

A oficina está silenciosa, exceto pelo zumbido das luzes suspensas e pelo tique-taque de arrefecimento do aço recém-formado. A máquina deveria estar pronta para o próximo programa, mas o êmbolo não se move. O controlador está aceso, a hidráulica mantém um zumbido constante, mas nada responde. Tens um prazo ao amanhecer — e nenhum técnico até de manhã. É aqui que a fabricação de precisão encontra a triagem do mundo real: saber se a falha está nos “músculos” da quinadeira ou na sua “mente”.
A verdade é que a maioria das paragens de quinadeiras disfarça-se como um de dois sintomas: deriva ou bloqueio. Um parece hidráulico, o outro digital, mas são frequentemente mal diagnosticados. A solução nem sempre é uma atualização cara ou o envio urgente de peças — é um caminho de diagnóstico estruturado, baseado na forma como os controladores CNC e os sistemas hidráulicos realmente interagem. Às 2 da manhã, a realidade testa o teu processo, não a tua sorte.
A deriva é o fantasma de qualquer fabricante: dois ciclos idênticos, dois ângulos de dobra diferentes. O instinto humano é culpar a hidráulica, porque parece mecânico — um êmbolo que não mantém a posição deve estar a perder pressão. No entanto, a investigação e o diagnóstico no terreno concordam: na maioria dos casos, a deriva começa no circuito de feedback do controlador, não nas linhas hidráulicas.
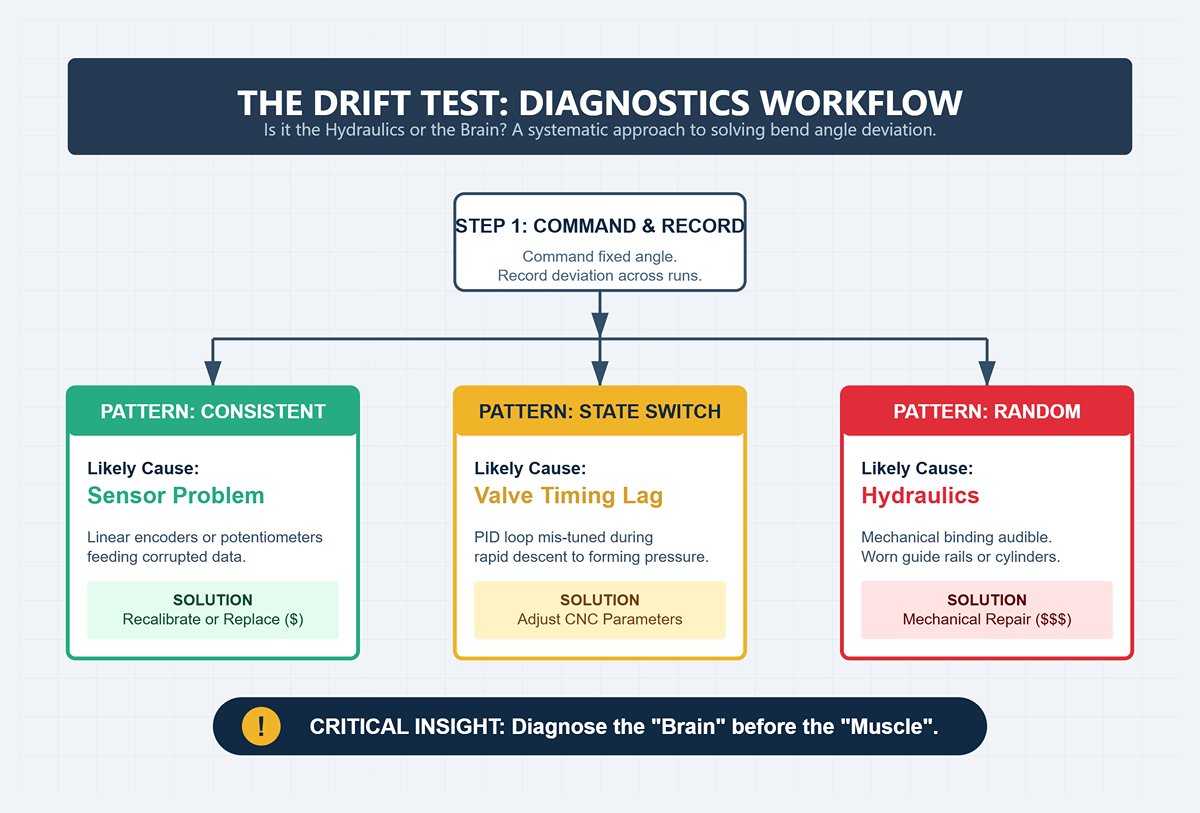
Começa com o Teste de Deriva. Comanda um ângulo fixo e regista a variação ao longo de várias execuções. Se o padrão de deriva for consistente numa direção e escala, é provável que seja um problema de sensor— codificadores lineares ou potenciómetros que enviam dados de posição corrompidos de volta ao CNC. A recalibração ou substituição destes sensores custa centenas, não dezenas de milhares. Se a variação ocorrer durante a transição da descida rápida para a pressão de conformação, verifica o atraso na temporização da válvula. O circuito PID do controlador pode estar mal afinado, causando resposta atrasada quando a hidráulica muda entre estados de movimento. Integradores experientes podem muitas vezes corrigir isto em poucas horas, ajustando parâmetros do CNC.
Só quando a deriva permanece aleatória ou se ouve atrito mecânico é que a sincronização hidráulica se torna suspeita. Guias gastos ou deslocamento desigual dos cilindros não podem ser resolvidos por firmware. O ponto crítico: começa o diagnóstico pelo “cérebro” eletrónico antes de suspeitar do “músculo” hidráulico. Assim evitas desmontagens desnecessárias e manténs a produção no prazo.
Nada espalha pânico mais rapidamente do que um controlador congelado a meio do ciclo. A resposta reflexiva — reiniciar e esperar — costumava funcionar vezes suficientes para induzir os operadores em confiança. Mas o controlador CNC moderno é uma rede informática compacta envolvida numa arquitetura de controlo de movimento. Quando congela, está a dizer-te algo preciso: corrupção de dados ou falha de comunicação, não uma avaria aleatória.
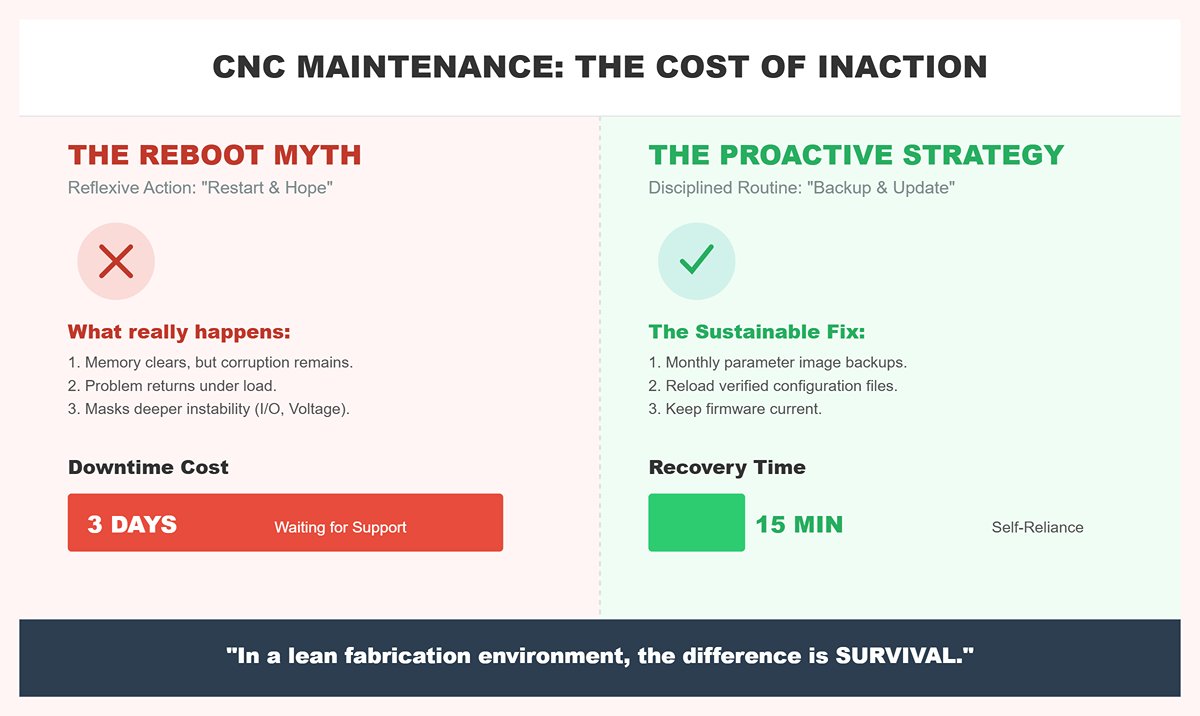
A maioria dos eventos de congelamento tem origem em ficheiros de parâmetros corrompidos ou firmware desatualizado. Um reinício limpa a memória mas não a própria corrupção, pelo que o problema regressa sempre sob carga. Fazer cópias de segurança de ficheiros de configuração verificados, recarregá-los e atualizar o firmware é a solução sustentável. Se o congelamento coincidir com flutuações súbitas de energia ou reinícios da placa de controlo, suspeite de falha do módulo de I/O ou instabilidade de tensão. Estes são problemas a nível de hardware, não erros de software.
A ilusão de recuperação através de reinicialização custa tempo de produção e mascara instabilidade mais profunda. Uma rotina disciplinada de cópias de segurança—imagens de parâmetros guardadas mensalmente e firmware mantido atualizado—transforma uma paragem total numa recuperação de 15 minutos. Sem isso, cada congelamento corre o risco de se tornar numa paragem de três dias à espera de apoio da fábrica. Num ambiente de fabrico enxuto, a diferença é sobrevivência.
Quando as peças têm de sair da oficina antes do amanhecer, a teoria dá lugar à triagem. O objetivo não é perfeição—é continuidade segura e funcional. Existem intervenções comprovadas de “modo seguro” que qualquer operador pode aplicar sem risco de danificar o equipamento.

Começa com o protocolo de reinicialização do painel de controlo: desligar o disjuntor principal, esperar que os condensadores descarreguem e reiniciar após vários minutos. Isto limpa falhas de controlo transitórias e reinicializa a comunicação de I/O. Se a máquina retomar normalmente, o problema está na lógica de controlo, não na hidráulica.
De seguida, inspecionar interruptores de limite e intertravamentos de segurança. Um interruptor de limite desalinhado ou esmagado suspende frequentemente o movimento da máquina como paragem de proteção, imitando um bloqueio do controlador. O realinhamento restaura a operação. Em prensas dobradeiras equipadas com servo, verificar valores de binário de carga dentro dos parâmetros CNC. Sobrecarga térmica ou definições de binário excessivo podem bloquear a resposta do servo a meio da sessão; reduzir os valores de carga pode permitir ciclos suficientes para concluir uma encomenda crítica—compreendendo que isto é um desvio temporário, não uma reparação.
Por fim, estabilizar o seu ambiente elétrico. Uma fonte de alimentação ininterrupta isola o controlador de quedas de tensão provocadas por outros equipamentos na mesma rede. Muitos congelamentos “aleatórios” desaparecem assim que se mantém energia limpa.
Cada passo é reversível, rastreável e, mais importante ainda, seguro. Eles existem para distinguir uma falha de controlo recuperável de uma avaria real que requer intervenção de assistência. Quando seguidos de forma sistemática, estes métodos transformam uma emergência numa pausa controlada.
Ao organizar o diagnóstico de falhas em torno de uma hierarquia—energia, controlo, hidráulica—deixa de adivinhar e passa a verificar. Quer seja um cabo de codificador $200 ou a substituição completa de uma placa de controlo, saberá quais as perguntas a fazer antes de ligar para o fornecedor. E às 2 da manhã, quando a quinadeira hidráulica está silenciosa, esse conhecimento é poder medido não em volts, mas em tempo de funcionamento.
As quinadeiras hidráulicas construídas nos anos 1990 continuam a ser o ponto ideal para retrofits. As suas estruturas e cilindros foram sobre‑dimensionados para a vida útil por fadiga, pelo que a base mecânica frequentemente dura mais do que os controlos originais. Adicionar um controlador CNC a esse “velho ferro” proporciona um aumento mensurável de produtividade a uma fração do custo de uma compra nova—se respeitar a arquitetura. Uma quinadeira hidráulica depende da pressão do óleo modulada por válvulas proporcionais; uma quinadeira servo‑elétrica sincroniza motores gémeos através de loops de feedback digital. A diferença não é apenas tecnologia de movimento—é física de temporização. Instalar controlos de tipo servo em circuitos hidráulicos sem atualizar as válvulas ou parâmetros de afinação provoca oscilações e procura da posição do êmbolo.
Retrofits bem‑sucedidos mantêm o núcleo hidráulico mas modernizam o controlo de movimento. Sistemas como o Fasfold da Automec e soluções da PC Controls adicionam interfaces tácteis, programação offline e redundância de dados por USB aos hidráulicos existentes. Esta abordagem evita revisões dispendiosas e permite adicionar simulação 2D/3D a um equipamento familiar, preservando a força do êmbolo. No entanto, ao introduzir assistência servo ou acionamentos híbridos, a seleção de controladores torna‑se muito mais restrita. O CNC deve comunicar em tempo real com amplificadores de válvulas ou acionamentos de motor; protocolos de feedback incompatíveis (±10V, EtherCAT ou CANopen) são frequentemente impeditivos. A arquitetura dita até onde pode modernizar antes de a hidráulica o forçar a adquirir uma quinadeira completamente nova.
Não é a fiabilidade mecânica que impede muitas atualizações—são os eletrónicos. Nos anos 1990, os fabricantes de máquinas adoravam PLCs proprietários selados sob tampas “não aceder”. Essas placas de lógica controlavam circuitos de segurança, pedais e sequências do êmbolo sem diagramas de escada publicados. Quando o ecrã falha ou os chips de memória envelhecem, a máquina funciona mas não consegue comunicar com novos controladores. É o buraco negro do retrofit: não se pode corrigir o que não se consegue ler.
As oficinas muitas vezes descobrem isto apenas depois de encomendar um kit de retrofit. Montam o ecrã e os acionamentos, ligam a energia, e a quinadeira recusa‑se a ciclar porque o PLC antigo ainda controla os relés. Nesse momento, a única solução é reescrever o armário—retirar décadas de cablagem para instalar um PLC de segurança moderno e módulos de I/O. O custo e o tempo de paragem multiplicam‑se rapidamente. A estratégia prática é auditar o armário de controlo cedo. Identificar se a lógica do PLC pode ser contornada através de relés de contacto seco ou se os sinais estão embutidos em linhas de bus proprietárias. Se o isolamento for viável, pode acoplar um controlador Delem ou ESA ao sistema existente, mantendo a hidráulica e os circuitos de segurança. Caso contrário, planeie uma modernização elétrica completa; qualquer coisa menos deixará sinais fantasma e paragens espontâneas que o software nunca resolverá.
Mesmo com uma interface PLC limpa, o sucesso do retrofit depende de feedback preciso. Êmbolos hidráulicos exigem sincronização posicional até aos mícrons. Codificadores lineares, transdutores rotativos e válvulas proporcionais têm de falar a mesma “língua” de feedback que o novo CNC. Intervalos de tensão ou taxas de atualização incompatíveis provocam desvio entre cilindros—especialmente sob pressão de conformação. Uma vez que isso ocorre, não é possível corrigir por software; o atraso no feedback excede a janela de correção do controlador.
Antes de orçamentar um retrofit, verifique o tipo de saída do codificador (TTL, SIN/COS ou serial absoluto) e a especificação de acionamento da válvula (controlo por corrente ou tensão). Um controlador que anuncie “entradas universais” pode ainda recusar calibrar se as taxas de sondagem divergirem. Técnicos relatam que 80 % das integrações falhadas se devem a estas incompatibilidades subtis, e não a falhas de software. Um único codificador com desvio torna a correção de ângulo imprevisível, obrigando os operadores a voltar ao calço manual. Previna isto com um teste de micrómetro ao paralelismo do êmbolo e uma verificação de resposta da servo‑válvula antes de qualquer alteração de cablagem. Se a desvinculação exceder a tolerância, orçamente para codificadores compatíveis ou válvulas renovadas—o controlador barato não é o culpado.
A afinação das válvulas merece igual atenção. Quando as respostas servo atrasam, o loop PID do sistema oscila entre aproximação rápida e velocidade de conformação, exagerando o retorno elástico. Dobras consistentes dependem de uma temporização de transição estável: modifique os parâmetros de rampa hidráulica para manter um ponto de comutação de pressão repetível e registe a variação de ângulo durante ciclos de teste. Bons retrofits integram rotinas de auto‑calibração que detetam desvios cedo e registam os dados de correção na base de dados do CNC.
Em resumo: Um retrofit de quinadeira só tem sucesso quando a integridade mecânica, a transparência elétrica e a fidelidade de feedback estão alinhadas. Ignorar qualquer auditoria transforma uma atualização de $15.000 numa maratona de resolução de problemas de $40.000. Mas quando ferro, sensores e software trabalham em conjunto, esse “novo cérebro” pode fazer uma velha quinadeira hidráulica funcionar com precisão digital—e render por mais uma geração.
Num ambiente de alta variedade—onde cada turno traz novos perfis de peças, espessuras e especificações de clientes—o menor erro de introdução multiplica‑se ao longo das encomendas. Os sistemas tradicionais de controlo numérico dependem da reintrodução manual de dados a partir de desenhos CAD ou mapas de dobra impressos. Cada tecla é um risco. Um único dígito mal introduzido num flange ou ângulo leva a peças dobradas e inutilizadas e a retrabalho não planeado.
Controladores CNC com importação direta de CAD eliminam essa camada de tradução. Os programas recebem diretamente ficheiros STEP ou DXF do cliente, convertendo a geometria 3D em trajetórias de ferramenta e sequências de dobra sem transcrição pelo operador. O resultado é uma redução mensurável de desperdício—estudos mostram um ganho de 5% no rendimento à primeira passagem, que se traduz diretamente em lucro por peça. Cálculos automáticos de planificação e dedução de dobra também garantem consistência entre lotes, independentemente de quem esteja de turno ou de qual variante esteja em produção.
O outro benefício está escondido no agendamento. Quando a programação de trabalhos passa de horas de digitação manual para minutos de importação e verificação, a precisão das cotações melhora e os fluxos de trabalho de alta variedade deixam de ser gargalos. Cada intervalo de configuração libertado pela automação torna‑se nova capacidade, não tempo de espera ocioso. Ao longo de um ciclo anual, isso equivale a adicionar outra quinadeira sem novo contrato de arrendamento ou operador.
Contratos de fabrico de precisão — especialmente nos setores aeroespacial, médico e de eletrodomésticos — dependem totalmente de uma precisão repetível. Verificações manuais de ângulo após cada segunda dobra podem satisfazer a conformidade ISO temporariamente, mas destroem os tempos de ciclo. A medição de ângulo em circuito fechado, integrada diretamente nos controladores CNC avançados, substitui essas verificações pontuais por feedback instantâneo de sensores durante a dobra.
A lógica é simples: sensores montados perto das ferramentas leem o ângulo da dobra em tempo real e sinalizam ao controlador para parar ou corrigir automaticamente a recuperação elástica. A recuperação elástica — quando o material relaxa após a dobra — pode variar conforme o lote ou a direção da chapa. Sem compensação, 30% dos trabalhos de dobra no ar necessitam de retrabalho pós-dobra. Quando o controlo em circuito fechado e os algoritmos de compensação de recuperação elástica se combinam com atuação servo-elétrica, esse retrabalho cai para perto de zero. A fábrica sul-coreana que combinou essas funcionalidades registou uma diminuição de 38% no retrabalho em poucos meses e um aumento de 21% no tempo de atividade — prova de que um controlo mais rigoroso do ângulo se traduz diretamente em menos peças rejeitadas e maior durabilidade das ferramentas.
A automatização de precisão faz mais do que reduzir defeitos; diminui a fadiga do operador. Em vez de ajustar dobras a meio do ciclo, os técnicos monitorizam a qualidade em várias máquinas, multiplicando a produtividade por pessoa. A fiabilidade deixa de depender do “melhor” operador de serviço — o próprio controlador impõe precisão em todos os turnos.
A retenção e integração de novos funcionários são problemas crónicos na fabricação de metal. Operadores experientes de quinadeiras são escassos, e novos contratados demoram frequentemente meses a atingir produtividade competente em controladores tradicionais cheios de códigos enigmáticos e menus complexos. Essa demora implica custos de salários, supervisão e sucata. As interfaces CNC modernas agora recorrem à visualização 3D da dobra e simulações de execução para reduzir drasticamente essa curva de aprendizagem.
Quando os operadores podem visualizar cada sequência de dobra em tempo real, identificar pontos de colisão e arrastar ou reordenar etapas diretamente no ecrã, a compreensão acelera. Os erros surgem na simulação, não no chão de fábrica. As evidências confirmam: atualizações para controladores com visualização 3D reduziram o tempo de formação em 50%, transformando operadores em fase de experiência em produtores confiantes dentro de semanas. Numa instalação em Incheon, os engenheiros prepararam programas offline, realizaram ensaios digitais de dobra e reduziram para metade a sucata de arranque — tudo mantendo a produtividade durante mudanças de turno.
O motor de lucro aqui não é apenas a velocidade; é a carga mental. Quando a visualização clarifica a estratégia de dobra, até operadores com formação limitada conseguem executar peças complexas com segurança. Isso liberta flexibilidade: turnos extra, trabalho ao fim de semana ou pessoal temporário deixam de ameaçar a qualidade. Cada operador retido representa milhares de euros poupados em tempos de paragem e custos de recrutamento.
| Cenário | Foco Principal | Desafios | Soluções | Resultados/Benefícios |
|---|---|---|---|---|
| Para Oficinas de Alta Variedade | Importação Direta de CAD e o Fim da Sucata Originada por Erros de Digitação | Mudanças frequentes nos perfis das peças, espessuras e especificações causam erros de introdução manual de dados, levando a sucata e retrabalho. | Controladores CNC com importação direta de CAD eliminam a reintrodução manual ao converter ficheiros STEP/DXF em trajetórias de ferramenta e sequências de forma automática. | Até 5% de aumento no rendimento à primeira passagem, redução de sucata, resultados consistentes entre operadores, melhor programação, tempo de programação mais curto e maior capacidade sem equipamento adicional. |
| Para Trabalho Contratual de Precisão | Medição de Ângulo em Circuito Fechado e Compensação da Recuperação Elástica | Verificações manuais de ângulo desaceleram a produção, e a variação na recuperação elástica causa retrabalho. | Sensores integrados e feedback em circuito fechado detetam e corrigem automaticamente erros de ângulo em tempo real, combinados com algoritmos de compensação de retorno elástico. | Redução de 38% no retrabalho, aumento de 21% no tempo de atividade, dobras defeituosas quase nulas, menor fadiga e precisão consistente independentemente da habilidade do operador. |
| Para pisos de alta rotatividade | Visualização 3D que reduz a formação de meses para dias | Tempos de integração longos e elevada rotatividade de operadores devido a controladores tradicionais complexos. | Interfaces 3D modernas com visualização de dobras em tempo real, deteção de colisões e sequenciação por arrastar e largar. | Tempo de formação reduzido em 50%, desperdício inicial reduzido para metade, curva de aprendizagem mais rápida, maior flexibilidade e custos de recrutamento reduzidos. |
Uma oficina pode validar estas funcionalidades geradoras de lucro imediatamente sem novo hardware. Reserve cinco minutos para recolher os registos de sucata do último mês e assinale todas as peças rejeitadas por ângulo errado ou dimensão mal introduzida. Se mais de uma em cada dez peças rejeitadas estiver relacionada com erro de entrada ou medição, o problema não é disciplina do operador; é limitação do controlador. Execute a mesma amostra através de software de importação CAD ou simulação de dobras — muitos fornecedores oferecem avaliadores gratuitos — e meça quantos desses erros o software deteta antes do corte.
O que significa sucesso é simples: menos edições manuais, precisão de dobra consistente em todos os materiais e integração mais rápida e segura. Estes são os sinais tangíveis de que um controlador CNC inteligente — capaz de tradução CAD nativa, feedback em circuito fechado e visualização em tempo real — não é apenas um refinamento tecnológico. É controlo de margem por conceção. Cada grau corrigido, cada erro tipográfico evitado e cada curva de aprendizagem encurtada tornam-se visíveis num único lugar: a linha de lucro.
As atualizações de controladores CNC para quinadeiras situam-se numa das faixas de custo mais amplas na metalomecânica — e por boas razões. A aparente variação de $5.000 a $35.000 esconde uma verdade importante sobre nível, capacidade e complexidade de integração. Controlos de importação de nível básico podem, de facto, ser adquiridos por menos de $5.000, mas carecem da memória, opções de interface e compensação em tempo real necessárias para adaptar uma quinadeira hidráulica mais antiga. Os sistemas realmente prontos para retrofit que oferecem ganhos de produtividade tangíveis começam mais perto de $12.000 e podem ultrapassar $50.000 para máquinas multi‑eixos de alta tonelagem.
Essa variação reflete não apenas a sofisticação do hardware — HMIs táteis, simulação de dobras 3D, sequenciação automática — mas também as horas de engenharia necessárias para integrar o novo “cérebro” em acionamentos, hidráulicos e batentes traseiros antigos. Na maioria dos orçamentos, mão de obra e comissionamento representam quase metade do total. Os integradores frequentemente incluem no pacote a nova cablagem do armário elétrico, novos acionamentos servo e, por vezes, uma atualização completa do batente traseiro juntamente com o CNC.
O ponto de comparação surpreendente não é outro orçamento de retrofit — é o preço de uma máquina nova. Quinadeiras modernas que vêm completas com controlador de fábrica excedem rotineiramente $500.000 antes de transporte, instalação e formação de operadores. Visto nesse contexto, mesmo um retrofit de $50.000 transforma-se numa modernização com baixo capital, prolongando a vida útil produtiva de uma estrutura mecânica sólida por mais uma década ou mais.
A questão do custo, portanto, é menos sobre choque de preço e mais sobre alavancagem: transformar um ativo depreciado num equipamento digitalmente capaz por cerca de um décimo do custo de substituição.
A linha de ponto de equilíbrio do retrofit raramente se resume apenas ao preço; depende da saúde mecânica residual e da utilização. Se a estrutura, os cilindros e o acionamento mecânico da quinadeira estiverem intactos, adicionar um controlador CNC pode desbloquear uma capacidade oculta substancial. Melhor sequenciação de dobras, correção de ângulo baseada em feedback em circuito fechado e alinhamento automático de ferramentas reduzem cada um o tempo de configuração e o retrabalho. De forma conservadora, um ganho de produtividade de 10–15% numa operação de dois turnos pode recuperar o investimento em 18 a 24 meses — e isso antes de contabilizar poupanças de mão de obra provenientes de menos dobras de teste ou menor rotatividade de operadores.
Por contraste, uma nova quinadeira não apenas custa mais; reinicia o calendário de depreciação, exige nova formação de operadores e pode requerer novas ferramentas para se alinhar com o seu sistema de fixação. O custo total instalado pode atingir dez vezes o orçamento de retrofit. Apenas oficinas a funcionar perto da capacidade, ou com hidráulicos defeituosos, tendem a achar que a substituição compensa.
É aqui que a disciplina financeira se cruza com a realidade da manutenção. Um retrofit só vence se o núcleo mecânico for fiável; caso contrário, o controlador torna-se uma sobreposição cara numa estrutura moribunda. O caminho de atualização responsável começa sempre com uma triagem — uma inspeção para confirmar a integridade hidráulica da quinadeira, o paralelismo do êmbolo e a repetibilidade do batente traseiro. Só então o cálculo do ponto de equilíbrio pode assentar em algo mais do que uma hipótese de folha de cálculo.
O ROI de uma modernização também depende de quanto tempo a máquina fica fora de serviço e de quão rapidamente os operadores dominam a nova interface. Os prazos dos integradores variam, mas uma substituição completa do controlo — cablagem, testes, calibração — ocupa normalmente entre três a sete dias úteis. Alguns fornecedores organizam o processo de forma faseada para minimizar a perda de produção, atualizando um eixo ou subsistema de cada vez. Inclua esta flexibilidade de agendamento na comparação de orçamentos; um preço de hardware mais baixo pode evaporar se deixar um travão principal parado durante duas semanas completas.
O custo mais subtil surge após a ligação da energia. Mesmo controladores intuitivos exigem nova memória muscular de operadores experientes que entendem mais o “toque” do que a sequência no ecrã. Espere uma queda temporária na produtividade à medida que a equipa passa de entradas manuais de código para programas de dobra gráficos ou importações CAD. Oficinas que investem em formação durante a instalação — seja através de sessões do fornecedor ou turnos de sombra com o integrador — frequentemente recuperam a produtividade de base no primeiro mês e ultrapassam-na logo depois. As que ignoram a integração formal podem prolongar essa queda por um trimestre inteiro.
Quantificar este tempo de paragem e curva de aprendizagem é essencial para uma economia transparente. Orçamente não só para o controlador, mas também para um período realista de recuperação: uma semana de trabalho com produção reduzida durante a instalação e outras duas a quatro de aumento gradual até que os operadores explorem totalmente a simulação, compensação de retorno elástico e sequenciação automática. Esta previsão melhora a credibilidade ao apresentar o caso de atualização à gestão ou finanças — reduzindo surpresas e fortalecendo a adesão interna.
A longo prazo, a modernização mais rentável é aquela cujos cálculos económicos foram feitos com honestidade. Uma atualização bem planeada do controlador CNC transforma uma quinadeira envelhecida numa máquina alfabetizada em dados e eficiente na configuração, prolongando a sua vida útil sem o choque de capital de começar de novo. Quando hardware, lógica de ponto de equilíbrio e matemática do tempo de paragem se alinham, a atualização deixa de ser uma despesa e torna-se uma estratégia de resiliência operacional.
Todo operador de quinadeira conhece o momento — a máquina para a meio do ciclo, o painel de controlo bloqueia, alarmes piscam, e começa a perguntar-se se finalmente chegou a hora de substituir o controlador CNC. Mas aqui está a verdade que a maioria das oficinas ignora: o controlador raramente é o culpado. Em estudo após registo de assistência, a “falha do controlador” acaba por ser desvio de sensor, má ligação à terra ou parâmetros corrompidos. Substituir a unidade CNC quando o problema está num codificador $500 é como trocar a transmissão porque a luz do painel disparou por engano.
Comece pela pilha, não pelo sintoma. A escada de diagnóstico traz disciplina a essa decisão impulsiva. Primeiro verifique a alimentação e integridade elétrica— fusíveis, relés, disjuntores principais. Depois confirme a saúde hidráulica e mecânica— óleo, bomba, guias. Só após confirmar essas camadas é que deve questionar a rede de feedback de codificadores, potenciómetros ou sensores de pressão que enviam dados para o controlador. O cérebro CNC é o último suspeito, não o primeiro.
Reparar faz sentido quando a falha está isolada — um sensor, um fusível, uma versão de firmware desatualizada. Se o tempo de paragem para diagnosticar e corrigir for inferior a meio turno, está a proteger o tempo de atividade sem sobrecapitalizar. A substituição é justificada quando várias camadas falham em conjunto, o suporte de firmware terminou ou o controlador não consegue interpretar ficheiros CAD/CAM modernos. O limite monetário é simples: se os reparos excederem 40% de um orçamento de modernização, e a perda de produção continuar a aumentar, avança-se para a substituição.
Essa mudança de pânico para padrão — a matriz — transforma palpites em governação. É a diferença entre restaurar o fluxo hoje e apostar as encomendas de amanhã numa intuição.
No momento em que pega no telefone, todos os fornecedores dizem a mesma coisa: “Pode estar na hora de uma atualização.” O teste de um integrador de confiança é o que ele pergunta a seguir.
A integrador prestável pergunta: “Qual é exatamente o código de falha no ecrã?” antes de citar números. Confirmam os requisitos do seu eixo — tandem de dois eixos ou precisão de oito eixos — para não lhe venderem capacidades que nunca vai precisar. Passam por cada camada de diagnóstico e dizem-lhe se uma reinstalação de software ou uma recalibração de sensores pode resolver o problema.
A vendedor que infla orçamentos vai diretamente para o preço do hardware. Não vão esclarecer se a lentidão é causada por arrasto mecânico ou atraso de controlo. Falam de funcionalidades, não de adequação.
Portanto, antes de aprovar qualquer proposta de retrofit, faça estas quatro perguntas:
Se as respostas forem baseadas em dados e específicas, está a lidar com um parceiro. Se forem evasivas, está prestes a comprar a comissão de alguém. Os melhores integradores falam a linguagem do rendimento e do custo total, não de versões e chavões.
Assim que a crise imediata ficar para trás — seja por reparação ou substituição — a nova missão é deixar de viver em modo de crise. Oficinas em modo de emergência esperam por alarmes; oficinas orientadas para o fluxo planeiam a manutenção no calendário.
A cada três a seis meses, inspecione todos os componentes de feedback que alimentam o cérebro CNC — interruptores de limite, codificadores, sensores de pressão. Estas pequenas peças são os sentidos da sua máquina; quando se desviam, todos os cálculos ficam errados. Mantenha-se atualizado sobre as versões de firmware; a maioria das “falhas misteriosas” desaparece após uma atualização de software. E forme os operadores não apenas para executar programas, mas para interpretar códigos de falha. Quando conseguem distinguir um alarme de perda de dados de um aviso de baixa pressão hidráulica, construiu resiliência diretamente no painel de controlo.
O fluxo acontece quando a máquina e as pessoas que a operam partilham a mesma linguagem de controlo — feedback claro, diagnóstico rápido, zero pânico. É isso que transforma um retrofit de uma despesa única numa melhoria permanente na forma como a sua oficina pensa.
A quinadeira não se importa se o seu cérebro é antigo ou novo — só se importa se é compreendido. No momento em que deixa de adivinhar, a máquina começa a ouvir.


















