

J’ai vu un gars préparer du métal doux de calibre 10, pliage sur 8 pieds, matrice en V choisie directement sur le tableau mural. Il règle le tonnage indiqué par le tableau. Le coulisseau descend. La première pièce semble correcte à gauche, légèrement ouverte à droite. Il blâme le matériau. Il ajoute un peu plus de force.
Ce qu’il ne vérifie jamais, c’est la table.
Une erreur de planéité de table de seulement 0,06 mm sur une presse plieuse de 3200 mm peut faire varier votre angle de pliage d’environ 0,17 degré. Et cela avec le tonnage “correct”. Donc si la force est juste sur le papier mais que la géométrie de la machine la répartit de manière inégale, qu’est-ce que ce tableau vous donne vraiment ?
Un tableau de tonnage donne l’impression d’être officiel. Des chiffres en lignes bien ordonnées. L’épaisseur du matériau d’un côté, l’ouverture de la matrice en haut. Trouvez votre case, lisez votre réponse. Cela ressemble à des calculs déjà faits pour vous.
Mais ce tableau est une estimation polie.
Il suppose de l’acier doux à une résistance à la traction spécifique. Il suppose un pliage à l’air, pas un écrasement ou un matriçage. Il suppose un rayon de poinçon précis, une largeur de matrice précise, une condition de friction donnée, une machine qui délivre la force uniformément sur toute la table. Changez l’un de ces paramètres et la “réponse” dérive. Changez-en deux et vous n’êtes plus dans le même problème.
Et dans un atelier réel, quand est-ce que tous les paramètres restent immobiles ?
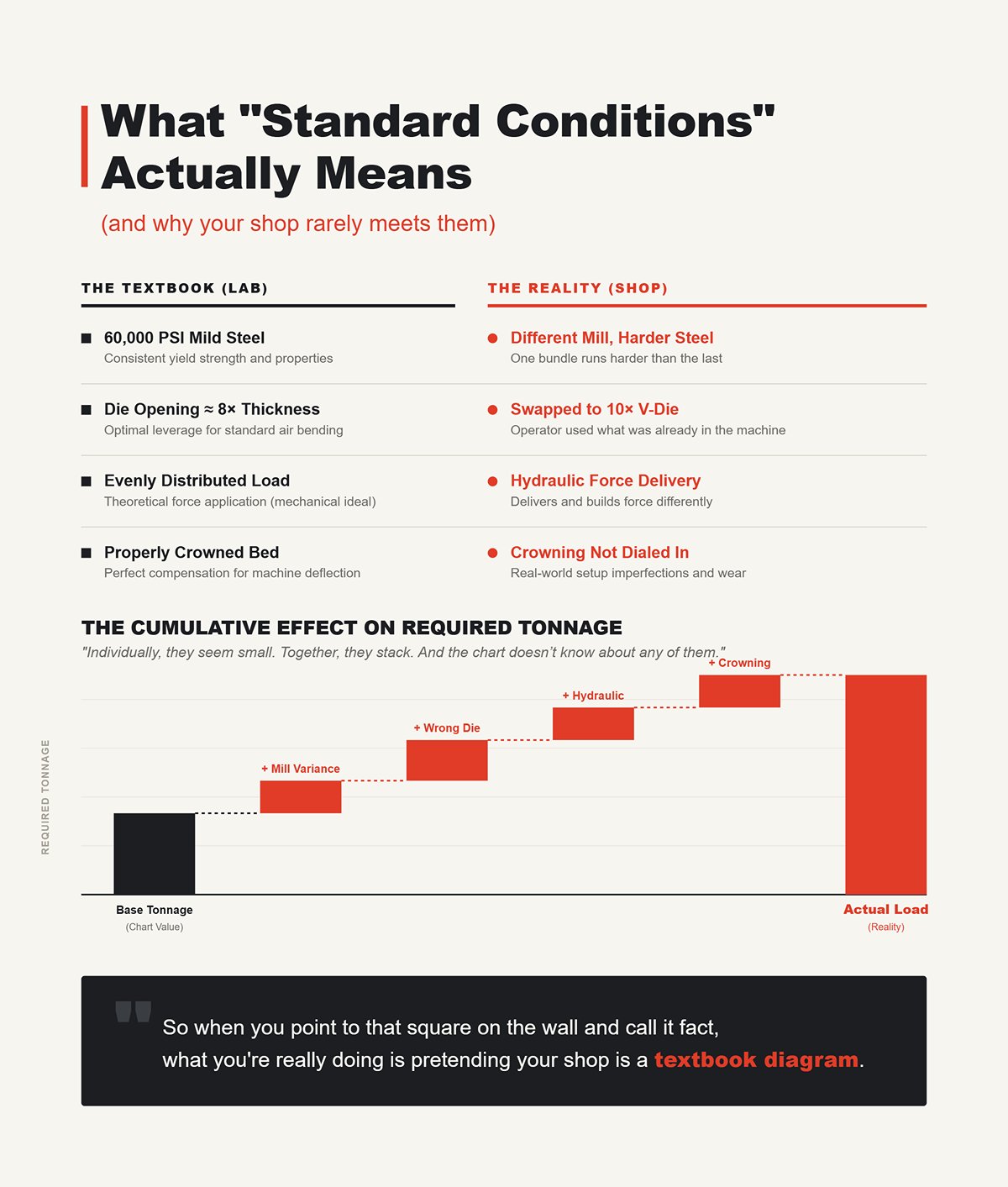
“Les ”conditions standard” signifient généralement quelque chose comme : acier doux à 60 000 PSI, pliage à l’air, rayon intérieur approximativement égal à l’épaisseur du matériau, ouverture de matrice environ 8 fois l’épaisseur, table correctement bombée, charge répartie uniformément.
C’est la version laboratoire de votre atelier.
Maintenant, allez voir votre rack. Un lot d“”acier doux” est plus dur parce qu’il provient d’un autre laminoir. L’opérateur avant vous a remplacé la matrice en V par une ouverture 10× l’épaisseur parce qu’elle était déjà dans la machine. Vous utilisez une presse plieuse hydraulique qui délivre la force différemment d’une mécanique. Peut-être que votre bombage n’est pas parfaitement réglé.
Chacun de ces facteurs modifie le tonnage requis.
Pris individuellement, ils semblent minimes. Ensemble, ils s’additionnent. Et le tableau n’en connaît aucun.
Donc, lorsque vous pointez cette case sur le mur et l’appelez un fait, ce que vous faites réellement, c’est prétendre que votre atelier est un schéma de manuel.
Voilà où les gars se mettent en difficulté.
Ils traitent le chiffre du tableau comme une spécification — pas comme une estimation. Alors ils y ajoutent de la “sécurité”. Ils consultent la ligne du 3/16 au lieu du 11 calibres juste pour être sûrs. Ou ils arrondissent la largeur de matrice. Ou ils ajoutent 10% “par précaution”.”
Ça semble prudent.
Mais la force ne se soucie pas de vos intentions. Si le tableau suppose déjà un matériau moyen et un réglage moyen, et que vous en rajoutez par-dessus, vous vous rapprochez de la limite supérieure de la presse à chaque cycle. Les systèmes hydrauliques le voient. Les châssis le voient. Les outils le voient certainement.
Avec le temps, c’est ainsi que l’on obtient une déflexion du vérin, des guides usés, des épaules de poinçon fissurées. Pas dans une explosion spectaculaire. Par fatigue. Par dérive. Dans cette lente progression vers une reconstruction $10,000 que vous jurez “sortie de nulle part”.”
Ce n’est pas le cas.
Vous avez traité une approximation comme si elle était gravée dans la pierre.
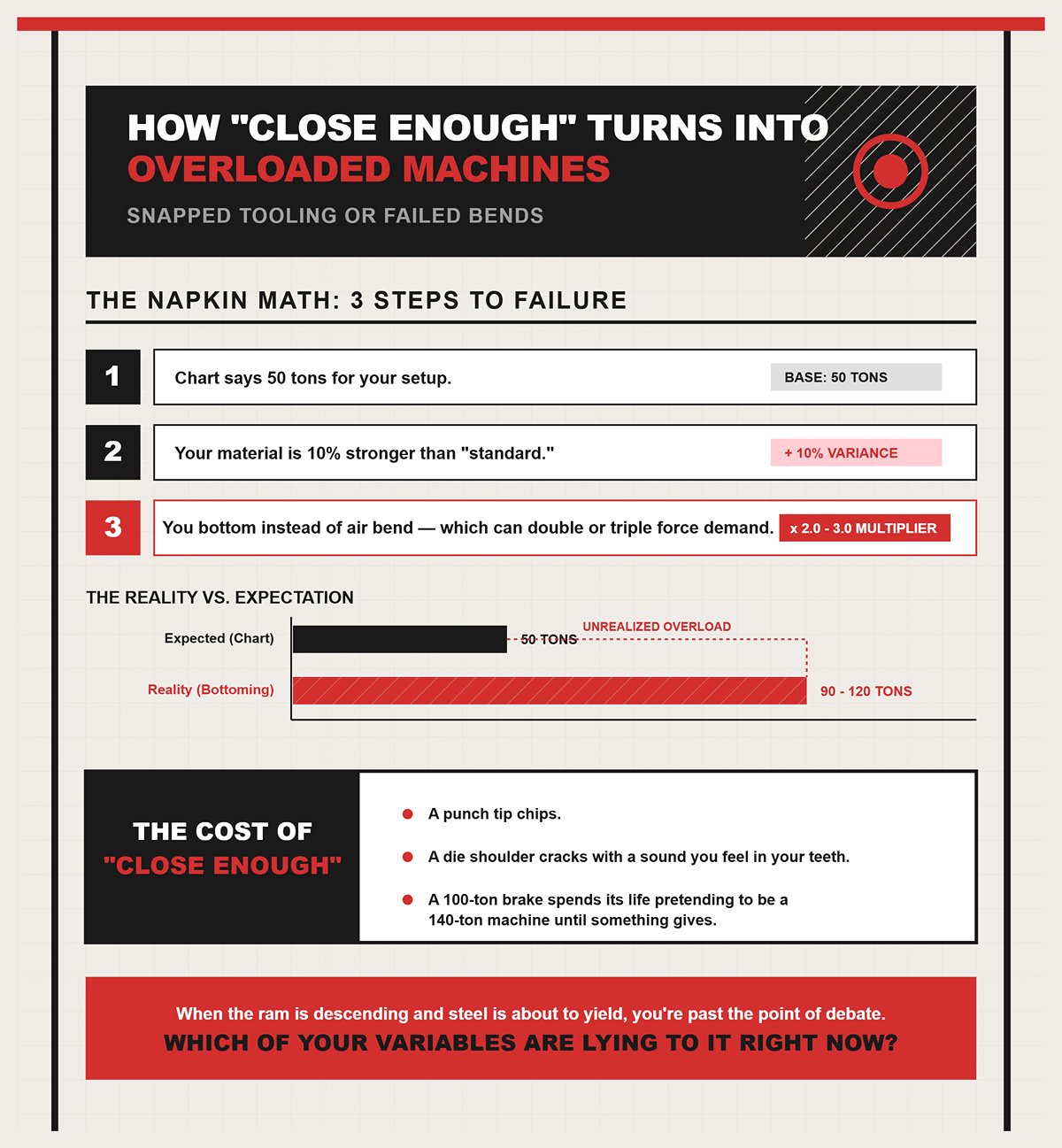
Faisons un calcul rapide sur un coin de table. Trois étapes.
Vous n’êtes plus à 50 tonnes. Vous pourriez flirter avec 90 ou 120 sans vous en rendre compte.
C’est ainsi qu’une pointe de poinçon s’ébrèche. C’est ainsi qu’une épaule de matrice se fissure avec un bruit que vous ressentez dans vos dents. C’est ainsi qu’une presse de 100 tonnes passe sa vie à prétendre être une machine de 140 tonnes jusqu’à ce que quelque chose cède.
Ou inversement. Les travaux de haute précision nécessitent parfois plus de force que ce que le tableau suggère pour maintenir l’angle et contrôler le retour élastique. Suivez “à la lettre” et vous obtenez des pièces incohérentes, des opérateurs ajustant sans cesse, poursuivant des fantômes qui n’en sont pas.
“Assez proche” ne fonctionne que lorsque le coût d’avoir tort est faible.
Quand le vérin descend et que l’acier est sur le point de céder, vous avez dépassé le stade du débat. Alors la vraie question n’est pas de savoir si le tableau est utile.
C’est celle-ci : lesquels de vos paramètres lui mentent en ce moment ?
Vous êtes là, avec le tableau en main, pensant : “Très bien. Si ce n’est qu’une estimation polie, qu’est-ce que je suis censé utiliser avant que le vérin ne descende ?”
Bien. C’est la bonne question.
Parce qu’une fois que vous acceptez que le tableau n’est pas parole d’évangile, vous ne pouvez pas hausser les épaules. Vous devez identifier les variables qui influencent réellement la force. Changez le matériau, l’ouverture de la matrice ou la longueur du pli, et vous n’avez pas simplement modifié un chiffre — vous avez changé la physique de la manière dont l’acier cède entre le poinçon et la matrice. Si vous ne tenez pas compte de cela avant le moment de non-retour, la machine le fera après.
Analysons les trois qui détruisent plus d’outillage que la malchance ne l’a jamais fait.
J’ai vu un atelier passer de l’acier doux A36 à l’inox 304 pour les mêmes supports de 1/8 de pouce. Même épaisseur. Même matrice en V. Même longueur de pliage. L’opérateur a laissé le tonnage tel quel parce que “ c’est juste de l’inox ”.”

Premier coup, l’angle s’est ouvert comme une charnière bon marché.
Pourquoi ? Parce que la plupart des tableaux muraux sont conçus autour de l’acier doux avec une résistance à la traction d’environ 60 000 PSI. C’est l’hypothèse implicite intégrée dans la grille. L’inox 304 se situe couramment entre 75 000 et 85 000 PSI. Ce n’est pas une erreur d’arrondi. C’est 25 à 40 % de résistance supplémentaire à la déformation.
Voici le calcul « sur un coin de table » :
Et cela avant même de parler du retour élastique.
L’inox a un retour élastique plus important que l’acier doux. L’aluminium, selon l’alliage et le traitement, peut aller dans l’autre sens — résistance à la traction plus faible, mais retour élastique massif dans certains états. Les travaux de haute précision nécessitent parfois plus de force que ce que le tableau suggère pour maintenir l’angle et contrôler le retour élastique. Vous êtes donc piégé : sous-tonnage = angles ouverts et ajustements incessants ; sur-tonnage = risque de matrices cassées et de pointe de poinçon qui s’écrase juste assez pour ruiner la répétabilité.
Ensuite, il y a la direction du grain.
Pliez une pièce à travers le grain et vous pourriez voir 5 à 15 % de force supplémentaire par rapport à un pliage dans le sens du grain. Même tôle. Même épaisseur. Orientation différente. Le tableau suppose un matériau isotrope — résistance égale dans toutes les directions. La plaque réelle se moque de ce que suppose le tableau.
Donc, si le matériau de référence du tableau est l’acier doux avec une résistance à la traction spécifique, et que votre tôle réelle est de l’inox à travers le grain provenant d’un lot plus dur, qu’êtes-vous exactement en train de “ consulter ” ?
Parlons maintenant de la matrice que vous avez prise parce qu’elle était déjà dans la machine.
La plupart des formules de tonnage en pliage à l’air se réduisent à cette relation : la force est proportionnelle au carré de l’épaisseur, multiplié par la résistance à la traction, divisé par l’ouverture de la matrice en V.
Cette dernière partie est importante. La force est inversement proportionnelle à l’ouverture en V.
Vous divisez l’ouverture en V par deux, vous doublez approximativement le tonnage.
Exemple concret. Disons acier doux de 1/4 de pouce, plié à l’air dans une ouverture en V de 2 pouces (environ 8× l’épaisseur). Le tableau indique, hypothétiquement, 60 tonnes sur votre longueur de pliage. Maintenant, vous décidez que vous voulez un rayon intérieur plus serré et passez à une ouverture en V de 1 pouce.
Même matériau. Même épaisseur. Même longueur.
Votre dénominateur vient d’être réduit de moitié. Le tonnage requis ne s’ajuste pas poliment de quelques pour cent. Il bondit vers 120 tonnes.
Sur une presse plieuse de 100 tonnes.
Et c’est là que certains se font écraser financièrement. Ils disent : “ Le chiffre du tableau est inférieur à la capacité nominale de ma machine, je suis en sécurité. ” Mais ils pensent au tonnage total, pas à la charge par pouce. Une presse plieuse de 10 pieds et 100 tonnes ne signifie pas 100 tonnes n’importe où vous le souhaitez. Les limites de charge sur l’axe central sont souvent autour de 60 % de la capacité totale. Sur un lit de 120 pouces, cela peut représenter environ 1,4 tonne par pouce au centre.
Concentrez trop de force au milieu avec une matrice étroite et une pièce courte, et vous ne faites pas que solliciter l’outillage — vous faites fléchir le bâti. C’est ainsi que vous introduisez une déformation permanente. C’est ainsi que “ Ce qu’il ne vérifie jamais, c’est le lit ” devient l’explication post-mortem de plusieurs années d’angles incohérents.
Alors, lorsque vous échangez une matrice 8×T contre une 6×T ou 4×T parce qu’elle “ a meilleure allure ”, avez-vous recalculé la force — ou l’avez-vous simplement doublée en espérant que l’hydraulique vous pardonne ?
J’ai entendu cela trop de fois : “ Le tableau indique 80 tonnes pour 10 pieds. Je ne plie que 2 pieds. Donc c’est 16 tonnes. Facile. ”
Ralentissez.
Oui, le tonnage en pliage à l’air varie approximativement avec la longueur de pliage. Pli plus court, moins de force totale. Cette partie est vraie. Mais la machine ne se soucie pas seulement du tonnage total. Elle se soucie de la façon dont ces tonnes sont réparties le long du lit.
Disons que votre presse plieuse est nominale à 100 tonnes sur 120 pouces. Cela représente environ 0,83 tonne par pouce si parfaitement réparti. Mais les machines réelles limitent souvent la charge centrale à environ 60 % de cette capacité pour protéger le bâti. Vous êtes alors plus proche de 1,4 tonne par pouce comme plafond strict dans la zone centrale.
Si votre calcul indique que votre pièce de 24 pouces nécessite 40 tonnes, cela représente 1,67 tonne par pouce.
Sur le papier, 40 est inférieur à 100. Ça semble sûr.
En réalité, vous venez de dépasser la limite structurelle par pouce au centre de la machine. C’est ainsi que les bâtis obtiennent un “ sourire ” permanent au milieu. Pas en une défaillance dramatique — mais en mille « plis sûrs » courts qui ont discrètement surchargé les mêmes 2 pieds du lit.
Et voici la subtilité : les plis plus courts réduisent le tonnage total, mais augmentent le risque de surcharge localisée. Le tableau suppose une répartition sur toute la longueur sauf indication contraire. Votre longueur personnalisée modifie le chemin de charge à l’intérieur de la machine.
Donc non, ce n’est pas juste une division.
C’est la force totale, divisée par la longueur réelle de pliage, vérifiée par rapport aux limites par pouce, ajustée pour la largeur de la matrice et la résistance réelle à la traction. C’est la différence entre “ sûr selon le tableau ” et mécaniquement sûr.
Maintenant, prenez du recul et regardez ce que nous avons découvert.
Le matériau modifie la contrainte nécessaire pour atteindre la limite d’élasticité. L’ouverture de la matrice modifie l’avantage mécanique. La longueur de pliage modifie la façon dont cette force est répartie dans le bâti. Aucun de ces éléments n’est une modification cosmétique. Chacun réécrit l’équation de force.
Si le tableau ne peut pas voir ces variables, et que votre machine les ressent clairement, à quoi ressemblerait un calcul qui prend réellement en compte les trois avant que le coulisseau ne descende ?
Vous avez une plaque de 1/4 de pouce sur la table. Pli de dix pieds. Le client la veut aujourd’hui. Le tableau sur le mur indique un chiffre. Votre instinct en dit un autre. Le vérin descend de toute façon.
Alors, à quoi ressemble réellement le calcul avant ce moment de non-retour ?
Ça ressemble à ceci : Tonnage = (575 × T² × L) / V
Ce n’est pas un tableau. C’est un modèle. Il vous oblige à entrer l’épaisseur, la longueur de pliage et l’ouverture de la matrice au lieu de prétendre qu’elles ne changent pas.
Et si vous pouvez multiplier trois nombres et diviser par un, vous pouvez le faire vous-même.
Commençons par quelque chose de concret.
Supposons que vous pliez à l’air de l’acier doux de 1/4 de pouce (0,25 po) sur 120 pouces en utilisant une matrice en V de 2 pouces.
Étape 1 — Mettre l’épaisseur au carré. 0,25² = 0,0625
Étape 2 — Multiplier par 575 et par la longueur de pliage. 575 × 0,0625 × 120 575 × 7,5 = 4 312,5
Étape 3 — Diviser par l’ouverture en V. 4 312,5 / 2 = 2 156 tonnes ? Non. Faites attention à vos unités.
Cette constante 575 tient déjà compte de l’acier doux en pliage à l’air et donne livres par pouce de pli, et non le tonnage total. Multipliez correctement et vous obtenez environ 197 tonnes au total pour ce pli de dix pieds avec une matrice de 2 pouces.
Maintenant, changez seulement une chose : passez à une matrice en V de 3 pouces.
Tout le reste identique.
Vous divisez par 3 au lieu de 2. Le tonnage requis chute à environ 139 tonnes.
Même matériau. Même épaisseur. Même longueur.
Variation de trente pour cent à cause d’un seul outil posé dans votre rack.
C’est pourquoi les tableaux sont des suppositions polies. Ils supposent un V “standard”, généralement 8× l’épaisseur. La formule ne suppose pas. Elle vous oblige à déclarer votre dénominateur à voix haute. Et une fois que vous voyez à quel point le tonnage réagit violemment à l’ouverture en V, vous arrêtez de prendre des matrices juste parce qu’elles sont pratiques.
Mais voici la partie que les gars manquent.
Cette formule est basée sur le pliage à l’air de l’acier doux à environ 60 000 PSI en traction. Cette constante 575 intègre cette hypothèse. Changez le matériau, et la constante vous ment.
Alors comment corriger cela sans réécrire toute l’équation ?
J’ai vu un atelier passer de l’A36 à l’acier inoxydable 304 et garder les mêmes chiffres de tableau. La première semaine, rien n’a explosé. La deuxième semaine, les pointes de poinçon ont commencé à s’écraser. La troisième semaine, ils blâmaient le fournisseur d’outillage.
Qu’est-ce qui a changé ? La résistance à la traction.
Référence acier doux : ~60 000 PSI. Acier inoxydable 304 : souvent 75 000–85 000 PSI.
Voici la correction façon calcul sur un coin de table :
Multiplicateur de matériau ≈ (Résistance réelle à la traction) / (référence 60 000 PSI)
Si votre inox est à 75 000 PSI : 75 000 / 60 000 = 1.25
Cela signifie que votre calcul de 139 tonnes avec la matrice de 3 pouces ? Multipliez par 1,25.
Vous êtes maintenant à 174 tonnes.
Votre presse plieuse de 150 tonnes est-elle devenue silencieusement sous-dimensionnée ?
Et cela, avant que la direction du grain ou des lots plus durs ne vous poussent encore de 5 à 15 %.
Les travaux de haute précision nécessitent parfois plus de force que ce que le tableau suggère pour maintenir l’angle et contrôler le retour élastique. L’inox ne demande pas seulement plus de force pour céder ; il résiste en revenant. Les opérateurs compensent en enfonçant plus profondément, augmentant la charge près du bas de la course où la force monte le plus vite. C’est là que les matrices cassées se produisent.
La formule ne vous protège pas de cela.
Elle ne fait que rendre le risque visible.
Mais nous supposons toujours un pliage à l’air. Et cette hypothèse peut doubler votre force en un instant.
Faisons-le proprement, depuis le début.
Scénario :
Étape 1 — Calcul de base du pliage à l’air (référence acier doux) :
T = 0,25 T² = 0,0625
575 × 0,0625 × 120 ÷ 3 = 575 × 7,5 ÷ 3 = 4 312,5 ÷ 3 ≈ 1 437,5 (en équivalent cent poids) ≈ 139 tonnes pour le pliage à l’air de l’acier doux
Étape 2 — Appliquer le multiplicateur de matériau :
75,000 / 60,000 = 1.25
139 × 1,25 = 174 tonnes
Étape 3 — Vérifier la répartition par pied :
174 tonnes ÷ 10 pieds = 17,4 tonnes par pied.
Si votre presse plieuse de 150 tonnes et 10 pieds est évaluée à environ 25 tonnes/pied réparties, vous êtes bon sur le plan structurel — mais vous avez déjà dépassé la capacité totale de la machine.
Donc vous devez soit :
Maintenant, changez seulement une chose : passez du pliage à l’air au pliage en fond de matrice.
Le pliage en fond nécessite généralement au moins 2× le tonnage du pliage à l’air pour le même réglage.
174 × 2 = 348 tonnes.
Ce n’est pas un ajustement. C’est une autre catégorie de machine.
C’est pourquoi appeler cela une formule “universelle” sans préciser la méthode de pliage est la façon dont les ateliers finissent avec des épaules fissurées et un banc qui développe un sourire permanent au milieu. L’équation vous donne une base pour le pliage à l’air. La méthode détermine le multiplicateur.
Donc avant que le coulisseau ne descende, votre liste de contrôle n’est pas :
“ Que dit le tableau ? ”
C’est :
Oubliez l’une de ces étapes, et vous serez celui qui explique au propriétaire pourquoi un jeu d’outillage $10,000 est ébréché parce que le calcul était “ assez proche ”.”
Nous avons établi la base. Vous pouvez maintenant calculer le tonnage réel de pliage à l’air au lieu de vous fier à une estimation polie.
Mais que se passe-t-il lorsque le matriçage, le pliage en fond ou le formage spécialisé changent complètement la physique et transforment cette base en une dangereuse sous-estimation ?
Vous avez ce travail en acier inoxydable 304 de 1/4 pouce que nous venons de calculer — 174 tonnes en pliage à l’air sur 10 pieds avec un V de 3 pouces. La machine est déjà à bout de souffle avec une capacité de 150 tonnes. Maintenant, supposons que vous décidiez que l’angle doit être parfaitement précis et que vous ne faites pas confiance au retour élastique. Alors vous passez du pliage à l’air au pliage en fond sans toucher au calcul.
Le coulisseau descend.
Vous n’avez pas changé l’épaisseur. Vous n’avez pas changé la longueur. Vous n’avez pas changé la matrice. Mais vous avez changé la physique. Et c’est là que certains transforment un calcul maîtrisé en une matrice cassée et en un appel téléphonique que personne ne veut passer.
Analysons pourquoi.
Imaginez le poinçon flottant au-dessus de la matrice en V. En pliage à l’air, le matériau touche la pointe du poinçon et les deux épaules de la matrice. Trois points. C’est tout. La tôle ne s’installe jamais complètement dans la cavité de la matrice.
La force requise est déterminée par la portée — l’ouverture en V — et la limite d’élasticité du matériau. Ce constant de 575 que nous avons utilisé ? Il suppose exactement ceci : pliage à l’air, acier doux à 60 000 PSI, largeur de V typique. C’est un modèle d’une poutre poussée entre deux supports.
Vous ne forcez pas le métal à épouser le rayon de la matrice. Vous le laissez flotter et revenir légèrement. C’est pourquoi l’ouverture en V est si déterminante — vous contrôlez le levier, pas en écrasant la pièce pour lui donner forme.
Et comme seuls trois points de contact supportent la charge, le tonnage augmente progressivement à mesure que la pénétration s’accroît. Prévisible. Contenu. C’est pourquoi 80% des tableaux génériques sont construits autour du pliage à l’air. C’est tolérant. C’est efficace. Cela préserve les machines.
Même les tableaux conservateurs de fabricants réputés correspondent à la production réelle — parce qu’ils supposent cette méthode. V standard, acier doux, pliage à 90 degrés, pliage à l’air. Restez dans ces limites et l“” estimation polie » fonctionne la plupart du temps.
Sortez-en et le tableau ne sait pas que vous êtes parti.
Alors, qu’est-ce qui change lorsque la tôle cesse de flotter et commence à être forcée dans la matrice ?
Même acier inoxydable de 1/4 de pouce. Même 10 pieds. Même V de 3 pouces.
En pliage à l’air, nous avons dit 174 tonnes après correction du matériau.
Maintenant, pliez en bas.
Le pliage en bas signifie que vous poussez le matériau jusqu’à ce qu’il soit entièrement en contact avec l’angle de la matrice. Pas trois points. Contact continu le long des deux faces de la matrice. Vous ne vous contentez plus de faire céder le métal. Vous le contraignez dans une géométrie.
Cette contrainte coûte de la force.
Les multiplicateurs industriels se situent couramment entre 3× et 5× par rapport à la base du pliage à l’air. Certaines fiches techniques vont au‑delà de 5,0 comme facteur de planification. Restons prudents et appelons cela 3× pour l’inox.
174 × 3 = 522 tonnes.
Cinq cent vingt-deux.
Vous n’êtes pas monté là progressivement. Vous y êtes arrivé en un seul coup de pédale parce que le vérin ne se soucie pas de vos hypothèses. Il suit simplement l’hydraulique.
Et voici la raison mécanique : en pliage à l’air, une fois que la limite d’élasticité est atteinte sur les fibres extérieures, le reste de la section suit avec une augmentation de charge relativement modeste. En pliage en bas, lorsque la pièce s’installe dans la matrice, la résistance explose près du bas de la course. Vous comprimez les fibres intérieures et étirez les fibres extérieures tout en contraignant l’angle. La courbe de charge s’accentue fortement juste avant le contact complet.
Cette pointe est l’endroit où les outils échouent.
Les travaux de haute précision nécessitent parfois plus de force que ne le suggère le tableau pour maintenir l’angle et contrôler le retour élastique. Les opérateurs compensent en poussant plus profondément. En pliage à l’air, c’est incrémental. En pliage en bas, c’est exponentiel près du bas. Les angles aigus aggravent la situation car la charge se déplace vers l’extérieur, vers les épaules de la matrice, concentrant la contrainte.
Et ce qu’il ne vérifie jamais, c’est le banc.
La machine peut être donnée pour 150 tonnes au total, peut-être 25 tonnes par pied réparties. Vous venez de demander l’équivalent de plus de 50 tonnes par pied. Même si l’hydraulique pouvait essayer, le bâti fléchit, le banc prend une déformation, et un jour vous remarquez qu’il a un sourire permanent au milieu.
Tout cela parce que le tableau ne racontait que l’histoire du pliage à l’air.
Si le pliage en bas peut tripler votre charge, que pensez-vous qu’il se passe lorsque vous décidez que vous voulez un rayon intérieur “parfait” ?
Le matriçage n’est plus un pliage au sens de la poutre. C’est un écrasement contrôlé.
Vous enfoncez la pointe du poinçon dans le matériau assez fort pour déformer plastiquement toute l’épaisseur à la ligne de pliage. Vous effacez le retour élastique par la force brute. Le rayon intérieur devient le rayon du poinçon parce que vous avez fait céder toute la section.
Des multiplicateurs de 10× par rapport à la base du pliage à l’air ne sont pas des exagérations dans les guides de planification. Ce sont des facteurs de survie.
Prenons notre exemple de pliage à l’air de l’acier inoxydable de 174 tonnes.
174 × 10 = 1 740 tonnes.
Ce n’est pas une faute de frappe.
Maintenant, avant que vous ne souteniez que l’aluminium réduit le chiffre — oui, le matériau compte. Un alliage tendre pourrait réduire la base de moitié avant d’appliquer le multiplicateur de méthode. Mais le multiplicateur de méthode s’applique toujours. Écraser le métal nécessite beaucoup plus de force que le plier, peu importe sa douceur.
Mécaniquement, le matriçage élimine le déplacement de l’axe neutre qui rend le pliage à l’air efficace. Vous forcez une déformation plastique uniforme sur toute l’épaisseur. La contrainte n’est plus localisée aux fibres externes. Elle est partout à la fois. La presse plieuse devient une presse de forgeage pendant une fraction de seconde.
C’est pourquoi le matriçage est rare sur les presses plieuses modernes, sauf pour les matériaux fins ou le formage spécialisé. La demande de tonnage grimpe tellement vite que seules des longueurs de pli très courtes sont pratiques. Quelques pouces, peut-être. Pas trois mètres.
Alors, quand cela vaut-il le coup ?
Quand la tolérance exige absolument zéro retour élastique et que la pièce est suffisamment courte pour que le tonnage total reste dans les limites de la machine et des outils. C’est une décision d’ingénierie consciente, pas un raccourci d’opérateur parce que “ l’angle me résiste ”.”
Changer de méthode sans recalculer n’est pas un petit ajustement. Vous changez de catégorie de machine.
Et même si le tonnage total est correct sur le papier, nous n’avons pas encore parlé de la façon dont cette force est distribuée le long du banc — car 200 tonnes réparties uniformément, c’est une chose, et 200 tonnes concentrées sur quelques pouces, c’est ainsi que les épaules se fissurent et que les matrices s’ébrèchent.
Imaginez ceci : presse plieuse de 300 tonnes, longue de 12 pieds. Vous effectuez un pliage à l’air sur 12 pieds à 180 tonnes. La machine ne bronche pas. Les vérins hydrauliques restent stables. Le bâti reste droit.
Le travail suivant est un support de 12 pouces en plaque de 3/8 de pouce. Le calculateur indique 90 tonnes au total. Bien en dessous de 300. Vous souriez, appuyez sur la pédale.
Le coulisseau descend.
La machine survit. La matrice, non.
Voici pourquoi. Ces 90 tonnes ne sont plus réparties sur 12 pieds. Elles sont entassées sur un pied. Quatre-vingt-dix tonnes par pied. Si votre matrice est évaluée à 80 tonnes par mètre — environ 24 tonnes par pied — vous venez de lui demander de supporter près de quatre fois sa limite. La presse est intacte car le tonnage total du système est faible. L’outil échoue car il ne se soucie que de la densité de charge.
Le tonnage total garde le bâti intact. Le tonnage par pied garde vos outils entiers.
Et les tableaux ne soulignent presque jamais cette distinction.
Alors, comment cette force se déplace-t-elle réellement le long du banc lorsque vous la concentrez ?
Une presse de 200 tonnes ne délivre pas 200 tonnes également partout le long du banc. Regardez le tableau de charge de n’importe quel fabricant et vous le verrez : la charge répartie sur toute la longueur peut être proche de la capacité nominale, mais la capacité de chargement central chute — parfois à 50–70 % du tonnage nominal — car le coulisseau et le banc fléchissent.
L’acier fléchit. Toujours.
Sous une charge centrale lourde, le vérin se courbe microscopiquement. La table se courbe dans la direction opposée. Vous obtenez un léger effet de couronne, que vous le vouliez ou non. Un rapport de précision a mesuré seulement 0,06 mm de déviation sur 3200 mm de longueur de table. Cette minuscule déflexion s’est traduite par environ 0,17° de variation d’angle sur la pièce.
Cela ne semble pas grand-chose jusqu’à ce que vous cherchiez à tenir une tolérance d’un demi-degré et que vous caliez les matrices comme un homme désespéré.
Ajoutez maintenant la méthode par-dessus cela. Le pliage par le bas ou le matriçage provoque un pic de force en fin de course. Ce pic survient précisément lorsque la déflexion est maximale. Ainsi, non seulement vous augmentez le tonnage total avec les multiplicateurs de méthode, mais vous amplifiez le stress localisé exactement là où la structure est la plus faible — au milieu de la portée.
Le chargement central ne menace pas seulement d’une défaillance catastrophique. Il érode lentement la précision de la machine. La table prend un voile. Le vérin développe un biais. Un jour, vos pièces sont toujours ouvertes au milieu et serrées aux extrémités.
Ce qu’il ne vérifie jamais, c’est la table.
Mais même si votre bâti survit à des années de ce traitement, votre matrice n’a pas des années. Elle n’a qu’un mauvais coup.
Ce qui nous amène à l’erreur que je vois plus que toute autre.
Les fabricants de matrices inscrivent des valeurs comme “ 80 tonnes par mètre ” pour une raison. Ce n’est pas décoratif. C’est la limite d’élasticité de l’acier à outils sur sa section transversale.
Faisons un calcul rapide sur un coin de table.
Étape 1 : Calculez correctement le tonnage total — en incluant le multiplicateur du matériau et la méthode de pliage.
Étape 2 : Divisez par la longueur réelle du pli en pieds.
Étape 3 : Comparez ce nombre à la valeur en tonnes par pied de la matrice.
Supposons que votre calcul corrigé pour un pliage par le bas indique 120 tonnes pour une pièce de 10 pouces. Dix pouces, c’est 0,83 pied.
120 ÷ 0,83 ≈ 145 tonnes par pied.
Si votre matrice est donnée pour 80 tonnes par mètre, cela représente environ 24 tonnes par pied.
Vous n’êtes pas juste un peu au-dessus. Vous êtes six fois au-dessus.
Ne soyez pas celui qui dit : “ Mais ce n’est que 120 tonnes et c’est une presse de 250 tonnes. ” C’est ainsi que les épaules s’ébrèchent et que les poinçons s’écrasent. Le système hydraulique de la presse voit 120. L’épaule de la matrice voit 145 par pied concentrées sur deux lignes de contact.
Et le pliage par le bas déplace la charge vers l’extérieur, vers les épaules de la matrice. Les matrices aiguës aggravent la situation. La zone de contact se réduit. Le stress augmente. L’acier à outils ne donne pas de grincements d’avertissement. Il se fracture.
Vous entendrez un craquement comme un calibre .22 qui explose à l’intérieur de la machine.
C’est une erreur de $10,000 en un seul coup de pédale.
Les calculateurs de tonnage modernes peuvent vous donner des chiffres fiables de force totale lorsque vous leur fournissez des données correctes. Ils ne sont pas l’ennemi. Le point aveugle, c’est qu’ils donnent le tonnage du système, pas la densité de charge. Ils supposent que vous vérifierez vous-même les capacités des outils.
Le faites-vous ?
Même si vos calculs montrent que vous êtes dans les limites de tons par pied du poinçon, ne travaillez pas à 100%.
Les capacités sont basées sur un alignement idéal, un matériau parfait, aucune charge excentrée, aucune accumulation de déformation due à des lits usés. Les ateliers réels ne sont pas des conditions idéales. La résistance à la traction du matériau varie d’un lot à l’autre. Les opérateurs pénètrent trop en cherchant l’angle. Le cintrage n’est pas toujours parfaitement réglé.
Les travaux de haute précision nécessitent parfois plus de force que ce que le tableau indique pour maintenir l’angle et contrôler le retour élastique. Cela signifie que les opérateurs poussent instinctivement plus profondément. La force augmente rapidement près du bas.
Voici donc la discipline : viser au maximum 80% de la capacité en tons par pied du poinçon et au maximum 80% de la capacité de charge centrée de la machine pour cette position sur le lit.
Si le poinçon est évalué à 24 tons par pied, prévoyez-en 19.
Si le tableau de charge centrée de la machine indique un maximum de 140 tons au centre, prévoyez-en 110.
Cette marge de 20% absorbe les variations de matériau, les erreurs de réglage et la réalité que le coulisseau ne s’arrête pas instantanément. Elle vous offre la durée de vie de l’outil. Elle vous offre la régularité. Elle empêche le coulisseau de devenir un regret irréversible.
Parce qu’une fois que le coulisseau descend, la physique ne négocie pas.
Alors, avant que la section suivante ne vous donne un cadre de décision clair, posez-vous une question simple : lorsque vous regardez un chiffre de tonnage, voyez-vous la force totale — ou la force par pied qui décide réellement si l’acier se plie… ou se casse ?
Vous voulez un cadre étape par étape qui vous indique, avant d’appuyer sur la pédale, si le pli est sûr pour la machine et l’outillage.
Bien. Parce que l’espoir n’est pas une stratégie de configuration.
Nous avons déjà établi que la densité de charge — tons par pied — est ce qui détruit l’outillage et finit par réduire la précision du châssis. Le cadre doit donc vous obliger à penser dans cet ordre : tableau → force réelle → charge par pied → limites de la machine → marge de sécurité → vérification physique. En manquer un, et vous êtes celui qui explique au propriétaire pourquoi un poinçon a cassé.
Voici comment arrêter de deviner et commencer à vérifier.
Le tableau n’est pas la réponse. C’est un détecteur de mensonges.
Première étape : tirez le tonnage générique du tableau pour votre épaisseur et ouverture en V. Cela vous donne une base en tonnes par pied pour l’acier doux, pliage à l’air, conditions idéales.
Faites maintenant une simple comparaison.
Est-ce que ce chiffre se trouve même dans le même ordre de grandeur que la capacité distribuée de votre machine ?
Si le tableau indique 12 tonnes par pied et que vous prévoyez un pli de 10 pieds, cela fait un total de 120 tonnes. Sur une machine de 130 tonnes, elle est déjà en train de forcer avant même que nous corrigions pour le matériau réel ou la méthode. Le tableau vient de vous dire que ce travail est proche de la limite.
Mais c’est là que les opérateurs deviennent négligents. Ils s’arrêtent là.
Le tableau suppose une épaisseur nominale. La plupart des tôles sont plus épaisses. Une surépaisseur de cinq à quinze pour cent est courante. Si vous ne mesurez pas l’épaisseur réelle avant de calculer, vous venez d’injecter une erreur avant même que les calculs commencent. Ne soyez pas celui qui fait plus confiance à l’étiquette sur le rack qu’aux pieds à coulisse dans sa main.
Ainsi, le tableau ne répond qu’à une seule question : “ Ce travail est-il manifestement impossible ? ”
Si cela passe ce test de bon sens, que vérifiez-vous réellement ensuite ?
C’est la partie discipline. Même ordre, à chaque travail.
1. Mesurer la réalité. Épaisseur réelle. Longueur de pli réelle. Type de matériau réel. Si vous êtes passé de A36 à 304 et que vous n’avez pas changé le multiplicateur, vous n’avez pas calculé — vous avez supposé.
2. Calculer le tonnage total corrigé. Tonnage de base par pied × multiplicateur de matériau × multiplicateur de méthode × longueur de pli. Le pliage à l’air est votre référence. Pliage en fond ou matriçage ? Multipliez en conséquence. Les travaux de haute précision nécessitent parfois plus de force que ce que le tableau suggère pour maintenir l’angle et contrôler le retour élastique — et cette force supplémentaire doit être intentionnelle, pas accidentelle.
Vous avez maintenant le tonnage total du système.
3. Convertir en densité de charge. Tonnage total ÷ longueur de pli réelle (en pieds). C’est le chiffre que ressent votre matrice. Pas la machine. La matrice.
Comparez cela à la capacité nominale en tonnes par pied de la matrice. Restez à ou en dessous de 80 % de cette capacité. Cette marge n’est pas de la lâcheté. C’est une assurance contre les variations de résistance à la traction, la profondeur de pénétration et les erreurs d’alignement.
4. Vérifier la capacité de charge au centre de la machine. Pas le tonnage nominal. Le tableau de charge au centre. Si votre tonnage total calculé dépasse 80 % de la charge centrale autorisée pour cette portée, vous pliez dans la zone rouge même si la plaque signalétique indique que vous êtes dans les limites.
La capacité nominale de la machine est un plafond. Le chargement centré est la gravité.
5. Vérifiez que la machine elle-même ne vous ment pas. Ce qu’il ne vérifie jamais, c’est la table.
Une déviation de table de 0,06 mm sur une longue portée peut se traduire par une variation d’angle mesurable. Si le lit a pris une forme permanente après des années d’abus, vos beaux calculs de tonnage ne maintiendront pas l’angle sur toute la pièce. La répétabilité du butoir arrière dérivant au-delà de quelques centièmes de millimètre ? Votre ligne de pliage se déplace, votre bras de levier effectif change, et la force calculée ne correspond plus à la réalité.
Une seule variable défectueuse de la machine invalide tout le calcul.
Vous voyez ce que cette liste de contrôle fait ? Elle transforme le tonnage d’un simple chiffre en une chaîne de conditions dépendantes. Brisez un maillon, et le résultat change.
Mais tout cela repose encore sur un chiffre que vous devez absolument connaître.
| Étape | Description |
|---|---|
| 1. Mesurez la réalité. | Épaisseur réelle. Longueur de pli réelle. Type de matériau réel. Si vous êtes passé de A36 à 304 et que vous n’avez pas changé le multiplicateur, vous n’avez pas calculé — vous avez supposé. |
| 2. Calculez le tonnage total corrigé. | Tonnage de base par pied × multiplicateur de matériau × multiplicateur de méthode × longueur de pliage. Le pliage à l’air est votre référence. Pliage en fond ou matriçage ? Multipliez en conséquence. Les travaux de haute précision nécessitent parfois plus de force que ce que le tableau indique pour maintenir l’angle et contrôler le retour élastique — et cette force supplémentaire doit être intentionnelle, non accidentelle. Vous avez maintenant le tonnage total du système. |
| 3. Convertissez en densité de charge. | Tonnage total ÷ longueur réelle de pliage (en pieds). C’est le chiffre que ressent votre matrice. Pas la machine. La matrice. Comparez-le à la capacité nominale en tonnes par pied de la matrice. Restez à ou en dessous de 80% de cette capacité. Cette marge n’est pas de la lâcheté. C’est une assurance contre les variations de résistance à la traction, de profondeur de pénétration et d’erreur d’alignement. |
| 4. Vérifiez la capacité de charge centrée de la machine. | Pas le tonnage nominal. Le tableau de charge centrée. Si votre tonnage total calculé dépasse 80% de la charge centrée autorisée pour cette portée, vous pliez en zone rouge même si la plaque signalétique indique que tout va bien. La capacité nominale de la machine est un plafond. Le chargement centré est la gravité. |
| 5. Vérifiez que la machine elle-même ne vous ment pas. | Ce qu’il ne vérifie jamais, c’est le lit. Une déviation de table de 0,06 mm sur une longue portée peut se traduire par une variation d’angle mesurable. Si le lit a pris une forme permanente après des années d’abus, vos beaux calculs de tonnage ne maintiendront pas l’angle sur toute la pièce. La répétabilité du butoir arrière dérivant au-delà de quelques centièmes de millimètre ? Votre ligne de pliage se déplace, votre bras de levier effectif change, et la force calculée ne correspond plus à la réalité. Une seule variable défectueuse de la machine invalide tout le calcul. |
Vous devez connaître votre tonnage vérifié par pied à la marge de sécurité prévue.
Pas le tonnage par pied du tableau. Pas le tonnage brut calculé par pied. Vérifié, corrigé et ajusté à la marge.
Voici la version sur serviette :
Si votre matrice est évaluée à 24 tonnes par pied, votre plafond de travail est d'environ 19. Si vos calculs indiquent 21, vous n'êtes pas “ un peu au-dessus ”. Vous opérez au-delà de la zone de confort élastique de l'acier à outils.
Le coulisseau descend.
L'acier ne se soucie pas que vous étiez proche.
Et voici la partie non évidente que vous devez garder à l'esprit : le tableau de tonnage n'est pas dangereux parce qu'il est faux. Il est dangereux parce qu'il arrête votre réflexion trop tôt. Il semble précis, donc vous le traitez comme une spécification. En réalité, c'est une estimation polie basée sur des hypothèses que votre atelier viole chaque jour.
Le cadre vous oblige à convertir cette estimation en une densité de charge vérifiée à l'intérieur des limites connues de la machine, avec une marge qui absorbe la réalité.
Avant que le vérin ne descende, vous devez connaître trois choses parfaitement : votre tonnage total corrigé. Vos tonnes vérifiées par pied à 80% ou moins de la capacité de l'outil. La charge centrale admissible de votre machine pour cette portée.
Si ce n'est pas le cas, vous ne pliez pas du métal.
Vous jouez avec de l'acier trempé et un châssis qui se souvient de chaque erreur.


















