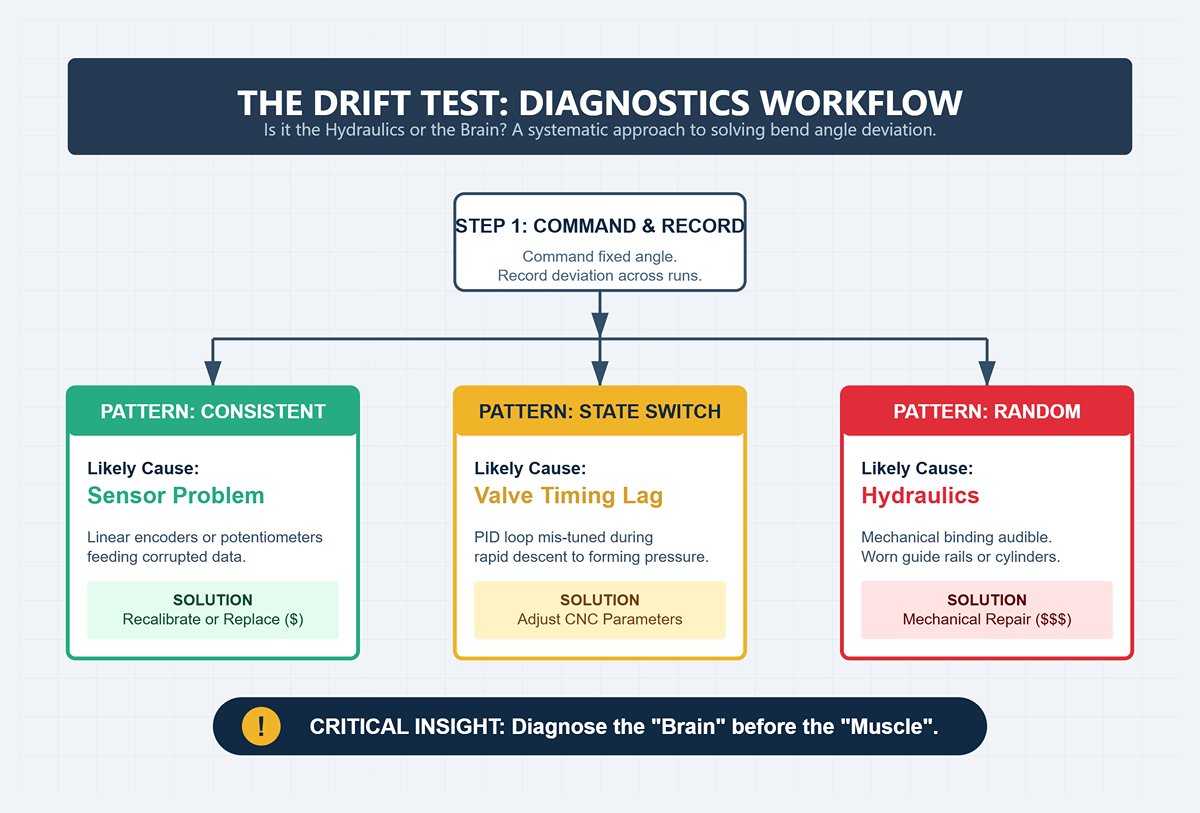
Start with the Drift Test. Command a fixed angle and record deviation across several runs. If the drift pattern is consistent in one direction and scale, it’s likely a sensor problem—linear encoders or potentiometers feeding corrupted positional data back to the CNC. Recalibration or replacement of these sensors costs hundreds, not tens of thousands. If the variance occurs during the switch from rapid descent to forming pressure, look to valve timing lag. The controller’s PID loop may be mis-tuned, causing delayed response when hydraulics transition between motion states. Experienced integrators can often correct this in a few hours by adjusting CNC parameters.
Only when drift remains random or mechanical binding is audible does the hydraulic synchronization become suspect. Worn guide rails or uneven cylinder travel cannot be solved by firmware. The critical insight: start diagnostics with the electronic “brain” before suspecting the hydraulic “muscle.” Doing so prevents unnecessary tear-downs and keeps production on schedule.
Nothing spreads panic faster than a frozen controller in mid-cycle. The reflexive answer—reboot and hope—used to work often enough to lull operators into belief. But the modern CNC controller is a compact computer network wrapped around motion control architecture. When it freezes, it’s telling you something precise: data corruption or communication failure, not a random glitch.
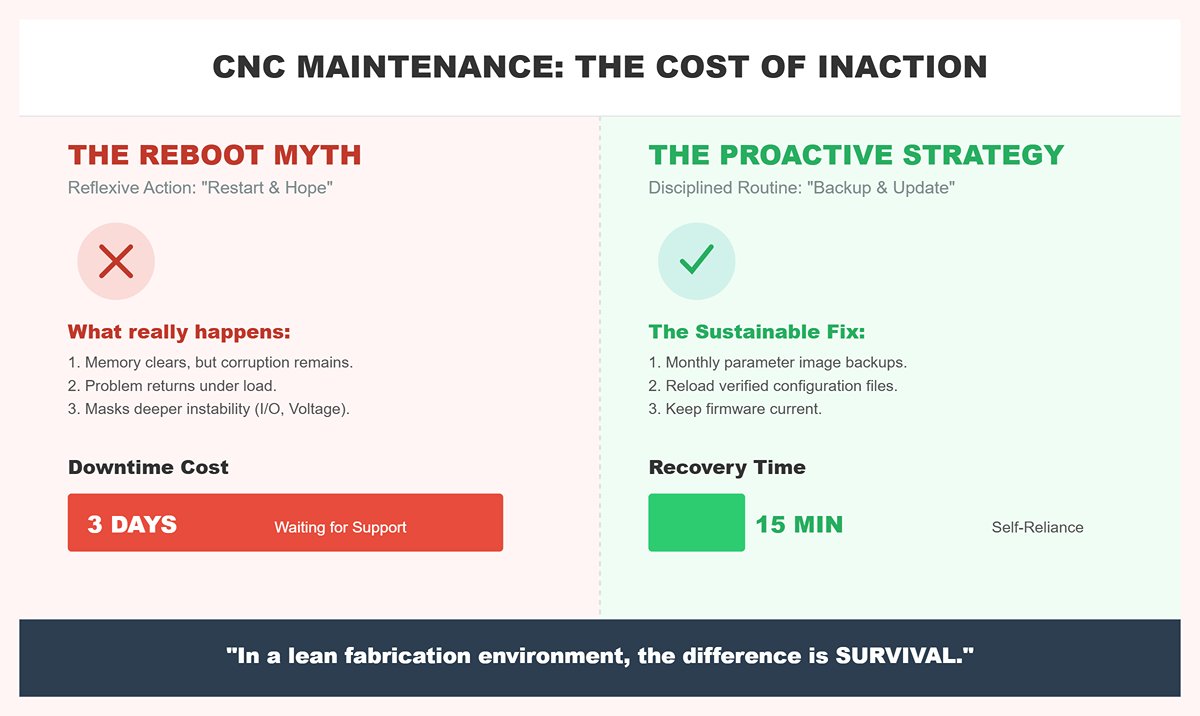
Most freeze events trace back to corrupted parameter files or outdated firmware. A restart clears memory but not the corruption itself, so the problem always returns under load. Backing up verified configuration files, reloading them, and updating firmware is the sustainable fix. If the freeze coincides with sudden power fluctuations or control board resets, suspect I/O module failure or voltage instability. These are hardware-level issues, not software bugs.
The illusion of recovery from rebooting costs production time and masks deeper instability. A disciplined backup routine—parameter images saved monthly and firmware kept current—transforms a full shutdown into a 15-minute recovery. Without it, every freeze risks becoming a three-day outage while waiting for factory support. In a lean fabrication environment, the difference is survival.
When parts must leave the shop before sunrise, theory yields to triage. The goal isn’t perfection—it’s safe, functional continuity. There are proven “safe mode” interventions every operator can apply without risking equipment damage.

Start with the control panel reset protocol: power down the main disconnect, wait for capacitors to discharge, and restart after several minutes. This clears transient control faults and reinitializes I/O communication. If the machine revives normally, the issue lies in control logic, not hydraulics.
Next, inspect limit switches and safety interlocks. A misaligned or crushed limit switch often suspends machine motion as a protective stop, imitating a controller hang. Realignment restores operation. In servo-equipped brakes, check load torque values within CNC parameters. Thermal overload or excessive torque settings can lock servo response midsession; reducing load values can buy enough cycles to finish a critical order—understanding this is a temporary bypass, not a repair.
Finally, stabilize your power environment. An uninterruptible power supply isolates the controller from voltage dips induced by other equipment on the same grid. Many “random” freezes vanish once clean power is maintained.
Each step is reversible, traceable, and most importantly, safe. They exist to distinguish a recoverable control glitch from a true failure that requires service intervention. When followed systematically, these methods transform an emergency into a controlled pause.
By organizing fault diagnosis around hierarchy—power, control, hydraulics—you stop guessing and start verifying. Whether it’s a $200 encoder cable or a full control board replacement, you’ll know which questions to ask before calling the vendor. And at 2 AM, when the press brake sits silent, that knowledge is power measured not in volts, but in uptime.
Hydraulic press brakes built in the 1990s remain the retrofit sweet spot. Their frames and cylinders were overengineered for fatigue life, so the mechanical foundation often outlasts the original controls. Adding a CNC controller to that “old iron” gives a measurable productivity lift at a fraction of a new purchase—if you respect the architecture. A hydraulic press relies on oil pressure modulated by proportional valves; a servo-electric brake synchronizes twin drive motors through digital feedback loops. The difference isn’t just motion technology—it’s timing physics. Retrofitting servo-type controls onto hydraulic circuits without upgrading the valves or tuning parameters invites oscillation and ram hunting.
Successful retrofits keep the hydraulic core but modernize motion control. Systems like Automec’s Fasfold and PC Controls’ solutions add touchscreen interfaces, offline programming, and USB data redundancy around existing hydraulics. This approach avoids scrap overhauls and lets you add 2D/3D simulation to a familiar rig while preserving ram strength. Yet once you introduce servo assistance or hybrid drives, controller selection narrows sharply. The CNC must communicate in real time with valve amplifiers or motor drives; mismatched feedback protocols (±10V, EtherCAT, or CANopen) are common deal‑breakers. Architecture dictates how far you can modernize before hydraulics force you into a completely new press.
Mechanical reliability isn’t what stops many upgrades—the electronics are. In the 1990s, machine builders loved proprietary PLCs sealed under “do not access” covers. Those logic boards governed safety circuits, foot pedals, and ram sequences without published ladder diagrams. When the display fails or memory chips age out, the machine runs but can’t communicate with new controllers. It’s the retrofit’s black hole: you can’t patch what you can’t read.
Shops often discover this only after ordering a retrofit kit. They mount the screen and drives, power up, and the press refuses to cycle because the legacy PLC still owns the relays. At that point, the only cure is a cabinet rewrite—tearing out decades of wiring to install a modern safety PLC and I/O modules. The cost and downtime multiply fast. The practical strategy is to audit the control cabinet early. Identify whether the PLC logic can be bypassed via dry contact relays or if signals are embedded through proprietary bus lines. If isolation is feasible, you can graft a Delem or ESA controller onto the existing system, retaining the hydraulics and safety circuits. If not, plan for a full electrical modernization; anything less leaves you chasing ghost signals and spontaneous stops that software will never solve.
Even with a clean PLC interface, retrofit success lives and dies on precise feedback. Hydraulic rams demand positional synchronization down to microns. Linear encoders, rotary transducers, and proportional valves must speak the same feedback language as the new CNC. Mis‑matched voltage ranges or update rates lead to drift between cylinders—especially under forming pressure. Once that occurs, you can’t tune it out in software; the feedback lag exceeds the controller’s correction window.
Before quoting a retrofit, verify encoder output type (TTL, SIN/COS, or absolute serial) and valve drive spec (current or voltage control). A controller advertising “universal inputs” may still refuse to calibrate if polling rates diverge. Technicians report that 80 % of failed integrations trace to these subtle mismatches, not to software faults. A single drifting encoder makes angle correction unpredictable, forcing operators back to manual shimming. Prevent this with a micrometer test of ram parallelism and a servo‑valve response check before any wiring change. If deviation exceeds tolerance, budget for matched encoders or rejuvenated valves—the cheap controller isn’t the culprit.
Valve tuning deserves equal scrutiny. When servo responses lag, the system’s PID loop oscillates between rapid‑approach and forming speed, exaggerating springback. Consistent bends depend on stable transition timing: modify the hydraulic ramp parameters to maintain a repeatable pressure switch point, then log angle variation during test cycles. Good retrofits integrate self‑calibration routines that catch drift early and record the correction data in the CNC database.
Bottom line: a press brake retrofit succeeds only when mechanical integrity, electrical transparency, and feedback fidelity align. Skip any audit and you turn a $15,000 upgrade into a $40,000 troubleshooting marathon. But when iron, sensors, and software play together, that “new brain” can make an old hydraulic press brake run with digital precision—and earn its keep for another generation.
In a high‑mix environment—where every shift brings new part profiles, thicknesses, and customer specifications—the smallest input error multiplies across orders. Traditional numeric control systems rely on manual data re-entry from CAD drawings or printed bend maps. Each keystroke is a risk. A single mistyped digit on a flange or angle leads to bent, scrapped blanks and unplanned rework.
CNC controllers with direct CAD import eliminate that translation layer. Programs ingest customer STEP or DXF files directly, converting 3D geometry into tool paths and bend sequences without operator transcription. The result is a measurable scrap reduction—studies show a 5% first‑pass yield gain, which translates straight to profit per part. Automated flattening and bend‑deduction calculations also ensure consistency across batches, no matter who’s on shift or which variant is on deck.
The other benefit hides in scheduling. When job programming moves from hours of manual typing to minutes of import and verification, quoting accuracy improves, and high‑mix workflows stop being bottlenecks. Each setup slot freed by automation becomes new capacity, not idle buffer time. Over an annual cycle, that’s equivalent to adding another press brake without a new lease or operator.
Precision fabrication contracts—especially in aerospace, medical, and appliance sectors—live or die on repeatable accuracy. Manual angle checks after every second bend might satisfy ISO conformity once, but they devastate cycle times. Closed‑loop angle measurement, built directly into advanced CNC controllers, replaces those spot checks with instantaneous sensor feedback during the bend.
The logic is simple: sensors mounted near the tooling read the live bend angle and signal the controller to stop or correct for springback automatically. Springback—when material relaxes after bending—can vary by batch or sheet direction. Without compensation, 30% of air‑bend jobs require post‑bend rework. When closed‑loop control and springback algorithms pair with servo‑electric actuation, that rework falls to near zero. The South Korean plant that combined those features reported a 38% drop in rework within months and a 21% uptime increase—proof that tighter angle control translates directly to fewer rejected parts and longer tool life.
Precision automation does more than cut defects; it reduces operator fatigue. Instead of adjusting bends mid‑cycle, technicians monitor quality across multiple machines, multiplying productivity per head. Reliability ceases to depend on the “best” operator on duty—the controller itself enforces precision on every shift.
Retention and onboarding are chronic problems in metal fabrication. Experienced press brake operators are scarce, and new hires often take months to achieve competent productivity on traditional controllers filled with cryptic codes and nested menus. That lag costs wages, supervision, and scrap. Modern CNC interfaces now lean on 3D bend visualization and simulated run‑throughs to collapse that learning curve.
When operators can preview each bend sequence in real‑time, visualize collision points, and drag or reorder steps directly on the screen, comprehension accelerates. Errors surface in simulation, not on the floor. Evidence backs it up: upgrades to 3D‑enabled controllers have cut training time by 50%, effectively turning probationary operators into confident producers within weeks. At one Incheon facility, engineers prepared programs offline, ran digital bend trials, and halved startup scrap—all while maintaining throughput during shift changes.
The profit driver here isn’t only speed; it’s mental load. When visualization clarifies the bending strategy, even operators with limited background can run complex parts safely. That unlocks flexibility: overtime shifts, weekend runs, or temporary staff no longer threaten quality. Every retained operator equals thousands saved in downtime and recruitment spend.
| Scenario | Key Focus | Challenges | Solutions | Results/Benefits |
|---|---|---|---|---|
| For High‑Mix Shops | Direct CAD Import and the End of Typo-Based Scrap | Frequent changes in part profiles, thicknesses, and specifications cause manual data entry errors leading to scrap and rework. | CNC controllers with direct CAD import eliminate manual re-entry by converting STEP/DXF files into tool paths and sequences automatically. | Up to 5% first‑pass yield gain, reduced scrap, consistent results across operators, improved scheduling, shorter programming time, and added capacity without extra equipment. |
| For Precision Contract Work | Closed-Loop Angle Measurement and Springback Compensation | Manual angle checks slow production, and inconsistent springback leads to rework. | Built-in sensors and closed-loop feedback automatically detect and correct angle errors in real time, paired with springback compensation algorithms. | 38% reduction in rework, 21% increase in uptime, near-zero defective bends, reduced fatigue, and consistent precision regardless of operator skill. |
| For High‑Turnover Floors | 3D Visualization That Cuts Training from Months to Days | Long onboarding times and high operator turnover due to complex traditional controllers. | Modern 3D interfaces with real-time bend visualization, collision detection, and drag‑and‑drop sequencing. | Training time cut by 50%, halved startup scrap, faster learning curve, higher flexibility, and reduced recruitment costs. |
A shop can validate these profit‑driving features right now without new hardware. Take five minutes to pull the last month’s scrap records and flag every part rejected for wrong angle or mis‑entered dimension. If more than one in ten rejected parts relate to input or measurement error, the issue isn’t operator discipline; it’s controller limitation. Run the same sample through CAD import or bend‑simulation software—many vendors offer free evaluators—and measure how many of those errors the software catches before cutting.
What success looks like is simple: fewer manual edits, consistent bend accuracy across materials, and faster, safer onboarding. These are the tangible signals that an intelligent CNC controller—one capable of native CAD translation, closed‑loop feedback, and live visualization—isn’t just technological refinement. It’s margin control by design. Every corrected degree, every avoided typo, and every shortened learning curve becomes visible in one place: the profit line.
Press brake CNC controller upgrades sit within one of the widest cost bands in metal fabrication—and for good reason. The apparent range from $5,000 to $35,000 hides an important truth about tier, capability, and integration complexity. Entry-level import controls can indeed be had for under $5,000, but they lack the memory, interface options, and real-time compensation required to retrofit an older hydraulic press brake. The real retrofit-ready systems that deliver tangible productivity gains start closer to $12,000 and can rise beyond $50,000 for multi-axis, high-tonnage machines.
That spread reflects not only hardware sophistication—touchscreen HMIs, 3D bend simulation, automatic sequencing—but also the engineering hours required to integrate the new brain into legacy drives, hydraulics, and backgauges. In most quotes, labor and commissioning account for nearly half the total. Integrators frequently bundle electrical cabinet rewiring, new servo drives, and sometimes a complete backgauge retrofit alongside the CNC itself.
The surprising comparison point isn’t another retrofit quote—it’s the price of a new machine. Modern press brakes that ship complete with a factory controller routinely exceed $500,000 before freight, rigging, and operator training. Seen against that backdrop, even a $50,000 retrofit reframes as a capital-light modernization, extending the productive life of a sound mechanical frame for another decade or more.
The cost story, then, is less about sticker shock and more about leverage: turning a depreciated asset into a digitally capable one at roughly one-tenth the replacement cost.
The retrofit breakeven line rarely comes down to price alone; it hinges on residual mechanical health and utilization. If the press brake’s frame, cylinders, and mechanical drive are intact, adding a CNC controller can unlock substantial hidden capacity. Better bend sequencing, angle correction based on closed-loop feedback, and automatic tool alignment each reduce setup time and rework. Conservatively, a 10–15% productivity gain across a two-shift operation can recapture the investment within 18 to 24 months—that’s before factoring in labor savings from reduced trial bends or faster operator turnover.
By contrast, a new press brake does not merely cost more; it resets the depreciation schedule, demands new operator training, and may require new tooling to align with its clamping system. Total installed cost can reach ten times the retrofit budget. Only shops running near capacity, or saddled with failing hydraulics, typically find the replacement math to their advantage.
This is where financial discipline intersects with maintenance reality. A retrofit only wins if the mechanical core is dependable; otherwise, the controller becomes an expensive overlay on a dying frame. The responsible upgrade path always begins with a triage—an inspection to confirm the brake’s hydraulic integrity, ram parallelism, and backgauge repeatability. Only then can the breakeven math stand on something more than a spreadsheet hypothesis.
Retrofit ROI also depends on how long the machine stays offline and how quickly operators climb the new interface curve. Integrator timelines vary, but a full control replacement—wiring, testing, calibration—typically occupies three to seven working days. Some vendors stage the process to minimize lost production, upgrading one axis or subsystem at a time. Include this scheduling flexibility in quote comparisons; a lower hardware price can evaporate if it strands a primary brake for two full weeks.
The subtler cost emerges after power-up. Even intuitive controllers demand new muscle memory from seasoned operators who understand “feel” more than on-screen sequencing. Expect a temporary dip in throughput as staff move from manual code entries to graphical bend programs or CAD imports. Shops that invest in training during installation—either through vendor sessions or shadow shifts with the integrator—often recover baseline productivity within the first month and exceed it soon after. Those that skip formal onboarding can stretch that dip across an entire quarter.
Quantifying this downtime and learning curve is essential to transparent economics. Budget not only for the controller but also for a realistic recovery window: one workweek of reduced output during installation and another two to four of ramp-up until operators fully exploit simulation, springback compensation, and automatic sequencing. This forecast improves credibility when presenting the upgrade case to management or finance—reducing surprise and strengthening internal buy-in.
In the long run, the most profitable retrofit is the one whose economics were calculated honestly. A well-planned CNC controller upgrade converts an aging press brake into a data-literate, setup-efficient machine, extending its earning life without the capital shock of starting over. When hardware, breakeven logic, and downtime math align, the upgrade ceases to be an expense and becomes a strategy for operational resilience.
Every press brake operator knows the moment—the machine stops mid-cycle, the control panel freezes, alarms flash, and you start wondering if it’s finally time to replace the CNC controller. But here’s the truth most shops overlook: the controller is rarely the culprit. In study after service record, “controller failure” turns out to be sensor drift, bad grounding, or corrupted parameters. Replacing the CNC head when the problem lives in a $500 encoder is like swapping the transmission because your dashboard light misfired.
Start with the stack, not the symptom. The diagnostic ladder brings discipline to that impulse-driven decision. First check power and electrical integrity—fuses, relays, main disconnects. Then verify hydraulic and mechanical health—oil, pump, guide rails. Only after confirming those layers do you question the feedback network of encoders, potentiometers, or pressure sensors feeding data to the controller. The CNC brain is the last suspect, not the first.
Repair makes sense when the fault stays isolated—one sensor, one fuse, one firmware version behind. If the downtime to diagnose and correct is less than half a shift, you’re protecting uptime without overcapitalizing. Replacement is justified when multiple layers fail together, firmware support has ended, or the controller can’t interpret modern CAD/CAM files. The dollar threshold is simple: if repairs exceed 40% of a retrofit quote, and production loss keeps climbing, you move to replacement.
That shift from panic to pattern—the matrix—turns guesswork into governance. It’s the difference between restoring flow today and gambling tomorrow’s orders on a hunch.
The moment you pick up the phone, every vendor says the same thing: “It might be time for an upgrade.” The test of a trusted integrator is what they ask next.
A helpful integrator asks, “What’s the exact fault code on-screen?” before citing numbers. They confirm your axis requirements—two-axis tandem or eight-axis precision—so they’re not upselling capabilities you’ll never need. They walk through each diagnostic layer and tell you whether a software reload or sensor recalibration could fix it.
A quote-padding salesperson goes straight to hardware pricing. They won’t clarify whether the slowdown is mechanical drag or control lag. They talk features, not fit.
So before approving any retrofit proposal, ask these four questions:
If the answers come back data-driven and specific, you’re dealing with a partner. If they come back evasive, you’re about to buy someone’s commission. The best integrators speak the language of throughput and total cost, not versions and buzzwords.
Once the immediate crisis is behind you—whether through repair or replacement—the new mission is to stop living in crisis mode. Firefighting shops wait for alarms; flow-based shops design maintenance into the calendar.
Every three to six months, inspect every feedback component that feeds the CNC brain—limit switches, encoders, pressure sensors. These tiny parts are your machine’s senses; when they drift, every calculation goes off. Stay current on firmware releases; most “mystery faults” vanish after a software refresh. And train operators not just to run programs, but to interpret fault codes. When they can distinguish a data loss alarm from a hydraulic underpressure warning, you’ve built resilience right at the control panel.
Flow happens when the machine and the people who run it share one language of control—clear feedback, quick diagnosis, zero panic. That’s what turns a retrofit from a one-time expense into a permanent upgrade in how your shop thinks.
The press brake doesn’t care whether its brain is old or new—it only cares whether it’s understood. The moment you stop guessing, the machine starts listening.


















