

В цеху тихо, кроме гудения верхних ламп и потрескивания остывающей только что сформованной стали. Машина должна быть готова к следующей программе, но ползун не двигается. Контроллер горит, гидравлика гудит ровно, но ничего не реагирует. К рассвету срок сдачи, а техник будет только утром. Здесь прецизионное изготовление встречается с реальной экстренной диагностикой: нужно понять, неисправны «мускулы» листогиба или его «мозг».
Правда в том, что большинство простоев листогибов маскируются под два симптома: дрейф или замерзание. Один выглядит гидравлическим, другой цифровым, но их часто неверно диагностируют. Исправление не всегда требует дорогой модернизации или срочной ночной доставки запчастей — это структурированный путь диагностики, основанный на том, как на самом деле взаимодействуют ЧПУ‑контроллеры и гидравлические системы. В 2 часа ночи реальность проверяет вашу методику, а не удачу.
Дрейф — фантом каждого производителя: два одинаковых цикла, два разных угла гиба. Человеческий инстинкт склонен винить гидравлику, ведь звучит механически — ползун, который не удерживает позицию, значит теряет давление. Но исследования и опыт диагностики сходятся: в большинстве случаев дрейф начинается в контуре обратной связи контроллера, а не в гидролиниях.
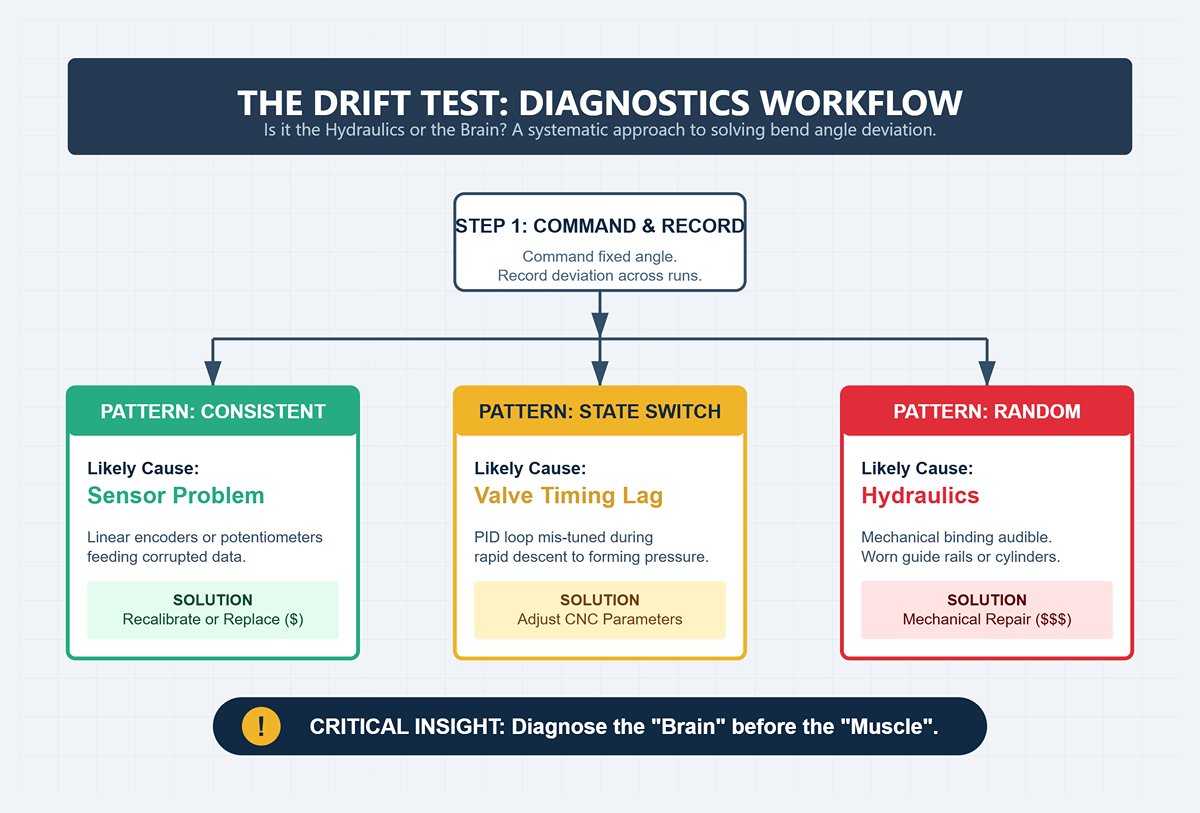
Начните с теста на дрейф. Задайте фиксированный угол и запишите отклонения по нескольким циклам. Если дрейф постоянен в одном направлении и масштабе, скорее всего проблема в датчике— линейных энкодерах или потенциометрах, передающих искажённые данные о положении в ЧПУ. Перекалибровка или замена этих датчиков стоит сотни, а не десятки тысяч. Если отклонение происходит при переходе от быстрого хода вниз к усилию гибки, обратите внимание на задержку срабатывания клапанов. ПИД‑контур контроллера может быть неправильно настроен, вызывая задержку реакции при переключении гидравлики между режимами. Опытные интеграторы часто исправляют это за несколько часов, корректируя параметры ЧПУ.
Только когда дрейф остаётся случайным или слышно механическое заедание, под подозрение попадает гидравлическая синхронизация . Изношенные направляющие или неравномерный ход цилиндров невозможно исправить прошивкой. Ключевой вывод: начать диагностику с электронного “мозга”, прежде чем подозревать гидравлические “мускулы”. Это предотвращает ненужные разборки и сохраняет производственный график.
Нет ничего, что быстрее вызывает панику, чем зависший контроллер в середине цикла. Рефлекс — перезапустить и надеяться — раньше работал достаточно часто, чтобы усыпить бдительность операторов. Но современный ЧПУ‑контроллер — это компактная компьютерная сеть, обернутая вокруг архитектуры управления движением. Когда он зависает, он сообщает что‑то точное: повреждение данных или сбой связи, а не случайный сбой.
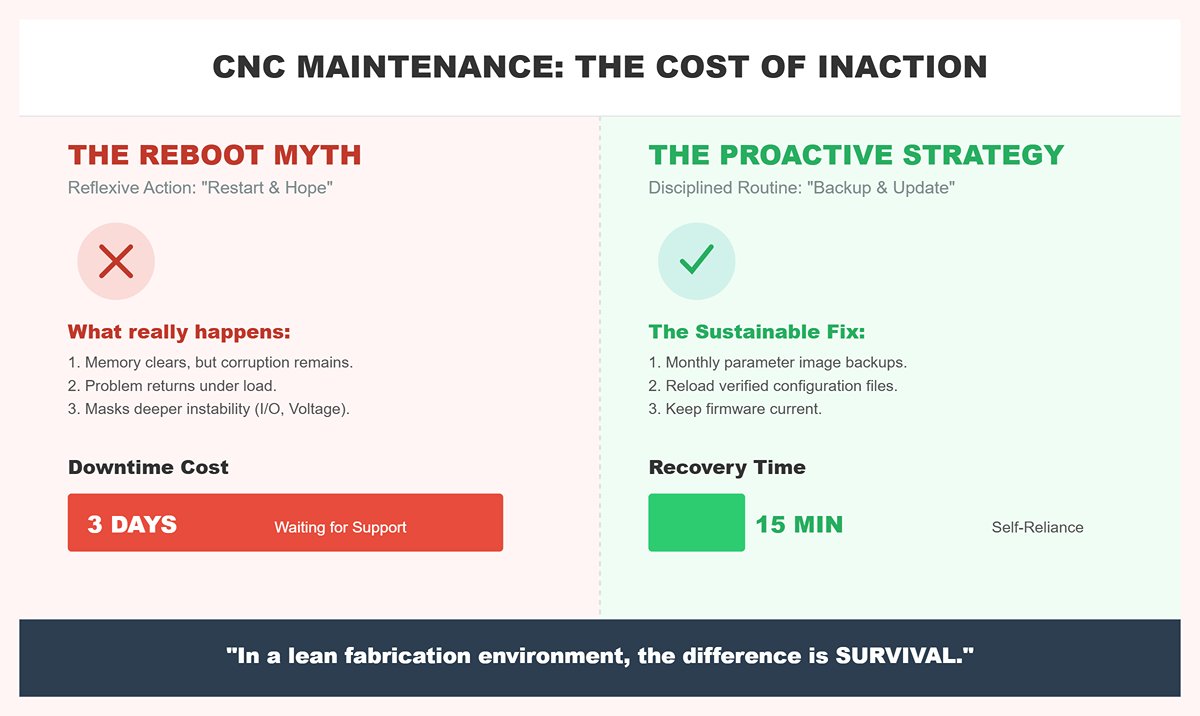
Большинство случаев зависания связаны с повреждёнными файлами параметров или устаревшей прошивкой. Перезапуск очищает память, но не устраняет саму порчу, поэтому проблема всегда возвращается под нагрузкой. Резервное копирование проверенных файлов конфигурации, их перезагрузка и обновление прошивки — устойчивое решение. Если зависание совпадает с резкими перепадами напряжения или перезапуском платы управления, подозревайте неисправность модуля ввода-вывода или нестабильность напряжения. Это проблемы на аппаратном уровне, а не программные ошибки.
Иллюзия восстановления после перезагрузки стоит времени производства и скрывает более глубокую нестабильность. Дисциплинированная процедура резервного копирования— ежемесячное сохранение образов параметров и актуальная прошивка — превращает полную остановку в 15-минутное восстановление. Без этого каждое зависание грозит превратиться в трёхдневный простой в ожидании заводской поддержки. В условиях бережливого производства эта разница — вопрос выживания.
Когда детали должны покинуть цех до рассвета, теория уступает место неотложным мерам. Цель — не идеал, а безопасная, функциональная непрерывность. Существуют проверенные “безопасные режимы”, которые каждый оператор может применить без риска повреждения оборудования.

Начните с протокол сброса панели управления: отключите главный рубильник, дождитесь разрядки конденсаторов и перезапустите через несколько минут. Это устраняет временные ошибки управления и переинициализирует связь ввода-вывода. Если машина запускается нормально, проблема в логике управления, а не в гидравлике.
Далее, проверьте концевые выключатели и защитные блокировки. Неправильно установленный или повреждённый концевой выключатель часто останавливает движение машины как защитная мера, имитируя зависание контроллера. Выравнивание восстанавливает работу. В тормозах с сервоприводом проверьте значения крутящего момента нагрузки в параметрах ЧПУ. Перегрев или чрезмерные настройки крутящего момента могут блокировать отклик сервопривода в середине сеанса; снижение значений нагрузки может дать достаточно циклов для завершения критического заказа — важно понимать, что это временный обход, а не ремонт.
Наконец, стабилизируйте свою энергетическую среду. Источник бесперебойного питания изолирует контроллер от провалов напряжения, вызванных другим оборудованием в той же сети. Многие “случайные” зависания исчезают, как только обеспечивается чистое питание.
Каждый шаг обратим, отслеживаем и, что наиболее важно, безопасен. Они существуют, чтобы отличить устранимый сбой управления от настоящей неисправности, требующей вмешательства сервисной службы. При систематическом выполнении этих методов чрезвычайная ситуация превращается в контролируемую паузу.
Организуя диагностику неисправностей по иерархии — питание, управление, гидравлика — вы перестаёте гадать и начинаете проверять. Будь то кабель энкодера $200 или замена всей платы управления, вы будете знать, какие вопросы задать перед звонком поставщику. А в 2 часа ночи, когда листогибный пресс стоит без движения, эти знания — это сила, измеряемая не в вольтах, а в времени безотказной работы.
Гидравлические листогибы, построенные в 1990‑х, остаются оптимальными кандидатами для модернизации. Их рамы и цилиндры были спроектированы с большим запасом по усталостной прочности, поэтому механическая основа часто переживает оригинальные системы управления. Добавление ЧПУ‑контроллера к этому “старому железу” даёт ощутимый прирост производительности за долю стоимости нового станка — если учитывать архитектуру. Гидравлический пресс работает за счёт давления масла, регулируемого пропорциональными клапанами; сервоэлектрический листогиб синхронизирует два приводных двигателя через цифровые петли обратной связи. Разница не только в технологии движения — это физика времени. Установка серво‑типовых систем управления на гидравлические контуры без модернизации клапанов или настройки параметров приводит к колебаниям и «охоте» ползуна.
Успешные модернизации сохраняют гидравлическое ядро, но обновляют управление движением. Системы вроде Fasfold от Automec и решения от PC Controls добавляют сенсорные интерфейсы, офлайн‑программирование и резервирование данных на USB к существующей гидравлике. Такой подход избегает дорогостоящих переделок и позволяет добавить 2D/3D‑симуляцию к привычной установке, сохраняя прочность ползуна. Однако при введении серво‑поддержки или гибридных приводов выбор контроллера резко сужается. ЧПУ должен обмениваться данными в реальном времени с усилителями клапанов или приводами двигателей; несовместимость протоколов обратной связи (±10 В, EtherCAT или CANopen) часто становится непреодолимым препятствием. Архитектура определяет, насколько можно модернизировать систему, прежде чем гидравлика заставит вас перейти на совершенно новый пресс.
Механическая надёжность — не то, что останавливает многие модернизации, а электроника. В 1990‑х производители станков любили использовать закрытые ПЛК, запечатанные под крышками “не вскрывать”. Эти платы логики управляли цепями безопасности, ножными педалями и последовательностью движения ползуна без опубликованных лестничных диаграмм. Когда дисплей выходит из строя или микросхемы памяти устаревают, станок работает, но не может взаимодействовать с новыми контроллерами. Это «чёрная дыра» модернизации: нельзя исправить то, что невозможно прочитать.
Мастерские часто узнают об этом только после заказа комплекта модернизации. Они устанавливают экран и приводы, подают питание — и пресс отказывается работать, потому что старый ПЛК всё ещё управляет реле. В таком случае единственным решением остаётся перепроектировка шкафа — удаление десятилетий проводки и установка современного ПЛК безопасности и модулей ввода‑вывода. Стоимость и время простоя быстро растут. Практичная стратегия — провести аудит шкафа управления заранее. Определите, можно ли обойти логику ПЛК через сухие контактные реле или сигналы встроены в закрытые шины. Если изоляция возможна, можно подключить контроллер Delem или ESA к существующей системе, сохранив гидравлику и цепи безопасности. Если нет — планируйте полную модернизацию электрики; иначе вы будете гоняться за «призрачными» сигналами и спонтанными остановками, которые программно не решить.
Даже при чистом интерфейсе ПЛК успех модернизации зависит от точной обратной связи. Гидравлические ползуны требуют синхронизации положения с точностью до микронов. Линейные энкодеры, вращающиеся датчики и пропорциональные клапаны должны говорить на одном языке обратной связи с новым ЧПУ. Несовпадение диапазонов напряжения или частоты обновления приводит к рассинхронизации цилиндров — особенно под нагрузкой при гибке. Когда это происходит, программно устранить проблему невозможно; задержка обратной связи превышает окно коррекции контроллера.
Перед расчётом стоимости модернизации проверьте тип выхода энкодера (TTL, SIN/COS или абсолютный последовательный) и спецификацию привода клапана (управление током или напряжением). Контроллер с заявленными “универсальными входами” всё равно может отказаться калиброваться, если частоты опроса не совпадают. Техники отмечают, что 80 % неудачных интеграций связаны именно с такими тонкими несовпадениями, а не с ошибками ПО. Один дрейфующий энкодер делает коррекцию угла непредсказуемой, заставляя операторов возвращаться к ручным подкладкам. Предотвратите это с помощью микрометрического теста параллельности ползуна и проверки отклика серво‑клапана до любых изменений проводки. Если отклонение превышает допуск, заложите в бюджет замену энкодеров или восстановление клапанов — дешёвый контроллер тут ни при чём.
Настройка клапанов заслуживает не меньшего внимания. Когда отклик сервоприводов запаздывает, ПИД‑петля системы колеблется между режимом быстрого подхода и скоростью гибки, усиливая пружинение. Стабильные изгибы зависят от устойчивого времени перехода: измените параметры гидравлического разгона, чтобы поддерживать повторяемую точку переключения давления, затем зафиксируйте вариацию угла во время тестовых циклов. Хорошие модернизации интегрируют процедуры самокалибровки, которые выявляют дрейф на ранней стадии и записывают данные коррекции в базу ЧПУ.
Итог: модернизация листогибного пресса успешна только тогда, когда механическая целостность, электрическая прозрачность и точность обратной связи совпадают. Пропустите любой аудит — и вы превратите модернизацию стоимостью $15 000 в марафон по устранению неисправностей за $40 000. Но когда железо, датчики и ПО работают вместе, этот “новый мозг” может заставить старый гидравлический пресс работать с цифровой точностью — и приносить прибыль ещё одно поколение.
В условиях большого разнообразия заказов — когда каждая смена приносит новые профили деталей, толщины и требования клиентов — малейшая ошибка ввода множится на все заказы. Традиционные системы числового управления полагаются на ручной повторный ввод данных из CAD‑чертежей или печатных карт гибки. Каждый нажатый клавишей — это риск. Одна неправильно введённая цифра на фланце или угле приводит к погнутым, забракованным заготовкам и незапланированным переделкам.
ЧПУ‑контроллеры с прямым импортом CAD устраняют этот слой перевода. Программы напрямую загружают клиентские STEP или DXF‑файлы, преобразуя 3D‑геометрию в траектории инструмента и последовательности гибки без ввода оператором. Результат — заметное сокращение брака: исследования показывают рост выхода годных с первого раза на 5%, что напрямую увеличивает прибыль с детали. Автоматические расчёты развёртки и компенсации гиба также обеспечивают стабильность партий, независимо от того, кто работает в смену и какой вариант в производстве.
Другое преимущество скрывается в планировании. Когда программирование заданий переходит от часов ручного ввода к минутам импорта и проверки, точность расчётов повышается, а рабочие процессы с высокой вариативностью перестают быть узким местом. Каждый слот настройки, освобождённый автоматизацией, становится новой мощностью, а не временем простоя. За годовой цикл это эквивалентно добавлению ещё одного листогиба без нового договора аренды или оператора.
Контракты на точное изготовление — особенно в аэрокосмической, медицинской и бытовой сферах — зависят от повторяемой точности. Ручные проверки угла после каждого второго изгиба могут удовлетворить требования ISO, но они губят время цикла. Измерение угла в замкнутом цикле, встроенное прямо в современные ЧПУ‑контроллеры, заменяет эти выборочные проверки мгновенной обратной связью от датчиков во время изгиба.
Логика проста: датчики, установленные рядом с инструментом, считывают текущий угол изгиба и подают сигнал контроллеру остановить или скорректировать процесс для компенсации пружинения автоматически. Пружинение — когда материал расслабляется после изгиба — может варьироваться в зависимости от партии или направления листа. Без компенсации 30% работ с воздушным изгибом требуют доработки после изгиба. Когда управление в замкнутом цикле и алгоритмы компенсации пружинения сочетаются с сервоэлектрическим приводом, эта доработка снижается почти до нуля. Южнокорейский завод, объединивший эти функции, сообщил о снижении доработок на 38% за несколько месяцев и увеличении времени безотказной работы на 21% — доказательство того, что более точный контроль угла напрямую ведёт к меньшему количеству брака и более долгому сроку службы инструмента.
Точная автоматизация делает больше, чем просто сокращает дефекты; она снижает усталость оператора. Вместо корректировки изгибов в середине цикла техники контролируют качество сразу на нескольких машинах, увеличивая производительность на одного человека. Надёжность перестаёт зависеть от “лучшего” оператора на смене — сам контроллер обеспечивает точность на каждой смене.
Удержание и ввод в должность — хронические проблемы в металлообработке. Опытные операторы листогибов редки, а новым сотрудникам часто требуется несколько месяцев, чтобы достичь приемлемой производительности на традиционных контроллерах, заполненных непонятными кодами и вложенными меню. Эта задержка стоит зарплаты, надзора и брака. Современные интерфейсы ЧПУ теперь используют 3D‑визуализацию изгибов и имитацию выполнения для сокращения кривой обучения.
Когда операторы могут просматривать каждый цикл изгиба в реальном времени, видеть точки столкновения и перетаскивать или менять порядок шагов прямо на экране, понимание ускоряется. Ошибки выявляются в симуляции, а не на производстве. Доказательства подтверждают: модернизация контроллеров с поддержкой 3D сократила время обучения на 50%, фактически превращая операторов на испытательном сроке в уверенных производителей за считанные недели. На одном предприятии в Инчхоне инженеры готовили программы офлайн, проводили цифровые испытания изгибов и сократили стартовый брак вдвое — при этом сохраняя производительность во время смен.
Движущая сила прибыли здесь — не только скорость, но и умственная нагрузка. Когда визуализация проясняет стратегию гибки, даже операторы с ограниченным опытом могут безопасно работать со сложными деталями. Это открывает гибкость: сверхурочные смены, работа по выходным или временный персонал больше не угрожают качеству. Каждый сохранённый оператор равен тысячам, сэкономленным на простое и затратах на найм.
| Сценарий | Ключевой фокус | Проблемы | Решения | Результаты/Преимущества |
|---|---|---|---|---|
| Для цехов с высокой вариативностью | Прямой импорт CAD и конец брака из‑за опечаток | Частые изменения профилей деталей, толщины и спецификаций вызывают ошибки ручного ввода данных, приводящие к браку и доработкам. | ЧПУ‑контроллеры с прямым импортом CAD устраняют повторный ручной ввод, автоматически преобразуя STEP/DXF‑файлы в траектории инструмента и последовательности операций. | До 5% прироста выхода годных с первого прохода, сокращение брака, стабильные результаты у разных операторов, улучшенное планирование, меньше времени на программирование и увеличение мощности без дополнительного оборудования. |
| Для точных контрактных работ | Измерение угла в замкнутом цикле и компенсация упругого возврата | Ручная проверка углов замедляет производство, а непостоянный упругий возврат приводит к переделкам. | Встроенные датчики и обратная связь в замкнутом цикле автоматически обнаруживают и корректируют ошибки угла в реальном времени, в сочетании с алгоритмами компенсации упругого возврата. | Снижение переделок на 38%, увеличение времени безотказной работы на 21%, почти нулевое количество дефектных изгибов, снижение усталости и стабильная точность независимо от квалификации оператора. |
| Для производственных площадок с высокой текучестью кадров | 3D‑визуализация, сокращающая обучение с месяцев до дней | Длительное время ввода в должность и высокая текучесть операторов из-за сложных традиционных контроллеров. | Современные 3D‑интерфейсы с визуализацией изгиба в реальном времени, обнаружением столкновений и последовательностью операций методом drag‑and‑drop. | Время обучения сокращено на 50%, стартовые отходы уменьшены вдвое, ускорена кривая обучения, повышена гибкость и снижены затраты на найм. |
Цех может проверить эти функции, повышающие прибыль, прямо сейчас без нового оборудования. Потратьте пять минут, чтобы достать записи об отходах за последний месяц и отметить каждую деталь, отклонённую из-за неправильного угла или неверно введённого размера. Если более одной из десяти отклонённых деталей связаны с ошибкой ввода или измерения, проблема не в дисциплине оператора, а в ограничениях контроллера. Пропустите ту же выборку через ПО для импорта CAD или симуляции изгибов — многие поставщики предлагают бесплатные версии — и измерьте, сколько из этих ошибок программа выявит до резки.
Успех выглядит просто: меньше ручных правок, стабильная точность изгиба для любых материалов и более быстрое, безопасное обучение. Это ощутимые признаки того, что интеллектуальный ЧПУ‑контроллер — способный к родной интерпретации CAD, обратной связи в замкнутом цикле и живой визуализации — это не просто технологическое усовершенствование. Это контроль маржи по замыслу. Каждый исправленный градус, каждая избегнутая опечатка и каждая сокращённая кривая обучения становятся видимыми в одном месте — в строке прибыли.
Модернизация ЧПУ‑контроллеров для листогибочных прессов находится в одном из самых широких диапазонов стоимости в металлообработке — и не без причины. Очевидный диапазон от $5,000 до $35,000 скрывает важную правду о классе, возможностях и сложности интеграции. Контроллеры начального уровня импортного производства действительно можно приобрести менее чем за $5,000, но им не хватает памяти, опций интерфейса и компенсации в реальном времени, необходимых для дооснащения старого гидравлического листогиба. Реальные системы, готовые к модернизации и обеспечивающие ощутимый рост производительности, начинаются ближе к $12,000 и могут превышать $50,000 для многоосевых машин большой мощности.
Этот разброс отражает не только сложность оборудования — сенсорные панели HMI, 3D‑симуляция изгибов, автоматическая последовательность операций — но и количество инженерных часов, необходимых для интеграции нового «мозга» в старые приводы, гидравлику и задние упоры. В большинстве смет труд и ввод в эксплуатацию составляют почти половину общей суммы. Интеграторы часто включают в пакет перепроводку электрического шкафа, новые сервоприводы и иногда полную модернизацию заднего упора вместе с самим ЧПУ.
Неожиданная точка сравнения — это не другая смета на модернизацию, а цена нового станка. Современные листогибы, поставляемые с заводским контроллером, регулярно превышают $500,000 до учёта доставки, монтажа и обучения операторов. На этом фоне даже модернизация за $50,000 воспринимается как малозатратная капитализация, продлевающая срок службы исправной механической рамы ещё на десятилетие и более.
Таким образом, история затрат — это не столько о шокирующей цене, сколько о рычаге: превращении амортизированного актива в цифрово‑способный примерно за одну десятую стоимости замены.
Линия безубыточности при модернизации редко сводится только к цене; она зависит от остаточного механического состояния и уровня использования. Если рама, цилиндры и механический привод листогиба в порядке, добавление ЧПУ‑контроллера может раскрыть значительный скрытый потенциал. Улучшенная последовательность изгибов, коррекция угла на основе обратной связи в замкнутом цикле и автоматическое выравнивание инструмента сокращают время наладки и количество переделок. Консервативно, рост производительности на 10–15% в двухсменной работе может окупить инвестиции за 18–24 месяца — и это без учёта экономии труда за счёт сокращения пробных изгибов или ускоренной замены операторов.
Напротив, новый листогибный пресс стоит не просто дороже; он обнуляет график амортизации, требует обучения оператора заново и может нуждаться в новом инструменте для соответствия своей системе зажима. Общая установленная стоимость может достигать десятикратного бюджета на модернизацию. Только цеха, работающие почти на пределе мощности или имеющие проблемы с гидравликой, обычно находят замену выгодной по расчетам.
Именно здесь финансовая дисциплина пересекается с реальностью обслуживания. Модернизация выигрывает только в том случае, если механическая основа надежна; иначе контроллер становится дорогой надстройкой на умирающей раме. Ответственный путь обновления всегда начинается с сортировки — осмотра для подтверждения гидравлической целостности пресса, параллельности хода ползуна и повторяемости заднего упора. Только тогда расчёт точки безубыточности будет опираться на что-то большее, чем гипотеза в таблице.
Рентабельность модернизации также зависит от того, как долго машина простаивает и как быстро операторы осваивают новый интерфейс. Сроки интеграторов различаются, но полная замена системы управления — проводка, тестирование, калибровка — обычно занимает от трёх до семи рабочих дней. Некоторые поставщики проводят процесс поэтапно, чтобы минимизировать потерю производства, модернизируя одну ось или подсистему за раз. Учитывайте эту гибкость планирования при сравнении предложений; более низкая цена оборудования может обернуться убытками, если основной пресс простаивает две полные недели.
Более тонкая стоимость проявляется после включения питания. Даже интуитивно понятные контроллеры требуют новой мышечной памяти от опытных операторов, которые больше полагаются на “ощущение”, чем на экранную последовательность. Ожидайте временного снижения производительности, когда персонал переходит от ручного ввода кодов к графическим программам гибки или импорту из CAD. Цеха, которые инвестируют в обучение во время установки — через сессии поставщика или совместную работу с интегратором — часто восстанавливают базовую производительность в течение первого месяца и вскоре превышают её. Те, кто пропускает формальное обучение, могут растянуть этот спад на целый квартал.
Подсчёт этого простоя и кривой обучения необходим для прозрачной экономики. Планируйте бюджет не только на контроллер, но и на реалистичный период восстановления: одна рабочая неделя сниженного выпуска во время установки и ещё две-четыре недели на разгон, пока операторы полностью освоят симуляцию, компенсацию упругого возврата и автоматическую последовательность. Такой прогноз повышает доверие при представлении проекта модернизации руководству или финансовому отделу — снижает неожиданности и укрепляет внутреннюю поддержку.
В долгосрочной перспективе самая прибыльная модернизация — та, экономика которой рассчитана честно. Хорошо спланированное обновление CNC-контроллера превращает стареющий листогибный пресс в машину, умеющую работать с данными и эффективно настраиваться, продлевая срок её прибыльной работы без капитального шока от покупки нового оборудования. Когда оборудование, логика точки безубыточности и расчёт простоя совпадают, модернизация перестаёт быть расходом и становится стратегией операционной устойчивости.
Каждый оператор листогибного пресса знает этот момент — машина останавливается в середине цикла, панель управления зависает, загораются тревожные сигналы, и вы начинаете думать, не пора ли заменить CNC-контроллер. Но вот истина, которую большинство цехов упускает: контроллер редко является виновником. В исследовании за исследованием и в сервисных записях “отказ контроллера” оказывается дрейфом датчика, плохим заземлением или повреждёнными параметрами. Замена CNC-блока, когда проблема в энкодере $500, — всё равно что менять коробку передач из-за сбоя лампочки на панели.
Начинайте с общей системы, а не с симптома. Диагностическая лестница привносит дисциплину в это импульсивное решение. Сначала проверьте питание и электрическую целостность— предохранители, реле, главный выключатель. Затем убедитесь в гидравлическом и механическом состоянии— масло, насос, направляющие. Только после проверки этих уровней переходите к сети обратной связи из энкодеров, потенциометров или датчиков давления, передающих данные контроллеру. CNC-мозг — последний подозреваемый, а не первый.
Ремонт имеет смысл, когда неисправность изолирована — один датчик, один предохранитель, одна устаревшая версия прошивки. Если время простоя для диагностики и исправления меньше половины смены, вы сохраняете производительность без излишних затрат. Замена оправдана, когда одновременно выходят из строя несколько уровней, поддержка прошивки прекращена или контроллер не может обрабатывать современные CAD/CAM-файлы. Порог по стоимости прост: если ремонт превышает 40% от стоимости модернизации, а потери производства продолжают расти, переходите к замене.
Этот переход от паники к системе — матрица — превращает догадки в управленческое решение. Это разница между восстановлением потока сегодня и риском завтрашних заказов на основе предположений.
В тот момент, когда вы берёте трубку, каждый поставщик говорит одно и то же: “Похоже, пора на модернизацию”. Испытание надёжного интегратора — это то, что он спросит дальше.
А полезный интегратор спрашивает: “Какой точный код ошибки на экране?” прежде чем называть цифры. Он уточняет ваши требования по осям — тандем из двух осей или высокоточная система с восьмью осями — чтобы не навязывать вам возможности, которые вам никогда не понадобятся. Он проходит через каждый диагностический уровень и говорит, можно ли исправить проблему с помощью перезагрузки программного обеспечения или перекалибровки датчика.
А продавец, раздувающий коммерческое предложение сразу переходит к ценам на оборудование. Он не уточняет, вызвано ли замедление механическим сопротивлением или задержкой управления. Он говорит о функциях, а не о соответствии.
Поэтому, прежде чем одобрить любое предложение по модернизации, задайте эти четыре вопроса:
Если ответы окажутся основанными на данных и конкретными — вы имеете дело с партнёром. Если ответы уклончивые — вы собираетесь купить чью-то комиссию. Лучшие интеграторы говорят на языке производительности и полной стоимости, а не версий и модных слов.
Как только вы преодолели текущий кризис — будь то ремонтом или заменой — новой задачей становится выход из режима постоянного аврала. Мастерские, ориентированные на тушение пожаров, ждут сигналов тревоги; ориентированные на поток закладывают техническое обслуживание в календарь.
Каждые три-шесть месяцев проверяйте каждый компонент обратной связи, который поступает в “мозг” ЧПУ — концевые выключатели, энкодеры, датчики давления. Эти крошечные детали — органы чувств вашей машины; когда они дают сбой, все расчёты становятся неверными. Следите за обновлениями прошивки — большинство «загадочных ошибок» исчезают после обновления программного обеспечения. И обучайте операторов не только запуску программ, но и интерпретации кодов ошибок. Когда они могут отличить сигнал об утрате данных от предупреждения о низком давлении в гидросистеме, вы развиваете устойчивость прямо на панели управления.
Поток возникает, когда и машина, и люди, которые её обслуживают, говорят на одном языке управления — чёткая обратная связь, быстрая диагностика, никакой паники. Это превращает модернизацию из разовой траты в постоянное повышение уровня мышления вашей мастерской.
Листогибному прессу безразлично, старый у него «мозг» или новый — ему важно только, понимают ли его. В тот момент, когда вы перестаёте гадать, машина начинает слушать.


















