

Я наблюдал, как один парень настраивал пресс для мягкой стали толщиной 10‑gauge, гибка длиной 8 футов, V‑матрица выбрана прямо по настенной таблице. Он выставил тоннаж, указанный в таблице. Ползун опускается. Первая деталь выглядит нормально слева, чуть более открытая справа. Он винит материал. Добавляет немного больше усилия.
То, что он никогда не проверяет — это стол.
Ошибка плоскости стола всего 0,06 мм на листогибе длиной 3200 мм может изменить угол гиба примерно на 0,17 градуса. И это при “правильном” тоннаже. Так что если сила на бумаге верна, но геометрия машины распределяет её неравномерно, что именно дала вам эта таблица?
Таблица тоннажа выглядит официально. Цифры в аккуратных рядах. Толщина материала с одной стороны, раскрытие матрицы сверху. Найдите свою ячейку, прочитайте ответ. Похоже, что математика уже сделана за вас.
Но эта таблица — вежливая догадка.
Она предполагает мягкую сталь с определённой прочностью на растяжение. Предполагает гибку в воздухе, а не осадку или чеканку. Предполагает определённый радиус пуансона, определённую ширину матрицы, определённые условия трения, машину, которая равномерно распределяет усилие по столу. Измените любой из этих факторов — и “ответ” уйдёт. Измените два — и вы уже решаете совсем другую задачу.
А в реальной мастерской, когда в последний раз все переменные оставались неизменными?
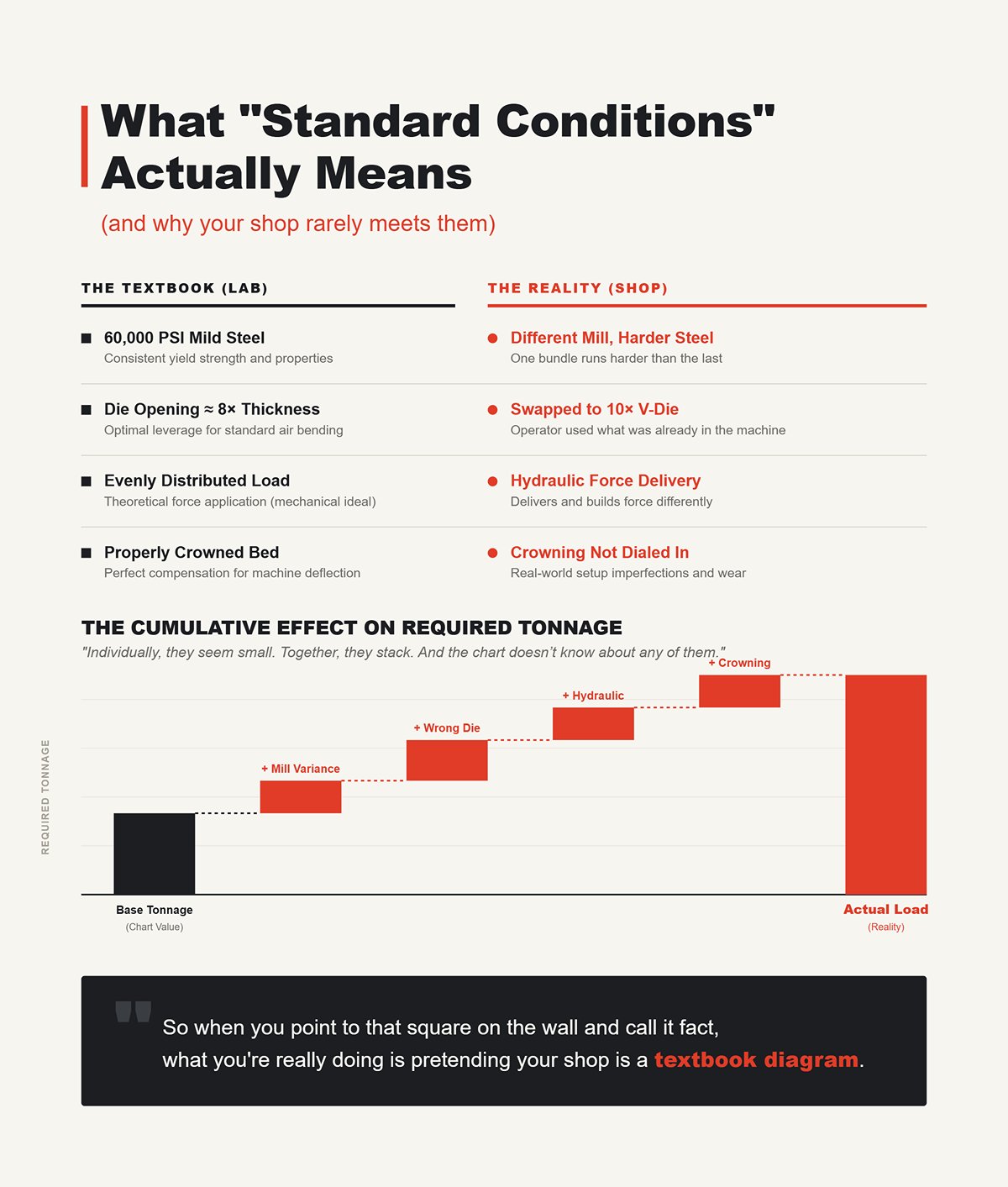
“Стандартные условия” обычно означают примерно следующее: мягкая сталь с прочностью 60 000 PSI, гибка в воздухе, внутренний радиус примерно равен толщине материала, раскрытие матрицы около 8 толщин, правильно компенсированный стол, равномерно распределённая нагрузка.
Это лабораторная версия вашей мастерской.
Теперь выйдите к своему складу. Один пакет “мягкой стали” оказался более твёрдым, потому что пришёл с другого завода. Оператор до вас поставил V‑матрицу с раскрытием 10× толщины, потому что она уже стояла в машине. Вы работаете на гидравлическом прессе, который подаёт усилие иначе, чем механический. Возможно, ваша компенсация прогиба настроена не идеально.
Каждый из этих факторов меняет требуемый тоннаж.
По отдельности они кажутся мелкими. Вместе — складываются. А таблица не знает ни об одном из них.
Так что, когда вы указываете на ту ячейку на стене и называете её фактом, на самом деле вы притворяетесь, что ваша мастерская — это учебная схема.
Вот где ребята попадают в беду.
Они воспринимают число из таблицы как спецификацию — а не оценку. Поэтому они закладывают “запас” в неё. Они смотрят 3/16 вместо 11‑gauge, просто чтобы быть уверенными. Или округляют ширину матрицы в большую сторону. Или добавляют 10% “для страховки”.”
Звучит осторожно.
Но сила не заботится о ваших намерениях. Если в таблице уже заложен средний материал и средняя настройка, а вы добавляете сверху ещё, то с каждым циклом вы приближаетесь к верхнему пределу пресса. Гидравлика это видит. Рамы это видят. Оснастка точно это видит.
Со временем именно так появляются прогиб ползуна, изношенные направляющие, трещины на плечах пуансона. Не в одном драматическом взрыве. В усталости. В постепенном смещении. В том медленном ползучем приближении к ремонту $10,000, который, как вы клянетесь, “взялся ниоткуда”.”
Это не так.
Вы приняли приблизительное значение за высеченное в камне.
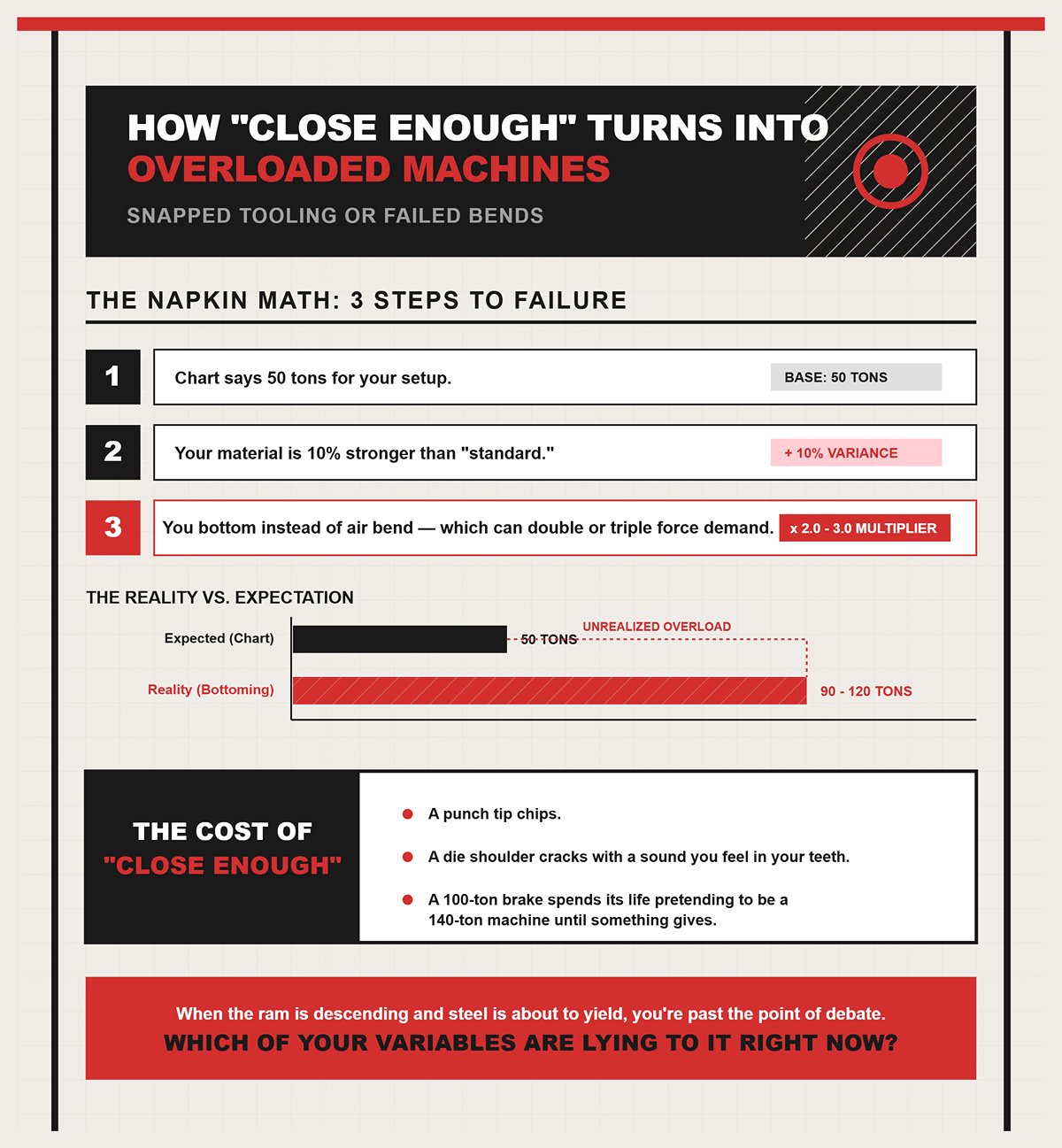
Давайте сделаем расчёт на салфетке. Три шага.
Вы уже не на 50 тоннах. Возможно, вы балансируете на грани 90 или 120, даже не осознавая этого.
Так откалывается кончик пуансона. Так трескается плечо матрицы со звуком, который ощущается в зубах. Так 100‑тонный пресс живёт, притворяясь 140‑тонной машиной, пока что‑то не сломается.
Или наоборот. Высокоточная работа иногда требует больше силы, чем предполагает таблица, чтобы удержать угол и контролировать упругий возврат. Работайте “по книге” — и получите нестабильные детали, операторов, круящих регулировки, гонящихся за призраками, которые вовсе не призраки.
“Почти точно” работает только тогда, когда цена ошибки мала.
Когда ползун опускается и сталь вот‑вот начнёт течь, вы уже за пределом для споров. Так что настоящий вопрос — не в том, полезна ли таблица.
А вот в чём: какие ваши переменные прямо сейчас её обманывают?
Вы стоите с таблицей в руках и думаете: “Хорошо. Если это всего лишь вежливая догадка, что мне на самом деле использовать до того, как ползун опустится?”
Отлично. Это правильный вопрос.
Потому что, как только вы принимаете, что таблица — не истина в последней инстанции, вы не можете просто пожать плечами. Вы должны определить переменные, которые реально влияют на силу. Измените материал, раскрытие матрицы или длину гиба — и вы не просто подправили число, вы изменили физику того, как сталь течёт между пуансоном и матрицей. Если вы не учтёте это до момента невозврата, машина учтёт это после.
Давайте разберём три фактора, которые портят больше инструмента, чем когда-либо делала плохая удача.
Я наблюдал, как мастерская перешла с мягкой стали A36 на нержавеющую сталь 304 для тех же кронштейнов толщиной 1/8 дюйма. Та же толщина. Та же V-матрица. Та же длина изгиба. Оператор оставил усилие без изменений, потому что “это всего лишь нержавейка”.”

Первый удар — угол раскрылся, как дешёвая петля.
Почему? Потому что большинство настенных таблиц построены вокруг мягкой стали с пределом прочности на растяжение примерно 60 000 PSI. Это тихое предположение, заложенное в сетку. Нержавейка 304 обычно ближе к 75 000–85 000 PSI. Это не ошибка округления. Это на 25–40 % больше сопротивления деформации.
Вот расчёт «на салфетке»:
И это ещё до того, как мы заговорим о пружинении.
Нержавейка пружинит сильнее, чем мягкая сталь. Алюминий, в зависимости от сплава и состояния, может вести себя наоборот — меньшая прочность на растяжение, но огромное пружинение в некоторых состояниях. Высокоточная работа иногда требует больше усилия, чем предполагает таблица, чтобы удержать угол и контролировать пружинение. И теперь вы в ловушке: недостаточное усилие даёт открытые углы и постоянные корректировки; избыточное усилие грозит сломанными матрицами и кончиком пуансона, который чуть раздуется и испортит повторяемость.
А ещё есть направление волокон.
Если гнуть деталь поперёк волокон, может потребоваться на 5–15 % больше усилия по сравнению с изгибом вдоль волокон. Та же листовая заготовка. Та же толщина. Другая ориентация. Таблица предполагает изотропный материал — одинаковую прочность во всех направлениях. Реальная плита не заботится о предположениях таблицы.
Так что если базовый материал в таблице — мягкая сталь с определённым пределом прочности, а ваш реальный лист — нержавейка, да ещё поперёк волокон из более твёрдой партии, что именно вы “ищете” в таблице?
Теперь давайте поговорим о матрице, которую вы взяли только потому, что она уже стояла в станке.
Большинство формул для гибки на воздухе сводятся к такой зависимости: усилие пропорционально квадрату толщины, умноженному на прочность на растяжение, и делённому на открытие V-матрицы.
Последняя часть имеет значение. Усилие обратно пропорционально открытию V.
Вы уменьшаете открытие V вдвое — примерно удваиваете усилие.
Конкретный пример. Допустим, мягкая сталь толщиной 1/4 дюйма, гнутая на воздухе в V-открытии 2 дюйма (примерно 8× толщины). Таблица говорит, условно, 60 тонн на длину изгиба. Теперь вы решаете, что хотите более плотный внутренний радиус, и переходите на V в 1 дюйм.
Тот же материал. Та же толщина. Та же длина.
Ваш знаменатель только что сократился вдвое. Необходимое усилие не корректируется вежливо на пару процентов. Оно скачет к 120 тоннам.
На 100-тонном прессе.
И вот здесь люди терпят финансовый крах. Они говорят: “Число в таблице меньше, чем номинал моей машины, значит, я в безопасности”. Но они думают о суммарном усилии, а не о нагрузке на дюйм. Десятифутовый, 100-тонный пресс не означает 100 тонн в любой точке, где вы захотите. Ограничения нагрузки по центральной линии часто составляют около 60 % от полной мощности. На станине длиной 120 дюймов это может быть примерно 1,4 тонны на дюйм в центральной зоне.
Сконцентрируйте слишком много силы в центре с узким пуансоном и короткой деталью — и вы нагружаете не только инструмент, но и гнёте раму. Так появляется постоянный прогиб. Так “Он никогда не проверяет станину” становится объяснением в отчёте о причинах многолетних нестабильных углов.
Так что, когда вы меняете пуансон 8×T на 6×T или 4×T, потому что он “выглядит лучше”, вы пересчитали усилие — или просто удвоили его и надеетесь, что гидравлика вас простит?
Я слышал это слишком много раз: “В таблице написано 80 тонн на 10 футов. Я гну только 2 фута. Значит, это 16 тонн. Легко”.”
Притормозите.
Да, при гибке в воздухе усилие примерно масштабируется с длиной гиба. Более короткий гиб — меньше суммарное усилие. Эта часть верна. Но машине важна не только общая тоннажность. Ей важно, как эти тонны распределены по станине.
Допустим, ваш пресс рассчитан на 100 тонн по длине 120 дюймов. Это примерно 0,83 тонны на дюйм при идеальном распределении. Но реальные машины часто ограничивают центральную нагрузку примерно до 60 % от номинала, чтобы защитить раму. Теперь у вас жёсткий предел ближе к 1,4 тонны на дюйм в центральной зоне.
Если ваш расчёт показывает, что деталь длиной 24 дюйма требует 40 тонн, это 1,67 тонны на дюйм.
На бумаге 40 меньше 100. Выглядит безопасно.
На деле вы только что превысили структурный предел на дюйм в центре машины. Так рамы получают постоянную “улыбку” посередине. Не от одного драматичного отказа — а от тысячи «безопасных» коротких гибов, которые тихо перегружали одни и те же 2 фута станины.
И вот тонкость: короткие гибы уменьшают суммарное усилие, но увеличивают риск локальной перегрузки. Таблица предполагает распределение по всей длине, если не указано обратное. Ваша нестандартная длина изменяет путь нагрузки внутри машины.
Так что нет, это не просто деление.
Это суммарное усилие, делённое на фактическую длину гиба, проверенное по пределам на дюйм, скорректированное по ширине пуансона и реальной прочности на растяжение. Вот разница между “безопасно по таблице” и механически безопасно.
А теперь отойдите и посмотрите, что мы выяснили.
Материал изменяет напряжение, необходимое для текучести. Ширина раскрытия пуансона изменяет механическое преимущество. Длина гиба изменяет, как это усилие распределяется в раме. Ни один из этих факторов не является косметическим. Каждый переписывает уравнение усилия.
Если таблица не учитывает эти переменные, а ваша машина их точно ощущает, как бы выглядел расчёт, который учитывает все три до того, как опустится ползун?
У вас на столе пластина толщиной 1/4 дюйма. Десятифутовый изгиб. Клиент хочет сегодня. Таблица на стене показывает одно число. Ваше чутьё — другое. В любом случае ползун опускается.
Так как же выглядит математика до того момента, когда пути назад уже нет?
Она выглядит так: Тоннаж = (575 × T² × L) / V
Это не таблица. Это модель. Она заставляет вас подставлять толщину, длину изгиба и размер раскрытия матрицы, вместо того чтобы притворяться, что они не меняются.
И если вы умеете умножать три числа и делить на одно, вы сможете рассчитать сами.
Начнём с чего-то реального.
Предположим, вы выполняете воздушный изгиб 1/4-дюймовой мягкой стали (0,25 дюйма) на длине 120 дюймов, используя V-матрицу с раскрытием 2 дюйма.
Шаг 1 — возведите толщину в квадрат. 0,25² = 0,0625
Шаг 2 — умножьте на 575 и длину изгиба. 575 × 0,0625 × 120 575 × 7,5 = 4 312,5
Шаг 3 — разделите на раскрытие V-матрицы. 4 312,5 / 2 = 2 156 тонн? Нет. Следите за единицами измерения.
Константа 575 уже учитывает мягкую сталь при воздушном изгибе и выдаёт фунты на дюйм изгиба, а не общий тоннаж. При правильном умножении вы получите примерно 197 тонн всего для этого 10-футового изгиба с матрицей раскрытием 2 дюйма.
Теперь измените только одну вещь: замените на V-образный паз 3 дюйма.
Все остальное идентично.
Вы делите на 3 вместо на 2. Требуемая тоннажность падает примерно до 139 тонн.
Тот же материал. Та же толщина. Та же длина.
Тридцатипроцентное изменение из-за одного инструмента, лежащего у вас на стойке.
Вот почему таблицы — это вежливые догадки. Они предполагают “стандартный” V, обычно 8× толщины. Формула не предполагает — она заставляет вас вслух указать ваш знаменатель. И как только вы увидите, насколько резко тоннаж реагирует на размер V-открытия, вы перестанете хватать пуансоны просто потому, что они под рукой.
Но вот часть, которую парни упускают.
Эта формула основана на гибке на воздухе мягкой стали с пределом прочности на растяжение около 60 000 PSI. Константа 575 включает это предположение. Измените материал — и константа вас обманывает.
Так как же это исправить, не переписывая всё уравнение?
Я видел, как цех перешёл с A36 на 304 нержавеющую сталь и оставил те же значения в таблице. Первая неделя — ничего не взорвалось. Вторая — кончики пуансонов начали расплющиваться. Третья — они начали обвинять поставщика инструмента.
Что изменилось? Предел прочности на растяжение.
Базовая мягкая сталь: ~60 000 PSI. 304 нержавейка: часто 75 000–85 000 PSI.
Вот приблизительная поправка «на салфетке»:
Множитель для материала ≈ (Фактический предел прочности) / (базовые 60 000 PSI)
Если ваша нержавейка имеет 75 000 PSI: 75 000 / 60 000 = 1.25
Это значит, что ваш расчёт 139 тонн с 3-дюймовым пуансоном? Умножьте на 1,25.
Теперь у вас получится 174 тонн.
Ваш 150‑тонный пресс‑тормоз тихо стал недостаточным?
И это ещё до того, как направление волокон или более твёрдые партии нагрева добавят вам ещё 5–15 %.
Высокоточная работа иногда требует больше усилия, чем предполагает таблица, чтобы удержать угол и контролировать упругий возврат. Нержавейка требует не только большего усилия для текучести; она сопротивляется при возврате. Операторы компенсируют, углубляя ход, увеличивая нагрузку ближе к нижней точке хода, где сила растёт быстрее всего. Именно там происходят поломки пуансонов.
Формула не защищает вас от этого.
Она лишь делает риск видимым.
Но мы всё ещё предполагаем гибку на воздухе. А это предположение может удвоить вашу силу в одно мгновение.
Давайте проведём расчёт с нуля.
Сценарий:
Шаг 1 — Базовый расчёт гибки на воздухе (базовая линия для мягкой стали):
T = 0,25 T² = 0,0625
575 × 0,0625 × 120 ÷ 3 = 575 × 7,5 ÷ 3 = 4 312,5 ÷ 3 ≈ 1 437,5 (в эквивалентном масштабе центнера) ≈ 139 тонн для гибки на воздухе мягкой стали
Шаг 2 — Применяем коэффициент материала:
75,000 / 60,000 = 1.25
139 × 1,25 = 174 тонн
Шаг 3 — Проверьте распределение на фут:
174 тонны ÷ 10 футов = 17,4 тонны на фут.
Если ваш 150-тонный, 10-футовый пресс рассчитан примерно на 25 тонн/фут при распределении, то структурно всё в порядке — но вы уже превысили общую мощность машины.
Так что вам нужно либо:
Теперь измените только одну вещь: переключитесь с воздушного гиба на гиб "в упор".
Гибка с упором обычно требует как минимум в 2 раза больше усилия, чем воздушная гибка для того же набора.
174 × 2 = 348 тонн.
Это не небольшое изменение. Это другой класс машины.
Вот почему называть это “универсальной” формулой без указания метода гибки — это способ, которым мастерские получают трещины на плечах и станину с постоянной «улыбкой» посередине. Уравнение даёт вам базу для воздушной гибки. Метод определяет множитель.
Так что перед тем, как опустится ползун, ваш контрольный список — это не:
“Что говорит таблица?”
А:
Пропустите один из этих шагов — и вы будете тем человеком, который объясняет владельцу, почему набор инструмента $10,000 сколот, потому что расчёт был “почти правильным”.”
Мы создали базовую линию. Теперь вы можете вычислить реальную силу для гибки на воздухе, вместо того чтобы доверять вежливому предположению.
Но что произойдёт, когда чеканка, осадка или специализированная формовка полностью изменят физику и превратят эту базовую линию в опасное занижение?
У вас есть заказ на нержавеющую сталь 304 толщиной 1/4 дюйма, который мы только что просчитали — 174 тонны при гибке на воздухе на длине 10 футов с V-отверстием 3 дюйма. Машина уже работает на пределе при мощности 150 тонн. Теперь предположим, что вы решили, что угол должен быть абсолютно точным, и вы не доверяете упругому возврату. Поэтому вы меняете метод с гибки на воздухе на осадку, не изменяя расчёты.
Ползун опускается.
Вы не изменили толщину. Не изменили длину. Не изменили матрицу. Но вы изменили физику. И именно здесь люди превращают контролируемый расчёт в сломанную матрицу и телефонный звонок, который никто не хочет делать.
Давайте разберём, почему.
Представьте, что пуансон парит над V-матрицей. При гибке на воздухе материал контактирует с кончиком пуансона и двумя плечами матрицы. Три точки. И всё. Лист никогда полностью не садится в полость матрицы.
Требуемое усилие определяется пролётом — V-отверстием — и пределом текучести материала. Та константа 575, которую мы использовали? Она предполагает именно это: гибка на воздухе, мягкая сталь с прочностью 60 000 PSI, типичная ширина V. Это модель балки, которую толкают между двумя опорами.
Вы не заставляете металл повторять радиус матрицы. Вы позволяете ему немного «плавать» и пружинить обратно. Вот почему V-отверстие так сильно влияет — вы управляете рычагом, а не вдавливаете деталь в форму.
И поскольку нагрузку несут только три точки контакта, тоннаж растёт плавно по мере увеличения проникновения. Предсказуемо. Контролируемо. Вот почему 80% универсальных таблиц построены вокруг гибки на воздухе. Это прощает ошибки. Это эффективно. Это сохраняет машины.
Даже консервативные таблицы от уважаемых производителей совпадают с реальным производством — потому что они предполагают этот метод. Стандартное V, мягкая сталь, изгиб на 90 градусов, гибка на воздухе. Оставайтесь в этих рамках — и “вежливое предположение” работает большую часть времени.
Выйдите за их пределы — и таблица не узнает, что вы ушли.
Так что же меняется, когда лист перестаёт «плавать» и начинает принудительно садиться в матрицу?
Та же нержавейка 1/4 дюйма. Те же 10 футов. Та же V-образная матрица 3 дюйма.
При гибке в воздухе мы говорили о 174 тоннах после поправки на материал.
Теперь согните с осадкой.
Гибка с осадкой означает, что вы продавливаете материал до полного контакта с углом матрицы. Не в трёх точках — непрерывный контакт вдоль обеих граней матрицы. Вы больше не просто доводите металл до текучести — вы фиксируете его в заданной геометрии.
Эта фиксация требует усилия.
Отраслевые коэффициенты обычно составляют 3×–5× от базового уровня гибки в воздухе. Некоторые таблицы указывают 5.0+ как плановый фактор. Будем консервативны и возьмём 3× для нержавейки.
174 × 3 = 522 тонны.
Пятьсот двадцать две.
Вы не набирали это постепенно. Вы достигли этого за один нажим педали, потому что ползун не заботится о ваших предположениях — он просто следует гидравлике.
А вот механическая причина: при гибке в воздухе, как только внешние волокна достигают текучести, остальная часть сечения следует за ними с относительно небольшим увеличением нагрузки. При гибке с осадкой, когда деталь садится в матрицу, сопротивление резко возрастает ближе к нижней точке хода. Вы сжимаете внутренние волокна и растягиваете внешние, одновременно фиксируя угол. Кривая нагрузки резко возрастает прямо перед полным контактом.
Этот скачок — место, где ломается инструмент.
Работы высокой точности иногда требуют больше усилия, чем предполагает таблица, чтобы удержать угол и контролировать упругий возврат. Операторы компенсируют это, продавливая глубже. При гибке в воздухе это происходит постепенно. При гибке с осадкой — экспоненциально ближе к нижней точке. Острые углы усугубляют ситуацию, потому что нагрузка смещается наружу к плечам матрицы, концентрируя напряжение.
А то, что он никогда не проверяет — это станина.
Станок может быть рассчитан на 150 тонн суммарно, возможно, 25 тонн на фут распределённо. Вы только что запросили эквивалент более 50 тонн на фут. Даже если гидравлика могла бы попытаться, рама прогнётся, станина получит остаточную деформацию, и однажды вы заметите, что она имеет постоянную «улыбку» посередине.
Всё потому, что таблица рассказывала только про гибку в воздухе.
Если гибка с осадкой может утроить вашу нагрузку, что, по-вашему, произойдёт, когда вы решите, что хотите “идеальный” внутренний радиус?
Чеканка — это уже не гибка в смысле работы балки. Это контролируемое раздавливание.
Вы вдавливаете наконечник пуансона в материал настолько сильно, чтобы пластически деформировать всю толщину по линии сгиба. Вы устраняете упругий возврат грубой силой. Внутренний радиус становится радиусом пуансона, потому что вы довели до текучести всё сечение.
Множители в 10× относительно базового уровня гибки на воздухе — это не преувеличения в руководствах по планированию. Это факторы выживания.
Возьмём наш пример гибки на воздухе из нержавеющей стали весом 174 тонны.
174 × 10 = 1 740 тонн.
Это не опечатка.
Теперь, прежде чем вы начнёте спорить, что алюминий уменьшает число — да, материал имеет значение. Мягкий сплав может сократить базовый уровень вдвое, прежде чем вы примените методический множитель. Но методический множитель всё равно применяется. Раздавливание металла требует значительно больше силы, чем его изгиб, независимо от того, насколько он мягкий.
С точки зрения механики, чеканка устраняет смещение нейтральной оси, которое делает гибку на воздухе эффективной. Вы заставляете пластическую деформацию происходить равномерно по всей толщине. Напряжение больше не локализуется на внешних волокнах. Оно присутствует везде одновременно. На долю секунды пресс-брейк превращается в кузнечный пресс.
Вот почему чеканка редко используется на современных пресс-брейках, кроме тонких материалов или специализированных формовок. Требуемая тоннажность растёт настолько быстро, что практически возможны только очень короткие длины изгиба. Несколько дюймов, возможно. Но не десять футов.
Так когда это оправдано?
Когда допуск абсолютно требует нулевого пружинения, а деталь достаточно короткая, чтобы общий тоннаж оставался в пределах возможностей машины и инструмента. Это осознанное инженерное решение, а не операторский “ярлык” из-за того, что «угол сопротивляется».”
Смените метод без пересчёта — и вы делаете не небольшую корректировку, а переходите в другой класс машин.
И даже если общий тоннаж на бумаге выглядит допустимым, мы ещё не говорили о том, как эта сила распределяется вдоль станины — потому что 200 тонн, распределённые равномерно, это одно, а 200 тонн, сосредоточенные на нескольких дюймах, — это то, как трескаются плечи и откалываются штампы.
Представьте: пресс-брейк на 300 тонн, длиной 12 футов. Вы выполняете 12‑футовую гибку на воздухе при 180 тоннах. Машина «зевает». Гидравлика стабильна. Рама остаётся ровной.
Следующая работа — 12‑дюймовый кронштейн из пластины толщиной 3/8 дюйма. Калькулятор показывает 90 тонн всего. Значительно меньше 300. Вы улыбаетесь, нажимаете педаль.
Ползун опускается.
Машина выживает. Штамп — нет.
Вот почему. Эти 90 тонн больше не распределены на 12 футов. Они сжаты в один фут. Девяносто тонн на фут. Если ваш штамп рассчитан на 80 тонн на метр — примерно 24 тонны на фут — вы только что потребовали от него выдержать почти в четыре раза больше, чем он способен. Пресс-брейк в порядке, потому что общий тоннаж системы низкий. Инструмент выходит из строя, потому что для него важна плотность нагрузки.
Общий тоннаж сохраняет раму целой. Тоннаж на фут сохраняет ваш инструмент в одном куске.
И таблицы почти никогда не кричат вам об этом различии.
Так как же эта сила на самом деле перемещается вдоль станины, когда вы её концентрируете?
Тормоз на 200 тонн не распределяет нагрузку в 200 тонн равномерно по всей длине стола. Посмотрите на любую диаграмму нагрузки производителя — вы увидите: нагрузка, распределённая по всей длине, может быть близка к номиналу, но при нагрузке в центре ёмкость падает — иногда до 50–70 % от номинальной — потому что ползун и стол прогибаются.
Сталь всегда прогибается.
При большой нагрузке в центре ползун микроскопически изгибается. Стол изгибается в противоположную сторону. Вы получаете лёгкий эффект короны, хотите вы этого или нет. Один отчёт по точности зафиксировал всего 0,06 мм отклонения на длине стола 3200 мм. Этот крошечный прогиб привёл примерно к 0,17° вариации угла по всей детали.
Это может показаться незначительным, пока вы не гонитесь за допуском в полградуса и не подкладываете прокладки под штампы, как отчаянный человек.
Теперь наложите метод на это. Нижнее гибкое или чеканка создают пик усилия в нижней точке хода. Этот пик возникает именно тогда, когда прогиб максимален. Таким образом, вы не только увеличиваете общую нагрузку за счёт множителей метода, но и усиливаете локализованный стресс именно там, где конструкция наиболее слабая — в середине пролёта.
Нагрузка в центре грозит не только катастрофическим разрушением. Она постепенно выбивает точность из машины. Стол получает постоянный прогиб. Ползун приобретает смещение. Однажды ваши детали всегда будут открыты в середине и плотные на концах.
То, что он никогда не проверяет — это стол.
Но даже если ваша рама переживёт годы такого издевательства, штамп не проживёт годы. Он получит один плохой удар.
Что приводит нас к ошибке, которую я вижу чаще всего.
Производители штампов ставят маркировку вроде “80 тонн на метр” не просто так. Это не украшение. Это предел текучести инструментальной стали по её сечению.
Давайте сделаем расчёт на коленке.
Шаг 1: Правильно рассчитайте общую нагрузку — включая множитель материала и метод гибки.
Шаг 2: Разделите на фактическую длину изгиба в футах.
Шаг 3: Сравните это число с рейтингом штампа в тоннах на фут.
Предположим, ваш скорректированный расчёт для нижней гибки показывает 120 тонн для детали длиной 10 дюймов. Десять дюймов — это 0,83 фута.
120 ÷ 0,83 ≈ 145 тонн на фут.
Если ваш штамп рассчитан на 80 тонн на метр, это примерно 24 тонны на фут.
Вы не чуть-чуть превысили. Вы превысили в шесть раз.
Не будьте тем, кто говорит: “Но это всего 120 тонн, а этот тормоз на 250 тонн”. Именно так сколы появляются на плечах и пуансоны расплющиваются. Гидравлическая система тормоза видит 120. Плечо штампа видит 145 тонн на фут, сосредоточенные на двух линиях контакта.
А нижняя гибка смещает нагрузку наружу, к плечам штампа. Острые штампы делают это ещё хуже. Площадь контакта уменьшается. Напряжение растёт. Инструментальная сталь не издаёт предупредительных скрипов. Она ломается.
Вы услышите треск, похожий на выстрел из .22 внутри машины.
Это ошибка $10,000 за один ход педали.
Современные калькуляторы тоннажа могут дать вам точные цифры общей силы, если вы введёте правильные данные. Они не враги. Слепое пятно в том, что они выводят системный тоннаж, а не плотность нагрузки. Они предполагают, что вы сами проверите рейтинги инструмента.
А вы проверяете?
Даже если ваши расчёты показывают, что вы в пределах номинальных тонн на фут для штампа, не работайте на 100%.
Рейтинги основаны на идеальном выравнивании, идеальном материале, отсутствии смещённой нагрузки, отсутствии накопления прогиба от изношенных столов. Реальные мастерские — это не идеальные условия. Прочность материала на разрыв меняется от партии к партии. Операторы делают чрезмерное проникновение, стремясь к углу. Прогиб не всегда настроен.
Высокоточная работа иногда требует больше силы, чем предполагает таблица, чтобы удерживать угол и контролировать упругий возврат. Это означает, что операторы инстинктивно идут глубже. Сила быстро растёт ближе к нижней точке.
Итак, вот дисциплина: целиться не более чем на 80% от рейтинга штампа в тоннах на фут и не более чем на 80% от центральной грузоподъёмности машины для этой позиции на столе.
Если штамп рассчитан на 24 тонны на фут, планируйте 19.
Если таблица центральной нагрузки машины говорит о максимуме 140 тонн в середине, планируйте 110.
Этот буфер 20% поглощает вариации материала, ошибки установки и реальность того, что ползун не останавливается мгновенно. Он продлевает срок службы инструмента. Он обеспечивает стабильность. Он не даёт ползуну превратиться в сожаление о точке невозврата.
Потому что, как только ползун опустится, физика не ведёт переговоров.
Так что прежде чем следующая секция даст вам чёткую схему принятия решений, спросите себя что-то простое: когда вы смотрите на число тоннажа, вы видите общую силу — или силу на фут, которая на самом деле решает, согнётся ли сталь… или сломается?
Вам нужна пошаговая схема, которая скажет вам, прежде чем вы нажмёте педаль, безопасен ли изгиб для машины и инструмента.
Хорошо. Потому что надежда — это не стратегия установки.
Мы уже установили, что плотность нагрузки — тонны на фут — это то, что убивает инструмент и постепенно выбивает точность из рамы. Поэтому схема должна заставить вас думать в таком порядке: таблица → реальная сила → нагрузка на фут → пределы машины → запас безопасности → физическая проверка. Пропустите один шаг — и вы тот, кто объясняет владельцу сломанный штамп.
Вот как перестать гадать и начать проверять.
График — это не ответ. Это детектор лжи.
Шаг первый: возьмите из графика стандартное значение тоннажа для вашей толщины и V-открытия. Это даст вам базовое значение в тоннах на фут для мягкой стали, воздушного гиба, при идеальных условиях.
Теперь сделайте одно простое сравнение.
Находится ли это число хотя бы в одном диапазоне с распределённой мощностью вашей машины?
Если график показывает 12 тонн на фут, а вы планируете гиб длиной 10 футов, это 120 тонн всего. На машине в 130 тонн она уже работает на пределе, ещё до того как мы учтём реальные материалы или метод. График уже сказал вам, что эта работа близка к границе возможностей.
Но вот где операторы начинают халтурить. Они останавливаются на этом.
График предполагает номинальную толщину. Большинство листов идут с превышением. Пять–пятнадцать процентов сверх нормы — обычное дело. Если вы не измерите фактическую толщину перед расчётом, вы внесли ошибку ещё до начала вычислений. Не будьте тем, кто больше доверяет этикетке на стеллаже, чем штангенциркулю в своей руке.
Так что график отвечает только на один вопрос: “Эта работа очевидно невозможна?”
Если она проходит этот тест на здравый смысл, что вы проверяете дальше?
Это часть дисциплины. Один и тот же порядок, для каждой работы.
1. Измерьте реальность. Фактическая толщина. Фактическая длина гиба. Фактический тип материала. Если вы перешли с A36 на 304 и не изменили коэффициент, вы не рассчитали — вы предположили.
2. Рассчитайте скорректированный общий тоннаж. Базовые тонны на фут × коэффициент материала × коэффициент метода × длина гиба. Воздушный гиб — это ваша база. Гибка в упор или чеканка? Умножайте соответственно. Высокоточная работа иногда требует больше усилия, чем предполагает график, чтобы удержать угол и контролировать упругий возврат — и это дополнительное усилие должно быть намеренным, а не случайным.
Теперь у вас есть общий тоннаж системы.
3. Преобразуйте в плотность нагрузки. Общие тонны ÷ фактическая длина гиба (в футах). Это число ощущает ваш штамп. Не машина. Штамп.
Сравните это с номиналом штампа в тоннах на фут. Оставайтесь на уровне или ниже 80 % от этого номинала. Этот запас — не трусость. Это страховка от колебаний предела прочности, глубины проникновения и ошибок в выравнивании.
4. Проверьте грузоподъёмность машины по центру. Неноминальная тоннажность. Диаграмма центральной нагрузки. Если ваш рассчитанный общий тоннаж превышает 80 % допустимой центральной нагрузки для этого пролёта, вы гнёте в красной зоне, даже если табличка утверждает, что всё в порядке.
Номинал машины — это потолок. Центральная нагрузка — это гравитация.
5. Убедитесь, что сама машина вас не обманывает. То, что он никогда не проверяет — это стол.
Отклонение стола в 0,06 мм на длинном пролёте может привести к заметному изменению угла. Если стол «просел» от многолетней эксплуатации, ваши красивые расчёты тоннажа не удержат угол по всей детали. Повторяемость заднего упора уходит дальше, чем на несколько сотых миллиметра? Линия гиба смещается, эффективное плечо изменяется, и рассчитанное усилие больше не соответствует реальности.
Одна неисправная переменная машины аннулирует весь расчёт.
Понимаете, что делает этот контрольный список? Он превращает тоннаж из одного числа в цепочку взаимозависимых условий. Разорвите одно звено — и результат изменится.
Но всё это всё ещё зависит от одного числа, которое вы абсолютно обязаны знать.
| Шаг | Описание |
|---|---|
| 1. Измерьте реальность. | Фактическая толщина. Фактическая длина гиба. Фактический тип материала. Если вы перешли с A36 на 304 и не изменили коэффициент, вы не рассчитали — вы предположили. |
| 2. Вычислите скорректированный общий тоннаж. | Базовые тонны на фут × коэффициент материала × коэффициент метода × длина гиба. Гибка в воздухе — это ваша база. Гибка в упор или чеканка? Умножайте соответственно. Высокоточная работа иногда требует больше усилия, чем предполагает таблица, чтобы удержать угол и контролировать упругий возврат — и это дополнительное усилие должно быть намеренным, а не случайным. Теперь у вас есть общий тоннаж системы. |
| 3. Преобразуйте в плотность нагрузки. | Общие тонны ÷ фактическая длина гиба (в футах). Это число чувствует ваш штамп. Не машина. Штамп. Сравните его с номиналом штампа в тоннах на фут. Держитесь на уровне или ниже 80 % этого номинала. Этот запас — не трусость. Это страховка от колебаний прочности на разрыв, глубины проникновения и ошибок выравнивания. |
| 4. Проверьте центральную нагрузку машины. | Неноминальная тоннажность. Диаграмма центральной нагрузки. Если ваш рассчитанный общий тоннаж превышает 80 % допустимой центральной нагрузки для этого пролёта, вы гнёте в красной зоне, даже если табличка утверждает, что всё в порядке. Номинал машины — это потолок. Центральная нагрузка — это гравитация. |
| 5. Убедитесь, что сама машина вас не обманывает. | Он никогда не проверяет стол. Отклонение стола в 0,06 мм на длинном пролёте может привести к заметному изменению угла. Если стол «просел» от многолетней эксплуатации, ваши красивые расчёты тоннажа не удержат угол по всей детали. Повторяемость заднего упора уходит дальше, чем на несколько сотых миллиметра? Линия гиба смещается, эффективное плечо изменяется, и рассчитанное усилие больше не соответствует реальности. Одна неисправная переменная машины аннулирует весь расчёт. |
Вы должны знать свои проверенные тонны на фут при запланированном запасе по безопасности.
Не тонны по футу из таблицы. Не сырые рассчитанные тонны по футу. Проверенные, скорректированные и с учётом запаса.
Вот версия «на салфетке»:
Если ваш штамп рассчитан на 24 тонны на фут, ваш рабочий потолок — около 19. Если ваши расчёты показывают 21, вы не “немного превышаете”. Вы работаете за пределами упругой зоны комфорта инструментальной стали.
Ползун опускается.
Стальу всё равно, что вы были близки.
И вот неочевидная часть, которую нужно помнить: таблица тоннажа опасна не потому, что она неверна. Она опасна, потому что останавливает ваше мышление слишком рано. Она кажется точной, поэтому вы воспринимаете её как спецификацию. На самом деле это вежливая догадка, построенная на предположениях, которые ваш цех нарушает каждый день.
Метод заставляет вас преобразовать эту догадку в проверенную плотность нагрузки в пределах известных ограничений машины, с буфером, который поглощает реальность.
Перед тем как опустится ползун, вы должны знать три вещи наизусть: ваше скорректированное общее количество тонн. Ваши проверенные тонны на фут при 80% или меньше от рейтинга инструмента. Допустимую центральную нагрузку вашей машины для данного пролёта.
Если вы этого не знаете, вы не гнёте металл.
Вы играете в азартную игру с закалённой сталью и рамой, которая помнит каждую ошибку.


















