

El taller está en silencio excepto por el zumbido de las luces superiores y el golpeteo de enfriamiento del acero recién formado. La máquina debería estar lista para el próximo programa, pero el ariete no se mueve. El controlador está encendido, las hidráulicas zumban de manera constante, pero nada responde. Tienes una fecha límite al amanecer, y ningún técnico disponible hasta la mañana. Aquí es donde la fabricación de precisión se encuentra con el triaje del mundo real: saber si la falla está en los músculos de la prensa plegadora o en su mente.
La verdad es que la mayoría de los tiempos de inactividad de una prensa plegadora se disfrazan como uno de dos síntomas: deriva o congelación. Uno parece hidráulico, el otro digital, pero a menudo se diagnostican incorrectamente. La solución no siempre es una costosa actualización o el envío nocturno de piezas: es un camino de diagnóstico estructurado basado en cómo los controladores CNC y los sistemas hidráulicos realmente interactúan. A las 2 AM, la realidad pone a prueba tu proceso, no tu suerte.
La deriva es el fantasma de todo fabricante: dos ciclos idénticos, dos ángulos de doblado diferentes. El instinto humano es culpar a las hidráulicas porque parece mecánico: un ariete que no mantiene la posición debe estar perdiendo presión. Sin embargo, la investigación y los diagnósticos en campo coinciden: en la mayoría de los casos, la deriva comienza en el bucle de retroalimentación del controlador, no en las líneas hidráulicas.
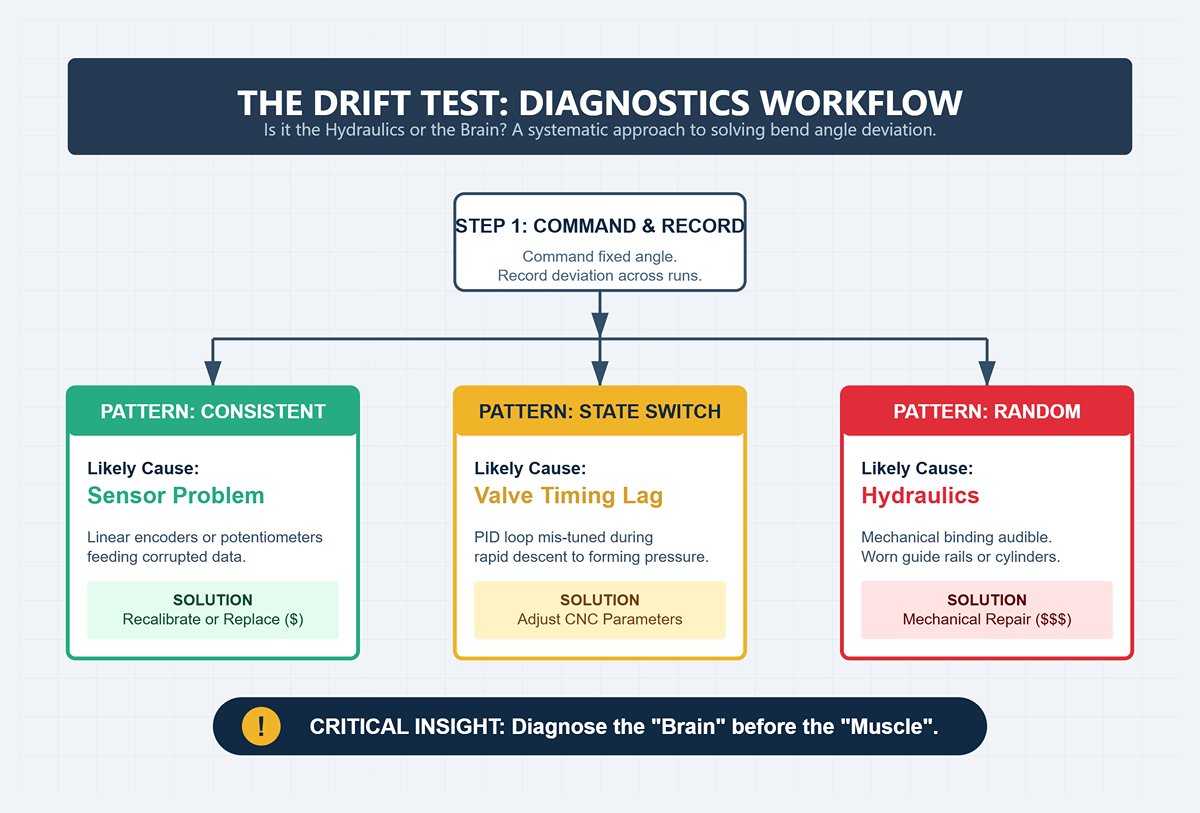
Empieza con la Prueba de Deriva. Ordena un ángulo fijo y registra la desviación a lo largo de varias ejecuciones. Si el patrón de deriva es consistente en una dirección y escala, probablemente sea un problema de sensor—codificadores lineales o potenciómetros que envían datos posicionales corruptos de vuelta al CNC. La recalibración o el reemplazo de estos sensores cuesta cientos, no decenas de miles. Si la variación ocurre durante el cambio de descenso rápido a presión de formado, revisa el retraso en el tiempo de las válvulas. El bucle PID del controlador puede estar mal ajustado, causando una respuesta tardía cuando las hidráulicas cambian entre estados de movimiento. Los integradores experimentados a menudo pueden corregir esto en pocas horas ajustando los parámetros del CNC.
Solo cuando la deriva permanece aleatoria o se escucha un bloqueo mecánico audible, la sincronización hidráulica se convierte en sospechosa. Las guías desgastadas o el desplazamiento desigual de los cilindros no pueden solucionarse con firmware. El punto crítico: comienza el diagnóstico con el “cerebro” electrónico antes de sospechar del “músculo” hidráulico. Hacerlo evita desmontajes innecesarios y mantiene la producción en marcha.
Nada genera pánico más rápido que un controlador congelado a mitad de ciclo. La respuesta refleja—reiniciar y esperar—solía funcionar lo suficiente como para convencer a los operadores. Pero el moderno controlador CNC es una red informática compacta integrada con una arquitectura de control de movimiento. Cuando se congela, está comunicando algo preciso: corrupción de datos o fallo de comunicación, no un fallo aleatorio.
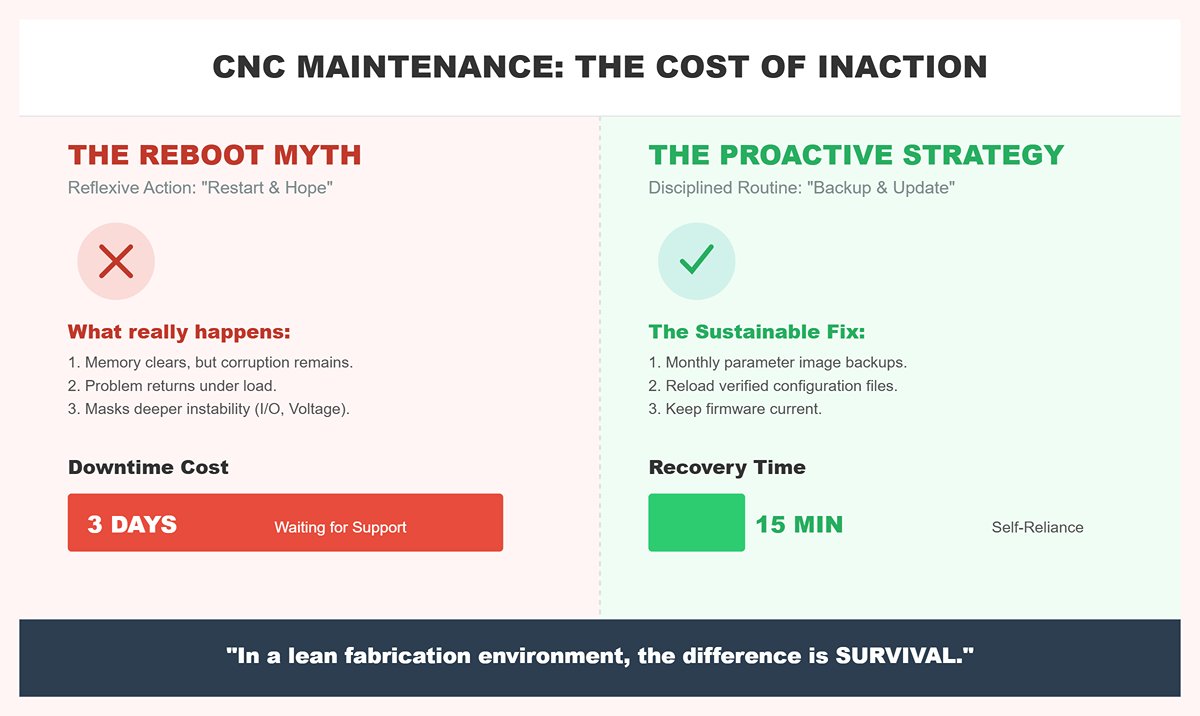
La mayoría de los eventos de bloqueo se remontan a archivos de parámetros corruptos o firmware desactualizado. Un reinicio borra la memoria pero no la corrupción en sí, por lo que el problema siempre regresa bajo carga. Respaldar archivos de configuración verificados, recargarlos y actualizar el firmware es la solución sostenible. Si el bloqueo coincide con fluctuaciones repentinas de energía o reinicios de la placa de control, sospecha de fallo del módulo de E/S o inestabilidad de voltaje. Estos son problemas a nivel de hardware, no errores de software.
La ilusión de recuperación mediante el reinicio cuesta tiempo de producción y enmascara una inestabilidad más profunda. Una rutina disciplinada de respaldo—imágenes de parámetros guardadas mensualmente y firmware mantenido al día—transforma un apagado total en una recuperación de 15 minutos. Sin ella, cada bloqueo corre el riesgo de convertirse en una interrupción de tres días mientras se espera el soporte de fábrica. En un entorno de fabricación ajustada, la diferencia es la supervivencia.
Cuando las piezas deben salir del taller antes del amanecer, la teoría cede al triaje. El objetivo no es la perfección: es la continuidad funcional y segura. Existen intervenciones comprobadas de “modo seguro” que cualquier operador puede aplicar sin arriesgar daños al equipo.

Empieza con la protocolo de reinicio del panel de control: apaga el interruptor principal, espera a que los condensadores se descarguen y reinicia después de varios minutos. Esto elimina fallas de control transitorias y reinicializa la comunicación de E/S. Si la máquina se reactiva con normalidad, el problema está en la lógica de control, no en la hidráulica.
A continuación, inspecciona los interruptores de límite y los enclavamientos de seguridad. Un interruptor de límite desalineado o aplastado a menudo detiene el movimiento de la máquina como una parada de protección, imitando un bloqueo del controlador. La realineación restaura la operación. En prensas con servos, revisa los valores de par de carga dentro de los parámetros del CNC. Una sobrecarga térmica o configuraciones de par excesivo pueden bloquear la respuesta del servo a mitad de sesión; reducir los valores de carga puede comprar suficientes ciclos para terminar un pedido crítico—entendiendo que esto es una solución temporal, no una reparación.
Finalmente, estabiliza tu entorno de energía. Un sistema de alimentación ininterrumpida aísla el controlador de las caídas de voltaje inducidas por otro equipo en la misma red. Muchos bloqueos “aleatorios” desaparecen una vez que se mantiene una alimentación limpia.
Cada paso es reversible, trazable y, lo más importante, seguro. Existen para distinguir un fallo de control recuperable de una verdadera avería que requiere intervención de servicio. Cuando se siguen sistemáticamente, estos métodos transforman una emergencia en una pausa controlada.
Al organizar el diagnóstico de fallas en torno a una jerarquía—potencia, control, hidráulica—dejas de adivinar y empiezas a verificar. Ya sea un cable de codificador $200 o el reemplazo completo de una tarjeta de control, sabrás qué preguntas hacer antes de llamar al proveedor. Y a las 2 a. m., cuando la plegadora permanece silenciosa, ese conocimiento es poder medido no en voltios, sino en tiempo de actividad.
Las plegadoras hidráulicas construidas en los años noventa siguen siendo el punto óptimo para el retrofit. Sus bastidores y cilindros fueron sobredimensionados para la vida útil por fatiga, por lo que la base mecánica suele durar más que los controles originales. Agregar un controlador CNC a ese “viejo hierro” ofrece un aumento medible de productividad por una fracción del costo de una máquina nueva—si respetas la arquitectura. Una prensa hidráulica depende de la presión de aceite modulada por válvulas proporcionales; una plegadora servoeléctrica sincroniza motores gemelos mediante lazos de realimentación digital. La diferencia no es solo la tecnología de movimiento—es la física del tiempo. Adaptar controles de tipo servo a circuitos hidráulicos sin actualizar las válvulas ni los parámetros de ajuste provoca oscilaciones y caza del émbolo.
Los retrofits exitosos conservan el núcleo hidráulico pero modernizan el control de movimiento. Sistemas como Fasfold de Automec y las soluciones de PC Controls añaden interfaces táctiles, programación fuera de línea y redundancia de datos USB alrededor de hidráulicas existentes. Este enfoque evita desmontajes innecesarios y te permite agregar simulación 2D/3D a un equipo familiar mientras se preserva la resistencia del émbolo. Sin embargo, una vez que introduces asistencia servo o accionamientos híbridos, la selección del controlador se reduce drásticamente. El CNC debe comunicarse en tiempo real con los amplificadores de válvulas o los accionamientos de motores; los protocolos de realimentación incompatibles (±10 V, EtherCAT o CANopen) suelen ser decisivos. La arquitectura dicta hasta dónde puedes modernizar antes de que la hidráulica te obligue a una prensa completamente nueva.
La fiabilidad mecánica no es lo que detiene muchas actualizaciones; son los componentes electrónicos. En los años noventa, los fabricantes de máquinas adoraban los PLC propietarios sellados bajo cubiertas de “no acceder”. Esas placas de lógica gobernaban los circuitos de seguridad, los pedales y las secuencias del émbolo sin diagramas de escalera publicados. Cuando la pantalla falla o los chips de memoria se degradan, la máquina funciona pero no puede comunicarse con los nuevos controladores. Es el agujero negro del retrofit: no puedes reparar lo que no puedes leer.
Los talleres suelen descubrir esto solo después de pedir un kit de retrofit. Instalan la pantalla y los accionamientos, encienden la máquina, y la prensa se niega a ciclar porque el PLC antiguo aún controla los relés. En ese punto, la única solución es reescribir el gabinete—arrancar décadas de cableado para instalar un PLC de seguridad moderno y módulos de E/S. El costo y el tiempo de inactividad se multiplican rápidamente. La estrategia práctica es auditar el gabinete de control desde el principio. Identifica si la lógica del PLC puede eludirse mediante relés de contacto seco o si las señales están integradas a través de buses propietarios. Si el aislamiento es viable, puedes injertar un controlador Delem o ESA en el sistema existente, conservando la hidráulica y los circuitos de seguridad. Si no, planifica una modernización eléctrica completa; cualquier cosa menor te deja persiguiendo señales fantasmas y paradas espontáneas que el software nunca resolverá.
Incluso con una interfaz PLC limpia, el éxito del retrofit depende de una realimentación precisa. Los émbolos hidráulicos exigen sincronización posicional a micrones. Los codificadores lineales, transductores rotativos y válvulas proporcionales deben hablar el mismo lenguaje de realimentación que el nuevo CNC. Rangos de voltaje o tasas de actualización desajustados provocan desviaciones entre cilindros—especialmente bajo presión de plegado. Una vez que eso ocurre, no puedes corregirlo mediante software; el retraso de respuesta supera la ventana de corrección del controlador.
Antes de cotizar un retrofit, verifica el tipo de salida del codificador (TTL, SIN/COS o serie absoluta) y la especificación de accionamiento de válvula (control por corriente o voltaje). Un controlador que anuncia “entradas universales” aún puede negarse a calibrar si las tasas de sondeo divergen. Los técnicos informan que el 80 % de las integraciones fallidas se deben a estos desajustes sutiles, no a errores de software. Un solo codificador con deriva hace que la corrección de ángulo sea impredecible, obligando a los operadores a volver al calce manual. Prevén esto con una prueba de micrómetro de paralelismo del émbolo y una verificación de respuesta de válvula servo antes de cualquier cambio de cableado. Si la desviación excede la tolerancia, destina presupuesto para codificadores compatibles o válvulas rejuvenecidas—el controlador económico no es el culpable.
La calibración de válvulas merece igual atención. Cuando las respuestas del servo se retrasan, el bucle PID del sistema oscila entre velocidad de acercamiento rápido y velocidad de plegado, exagerando el rebote elástico. Los dobleces consistentes dependen del momento estable de transición: modifica los parámetros de rampa hidráulica para mantener un punto de conmutación de presión repetible, luego registra la variación de ángulo durante los ciclos de prueba. Los retrofits bien diseñados integran rutinas de autocalibración que detectan la deriva de forma temprana y registran los datos de corrección en la base de datos CNC.
Conclusión: un retrofit de plegadora hidráulica solo tiene éxito cuando la integridad mecánica, la transparencia eléctrica y la fidelidad de realimentación se alinean. Si omites alguna auditoría, convertirás una actualización de $15.000 en una maratón de resolución de problemas de $40.000. Pero cuando el hierro, los sensores y el software trabajan juntos, ese “nuevo cerebro” puede hacer que una vieja plegadora hidráulica funcione con precisión digital—y gane su sustento por otra generación.
En un entorno de alta mezcla—donde cada turno trae nuevos perfiles de piezas, espesores y especificaciones del cliente—el más mínimo error de entrada se multiplica entre los pedidos. Los sistemas tradicionales de control numérico dependen de la reintroducción manual de datos provenientes de planos CAD o mapas de plegado impresos. Cada pulsación es un riesgo. Un solo dígito mal escrito en un ala o un ángulo genera piezas dobladas, desechadas y retrabajos no planificados.
Los controladores CNC con importación directa de CAD eliminan esa capa de traducción. Los programas absorben archivos STEP o DXF del cliente directamente, convirtiendo la geometría 3D en trayectorias de herramienta y secuencias de plegado sin transcripción por parte del operador. El resultado es una reducción medible de desperdicio—los estudios muestran una mejora del rendimiento del primer pase del 5%, que se traduce directamente en ganancias por pieza. Los cálculos automatizados de aplanado y deducción de pliegue también garantizan la consistencia entre lotes, sin importar quién esté de turno o qué variante se procese.
El otro beneficio se esconde en la programación. Cuando la preparación del trabajo pasa de horas de escritura manual a minutos de importación y verificación, mejora la precisión de las cotizaciones y los flujos de trabajo de alta mezcla dejan de ser cuellos de botella. Cada intervalo de montaje liberado por la automatización se convierte en nueva capacidad, no en tiempo muerto de reserva. En un ciclo anual, eso equivale a agregar otra plegadora sin necesidad de nuevo contrato de arrendamiento ni operador adicional.
Los contratos de fabricación de precisión, especialmente en los sectores aeroespacial, médico y de electrodomésticos, dependen completamente de la precisión repetible. Las comprobaciones manuales de ángulo después de cada segundo pliegue pueden satisfacer una vez la conformidad con ISO, pero arruinan los tiempos de ciclo. La medición de ángulo en bucle cerrado, integrada directamente en los controladores CNC avanzados, sustituye esas verificaciones puntuales por retroalimentación instantánea de sensores durante el plegado.
La lógica es simple: los sensores montados cerca de las herramientas leen el ángulo de plegado en tiempo real y envían una señal al controlador para detener o corregir automáticamente la recuperación elástica. La recuperación elástica—cuando el material se relaja después del doblado—puede variar según el lote o la dirección de la lámina. Sin compensación, el 30% de los trabajos de plegado al aire requiere retrabajo posterior. Cuando el control en bucle cerrado y los algoritmos de recuperación elástica se combinan con la actuación servoeléctrica, ese retrabajo se reduce prácticamente a cero. La planta surcoreana que combinó esas características reportó una reducción del 38% en el retrabajo en pocos meses y un aumento del tiempo de actividad del 21%—prueba de que un control más ajustado del ángulo se traduce directamente en menos piezas rechazadas y mayor vida útil de las herramientas.
La automatización de precisión hace más que reducir defectos; también disminuye la fatiga del operador. En lugar de ajustar los pliegues a mitad del ciclo, los técnicos supervisan la calidad en múltiples máquinas, multiplicando la productividad por persona. La fiabilidad deja de depender del “mejor” operador de turno: el propio controlador garantiza la precisión en cada turno.
La retención y la incorporación son problemas crónicos en la fabricación metálica. Los operadores experimentados de prensas plegadoras son escasos, y los nuevos empleados suelen tardar meses en alcanzar una productividad competente con los controladores tradicionales llenos de códigos crípticos y menús anidados. Esa demora genera costos en salarios, supervisión y desperdicio. Las interfaces CNC modernas ahora se apoyan en la visualización 3D del plegado y en simulaciones de ejecución para reducir drásticamente la curva de aprendizaje.
Cuando los operadores pueden previsualizar cada secuencia de plegado en tiempo real, visualizar los puntos de colisión y arrastrar o reordenar pasos directamente en la pantalla, la comprensión se acelera. Los errores aparecen en la simulación, no en el taller. La evidencia lo respalda: las actualizaciones a controladores con capacidad 3D han reducido el tiempo de capacitación en un 50%, convirtiendo efectivamente a operadores en período de prueba en productores seguros en cuestión de semanas. En una instalación de Incheon, los ingenieros prepararon programas fuera de línea, realizaron pruebas de plegado digitales y redujeron el desperdicio inicial a la mitad, todo mientras mantenían el ritmo de producción durante los cambios de turno.
El factor de rentabilidad aquí no es solo la velocidad; es la carga mental. Cuando la visualización aclara la estrategia de plegado, incluso los operadores con poca experiencia pueden manipular piezas complejas de forma segura. Eso desbloquea flexibilidad: los turnos extra, los fines de semana o el personal temporal ya no amenazan la calidad. Cada operador retenido equivale a miles de ahorros en tiempo de inactividad y costos de contratación.
| Escenario | Enfoque clave | Desafíos | Soluciones | Resultados/beneficios |
|---|---|---|---|---|
| Para talleres de alta variedad | Importación directa de CAD y el fin del desperdicio por errores tipográficos | Los cambios frecuentes en los perfiles de piezas, grosores y especificaciones provocan errores de entrada manual de datos que generan desperdicio y retrabajo. | Los controladores CNC con importación directa de CAD eliminan la reintroducción manual convirtiendo archivos STEP/DXF en trayectorias y secuencias de herramientas de forma automática. | Hasta un 5% de aumento en el rendimiento en la primera pasada, menos desperdicio, resultados consistentes entre operadores, mejor programación, menor tiempo de programación y mayor capacidad sin necesidad de equipos adicionales. |
| Para trabajos por contrato de precisión | Medición de ángulo en bucle cerrado y compensación de recuperación elástica | Las verificaciones manuales de ángulo ralentizan la producción y la recuperación elástica inconsistente genera retrabajo. | Los sensores integrados y el sistema de retroalimentación en bucle cerrado detectan y corrigen automáticamente los errores de ángulo en tiempo real, combinados con algoritmos de compensación de recuperación elástica. | Reducción del retrabajo del 38%, aumento del tiempo operativo del 21%, dobleces defectuosos casi nulos, menor fatiga y precisión constante sin importar la habilidad del operador. |
| Para plantas de alta rotación | Visualización 3D que reduce la capacitación de meses a días | Largos periodos de incorporación y alta rotación de operadores debido a los controladores tradicionales complejos. | Interfaces 3D modernas con visualización de doblez en tiempo real, detección de colisiones y secuenciación mediante arrastrar y soltar. | Tiempo de capacitación reducido en 50%, desperdicio inicial reducido a la mitad, curva de aprendizaje más rápida, mayor flexibilidad y menores costos de contratación. |
Un taller puede validar estas características generadoras de ganancias ahora mismo sin nuevo hardware. Dedica cinco minutos a revisar los registros de desechos del último mes y marca cada pieza rechazada por ángulo incorrecto o dimensión mal ingresada. Si más de una de cada diez piezas rechazadas está relacionada con errores de entrada o medición, el problema no es la disciplina del operador; es una limitación del controlador. Ejecuta la misma muestra a través de un software de importación CAD o simulación de doblez —muchos proveedores ofrecen evaluadores gratuitos— y mide cuántos de esos errores detecta el software antes de cortar.
El éxito se ve así de simple: menos ediciones manuales, precisión de doblez constante en todos los materiales y una incorporación más rápida y segura. Estas son las señales tangibles de que un controlador CNC inteligente —capaz de traducción CAD nativa, retroalimentación en bucle cerrado y visualización en vivo— no es solo un refinamiento tecnológico. Es control de márgenes por diseño. Cada grado corregido, cada error tipográfico evitado y cada curva de aprendizaje acortada se hacen visibles en un solo lugar: la línea de ganancias.
Las actualizaciones de controladores CNC para prensas plegadoras se encuentran dentro de uno de los rangos de costos más amplios en la fabricación metálica, y por buena razón. El rango aparente de $5,000 a $35,000 oculta una verdad importante sobre el nivel, la capacidad y la complejidad de la integración. Los controles de importación de nivel básico pueden adquirirse por menos de $5,000, pero carecen de la memoria, las opciones de interfaz y la compensación en tiempo real necesarias para actualizar una prensa plegadora hidráulica antigua. Los sistemas realmente listos para retrofits que ofrecen ganancias de productividad tangibles comienzan más cerca de $12,000 y pueden superar los $50,000 en máquinas multieje y de gran tonelaje.
Esa variación refleja no solo la sofisticación del hardware —HMIs con pantalla táctil, simulación de doblez en 3D, secuenciación automática— sino también las horas de ingeniería necesarias para integrar el nuevo “cerebro” en los sistemas de accionamiento, hidráulicos y de tope trasero existentes. En la mayoría de los presupuestos, la mano de obra y la puesta en marcha representan casi la mitad del total. Los integradores suelen incluir el recableado del gabinete eléctrico, nuevos servomotores y, a veces, una actualización completa del tope trasero junto con el propio CNC.
El punto de comparación sorprendente no es otro presupuesto de retrofit, sino el precio de una máquina nueva. Las prensas plegadoras modernas que se envían completas con un controlador de fábrica superan regularmente los $500,000 antes de transporte, instalación y capacitación de operadores. Vista en ese contexto, incluso una actualización de $50,000 se redefine como una modernización de bajo capital, que extiende la vida productiva de una estructura mecánica sólida por otra década o más.
La historia del costo, entonces, trata menos de impacto inicial y más de aprovechamiento: convertir un activo depreciado en uno digitalmente capaz a aproximadamente una décima parte del costo de reemplazo.
La línea de punto de equilibrio del retrofit rara vez depende solo del precio; se basa en la salud mecánica residual y en la utilización. Si el marco, los cilindros y el sistema mecánico de la prensa plegadora están intactos, agregar un controlador CNC puede desbloquear una capacidad oculta sustancial. Una mejor secuenciación de dobleces, corrección de ángulo basada en retroalimentación en bucle cerrado y alineación automática de herramientas reducen el tiempo de configuración y el retrabajo. De manera conservadora, una ganancia de productividad del 10–15% en una operación de dos turnos puede recuperar la inversión en 18 a 24 meses—antes de considerar los ahorros laborales resultantes de menos dobleces de prueba o una rotación de operadores más rápida.
En cambio, una nueva prensa plegadora no solo cuesta más; reinicia el cronograma de depreciación, exige capacitación de operadores y puede requerir nuevas herramientas para alinearse con su sistema de sujeción. El costo total instalado puede alcanzar diez veces el presupuesto de retrofit. Solo los talleres que operan cerca de su capacidad o con sistemas hidráulicos defectuosos suelen encontrar que la ecuación de reemplazo les resulta ventajosa.
Aquí es donde la disciplina financiera se cruza con la realidad del mantenimiento. Una modernización solo gana si el núcleo mecánico es confiable; de lo contrario, el controlador se convierte en una capa costosa sobre una estructura moribunda. El camino de actualización responsable siempre comienza con un triaje: una inspección para confirmar la integridad hidráulica del freno, el paralelismo del pistón y la repetibilidad del tope posterior. Solo entonces puede sostenerse la matemática del punto de equilibrio en algo más que una hipótesis de hoja de cálculo.
El retorno de inversión de una modernización también depende de cuánto tiempo permanece inactiva la máquina y de qué tan rápido los operarios ascienden la curva de uso de la nueva interfaz. Los plazos del integrador varían, pero una sustitución completa de control—cableado, pruebas, calibración—ocupa típicamente de tres a siete días laborables. Algunos proveedores organizan el proceso para minimizar la pérdida de producción, actualizando un eje o subsistema a la vez. Incluya esta flexibilidad de programación en las comparaciones de cotizaciones; un precio de hardware más bajo puede evaporarse si deja inactivo un freno principal durante dos semanas completas.
El costo más sutil aparece después del encendido. Incluso los controladores intuitivos exigen una nueva memoria muscular de los operadores experimentados, quienes confían más en el “tacto” que en la secuencia en pantalla. Espere una disminución temporal en el rendimiento mientras el personal pasa de entradas de código manuales a programas de doblado gráficos o importaciones CAD. Los talleres que invierten en capacitación durante la instalación—ya sea mediante sesiones del proveedor o turnos de sombra con el integrador—a menudo recuperan la productividad base dentro del primer mes y la superan poco después. Aquellos que omiten la incorporación formal pueden extender esa caída por todo un trimestre.
Cuantificar este tiempo de inactividad y curva de aprendizaje es esencial para una economía transparente. Presupueste no solo para el controlador, sino también para una ventana realista de recuperación: una semana laboral de menor producción durante la instalación y otras dos a cuatro de aumento progresivo hasta que los operadores aprovechen completamente la simulación, la compensación de rebote y la secuenciación automática. Este pronóstico mejora la credibilidad al presentar el caso de actualización ante la gerencia o finanzas, reduciendo sorpresas y fortaleciendo la aceptación interna.
A largo plazo, la modernización más rentable es aquella cuyos cálculos económicos fueron hechos con honestidad. Una actualización bien planificada del controlador CNC convierte una prensa plegadora envejecida en una máquina eficiente y alfabetizada en datos, extendiendo su vida útil sin el impacto de capital que implica empezar de cero. Cuando el hardware, la lógica de punto de equilibrio y la matemática del tiempo de inactividad se alinean, la actualización deja de ser un gasto y se convierte en una estrategia de resiliencia operativa.
Todo operador de prensa plegadora conoce el momento: la máquina se detiene a mitad del ciclo, el panel de control se congela, las alarmas parpadean y uno empieza a preguntarse si por fin ha llegado la hora de reemplazar el controlador CNC. Pero aquí está la verdad que la mayoría de los talleres pasa por alto: el controlador rara vez es el culpable. En estudio tras estudio de registros de servicio, el “fallo del controlador” resulta ser una deriva de sensor, mala conexión a tierra o parámetros corruptos. Reemplazar la cabeza CNC cuando el problema reside en un codificador $500 es como cambiar la transmisión porque se encendió por error la luz del tablero.
Comience con la pila, no con el síntoma. La escalera de diagnóstico aporta disciplina a esa decisión impulsiva. Primero verifique la potencia y la integridad eléctrica—fusibles, relevadores, interruptores principales. Luego confirme la salud hidráulica y mecánica—aceite, bomba, guías. Solo después de confirmar esas capas cuestione la red de retroalimentación de codificadores, potenciómetros o sensores de presión que envían datos al controlador. El cerebro CNC es el último sospechoso, no el primero.
La reparación tiene sentido cuando la falla se mantiene aislada—un sensor, un fusible, una versión de firmware desactualizada. Si el tiempo de inactividad para diagnosticar y corregir es menor a media jornada, está protegiendo la disponibilidad sin sobregastar. El reemplazo se justifica cuando múltiples capas fallan al mismo tiempo, el soporte de firmware ha terminado o el controlador no puede interpretar archivos CAD/CAM modernos. El umbral monetario es simple: si las reparaciones exceden el 40% de una cotización de modernización y la pérdida de producción sigue aumentando, se procede al reemplazo.
Ese cambio del pánico al patrón—la matriz—convierte la especulación en gestión. Es la diferencia entre restaurar el flujo hoy y apostar las órdenes de mañana por una corazonada.
En el momento en que levanta el teléfono, todo proveedor dice lo mismo: “Podría ser hora de una actualización”. La prueba de un integrador de confianza está en lo que pregunta a continuación.
A integrador servicial pregunta: “¿Cuál es exactamente el código de fallo en pantalla?” antes de citar números. Confirman tus requisitos de ejes—tándem de dos ejes o precisión de ocho ejes—de modo que no te vendan capacidades que nunca necesitarás. Analizan cada capa de diagnóstico y te dicen si una recarga de software o una recalibración de sensores podría solucionarlo.
A vendedor que infla presupuestos va directo al precio del hardware. No aclarará si la desaceleración es por fricción mecánica o retraso de control. Habla de características, no de adecuación.
Así que antes de aprobar cualquier propuesta de modernización, hazte estas cuatro preguntas:
Si las respuestas son específicas y basadas en datos, estás tratando con un socio. Si son evasivas, estás a punto de comprar la comisión de alguien. Los mejores integradores hablan el idioma del rendimiento y el costo total, no de versiones y palabras de moda.
Una vez que la crisis inmediata haya quedado atrás—ya sea mediante reparación o reemplazo—la nueva misión es dejar de vivir en modo de crisis. Los talleres que apagan incendios esperan las alarmas; los talleres basados en el flujo programan el mantenimiento en el calendario.
Cada tres a seis meses, inspecciona cada componente de retroalimentación que alimenta el cerebro CNC—interruptores de límite, codificadores, sensores de presión. Estas pequeñas piezas son los sentidos de tu máquina; cuando se desvían, todos los cálculos fallan. Mantente al día con las versiones de firmware; la mayoría de los “fallos misteriosos” desaparecen tras una actualización de software. Y capacita a los operadores no solo para ejecutar programas, sino para interpretar códigos de fallo. Cuando pueden distinguir una alarma de pérdida de datos de una advertencia de baja presión hidráulica, has construido resiliencia justo en el panel de control.
El flujo ocurre cuando la máquina y las personas que la operan comparten un mismo lenguaje de control—retroalimentación clara, diagnóstico rápido, cero pánico. Eso convierte una modernización en mucho más que un gasto único: en una mejora permanente de la mentalidad de tu taller.
A la prensa plegadora no le importa si su cerebro es viejo o nuevo—solo le importa ser comprendida. En el momento en que dejas de adivinar, la máquina empieza a escuchar.


















