

Ich habe zugesehen, wie ein Mann eine Einstellung für 10‑Gauge Baustahl, 8‑Fuß-Biegung, V‑Matrize direkt von der Wandtafel ausgewählt hat. Er stellt die Tonnage ein, die die Tabelle vorgibt. Der Stößel fährt herunter. Das erste Teil sieht links gut aus, rechts ist es leicht offen. Er gibt dem Material die Schuld. Er fügt etwas mehr Kraft hinzu.
Was er nie überprüft, ist das Bett.
Ein Ebenheitsfehler des Tisches von nur 0,06 mm über eine 3200 mm lange Abkantpresse kann Ihren Biegewinkel um etwa 0,17 Grad verändern. Und das mit der “korrekten” Tonnage. Wenn die Kraft auf dem Papier stimmt, aber die Maschinengeometrie sie ungleichmäßig verteilt, was genau hat Ihnen diese Tabelle dann wirklich geliefert?
Eine Tonnage-Tabelle wirkt offiziell. Zahlen in ordentlichen Reihen. Materialstärke auf der einen Seite, Matrizenöffnung oben. Finden Sie Ihr Kästchen, lesen Sie Ihre Antwort ab. Es sieht aus wie bereits erledigte Mathematik.
Aber diese Tabelle ist eine höfliche Schätzung.
Sie geht von Baustahl mit einer bestimmten Zugfestigkeit aus. Sie geht von Luftbiegen aus, nicht von Durchdrücken oder Prägen. Sie geht von einem bestimmten Stempelradius, einer bestimmten Matrizenbreite, einer bestimmten Reibungsbedingung und einer Maschine aus, die die Kraft gleichmäßig über das Bett verteilt. Ändern Sie nur eine dieser Bedingungen, und die “Antwort” verschiebt sich. Ändern Sie zwei, und Sie haben es nicht mehr mit demselben Problem zu tun.
Und wann war in einer echten Werkstatt das letzte Mal, dass jede Variable stillstand?
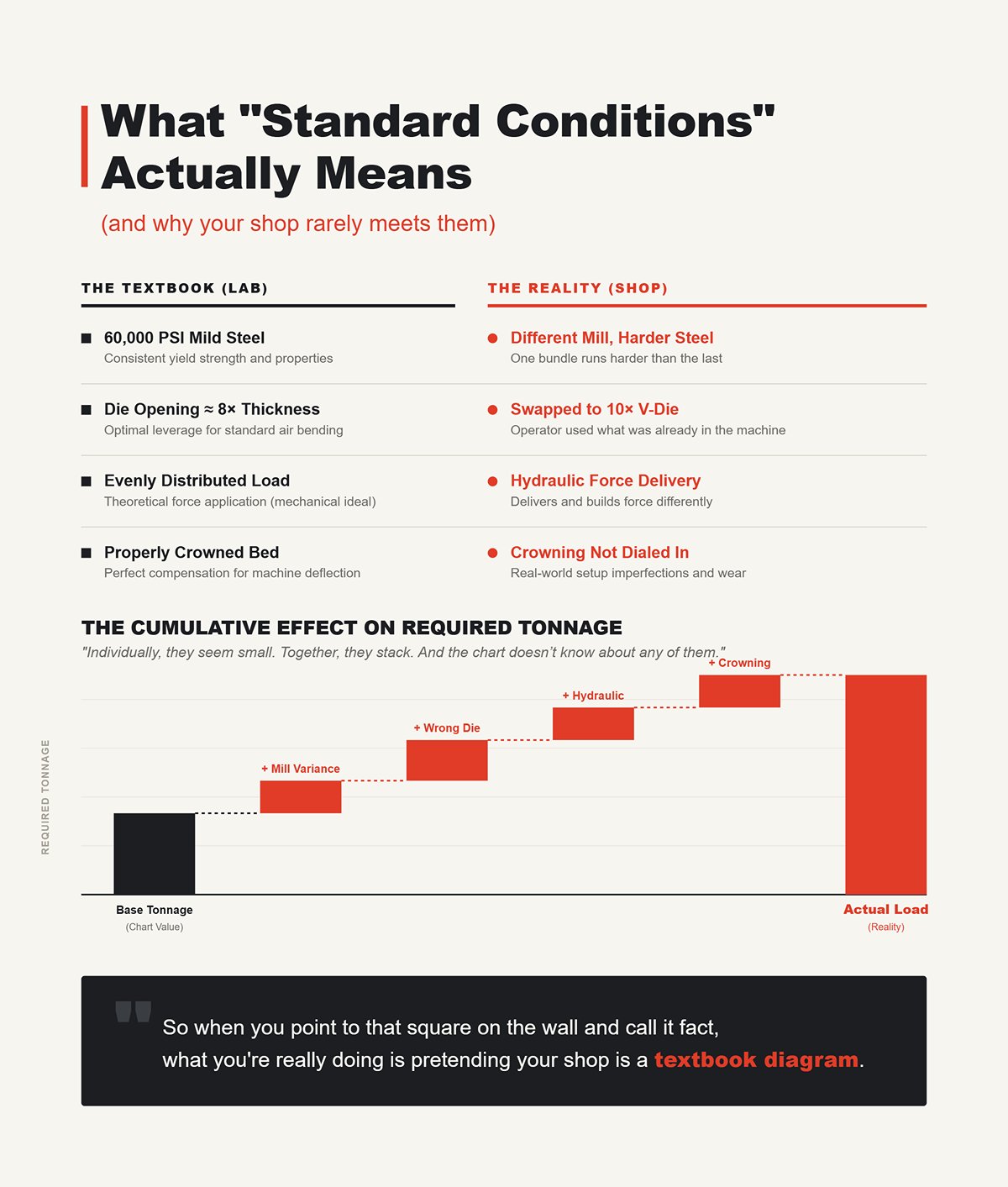
“Standardbedingungen” bedeutet normalerweise etwa Folgendes: 60.000 PSI Baustahl, Luftbiegen, Innenradius ungefähr gleich der Materialstärke, Matrizenöffnung etwa 8‑mal die Stärke, korrekt gekröntes Bett, gleichmäßig verteilte Last.
Das ist die Laborversion Ihrer Werkstatt.
Gehen Sie jetzt zu Ihrem Lager. Ein Bündel “Baustahl” ist härter, weil es aus einem anderen Werk stammt. Der Bediener vor Ihnen hat eine V‑Matrize eingesetzt, die 10× die Stärke hat, weil sie bereits in der Maschine war. Sie arbeiten mit einer hydraulischen Abkantpresse, die die Kraft anders liefert als eine mechanische. Vielleicht ist Ihre Krönung nicht perfekt eingestellt.
Jede dieser Änderungen beeinflusst die benötigte Tonnage.
Einzeln erscheinen sie klein. Zusammen summieren sie sich. Und die Tabelle weiß von keiner dieser Änderungen.
Wenn Sie also auf dieses Quadrat an der Wand zeigen und es als Tatsache bezeichnen, tun Sie in Wirklichkeit so, als wäre Ihre Werkstatt eine Lehrbuchzeichnung.
Hier geraten Leute in Schwierigkeiten.
Sie behandeln die Zahl aus der Tabelle wie eine Spezifikation — nicht wie eine Schätzung. Also bauen sie “Sicherheit” ein. Sie suchen 3/16 statt 11‑Gauge, nur um sicher zu gehen. Oder sie runden die Matrizenbreite nach oben. Oder sie fügen 10% “zur Sicherheit” hinzu.”
Klingt vorsichtig.
Aber die Kraft kümmert sich nicht um deine Absichten. Wenn das Diagramm bereits durchschnittliches Material und durchschnittliche Einrichtung angenommen hat und du noch zusätzlich stapelst, näherst du dich mit jedem Zyklus dem oberen Limit der Bremse. Die Hydraulik merkt es. Die Rahmen merken es. Das Werkzeug merkt es definitiv.
Mit der Zeit bekommst du so Kolbenverformung, abgenutzte Führungen, gebrochene Stempel-Schultern. Nicht in einer dramatischen Explosion. In Ermüdung. Im Abdriften. In diesem langsamen Kriechen hin zu einem $10.000‑Neubau, von dem du schwörst, er “kam aus dem Nichts”.”
Kam er nicht.
Du hast eine Annäherung behandelt, als wäre sie in Stein gemeißelt.
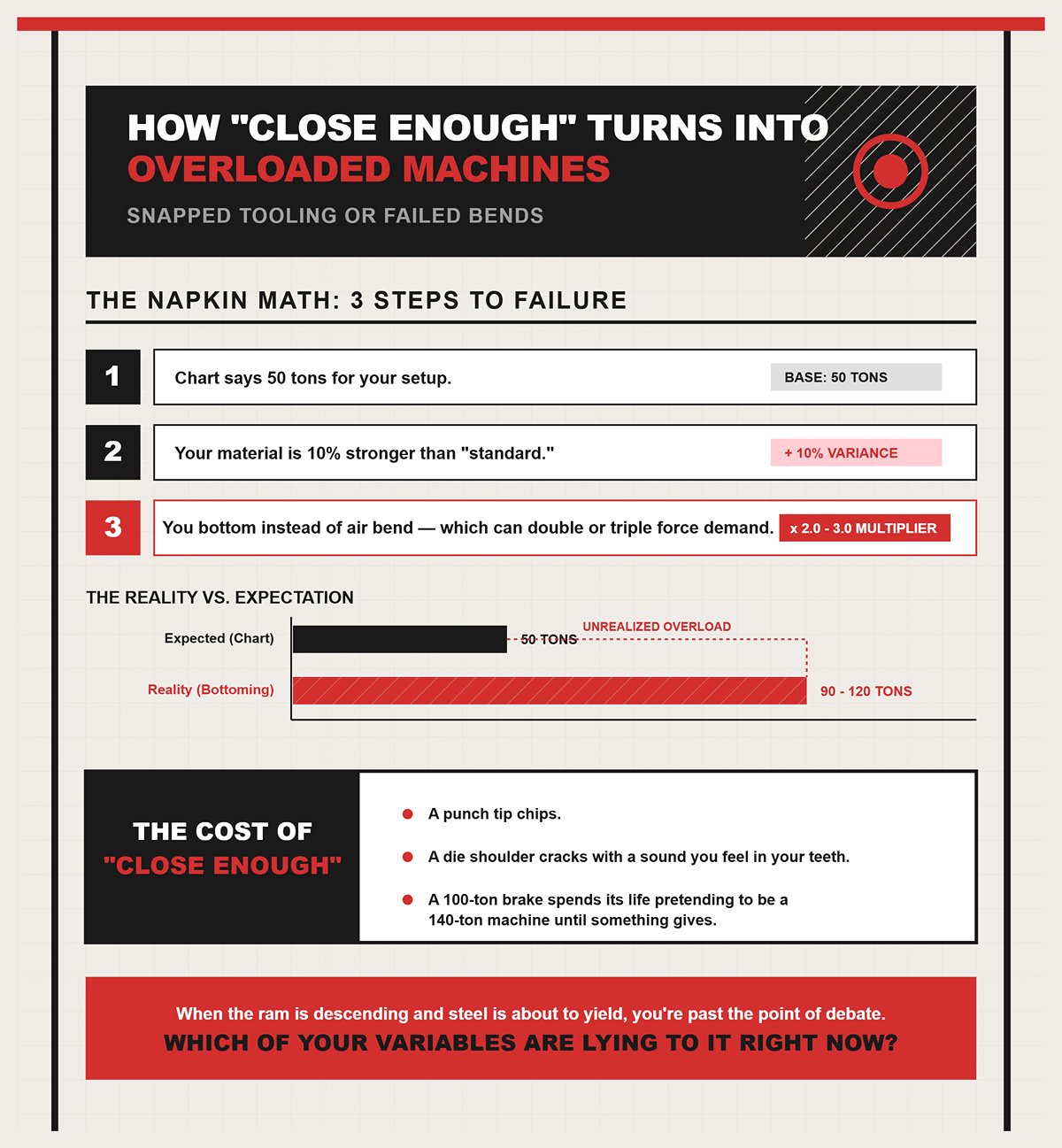
Lass uns Serviettenmathematik machen. Drei Schritte.
Du bist nicht mehr bei 50 Tonnen. Du könntest ohne es zu merken mit 90 oder 120 flirten.
So splittert eine Stempelspitze. So reißt eine Matrizen-Schulter mit einem Geräusch, das du in deinen Zähnen fühlst. So verbringt eine 100‑Tonnen‑Bremse ihr Leben damit, so zu tun, als wäre sie eine 140‑Tonnen‑Maschine, bis etwas nachgibt.
Oder dreh es um. Hochpräzisionsarbeit braucht manchmal mehr Kraft, als das Diagramm vorschlägt, um den Winkel zu halten und den Rückfederungseffekt zu kontrollieren. Führst du es “nach Vorschrift” aus, bekommst du inkonsistente Teile, Bediener drehen an den Einstellungen, jagen Geister, die gar keine Geister sind.
“Nah genug” funktioniert nur, wenn die Kosten für einen Fehler gering sind.
Wenn der Kolben sich senkt und Stahl kurz davor ist, nachzugeben, bist du über den Punkt hinaus, an dem man diskutieren kann. Also ist die eigentliche Frage nicht, ob das Diagramm nützlich ist.
Sie lautet: Welche deiner Variablen lügen ihm gerade ins Gesicht?
Du stehst da mit dem Diagramm in der Hand und denkst: “Gut. Wenn es nur eine höfliche Schätzung ist, was soll ich eigentlich verwenden, bevor der Kolben herunterkommt?”
Gut. Das ist die richtige Frage.
Denn sobald du akzeptierst, dass das Diagramm kein Evangelium ist, kannst du nicht einfach die Schultern zucken. Du musst die Variablen identifizieren, die die Kraft tatsächlich beeinflussen. Ändere das Material, die Matrizenöffnung oder die Biegelänge, und du hast nicht nur eine Zahl angepasst — du hast die Physik verändert, wie Stahl zwischen Stempel und Matrize nachgibt. Wenn du das nicht vor dem Moment ohne Rückkehr berücksichtigst, wird die Maschine es danach berücksichtigen.
Lass uns die drei aufschlüsseln, die mehr Werkzeug ruinieren als je Pech getan hat.
Ich habe gesehen, wie eine Werkstatt von A36 Baustahl zu 304 Edelstahl bei denselben 1/8‑Zoll‑Haltern wechselte. Gleiche Dicke. Gleiche V‑Matrize. Gleiche Biegelänge. Der Bediener ließ die Tonnage so, wie sie war, weil “es ist ja nur Edelstahl”.”

Erster Schlag, der Winkel öffnete sich wie ein billiges Scharnier.
Warum? Weil die meisten Wandtabellen auf Baustahl mit einer Zugfestigkeit von etwa 60.000 PSI basieren. Das ist die stille Annahme, die ins Raster eingebaut ist. 304 Edelstahl liegt üblicherweise näher bei 75.000–85.000 PSI. Das ist kein Rundungsfehler. Das sind 25–40 % mehr Widerstand gegen plastisches Verformen.
Hier ist die „Serviettenrechnung“:
Und das, bevor wir über Rückfederung sprechen.
Edelstahl federt stärker zurück als Baustahl. Aluminium kann je nach Legierung und Härtegrad in die andere Richtung gehen — geringere Zugfestigkeit, aber massive Rückfederung in manchen Härtegraden. Hochpräzisionsarbeiten erfordern manchmal mehr Kraft, als die Tabelle nahelegt, um den Winkel zu halten und die Rückfederung zu kontrollieren. Sie befinden sich also in einer Falle: Untertonnage führt zu offenen Winkeln und ständigen Nachjustierungen; Übertonnage birgt das Risiko von gebrochenen Matrizen und einer Stempelspitze, die sich gerade so weit aufpilzt, dass die Wiederholbarkeit ruiniert wird.
Dann gibt es noch die Faserrichtung.
Biegen Sie ein Teil quer zur Faserrichtung, kann das 5–15 % mehr Kraft erfordern als das Biegen in Faserrichtung. Gleiches Blech. Gleiche Dicke. Andere Orientierung. Die Tabelle geht von isotropem Material aus — gleiche Festigkeit in alle Richtungen. Echtes Blech kümmert sich nicht darum, was die Tabelle annimmt.
Wenn also das Basismaterial in der Tabelle Baustahl mit einer bestimmten Zugfestigkeit ist und Ihr tatsächliches Blech Edelstahl quer zur Faserrichtung aus einer härteren Charge, was genau “schlagen” Sie dann noch nach?
Nun sprechen wir über die Matrize, die Sie genommen haben, weil sie schon in der Maschine war.
Die meisten Luftbiege‑Tonnageformeln reduzieren sich auf diese Beziehung: Kraft ist proportional zur Dicke im Quadrat, multipliziert mit der Zugfestigkeit, geteilt durch die V‑Matrizenöffnung.
Dieser letzte Teil ist wichtig. Kraft ist umgekehrt proportional zur V‑Öffnung.
Sie halbieren die V‑Öffnung, Sie verdoppeln grob die Tonnage.
Konkretes Beispiel: Nehmen wir 1/4‑Zoll Baustahl, luftgebogen in einer V‑Öffnung von 2 Zoll (etwa 8× Dicke). Die Tabelle sagt hypothetisch 60 Tonnen über Ihre Biegelänge. Nun entscheiden Sie, dass Sie einen engeren Innenradius wollen und gehen auf eine 1‑Zoll‑V‑Öffnung herunter.
Gleiches Material. Gleiche Dicke. Gleiche Länge.
Ihr Nenner wurde gerade halbiert. Die erforderliche Tonnage passt sich nicht höflich um ein paar Prozent an. Sie springt in Richtung 120 Tonnen.
An einer 100-Tonnen-Abkantpresse.
Und hier werden Leute finanziell zermalmt. Sie sagen: “Die Zahl im Diagramm liegt unter meiner Maschinenbewertung, ich bin sicher.” Aber sie denken an die Gesamttonnage, nicht an die Last pro Zoll. Eine 10-Fuß-, 100-Tonnen-Abkantpresse bedeutet nicht 100 Tonnen überall, wo Sie wollen. Die Belastungsgrenzen auf der Mittellinie liegen oft bei etwa 60 % der vollen Kapazität. Auf einem 120-Zoll-Bett kann das etwa 1,4 Tonnen pro Zoll in der Mitte bedeuten.
Konzentrieren Sie zu viel Kraft in der Mitte mit einer schmalen Matrize und einem kurzen Werkstück, und Sie belasten nicht nur das Werkzeug – Sie biegen den Rahmen. So entsteht eine dauerhafte Verformung. So wird “Was er nie überprüft, ist das Bett” zur Erklärung im Nachhinein für jahrelang inkonsistente Winkel.
Wenn Sie also eine 8×T-Matrize gegen eine 6×T oder 4×T austauschen, weil es “besser aussieht”, haben Sie die Kraft neu berechnet – oder haben Sie sie einfach verdoppelt und gehofft, dass die Hydraulik Ihnen verzeiht?
Ich habe das zu oft gehört: “Das Diagramm sagt 80 Tonnen für 10 Fuß. Ich biege nur 2 Fuß. Also sind das 16 Tonnen. Einfach.”
Langsam.
Ja, die Tonnage beim Luftbiegen skaliert grob mit der Biegelänge. Kürzere Biegung, weniger Gesamtkraft. Dieser Teil stimmt. Aber die Maschine interessiert sich nicht nur für die Gesamttonnen. Sie interessiert sich dafür, wie diese Tonnen entlang des Betts verteilt sind.
Angenommen, Ihre Abkantpresse ist mit 100 Tonnen über 120 Zoll bewertet. Das sind etwa 0,83 Tonnen pro Zoll bei perfekter Verteilung. Aber reale Maschinen begrenzen oft die Belastung in der Mitte auf etwa 60 % dieser Bewertung, um den Rahmen zu schützen. Jetzt sind Sie näher an 1,4 Tonnen pro Zoll als harte Obergrenze im mittleren Bereich.
Wenn Ihre Berechnung sagt, dass Ihr 24-Zoll-Teil 40 Tonnen benötigt, sind das 1,67 Tonnen pro Zoll.
Auf dem Papier sind 40 weniger als 100. Sieht sicher aus.
In Wirklichkeit haben Sie gerade das pro-Zoll-Strukturlimit in der Mitte der Maschine überschritten. So bekommt der Rahmen ein dauerhaftes “Lächeln” in der Mitte. Nicht durch einen dramatischen Ausfall – sondern durch tausend „sichere“ kurze Biegungen, die still und leise dieselben 2 Fuß des Betts überlastet haben.
Und hier ist der subtile Teil: Kürzere Biegungen reduzieren die Gesamttonnage, erhöhen aber das Risiko einer lokalen Überlastung. Das Diagramm geht von einer Verteilung über die volle Länge aus, sofern nicht anders angegeben. Ihre Sonderlänge verändert den Kraftfluss innerhalb der Maschine.
Also nein, es ist nicht nur Division.
Es ist die Gesamtlast, geteilt durch die tatsächliche Biegelänge, geprüft gegen die pro-Zoll-Grenzen, angepasst für Matrizenbreite und reale Zugfestigkeit. Das ist der Unterschied zwischen “diagrammsicher” und mechanisch sicher.
Treten Sie nun zurück und betrachten Sie, was wir aufgedeckt haben.
Das Material verändert die erforderliche Spannung zum Fließen. Die Matrizenöffnung verändert den mechanischen Vorteil. Die Biegelänge verändert, wie diese Kraft in den Rahmen verteilt wird. Keines davon sind kosmetische Änderungen. Jede einzelne schreibt die Kraftgleichung neu.
Wenn das Diagramm diese Variablen nicht sehen kann, und Ihre Maschine sie definitiv spürt, wie würde eine Berechnung aussehen, die tatsächlich alle drei berücksichtigt, bevor der Stößel herunterkommt?
Du hast eine 1/4-Zoll-Platte auf dem Tisch. Zehn-Fuß-Biegung. Der Kunde will sie heute. Die Tabelle an der Wand sagt eine Zahl. Dein Bauchgefühl sagt eine andere. Der Stempel fährt so oder so herunter.
Wie sieht die Mathematik tatsächlich aus, bevor dieser Punkt ohne Rückkehr erreicht wird?
Sie sieht so aus: Tonnage = (575 × T² × L) / V
Das ist keine Tabelle. Das ist ein Modell. Es zwingt dich, Dicke, Biegelänge und Matrizenöffnung einzusetzen, anstatt so zu tun, als würden sie sich nicht ändern.
Und wenn du drei Zahlen multiplizieren und durch eine teilen kannst, kannst du es selbst berechnen.
Lass uns mit etwas Realem anfangen.
Angenommen, du biegst 1/4-Zoll Baustahl (0,25 Zoll) im Luftbiegen über 120 Zoll mit einer 2-Zoll V-Matrize.
Schritt 1 — Quadriere die Dicke. 0,25² = 0,0625
Schritt 2 — Multipliziere mit 575 und der Biegelänge. 575 × 0,0625 × 120 575 × 7,5 = 4.312,5
Schritt 3 — Teile durch die V-Öffnung. 4.312,5 / 2 = 2.156 Tonnen? Nein. Achte auf deine Einheiten.
Die Konstante 575 berücksichtigt bereits Baustahl im Luftbiegen und liefert Pfund pro Zoll Biegung, nicht die Gesamttonnen. Richtig multipliziert landest du bei etwa 197 Gesamttonnen für diese Zehn-Fuß-Biegung mit einer 2-Zoll-Matrize.
Ändere nun nur eine Sache: Wechsel zu einer 3-Zoll V-Matrize.
Alles andere identisch.
Sie teilen durch 3 statt durch 2. Die benötigte Tonnage sinkt auf ungefähr 139 Tonnen.
Gleiches Material. Gleiche Dicke. Gleiche Länge.
Dreißig Prozent Unterschied, nur weil ein Werkzeug in Ihrem Gestell sitzt.
Deshalb sind Tabellen höfliche Vermutungen. Sie gehen von einem “Standard”-V aus, normalerweise 8× der Dicke. Die Formel geht nicht von Annahmen aus. Sie zwingt Sie, Ihren Nenner laut zu nennen. Und sobald Sie sehen, wie stark die Tonnage auf die V-Öffnung reagiert, hören Sie auf, Matrizen zu greifen, nur weil sie bequem sind.
Aber hier ist der Teil, den die Leute übersehen.
Diese Formel basiert auf Luftbiegen von Baustahl mit etwa 60.000 PSI Zugfestigkeit. Diese Konstante 575 verankert diese Annahme. Ändern Sie das Material, und die Konstante lügt Ihnen.
Wie korrigieren Sie das, ohne die ganze Gleichung neu zu schreiben?
Ich habe gesehen, wie eine Werkstatt von A36 auf 304 Edelstahl umstieg und die gleichen Tabellenwerte beibehielt. In der ersten Woche explodierte nichts. In der zweiten Woche begannen die Spitzen der Stempel zu pilzen. In der dritten Woche gaben sie dem Werkzeuglieferanten die Schuld.
Was hat sich geändert? Die Zugfestigkeit.
Baustahl-Basiswert: ~60.000 PSI. 304 Edelstahl: oft 75.000–85.000 PSI.
Hier ist die Korrektur nach „Serviettenrechnung“:
Material-Multiplikator ≈ (tatsächliche Zugfestigkeit) / (60.000 PSI Basiswert)
Wenn Ihr Edelstahl 75.000 PSI hat: 75.000 / 60.000 = 1.25
Das bedeutet, Ihre Berechnung von 139 Tonnen mit der 3-Zoll-Matrize? Multiplizieren Sie mit 1,25.
Jetzt sind Sie bei 174 Tonnen.
Hat Ihre 150-Tonnen-Bremse gerade still und leise zu klein geworden?
Und das ist, bevor die Faserrichtung oder härtere Chargen Sie um weitere 5–15 % nach oben treiben.
Hochpräzisionsarbeiten benötigen manchmal mehr Kraft, als die Tabelle vermuten lässt, um den Winkel zu halten und den Rückfederungseffekt zu kontrollieren. Edelstahl erfordert nicht nur mehr Kraft, um zu fließen; er wehrt sich beim Zurückfedern. Bediener kompensieren, indem sie tiefer fahren und die Belastung nahe dem unteren Hub erhöhen, wo die Kraft am schnellsten ansteigt. Dort passieren gebrochene Matrizen.
Die Formel schützt Sie davor nicht.
Sie macht das Risiko nur sichtbar.
Aber wir gehen immer noch von Luftbiegen aus. Und diese Annahme kann Ihre Kraft in einem Augenblick verdoppeln.
Lassen Sie uns sauber von Grund auf starten.
Szenario:
Schritt 1 — Basisberechnung für Luftbiegen (Weichstahl‑Baseline):
T = 0,25 T² = 0,0625
575 × 0,0625 × 120 ÷ 3 = 575 × 7,5 ÷ 3 = 4.312,5 ÷ 3 ≈ 1.437,5 (in Hundertgewicht‑Äquivalenzskala) ≈ 139 Tonnen für Weichstahl‑Luftbiegen
Schritt 2 — Materialmultiplikator anwenden:
75,000 / 60,000 = 1.25
139 × 1,25 = 174 Tonnen
Schritt 3 — Verteilung pro Fuß prüfen:
174 Tonnen ÷ 10 Fuß = 17,4 Tonnen pro Fuß.
Wenn Ihre 150-Tonnen-, 10-Fuß-Abkantpresse mit etwa 25 Tonnen/Fuß verteilt bewertet ist, sind Sie strukturell in Ordnung – aber Sie haben bereits die Gesamtkapazität der Maschine überschritten.
Also entweder:
Ändern Sie nun nur eine Sache: Wechseln Sie vom Luftbiegen zu Durchdrückbiegen.
Das Bodenbiegen erfordert üblicherweise mindestens das 2-fache der Luftbiege-Tonnage für denselben Aufbau.
174 × 2 = 348 Tonnen.
Das ist keine kleine Anpassung. Das ist eine andere Maschinenklasse.
Deshalb führt die Bezeichnung als “universelle” Formel ohne Angabe der Biegemethode dazu, dass Werkstätten mit gebrochenen Schultern und einem Bett enden, das in der Mitte ein dauerhaftes Lächeln entwickelt. Die Gleichung gibt Ihnen einen Ausgangswert für das Luftbiegen. Die Methode bestimmt den Multiplikator.
Also bevor der Stößel herunterkommt, lautet Ihre Checkliste nicht:
“Was sagt die Tabelle?”
Sie lautet:
Wenn Sie einen dieser Schritte verpassen, sind Sie derjenige, der dem Besitzer erklären muss, warum ein $10,000 Werkzeugset abgesplittert ist, weil die Berechnung “fast ausreichend” war.”
Wir haben die Grundlage erstellt. Sie können jetzt die tatsächliche Luftbiegekraft berechnen, anstatt einer höflichen Schätzung zu vertrauen.
Aber was passiert, wenn Prägen, Durchbiegen oder Spezialformen die Physik komplett verändern und diese Grundlage in eine gefährliche Unterschätzung verwandeln?
Sie haben diesen Auftrag mit 1/4‑Zoll 304 Edelstahl, den wir gerade durchgerechnet haben — 174 Tonnen beim Luftbiegen über 10 Fuß mit einer 3‑Zoll V-Öffnung. Die Maschine schwitzt bereits bei 150‑Tonnen Kapazität. Nun nehmen wir an, Sie entscheiden, dass der Winkel absolut genau sein muss und Sie der Rückfederung nicht vertrauen. Also wechseln Sie vom Luftbiegen zum Durchbiegen, ohne die Berechnung anzupassen.
Der Stößel fährt herunter.
Sie haben die Dicke nicht geändert. Nicht die Länge. Nicht die Matrize. Aber Sie haben die Physik geändert. Und genau hier verwandeln einige Leute eine kontrollierte Berechnung in eine gebrochene Matrize und einen Telefonanruf, den niemand führen möchte.
Lassen Sie uns aufschlüsseln, warum.
Stellen Sie sich den Stempel vor, wie er über der V-Matrize schwebt. Beim Luftbiegen berührt das Material die Stempelspitze und die beiden Schultern der Matrize. Drei Punkte. Mehr nicht. Das Blech sitzt niemals vollständig in der Matrizenöffnung.
Der Kraftbedarf wird durch den Abstand — die V-Öffnung — und die Materialstreckgrenze bestimmt. Die 575‑Konstante, die wir verwendet haben? Sie geht genau von diesem Fall aus: Luftbiegen, 60.000 PSI Baustahl, typische V-Breite. Es ist ein Modell eines Balkens, der zwischen zwei Auflagen gedrückt wird.
Sie zwingen das Metall nicht, den Matrizenradius anzunehmen. Sie lassen es schweben und etwas zurückfedern. Deshalb ist die V-Öffnung so entscheidend — Sie steuern den Hebel, anstatt das Teil in Form zu pressen.
Und weil nur drei Kontaktpunkte die Last tragen, steigt die Tonnenkraft gleichmäßig, wenn die Eindringtiefe zunimmt. Vorhersehbar. Kontrolliert. Deshalb beruhen 80% der generischen Tabellen auf dem Luftbiegen. Es ist verzeihend. Es ist effizient. Es hält die Maschinen am Leben.
Sogar konservative Tabellen von renommierten Herstellern stimmen mit der realen Produktion überein — weil sie von dieser Methode ausgehen. Standard‑V, Baustahl, 90‑Grad‑Biegung, Luftbiegen. Innerhalb dieser Rahmen funktioniert die “höfliche Schätzung” meistens.
Wenn Sie diese Grenzen verlassen, merkt die Tabelle nicht, dass Sie gegangen sind.
Also, was ändert sich, wenn das Blech aufhört zu schweben und beginnt, in die Matrize gedrückt zu werden?
Gleiche 1/4‑Zoll Edelstahl. Gleiche 10 Fuß. Gleiche 3‑Zoll V.
Beim Luftbiegen sagten wir 174 Tonnen nach Materialkorrektur.
Jetzt unten biegen.
Untenbiegen bedeutet, dass Sie das Material antreiben, bis es den Matrizenwinkel vollständig berührt. Nicht drei Punkte. Kontinuierlicher Kontakt entlang beider Matrizenflächen. Sie bringen das Metall nicht mehr nur zum Fließen. Sie zwingen es in eine Geometrie.
Diese Zwangsführung kostet Kraft.
Branchentypische Multiplikatoren liegen oft bei dem 3‑ bis 5‑fachen des Luftbiege‑Basiswerts. Manche Datenblätter setzen 5,0+ als Planungsfaktor an. Bleiben wir konservativ und nennen es 3× für Edelstahl.
174 × 3 = 522 Tonnen.
Fünfhundert zweiundzwanzig.
Sie sind nicht allmählich dort angekommen. Sie haben es mit einem Pedaltritt erreicht, weil der Stößel sich nicht um Ihre Annahmen kümmert. Er folgt einfach der Hydraulik.
Und hier ist der mechanische Grund: Beim Luftbiegen, sobald die Streckgrenze an den äußeren Fasern erreicht ist, folgt der Rest des Querschnitts mit relativ bescheidener Laststeigerung. Beim Untenbiegen, wenn das Teil in die Matrize gesetzt wird, steigt der Widerstand nahe dem unteren Hub stark an. Sie komprimieren die inneren Fasern und dehnen die äußeren Fasern, während Sie den Winkel fixieren. Die Lastkurve wird kurz vor vollem Kontakt stark steiler.
Dieser Spitzenwert ist der Punkt, an dem Werkzeuge versagen.
Hochpräzisionsarbeit benötigt manchmal mehr Kraft als das Diagramm vermuten lässt, um den Winkel zu halten und den Rückfederungseffekt zu kontrollieren. Bediener kompensieren, indem sie tiefer fahren. Beim Luftbiegen ist das schrittweise. Beim Untenbiegen ist es exponentiell nahe dem unteren Hub. Akute Winkel verschlimmern es, weil die Last nach außen zu den Matrizen-Schultern verlagert wird, wodurch die Spannung konzentriert wird.
Und was er nie überprüft, ist das Bett.
Die Maschine könnte insgesamt auf 150 Tonnen ausgelegt sein, vielleicht 25 Tonnen pro Fuß verteilt. Sie haben gerade mehr als 50 Tonnen pro Fuß angefordert. Selbst wenn die Hydraulik es versuchen könnte, biegt sich der Rahmen, das Bett setzt sich, und eines Tages bemerken Sie, dass es dauerhaft in der Mitte lächelt.
Alles nur, weil das Diagramm nur die Luftbiege‑Geschichte erzählt hat.
Wenn Untenbiegen Ihre Last verdreifachen kann, was glauben Sie, passiert, wenn Sie sich entscheiden, einen “perfekten” Innenradius zu wollen?
Prägen ist kein Biegen im Balkensinn mehr. Es ist kontrolliertes Quetschen.
Sie treiben die Stempelspitze so stark in das Material, dass die gesamte Dicke an der Biegelinie plastisch verformt wird. Sie beseitigen den Rückfederungseffekt mit roher Gewalt. Der Innenradius wird zum Stempelradius, weil Sie alles im Querschnitt zum Fließen gebracht haben.
Multiplikatoren von 10× über dem Luftbiege‑Basiswert sind in Planungshandbüchern keine Übertreibung. Sie sind Überlebensfaktoren.
Nehmen wir unser Beispiel mit 174 Tonnen Luftbiegen von Edelstahl.
174 × 10 = 1.740 Tonnen.
Das ist kein Tippfehler.
Nun, bevor Sie argumentieren, dass Aluminium die Zahl senkt – ja, das Material spielt eine Rolle. Eine weiche Legierung könnte die Ausgangsbasis halbieren, bevor Sie den Methoden-Multiplikator anwenden. Aber der Methoden-Multiplikator gilt trotzdem. Metall zu zerquetschen erfordert dramatisch mehr Kraft als es zu biegen, egal wie weich es ist.
Mechanisch beseitigt das Prägen die Verschiebung der neutralen Achse, die das Luftbiegen effizient macht. Sie erzwingen eine gleichmäßige plastische Verformung über die gesamte Dicke. Die Spannung ist nicht mehr auf die äußeren Fasern lokalisiert. Sie ist überall gleichzeitig. Die Abkantpresse wird für einen kurzen Moment zu einer Schmiedepresse.
Deshalb ist das Prägen auf modernen Abkantpressen selten, außer bei dünnem Material oder Spezialformungen. Der Tonnagebedarf schießt so schnell in die Höhe, dass nur sehr kurze Biegelängen praktikabel sind. Ein paar Zoll vielleicht. Nicht drei Meter.
Wann lohnt es sich also?
Wenn die Toleranz absolut null Rückfederung verlangt und das Teil kurz genug ist, dass die Gesamttonnage innerhalb der Maschinen- und Werkzeuggrenzen bleibt. Das ist eine bewusste technische Entscheidung, kein Bediener-Shortcut, weil “der Winkel kämpft gegen mich”.”
Die Methode wechseln, ohne neu zu berechnen, bedeutet keine kleine Anpassung. Sie wechseln die Maschinenklasse.
Und selbst wenn die Gesamttonnage auf dem Papier passt, haben wir noch nicht darüber gesprochen, wie diese Kraft entlang des Betts verteilt wird – denn 200 Tonnen gleichmäßig verteilt ist das eine, und 200 Tonnen konzentriert auf ein paar Zoll ist der Weg, wie Schultern reißen und Matrizen absplittern.
Stellen Sie sich Folgendes vor: 300‑Tonnen-Abkantpresse, 3,6 Meter lang. Sie fahren einen 3,6‑Meter-Luftbiegevorgang mit 180 Tonnen. Die Maschine gähnt. Hydraulik stabil. Rahmen bleibt gerade.
Der nächste Auftrag ist ein 30‑cm‑Winkel in einer 9,5‑mm‑Platte. Der Rechner sagt 90 Tonnen insgesamt. Weit unter 300. Sie lächeln, treten aufs Pedal.
Der Stößel fährt herunter.
Die Maschine überlebt. Die Matrize nicht.
Hier ist der Grund. Diese 90 Tonnen sind nicht mehr über 3,6 Meter verteilt. Sie sind in einen Fuß gequetscht. Neunzig Tonnen pro Fuß. Wenn Ihre Matrize auf 80 Tonnen pro Meter – etwa 24 Tonnen pro Fuß – ausgelegt ist, haben Sie ihr gerade fast das Vierfache ihrer Grenze zugemutet. Die Abkantpresse ist in Ordnung, weil die Gesamtsystemtonnage niedrig ist. Das Werkzeug versagt, weil es nur die Lastdichte interessiert.
Gesamttonnage hält den Rahmen am Leben. Tonnage pro Fuß hält Ihr Werkzeug ganz.
Und Tabellen schreien Ihnen diesen Unterschied fast nie ins Gesicht.
Wie bewegt sich diese Kraft also tatsächlich entlang des Betts, wenn Sie sie konzentrieren?
Eine 200‑Tonnen‑Presse liefert nicht überall entlang des Betts gleichmäßig 200 Tonnen. Schauen Sie sich das Lastdiagramm eines Herstellers an und Sie werden es sehen: Die Voll-Längen-Verteilungslast liegt vielleicht nahe der Nennleistung, aber die Mittellastkapazität sinkt – manchmal auf 50–70 % der Nenntonnage – weil Stößel und Bett sich durchbiegen.
Stahl biegt sich. Immer.
Unter einer schweren mittigen Belastung wölbt sich der Stößel mikroskopisch. Das Bett wölbt sich in die entgegengesetzte Richtung. Sie erhalten einen leichten Kroneneffekt, ob Sie wollen oder nicht. Ein Genauigkeitsbericht maß nur 0,06 mm Abweichung über 3200 mm Tischlänge. Diese winzige Durchbiegung führte zu einer Winkelabweichung von etwa 0,17° über das Werkstück.
Klingt nicht nach viel, bis Sie eine Halbdreh-Genauigkeit anstreben und Matrizen wie ein Verzweifelter unterlegen.
Nun setzen Sie die Methode oben drauf. Unteres Biegen oder Prägen erzeugt Kraftspitzen am unteren Hubende. Diese Spitze tritt genau dann auf, wenn die Durchbiegung am größten ist. Sie erhöhen also nicht nur die gesamte Tonnage durch Methoden-Multiplikatoren, sondern verstärken auch die lokale Belastung genau dort, wo die Struktur am schwächsten ist — in der Mitte.
Mittige Belastung bedroht nicht nur einen katastrophalen Ausfall. Sie schlägt langsam die Genauigkeit aus der Maschine. Das Bett verformt sich dauerhaft. Der Stößel entwickelt eine Schieflage. Eines Tages sind Ihre Teile in der Mitte immer offen und an den Enden eng.
Was er nie überprüft, ist das Bett.
Aber selbst wenn Ihr Rahmen jahrelangen Missbrauch übersteht, bekommt Ihre Matrize keine Jahre. Sie bekommt einen einzigen schlechten Schlag.
Und damit kommen wir zu dem Fehler, den ich häufiger sehe als jeden anderen.
Matrizenhersteller stempeln Bewertungen wie “80 Tonnen pro Meter” aus einem Grund. Das ist keine Dekoration. Das ist die Streckgrenze des Werkzeugstahls über seinen Querschnitt.
Lassen Sie uns eine Serviettenrechnung machen.
Schritt 1: Berechnen Sie die Gesamttonnage korrekt — einschließlich Materialmultiplikator und Biegemethode.
Schritt 2: Teilen Sie durch die tatsächliche Biegelänge in Fuß.
Schritt 3: Vergleichen Sie diese Zahl mit der Tonnen-pro-Fuß-Bewertung der Matrize.
Angenommen, Ihre korrigierte Berechnung für das Untere-Biegen ergibt 120 Tonnen für ein 10‑Zoll-Teil. Zehn Zoll sind 0,83 Fuß.
120 ÷ 0,83 ≈ 145 Tonnen pro Fuß.
Wenn Ihre Matrize mit 80 Tonnen pro Meter bewertet ist, sind das etwa 24 Tonnen pro Fuß.
Sie sind nicht ein bisschen drüber. Sie sind sechsmal drüber.
Seien Sie nicht derjenige, der sagt: “Aber es sind nur 120 Tonnen und das ist eine 250‑Tonnen-Presse.” So splittern Schultern und Stempel pilzen aus. Das Hydrauliksystem der Presse sieht 120. Die Matrizenshoulder sieht 145 pro Fuß, konzentriert auf zwei Kontaktlinien.
Und Unteres Biegen verschiebt die Belastung nach außen zu den Matrizenschultern. Akute Matrizen verschlimmern es. Die Kontaktfläche schrumpft. Die Spannung steigt. Werkzeugstahl gibt keine warnenden Quietscher von sich. Er bricht.
Sie werden einen Knall hören, wie wenn ein .22er im Inneren der Maschine abgefeuert wird.
Das ist ein $10.000-Fehler in einem Pedaltritt.
Moderne Tonnage-Rechner können Ihnen solide Gesamtkräfte liefern, wenn Sie ihnen korrekte Eingaben geben. Sie sind nicht der Feind. Der blinde Fleck ist, dass sie Systemtonnage ausgeben, nicht Lastdichte. Sie gehen davon aus, dass Sie die Werkzeugbewertungen selbst überprüfen.
Tun Sie das?
Auch wenn Ihre Berechnung sagt, dass Sie innerhalb der bewerteten Tonnen pro Fuß des Werkzeugs liegen, laufen Sie nicht mit 100%.
Bewertungen basieren auf idealer Ausrichtung, perfektem Material, keiner außermittigen Belastung, keinem Deflektionsstapel durch abgenutzte Betten. Reale Werkstätten sind keine idealen Bedingungen. Die Zugfestigkeit des Materials variiert von Charge zu Charge. Bediener dringen zu tief ein, um den Winkel zu erreichen. Die Wölbung ist nicht immer perfekt eingestellt.
Hochpräzisionsarbeiten benötigen manchmal mehr Kraft, als die Tabelle vermuten lässt, um den Winkel zu halten und den Rückfederungseffekt zu kontrollieren. Das bedeutet, dass Bediener instinktiv tiefer drücken. Die Kraft steigt schnell nahe dem unteren Punkt.
Hier ist also die Disziplin: Streben Sie nicht mehr als 80% der Tonnen-pro-Fuß-Bewertung des Werkzeugs und nicht mehr als 80% der mittigen Belastungskapazität der Maschine für diese Position auf dem Bett an.
Wenn das Werkzeug mit 24 Tonnen pro Fuß bewertet ist, planen Sie mit 19.
Wenn die mittige Belastungstabelle der Maschine 140 Tonnen maximal in der Mitte angibt, planen Sie mit 110.
Diese 20%-Puffer absorbieren Materialvariationen, Aufbaufehler und die Realität, dass der Stößel nicht abrupt stoppt. Er verschafft Ihnen Werkzeuglebensdauer. Er verschafft Ihnen Konsistenz. Er verhindert, dass der Stößel zu einem Punkt-ohne-Rückkehr-Bedauern wird.
Denn sobald der Stößel herunterkommt, verhandelt die Physik nicht.
Also bevor der nächste Abschnitt Ihnen einen klaren Entscheidungsrahmen gibt, fragen Sie sich etwas Einfaches: Wenn Sie eine Tonnagezahl sehen, sehen Sie die Gesamtkräfte – oder die Kraft pro Fuß, die tatsächlich entscheidet, ob Stahl sich biegt… oder bricht?
Sie wollen einen Schritt-für-Schritt-Rahmen, der Ihnen sagt, bevor Sie das Pedal betätigen, ob der Biegevorgang für Maschine und Werkzeug sicher ist.
Gut. Denn Hoffnung ist keine Einrichtungsstrategie.
Wir haben bereits festgestellt, dass die Lastdichte – Tonnen pro Fuß – das ist, was Werkzeuge zerstört und langsam die Genauigkeit aus dem Rahmen schlägt. Der Rahmen muss Sie also zwingen, in dieser Reihenfolge zu denken: Tabelle → reale Kraft → Last pro Fuß → Maschinenlimits → Sicherheitsmarge → physische Verifizierung. Wenn Sie einen Schritt auslassen, sind Sie derjenige, der dem Besitzer einen gebrochenen Stempel erklärt.
So hören Sie auf zu raten und beginnen zu verifizieren.
Die Tabelle ist nicht die Antwort. Sie ist ein Lügendetektor.
Schritt eins: Ziehen Sie die generische Tonnage aus der Tabelle für Ihre Materialstärke und V-Öffnung. Das gibt Ihnen eine Basis in Tonnen pro Fuß für Baustahl, Luftbiegen, ideale Bedingungen.
Jetzt machen Sie einen einfachen Vergleich.
Liegt diese Zahl überhaupt in der gleichen Größenordnung wie die verteilte Kapazität Ihrer Maschine?
Wenn die Tabelle 12 Tonnen pro Fuß angibt und Sie eine 10‑Fuß‑Biegung planen, sind das insgesamt 120 Tonnen. Bei einer 130‑Tonnen‑Maschine ist das schon hart an der Grenze, bevor wir das reale Material oder die Methode berücksichtigen. Die Tabelle hat Ihnen gerade gesagt, dass dieser Auftrag nahe am Limit liegt.
Aber hier werden Bediener nachlässig. Sie hören an dieser Stelle auf.
Die Tabelle geht von Nennstärke aus. Die meisten Bleche sind schwerer. Fünf bis fünfzehn Prozent schwerer ist üblich. Wenn Sie die tatsächliche Stärke nicht messen, bevor Sie rechnen, haben Sie schon einen Fehler eingebaut, bevor die Berechnung überhaupt begonnen hat. Seien Sie nicht derjenige, der dem Etikett am Lager mehr vertraut als den Messschiebern in seiner Hand.
Die Tabelle beantwortet also nur eine einzige Frage: “Ist dieser Auftrag offensichtlich unmöglich?”
Wenn er diesen Schnelltest besteht, was überprüfen Sie als Nächstes?
Das ist der disziplinierte Teil. Gleiche Reihenfolge, bei jedem Auftrag.
1. Messen Sie die Realität. Tatsächliche Stärke. Tatsächliche Biegelänge. Tatsächlicher Materialtyp. Wenn Sie von A36 auf 304 umgestellt haben und den Multiplikator nicht geändert haben, haben Sie nicht gerechnet — Sie haben angenommen.
2. Berechnen Sie die korrigierte Gesamttonnage. Basis-Tonnen pro Fuß × Materialmultiplikator × Methodenmultiplikator × Biegelänge. Luftbiegen ist Ihre Basis. Bodenbiegen oder Prägen? Entsprechend multiplizieren. Hochpräzisionsarbeiten benötigen manchmal mehr Kraft als die Tabelle angibt, um den Winkel zu halten und den Rückfederungseffekt zu kontrollieren — und diese zusätzliche Kraft muss beabsichtigt sein, nicht zufällig.
Jetzt haben Sie die Gesamt-Systemtonnage.
3. Umrechnen in Lastdichte. Gesamttonnen ÷ tatsächliche Biegelänge (in Fuß). Das ist die Zahl, die Ihr Werkzeug spürt. Nicht die Maschine. Das Werkzeug.
Vergleichen Sie das mit der Nenn-Tonnen-pro-Fuß-Belastung des Werkzeugs. Bleiben Sie bei oder unter 80 % dieser Belastung. Diese Sicherheitsmarge ist kein Zeichen von Feigheit. Sie ist eine Versicherung gegen Schwankungen in der Zugfestigkeit, Eindringtiefe und Ausrichtungsfehler.
4. Prüfen Sie die Maschinenkapazität für Mittellast. Nicht die Nenn-Tonnage. Mittellast-Tabelle. Wenn Ihre berechnete Gesamttonnage 80 % der erlaubten Mittellast für diese Spannweite überschreitet, arbeiten Sie im roten Bereich, selbst wenn das Typenschild sagt, dass alles in Ordnung ist.
Die Maschinenbewertung ist eine Obergrenze. Mittellast ist Schwerkraft.
5. Vergewissern Sie sich, dass die Maschine selbst Sie nicht belügt. Was er nie überprüft, ist das Bett.
Eine Tischabweichung von 0,06 mm über eine lange Strecke kann zu messbaren Winkelabweichungen führen. Wenn das Bett durch jahrelangen Missbrauch eine Setzung erfahren hat, wird Ihre schöne Tonnageberechnung den Winkel über das Teil nicht halten. Driftet die Wiederholgenauigkeit des Hinteranschlags über einige Hundertstel Millimeter hinaus? Ihre Biegelinie verschiebt sich, Ihr effektiver Hebelarm verändert sich, und Ihre berechnete Kraft stimmt nicht mehr mit der Realität überein.
Eine schlechte Maschinenvariable macht die gesamte Berechnung ungültig.
Sehen Sie, was diese Checkliste bewirkt? Sie verwandelt die Tonnage von einer einzelnen Zahl in eine Kette abhängiger Bedingungen. Bricht ein Glied, ändert sich das Ergebnis.
Aber all das hängt immer noch von einer Zahl ab, die Sie unbedingt kennen müssen.
| Schritt | Beschreibung |
|---|---|
| 1. Messen Sie die Realität. | Tatsächliche Stärke. Tatsächliche Biegelänge. Tatsächlicher Materialtyp. Wenn Sie von A36 auf 304 umgestellt haben und den Multiplikator nicht geändert haben, haben Sie nicht gerechnet — Sie haben angenommen. |
| 2. Berechnen Sie die korrigierte Gesamttonnage. | Basis-Tonnen pro Fuß × Materialmultiplikator × Methodenmultiplikator × Biegelänge. Luftbiegen ist Ihre Grundlage. Bodenbiegen oder Prägen? Entsprechend multiplizieren. Hochpräzisionsarbeiten benötigen manchmal mehr Kraft, als die Tabelle nahelegt, um den Winkel zu halten und den Rückfederungseffekt zu kontrollieren — und diese zusätzliche Kraft muss beabsichtigt sein, nicht zufällig. Jetzt haben Sie die gesamte Systemtonnage. |
| 3. In Lastdichte umrechnen. | Gesamttonnen ÷ tatsächliche Biegelänge (in Fuß). Das ist die Zahl, die Ihr Werkzeug fühlt. Nicht die Maschine. Das Werkzeug. Vergleichen Sie diese mit den bewerteten Tonnen pro Fuß des Werkzeugs. Bleiben Sie bei oder unter 80% dieser Bewertung. Diese Sicherheitsmarge ist keine Feigheit. Sie ist eine Versicherung gegen Schwankungen in der Zugfestigkeit, Eindringtiefe und Ausrichtungsfehler. |
| 4. Prüfen Sie die Mittellastkapazität der Maschine. | Nicht die bewertete Tonnage. Mittellastdiagramm. Wenn Ihre berechnete Gesamttonnage 80% der erlaubten Mittellast für diese Spannweite überschreitet, befinden Sie sich im roten Bereich, selbst wenn das Typenschild sagt, dass alles in Ordnung ist. Die Maschinenbewertung ist eine Obergrenze. Mittellast ist Schwerkraft. |
| 5. Vergewissern Sie sich, dass die Maschine selbst Sie nicht belügt. | Was er nie überprüft, ist das Bett. Eine Tischabweichung von 0,06 mm über eine lange Strecke kann zu messbaren Winkelabweichungen führen. Wenn das Bett durch jahrelangen Missbrauch eine Setzung erfahren hat, wird Ihre schöne Tonnageberechnung den Winkel über das Teil nicht halten. Driftet die Wiederholgenauigkeit des Hinteranschlags über einige Hundertstel Millimeter hinaus? Ihre Biegelinie verschiebt sich, Ihr effektiver Hebelarm verändert sich, und Ihre berechnete Kraft stimmt nicht mehr mit der Realität überein. Eine schlechte Maschinenvariable macht die gesamte Berechnung ungültig. |
Sie müssen Ihre verifizierten Tonnen pro Fuß bei der geplanten Sicherheitsmarge kennen.
Nicht Tabellen-Tonnen pro Fuß. Nicht roh berechnete Tonnen pro Fuß. Verifiziert, korrigiert und mit Sicherheitsmarge angepasst.
Hier ist die Version auf dem Bierdeckel:
Wenn Ihre Matrize mit 24 Tonnen pro Fuß bewertet ist, liegt Ihre Arbeitsobergrenze bei etwa 19. Wenn Ihre Berechnung 21 ergibt, sind Sie nicht “ein bisschen drüber”. Sie arbeiten außerhalb der elastischen Komfortzone von Werkzeugstahl.
Der Stößel fährt herunter.
Stahl ist es egal, dass Sie knapp dran waren.
Und hier ist der nicht offensichtliche Teil, den Sie weitertragen: Die Tonnagetabelle ist nicht gefährlich, weil sie falsch ist. Sie ist gefährlich, weil sie Ihr Denken zu früh stoppt. Sie wirkt präzise, also behandeln Sie sie wie eine Spezifikation. In Wirklichkeit ist sie eine höfliche Schätzung, die auf Annahmen basiert, die Ihre Werkstatt jeden Tag verletzt.
Das Rahmenwerk zwingt Sie, diese Schätzung in eine verifizierte Lastdichte innerhalb bekannter Maschinenlimits umzuwandeln, mit einem Puffer, der die Realität absorbiert.
Bevor der Stößel herunterkommt, sollten Sie drei Dinge genau wissen: Ihre korrigierte Gesamttonnage. Ihre verifizierten Tonnen pro Fuß bei 80% oder weniger der Werkzeugbewertung. Die zulässige Mittellast Ihrer Maschine für diese Spannweite.
Wenn nicht, biegen Sie kein Metall.
Sie spielen mit gehärtetem Stahl und einem Rahmen, der sich an jeden Fehler erinnert.


















