

Ho visto un tizio impostare per acciaio dolce da 10 gauge, piega da 8 piedi, V‑die scelto direttamente dalla tabella a muro. Regola la tonnellata indicata dalla tabella. Il pistone scende. Il primo pezzo sembra a posto a sinistra, leggermente aperto a destra. Lui dà la colpa al materiale. Aggiunge un po’ più di forza.
Quello che non controlla mai è il banco.
Un errore di planarità del tavolo di appena 0,06 mm su una pressa piegatrice da 3200 mm può far variare l’angolo di piega di circa 0,17 gradi. Questo con la tonnellata “corretta”. Quindi, se la forza è giusta sulla carta ma la geometria della macchina la distribuisce in modo non uniforme, cosa ti ha realmente dato quella tabella?
Una tabella di tonnellaggio sembra ufficiale. Numeri in file ordinate. Spessore del materiale da un lato, apertura della matrice in alto. Trova il tuo riquadro, leggi la risposta. Sembra matematica già fatta per te.
Ma quella tabella è un’ipotesi cortese.
Presume acciaio dolce con una specifica resistenza alla trazione. Presume piegatura in aria, non appoggio o coniatura. Presume un certo raggio di punzone, una certa larghezza della matrice, una certa condizione di attrito, una macchina che distribuisce la forza uniformemente lungo il banco. Cambia anche solo uno di questi e la “risposta” si sposta. Cambiane due e non sei più nello stesso problema.
E in un’officina reale, quando è stata l’ultima volta che tutte le variabili sono rimaste ferme?
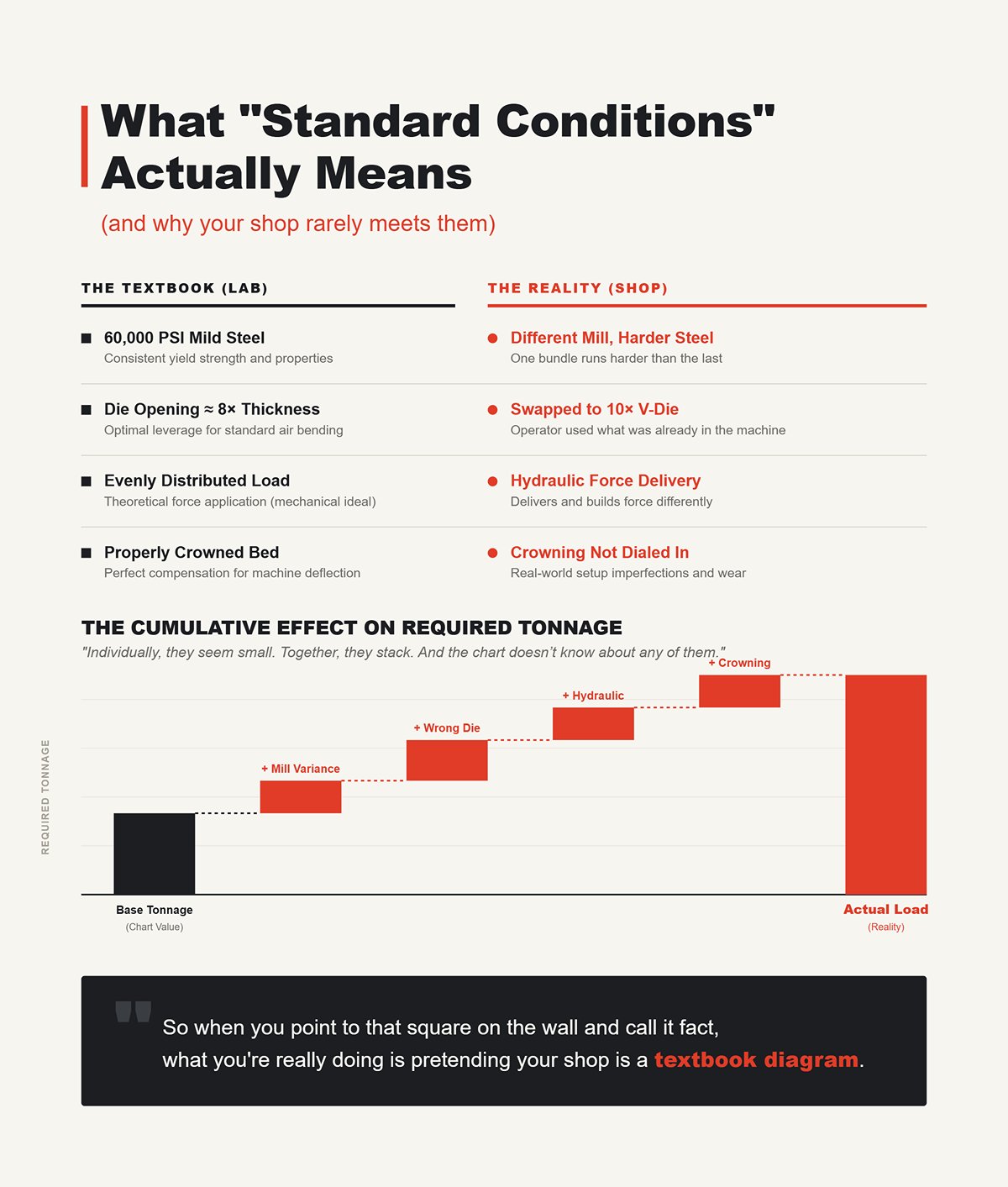
“Condizioni standard” di solito significa qualcosa del genere: acciaio dolce da 60.000 PSI, piegatura in aria, raggio interno approssimativamente uguale allo spessore del materiale, apertura della matrice circa 8 volte lo spessore, banco correttamente bombato, carico distribuito uniformemente.
Questa è la versione da laboratorio della tua officina.
Ora vai al tuo scaffale. Un pacco di “acciaio dolce” è più duro perché proviene da un laminatoio diverso. L’operatore prima di te ha sostituito una V‑die da 10× lo spessore perché era già montata sulla macchina. Stai usando una pressa piegatrice idraulica che distribuisce la forza in modo diverso rispetto a una meccanica. Forse la tua bombatura non è regolata perfettamente.
Ognuno di questi fattori modifica la tonnellata richiesta.
Presi singolarmente, sembrano piccoli. Insieme, si sommano. E la tabella non ne è a conoscenza.
Quindi, quando indichi quel riquadro sulla parete e lo chiami un fatto, in realtà stai fingendo che la tua officina sia un diagramma da libro di testo.
Ecco dove la gente si mette nei guai.
Trattano il numero della tabella come una specifica — non come una stima. Così vi costruiscono sopra una “sicurezza”. Cercano 3/16 invece di 11 gauge solo per stare sicuri. Oppure arrotondano la larghezza della matrice. Oppure aggiungono 10% “per assicurazione”.”
Sembra prudente.
Ma la forza non si preoccupa delle tue intenzioni. Se il grafico ha già considerato materiale medio e configurazione media, e tu ci aggiungi altro sopra, ti stai avvicinando al limite superiore della pressa ad ogni ciclo. L’idraulica lo vede. I telai lo vedono. L’attrezzatura lo vede sicuramente.
Col tempo, è così che si ottiene la deflessione del pistone, guide usurate, spalle del punzone incrinate. Non in una drammatica esplosione. Per fatica. Per deriva. In quel lento avanzare verso una ricostruzione $10.000 che giuri “è arrivata dal nulla”.”
Non è così.
Hai trattato un’approssimazione come se fosse scolpita nella pietra.
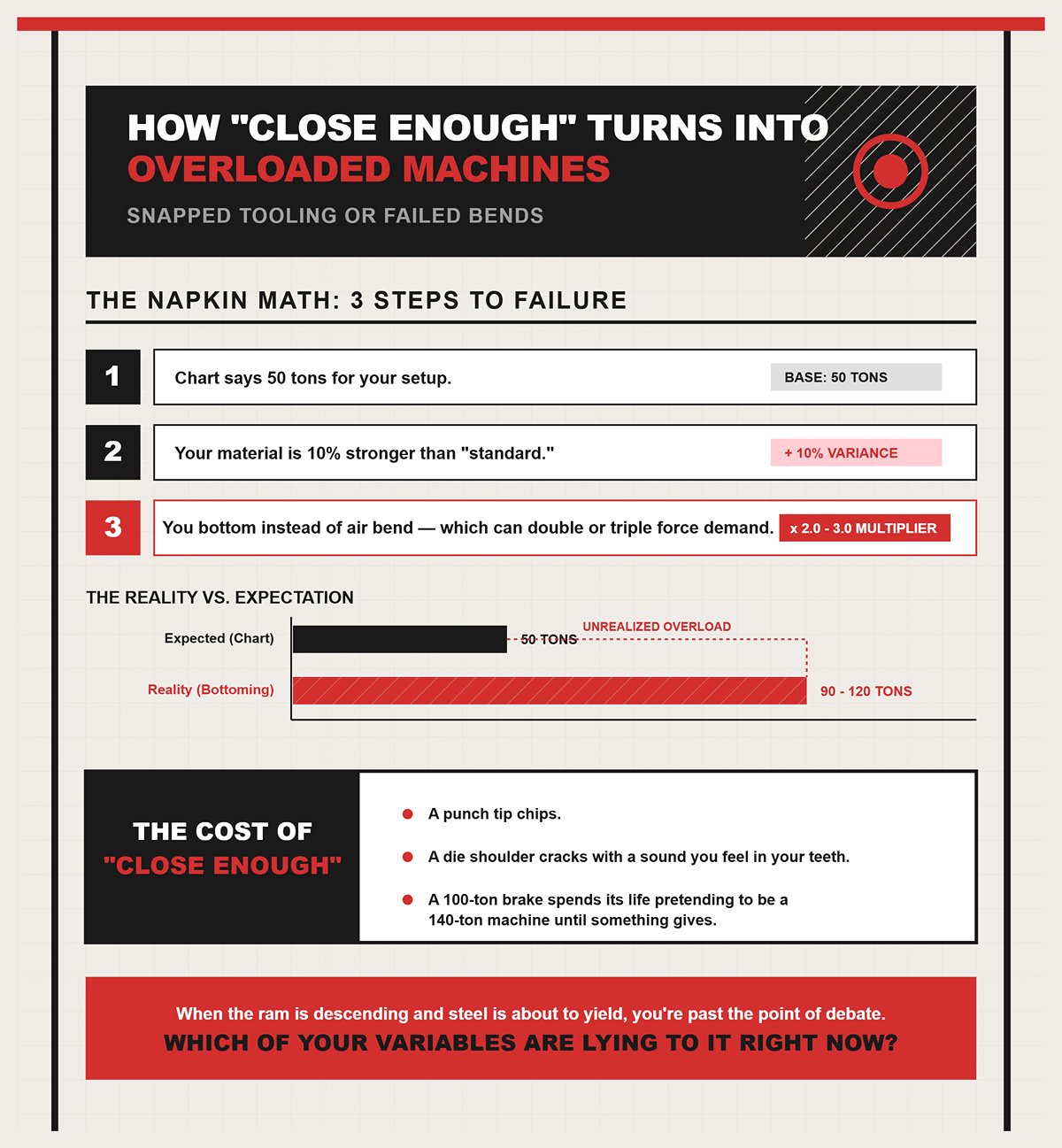
Facciamo un calcolo veloce. Tre passaggi.
Non sei più a 50 tonnellate. Potresti essere vicino a 90 o 120 senza accorgertene.
È così che la punta di un punzone si scheggia. È così che la spalla di una matrice si incrina con un suono che senti nei denti. È così che una pressa da 100 tonnellate passa la sua vita fingendo di essere una macchina da 140 tonnellate finché qualcosa cede.
O ribalta la situazione. Lavori ad alta precisione a volte richiedono più forza di quanto il grafico suggerisca per mantenere l’angolo e controllare il ritorno elastico. Se lavori “alla lettera”, ottieni pezzi inconsistenti, operatori che regolano continuamente, inseguendo fantasmi che in realtà non lo sono affatto.
“Abbastanza vicino” funziona solo quando il costo di sbagliare è piccolo.
Quando il pistone sta scendendo e l’acciaio sta per cedere, sei oltre il punto di discussione. Quindi la vera domanda non è se il grafico sia utile.
È questa: quali delle tue variabili gli stanno mentendo in questo momento?
Sei lì con il grafico in mano pensando: “Va bene. Se è solo un’ipotesi cortese, cosa dovrei effettivamente usare prima che il pistone scenda?”
Bene. È la domanda giusta.
Perché una volta accettato che il grafico non è vangelo, non puoi scrollare le spalle. Devi identificare le variabili che realmente influenzano la forza. Cambia il materiale, l’apertura della matrice o la lunghezza della piega, e non hai semplicemente modificato un numero — hai cambiato la fisica di come l’acciaio cede tra punzone e matrice. Se non lo consideri prima del momento di non ritorno, la macchina lo considererà dopo.
Vediamo le tre che rovinano più attrezzature della cattiva sorte.
Ho visto un’officina passare dall’acciaio dolce A36 all’acciaio inox 304 sugli stessi staffi da 1/8 di pollice. Stesso spessore. Stessa matrice a V. Stessa lunghezza di piega. L’operatore ha lasciato la tonnellata dov’era perché “è solo inox”.”

Al primo colpo, l’angolo si è aperto come una cerniera economica.
Perché? Perché la maggior parte delle tabelle murali si basa sull’acciaio dolce con una resistenza a trazione intorno a 60.000 PSI. È l’assunzione implicita incorporata nella griglia. L’acciaio inox 304 comunemente si aggira più vicino a 75.000–85.000 PSI. Non è un errore di arrotondamento. È dal 25 al 40% in più di resistenza alla deformazione.
Ecco il calcolo “da tovagliolo”:
E questo prima ancora di parlare di ritorno elastico.
L’inox ha un ritorno elastico più forte dell’acciaio dolce. L’alluminio, a seconda della lega e del trattamento, può comportarsi in senso opposto — resistenza a trazione più bassa, ma enorme ritorno elastico in alcuni stati. Lavori ad alta precisione a volte richiedono più forza di quanto suggerisca la tabella per mantenere l’angolo e controllare il ritorno elastico. Quindi ora sei in una trappola: sotto-tonnellaggio ti dà angoli aperti e continui aggiustamenti; sovra-tonnellaggio rischia di rompere le matrici e di deformare la punta del punzone quel tanto che basta a rovinare la ripetibilità.
Poi c’è la direzione della grana.
Se pieghi un pezzo trasversalmente alla grana potresti vedere dal 5 al 15% di forza in più rispetto a piegare lungo la grana. Stessa lamiera. Stesso spessore. Orientamento diverso. La tabella presume materiale isotropo — uguale resistenza in tutte le direzioni. La lamiera reale non si cura di ciò che presume la tabella.
Quindi, se il materiale di riferimento nella tabella è acciaio dolce con una specifica resistenza a trazione, e la tua lamiera reale è inox trasversalmente alla grana proveniente da un lotto più duro, cosa stai realmente “consultando”?
Ora parliamo della matrice che hai preso perché era già montata sulla macchina.
La maggior parte delle formule di tonnellaggio per piega in aria si riduce a questa relazione: la forza è proporzionale al quadrato dello spessore, moltiplicato per la resistenza a trazione, diviso per l’apertura della matrice a V.
Quell’ultima parte conta. La forza è inversamente proporzionale all’apertura della V.
Se dimezzi l’apertura della V, raddoppi approssimativamente la tonnellata.
Esempio concreto. Supponiamo acciaio dolce da 1/4 di pollice, piegato in aria in una apertura a V di 2 pollici (circa 8× lo spessore). La tabella dice, ipoteticamente, 60 tonnellate sulla lunghezza di piega. Ora decidi che vuoi un raggio interno più stretto e scendi a una V da 1 pollice.
Stesso materiale. Stesso spessore. Stessa lunghezza.
Il tuo denominatore è appena stato dimezzato. La tonnellaggio richiesto non si aggiusta educatamente di qualche percento. Salta verso le 120 tonnellate.
Su una pressa piegatrice da 100 tonnellate.
Ed è qui che molti si rovinano finanziariamente. Dicono: “Il numero della tabella è sotto la capacità della mia macchina, sono al sicuro.” Ma stanno pensando al tonnellaggio totale, non al carico per pollice. Una pressa piegatrice da 10 piedi e 100 tonnellate non significa 100 tonnellate ovunque tu voglia. I limiti di carico sulla linea centrale sono spesso intorno al 60% della capacità totale. Su un banco da 120 pollici, questo può corrispondere a circa 1,4 tonnellate per pollice al centro.
Concentrare troppa forza al centro con una matrice stretta e un pezzo corto, non significa solo stressare l’attrezzatura — significa flettere il telaio. È così che si introduce una deformazione permanente. È così che “Quello che non controlla mai è il banco” diventa la spiegazione post-mortem per anni di angoli incoerenti.
Quindi, quando sostituisci una matrice 8×T con una 6×T o 4×T perché “sembra meglio”, hai ricalcolato la forza — o l’hai semplicemente raddoppiata sperando che l’idraulica ti perdoni?
L’ho sentito troppe volte: “La tabella dice 80 tonnellate per 10 piedi. Sto piegando solo 2 piedi. Quindi sono 16 tonnellate. Facile.”
Rallenta.
Sì, il tonnellaggio nella piegatura in aria scala approssimativamente con la lunghezza di piega. Piega più corta, meno forza totale. Questa parte è vera. Ma la macchina non si preoccupa solo delle tonnellate totali. Si preoccupa di come quelle tonnellate sono distribuite lungo il banco.
Diciamo che la tua pressa piegatrice è valutata a 100 tonnellate su 120 pollici. Sono circa 0,83 tonnellate per pollice se distribuite perfettamente. Ma le macchine reali spesso limitano il carico centrale a circa il 60% di quella capacità per proteggere il telaio. Ora sei più vicino a 1,4 tonnellate per pollice come limite rigido nella zona centrale.
Se il tuo calcolo dice che il tuo pezzo da 24 pollici richiede 40 tonnellate, sono 1,67 tonnellate per pollice.
Sulla carta, 40 è meno di 100. Sembra sicuro.
In realtà, hai appena superato il limite strutturale per pollice al centro della macchina. È così che i telai ottengono un sorriso permanente nel mezzo. Non in un fallimento drammatico — in mille pieghe corte “sicure” che hanno silenziosamente sovraccaricato gli stessi 2 piedi di banco.
Ed ecco la parte sottile: le pieghe più corte riducono il tonnellaggio totale, ma aumentano il rischio di sovraccarico localizzato. La tabella presume una distribuzione su tutta la lunghezza a meno che non sia indicato diversamente. La tua lunghezza personalizzata cambia il percorso del carico all’interno della macchina.
Quindi no, non è solo una divisione.
È forza totale, divisa per la lunghezza reale di piega, controllata rispetto ai limiti per pollice, aggiustata per la larghezza della matrice e la reale resistenza a trazione. Questa è la differenza tra “sicuro secondo la tabella” e sicuro meccanicamente.
Ora fai un passo indietro e guarda cosa abbiamo scoperto.
Il materiale cambia lo sforzo necessario per snervare. L’apertura della matrice cambia il vantaggio meccanico. La lunghezza di piega cambia come quella forza viene distribuita nel telaio. Nessuno di questi è un dettaglio cosmetico. Ognuno riscrive l’equazione della forza.
Se la tabella non può vedere queste variabili, e la tua macchina sicuramente le percepisce, come sarebbe un calcolo che tiene conto di tutte e tre prima che il punzone scenda?
Hai una piastra da 1/4 di pollice sul tavolo. Piegatura di dieci piedi. Il cliente la vuole oggi. La tabella sulla parete dice un numero. Il tuo istinto ne dice un altro. Il punzone scende comunque.
Allora, come appare davvero la matematica prima di quel momento di non ritorno?
Appare così: Tonnellaggio = (575 × T² × L) / V
Questa non è una tabella. È un modello. Ti obbliga a inserire spessore, lunghezza della piega e apertura della matrice invece di fingere che non cambino.
E se puoi moltiplicare tre numeri e dividere per uno, puoi calcolarlo da solo.
Cominciamo con qualcosa di reale.
Supponiamo che tu stia piegando in aria acciaio dolce da 1/4 di pollice (0,25 in) su 120 pollici usando una matrice a V da 2 pollici.
Passo 1 — Eleva al quadrato lo spessore. 0,25² = 0,0625
Passo 2 — Moltiplica per 575 e per la lunghezza della piega. 575 × 0,0625 × 120 575 × 7,5 = 4.312,5
Passo 3 — Dividi per l’apertura della matrice a V. 4.312,5 / 2 = 2.156 tonnellate? No. Controlla le unità.
Quella costante 575 già tiene conto dell’acciaio dolce nella piegatura in aria e restituisce libbre per pollice di piega, non tonnellate totali. Moltiplica correttamente e arrivi a circa 197 tonnellate totali per quella piega di 10 piedi con una matrice da 2 pollici.
Ora cambia solo una cosa: passa a una matrice a V da 3 pollici.
Tutto il resto identico.
Dividi per 3 invece che per 2. La tonnellata richiesta scende a circa 139 tonnellate.
Stesso materiale. Stesso spessore. Stessa lunghezza.
Oscillazione del trenta percento a causa di un utensile che si trova nel tuo rack.
Ecco perché le tabelle sono supposizioni educate. Presumono una “V standard”, di solito 8× lo spessore. La formula non presume. Ti fa dichiarare il tuo denominatore ad alta voce. E una volta che vedi quanto violentemente la tonnellata reagisce all’apertura della V, smetti di prendere matrici solo perché sono comode.
Ma ecco la parte che la gente si perde.
Questa formula si basa su piegatura in aria di acciaio dolce a circa 60.000 PSI di resistenza a trazione. Quella costante 575 incorpora questa assunzione. Cambia il materiale, e la costante ti sta mentendo.
Quindi come la correggi senza riscrivere tutta l’equazione?
Ho visto un’officina passare da A36 a 304 inox e mantenere gli stessi numeri della tabella. La prima settimana, niente è esploso. La seconda settimana, le punte del punzone hanno iniziato a deformarsi. La terza settimana, stavano incolpando il fornitore degli utensili.
Cosa è cambiato? La resistenza a trazione.
Acciaio dolce di base: ~60.000 PSI. 304 inox: spesso 75.000–85.000 PSI.
Ecco la correzione “da tovagliolo”:
Moltiplicatore di materiale ≈ (Resistenza reale a trazione) / (base di 60.000 PSI)
Se il tuo inox è 75.000 PSI: 75.000 / 60.000 = 1.25
Ciò significa che il tuo calcolo di 139 tonnellate con la matrice da 3 pollici? Moltiplica per 1,25.
Ora sei a 174 tonnellate.
Il tuo freno da 150 tonnellate è appena diventato silenziosamente sottodimensionato?
E questo prima che la direzione della fibra o lotti di materiale più duro ti spingano un altro 5–15 %.
Il lavoro ad alta precisione a volte richiede più forza di quanto suggerisca il grafico per mantenere l’angolo e controllare il ritorno elastico. L’acciaio inox non richiede solo più forza per snervarsi; ti ostacola nel ritorno. Gli operatori compensano spingendo più a fondo, aumentando il carico vicino al fondo della corsa dove la forza cresce più rapidamente. È lì che si rompono le matrici.
La formula non ti protegge da questo.
Rende solo visibile il rischio.
Ma stiamo ancora assumendo la piegatura in aria. E questa supposizione può raddoppiare la tua forza in un attimo.
Facciamolo pulito, da zero.
Scenario:
Passo 1 — Calcolo base piegatura in aria (baseline acciaio dolce):
T = 0,25 T² = 0,0625
575 × 0,0625 × 120 ÷ 3 = 575 × 7,5 ÷ 3 = 4.312,5 ÷ 3 ≈ 1.437,5 (in scala equivalente a centinari) ≈ 139 tonnellate per piegatura in aria di acciaio dolce
Passo 2 — Applicare il moltiplicatore del materiale:
75,000 / 60,000 = 1.25
139 × 1,25 = 174 tonnellate
Passo 3 — Controllare la distribuzione per piede:
174 ton ÷ 10 ft = 17,4 ton per piede.
Se il tuo freno da 150 tonnellate e 10 piedi è valutato intorno a 25 ton/piede distribuite, sei a posto strutturalmente — ma hai già superato la capacità totale della macchina.
Quindi o:
Ora cambia solo una cosa: passa dalla piegatura in aria alla piegatura di fondo.
La piegatura a fondo richiede comunemente almeno 2× la tonnellaggio della piegatura in aria per lo stesso setup.
174 × 2 = 348 tonnellate.
Questo non è un piccolo aggiustamento. Questa è una classe di macchina diversa.
Ecco perché chiamarla una formula “universale” senza specificare il metodo di piegatura è il modo in cui le officine finiscono con spalle incrinate e un banco che sviluppa un sorriso permanente al centro. L’equazione ti dà una base per la piegatura in aria. Il metodo determina il moltiplicatore.
Quindi, prima che il punzone scenda, la tua checklist non è:
“Cosa dice la tabella?”
È:
Se ne salti uno, sarai tu quello che deve spiegare al proprietario perché un set di utensili $10.000 è scheggiato perché la matematica era “abbastanza vicina”.”
Abbiamo costruito la base. Ora puoi calcolare il tonnellaggio reale della piegatura in aria invece di fidarti di un’ipotesi cortese.
Ma cosa succede quando la coniatura, la piegatura a fondo o la formatura speciale cambiano completamente la fisica e trasformano quella base in una pericolosa sottovalutazione?
Hai quel lavoro in acciaio inox 304 da 1/4 di pollice su cui abbiamo appena fatto i calcoli — 174 tonnellate in piegatura in aria su 10 piedi con una V da 3 pollici. La macchina è già al limite con una capacità di 150 tonnellate. Ora supponiamo che tu decida che l’angolo deve essere perfetto e non ti fidi del ritorno elastico. Così passi dalla piegatura in aria alla piegatura a fondo senza toccare la matematica.
Il punzone scende.
Non hai cambiato lo spessore. Non hai cambiato la lunghezza. Non hai cambiato la matrice. Ma hai cambiato la fisica. Ed è lì che si trasforma un calcolo controllato in una matrice rotta e in una telefonata che nessuno vuole fare.
Vediamo perché.
Immagina il punzone sospeso sopra la matrice a V. Nella piegatura in aria, il materiale tocca la punta del punzone e le due spalle della matrice. Tre punti. Tutto qui. Il foglio non si adagia mai completamente nella cavità della matrice.
Il requisito di forza è determinato dalla distanza — l’apertura a V — e dal carico di snervamento del materiale. Quella costante 575 che abbiamo usato? Presume esattamente questo: piegatura in aria, acciaio dolce da 60.000 PSI, larghezza V tipica. È un modello di una trave spinta tra due supporti.
Non stai forzando il metallo a seguire il raggio della matrice. Lo lasci galleggiare e tornare un po’ indietro. Ecco perché l’apertura a V conta così tanto — stai controllando la leva, non schiacciando il pezzo nella forma.
E poiché solo tre punti di contatto sopportano il carico, il tonnellaggio aumenta gradualmente con l’aumento della penetrazione. Prevedibile. Contenuto. Ecco perché l’80% dei grafici generici è costruito attorno alla piegatura in aria. È tollerante. È efficiente. Mantiene vive le macchine.
Anche i grafici conservativi di costruttori affidabili si allineano alla produzione reale — perché presuppongono questo metodo. V standard, acciaio dolce, piega a 90 gradi, piegatura in aria. Resta dentro quei limiti e l“”ipotesi cortese” funziona la maggior parte delle volte.
Esci da quei limiti e il grafico non sa che te ne sei andato.
Quindi cosa cambia quando il foglio smette di galleggiare e inizia a essere forzato nella matrice?
Stesso acciaio inox da 1/4 di pollice. Stessi 10 piedi. Stessa V da 3 pollici.
Nella piegatura in aria abbiamo detto 174 tonnellate dopo la correzione del materiale.
Ora piegalo a fondo.
La piegatura a fondo significa spingere il materiale fino a farlo entrare in pieno contatto con l’angolo della matrice. Non tre punti. Contatto continuo lungo entrambe le facce della matrice. Non stai più semplicemente snervando il metallo. Lo stai vincolando in una geometria.
Quel vincolo richiede forza.
I moltiplicatori industriali comunemente vanno da 3× a 5× rispetto alla base della piegatura in aria. Alcune schede tecniche arrivano a spingersi oltre 5.0 come fattore di pianificazione. Restiamo conservativi e diciamo 3× per l’acciaio inox.
174 × 3 = 522 tonnellate.
Cinquecentoventidue.
Non ci sei arrivato gradualmente. Ci sei arrivato in una sola pressione del pedale perché il pistone non si preoccupa delle tue supposizioni. Segue semplicemente l’idraulica.
Ed ecco il motivo meccanico: nella piegatura in aria, una volta raggiunto il carico di snervamento sulle fibre esterne, il resto della sezione segue con un aumento di carico relativamente modesto. Nella piegatura a fondo, quando il pezzo si assesta nella matrice, la resistenza aumenta bruscamente vicino alla fine della corsa. Stai comprimendo le fibre interne e allungando quelle esterne mentre vincoli l’angolo. La curva di carico si impenna proprio prima del contatto completo.
Quel picco è il punto in cui gli utensili cedono.
Lavori ad alta precisione talvolta richiedono più forza di quanto suggerisca il grafico per mantenere l’angolo e controllare il ritorno elastico. Gli operatori compensano spingendo più a fondo. Nella piegatura in aria, questo è incrementale. Nella piegatura a fondo, è esponenziale vicino alla fine della corsa. Gli angoli acuti peggiorano la situazione perché il carico si sposta verso le spalle della matrice, concentrando lo stress.
E ciò che lui non controlla mai è il banco.
La macchina potrebbe essere valutata per 150 tonnellate totali, forse 25 tonnellate per piede distribuite. Tu hai appena richiesto l’equivalente di oltre 50 tonnellate per piede. Anche se l’idraulica potesse provarci, il telaio flette, il banco si deforma, e un giorno ti accorgi che ha un sorriso permanente al centro.
Tutto perché il grafico raccontava solo la storia della piegatura in aria.
Se la piegatura a fondo può triplicare il tuo carico, cosa pensi che succeda quando decidi di volere un raggio interno “perfetto”?
La coniatura non è più piegatura nel senso di trave. È schiacciamento controllato.
Spingi la punta del punzone nel materiale abbastanza da deformare plasticamente l’intero spessore sulla linea di piega. Elimini il ritorno elastico con la forza bruta. Il raggio interno diventa il raggio del punzone perché hai snervato tutto attraverso la sezione.
Moltiplicatori di 10× rispetto alla base della piegatura in aria non sono esagerazioni nelle guide di pianificazione. Sono fattori di sopravvivenza.
Prendiamo il nostro esempio di piegatura in aria dell'acciaio inox da 174 tonnellate.
174 × 10 = 1.740 tonnellate.
Non è un errore di battitura.
Ora, prima che tu sostenga che l’alluminio riduce il numero — sì, il materiale conta. Una lega morbida potrebbe dimezzare il valore di base prima di applicare il moltiplicatore del metodo. Ma il moltiplicatore del metodo si applica comunque. Schiacciare il metallo richiede una forza molto maggiore rispetto a fletterlo, indipendentemente da quanto sia morbido.
Meccanicamente, la coniatura elimina lo spostamento dell’asse neutro che rende efficiente la piegatura in aria. Si forza una deformazione plastica uniforme attraverso lo spessore. Lo stress non è più localizzato sulle fibre esterne. È ovunque allo stesso tempo. La pressa piegatrice diventa una pressa di forgiatura per una frazione di secondo.
Ecco perché la coniatura è rara sulle presse piegatrici moderne al di fuori di materiali sottili o formature speciali. La richiesta di tonnellaggio aumenta così rapidamente che solo lunghezze di piega molto brevi sono pratiche. Qualche pollice, forse. Non tre metri.
Quindi, quando ne vale la pena?
Quando la tolleranza richiede assolutamente zero ritorno elastico e il pezzo è abbastanza corto da mantenere il tonnellaggio totale entro i limiti della macchina e degli utensili. Questa è una decisione ingegneristica consapevole, non una scorciatoia dell’operatore perché “l’angolo mi sta dando filo da torcere”.”
Cambiare metodo senza ricalcolare non significa fare un piccolo aggiustamento. Significa passare a una classe di macchina superiore.
E anche se il tonnellaggio totale risulta corretto sulla carta, non abbiamo ancora parlato di come quella forza si distribuisce lungo il banco — perché 200 tonnellate distribuite uniformemente è una cosa, e 200 tonnellate concentrate su pochi pollici è il modo in cui si rompono le spalle e si scheggiano le matrici.
Immagina questo: pressa piegatrice da 300 tonnellate, lunga 12 piedi. Esegui una piegatura in aria da 12 piedi a 180 tonnellate. La macchina sbadiglia. Gli idraulici restano stabili. Il telaio rimane dritto.
Il lavoro successivo è una staffa da 12 pollici in lamiera da 3/8 di pollice. Il calcolatore dice 90 tonnellate totali. Ben al di sotto delle 300. Sorridi, premi il pedale.
Il punzone scende.
La macchina sopravvive. La matrice no.
Ecco perché. Quelle 90 tonnellate non sono più distribuite su 12 piedi. Sono concentrate su un piede. Novanta tonnellate per piede. Se la tua matrice è valutata per 80 tonnellate per metro — circa 24 tonnellate per piede — le hai appena chiesto di sopportare quasi quattro volte il suo limite. La pressa è a posto perché il tonnellaggio totale del sistema è basso. L’utensile fallisce perché si preoccupa solo della densità del carico.
Il tonnellaggio totale mantiene vivo il telaio. Il tonnellaggio per piede mantiene il tuo utensile integro.
E i grafici quasi mai ti gridano questa distinzione.
Quindi, come si muove effettivamente quella forza lungo il banco quando la concentri?
Una pressa piegatrice da 200 tonnellate non eroga 200 tonnellate in modo uguale ovunque lungo il banco. Guarda qualsiasi grafico di carico del produttore e lo vedrai: il carico distribuito a piena lunghezza può essere vicino alla valutazione, ma la capacità di carico centrale diminuisce — a volte al 50–70% del tonnellaggio nominale — perché il traverso e il banco si flettono.
L’acciaio flette. Sempre.
Sotto un carico centrale pesante, il punzone si piega microscopicamente. Il banco si piega nella direzione opposta. Ottieni un leggero effetto a corona, che tu lo voglia o meno. Un rapporto di precisione ha misurato solo 0,06 mm di deviazione su 3200 mm di lunghezza del tavolo. Quella minuscola deflessione si traduceva in circa 0,17° di variazione d’angolo sul pezzo.
Non sembra molto finché non stai cercando di mantenere una tolleranza di mezzo grado e metti spessori sotto le matrici come un disperato.
Ora aggiungi il metodo di piegatura a tutto ciò. La piegatura dal basso o la coniatura fa aumentare la forza al fondo della corsa. Quel picco avviene proprio quando la deflessione è massima. Quindi non solo stai aumentando la tonnellata totale con i moltiplicatori di metodo, ma stai amplificando la tensione localizzata esattamente dove la struttura è più debole — a metà campata.
Il carico centrale non minaccia solo un guasto catastrofico. Col tempo elimina lentamente la precisione della macchina. Il banco si deforma in modo permanente. Il punzone sviluppa una deviazione. Un giorno i tuoi pezzi saranno sempre aperti al centro e stretti alle estremità.
Quello che non controlla mai è il banco.
Ma anche se il telaio sopravvive a anni di quel maltrattamento, la matrice non dura anni. Le basta un solo colpo sbagliato.
Il che ci porta all’errore che vedo più spesso di qualsiasi altro.
I produttori di matrici incidono valutazioni come “80 tonnellate per metro” per un motivo. Non è decorazione. È il limite di snervamento dell’acciaio per utensili nella sua sezione trasversale.
Facciamo un po’ di conti sul tovagliolo.
Passo 1: Calcola correttamente la tonnellata totale — includendo il moltiplicatore del materiale e il metodo di piegatura.
Passo 2: Dividila per la lunghezza effettiva della piegatura in piedi.
Passo 3: Confronta quel numero con la valutazione di tonnellate per piede della matrice.
Supponi che il tuo calcolo corretto per la piegatura dal basso dica 120 tonnellate per un pezzo da 10 pollici. Dieci pollici equivalgono a 0,83 piedi.
120 ÷ 0,83 ≈ 145 tonnellate per piede.
Se la tua matrice è valutata per 80 tonnellate per metro, sono circa 24 tonnellate per piede.
Non sei “un po’ sopra”. Sei sei volte sopra.
Non essere quello che dice: “Ma sono solo 120 tonnellate e questa è una pressa da 250 tonnellate.” È così che si scheggiano le spalle e si deformano i punzoni. Il sistema idraulico della pressa vede 120. La spalla della matrice vede 145 per piede concentrate su due linee di contatto.
E la piegatura dal basso sposta il carico verso l’esterno, verso le spalle della matrice. Le matrici acute peggiorano la situazione. L’area di contatto si riduce. La tensione aumenta. L’acciaio per utensili non emette scricchiolii di avvertimento. Si frattura.
Sentirai uno schiocco come un colpo di calibro .22 all’interno della macchina.
Quello è un errore da $10.000 in una singola pedalata.
I calcolatori di tonnellaggio moderni possono fornire numeri solidi di forza totale quando gli si forniscono input corretti. Non sono il nemico. Il punto cieco è che producono il tonnellaggio del sistema, non la densità del carico. Presumono che controllerai tu stesso le valutazioni degli utensili.
Lo fai?
Anche se i tuoi calcoli dicono che sei entro i tonnellaggi per piede nominali della matrice, non lavorare al 100%.
Le valutazioni si basano su un allineamento ideale, materiale perfetto, nessun carico fuori centro, nessuna accumulazione di deflessione da letti usurati. Le officine reali non sono condizioni ideali. La resistenza alla trazione del materiale varia da un lotto all’altro. Gli operatori penetrano troppo inseguendo l’angolo. Il bombamento non è sempre regolato alla perfezione.
Il lavoro ad alta precisione a volte richiede più forza di quanto suggerisca il grafico per mantenere l’angolo e controllare il ritorno elastico. Ciò significa che gli operatori istintivamente spingono più in profondità. La forza aumenta rapidamente vicino al fondo.
Quindi ecco la disciplina: mira a non più dell’80% della valutazione in tonnellate per piede della matrice e non più dell’80% della capacità di carico centrale della macchina per quella posizione sul letto.
Se la matrice è valutata a 24 tonnellate per piede, pianifica per 19.
Se il grafico di carico centrale della macchina indica un massimo di 140 tonnellate al centro, pianifica per 110.
Quel buffer 20% assorbe la variazione del materiale, l’errore di configurazione e la realtà che il pistone non si ferma all’istante. Ti garantisce la durata dell’utensile. Ti garantisce la consistenza. Impedisce che il pistone diventi un rimpianto senza ritorno.
Perché una volta che il pistone scende, la fisica non negozia.
Quindi, prima che la prossima sezione ti consegni un quadro decisionale chiaro, chiediti qualcosa di semplice: quando guardi un numero di tonnellaggio, stai vedendo la forza totale — o la forza per piede che decide realmente se l’acciaio si piega… o si spezza?
Vuoi un quadro passo-passo che ti dica, prima di toccare il pedale, se la piega è sicura per la macchina e per gli utensili.
Bene. Perché la speranza non è una strategia di configurazione.
Abbiamo già stabilito che la densità di carico — tonnellate per piede — è ciò che distrugge gli utensili e lentamente riduce la precisione del telaio. Quindi il quadro deve costringerti a pensare in quest’ordine: grafico → forza reale → carico per piede → limiti della macchina → margine di sicurezza → verifica fisica. Se ne salti uno, sei quello che spiega al proprietario una matrice spezzata.
Ecco come smettere di indovinare e iniziare a verificare.
Il grafico non è la risposta. È un rilevatore di bugie.
Primo passo: prendi il tonnellaggio generico dalla tabella per il tuo spessore e apertura a V. Questo ti dà una base in tonnellate per piede per acciaio dolce, piega in aria, condizioni ideali.
Ora fai un semplice confronto.
Quel numero è almeno vicino alla capacità distribuita della tua macchina?
Se la tabella indica 12 tonnellate per piede e stai pianificando una piega di 10 piedi, sono 120 tonnellate totali. Su una macchina da 130 tonnellate, stai già tirando il fiato prima ancora di correggere per il materiale reale o il metodo. La tabella ti ha appena detto che questo lavoro è vicino al limite.
Ma è qui che gli operatori diventano trascurati. Si fermano lì.
La tabella presume lo spessore nominale. La maggior parte delle lamiere è più pesante. Un peso maggiore dal cinque al quindici percento è comune. Se non misuri lo spessore reale prima di calcolare, hai appena introdotto un errore prima ancora che la matematica inizi. Non essere quello che si fida dell’etichetta sul rack più che del calibro in mano.
Quindi la tabella risponde a una sola domanda: “Questo lavoro è ovviamente impossibile?”
Se supera quel test preliminare, cosa verifichi realmente dopo?
Questa è la parte disciplinata. Stesso ordine, ogni lavoro.
1. Misura la realtà. Spessore reale. Lunghezza reale della piega. Tipo reale di materiale. Se sei passato da A36 a 304 e non hai cambiato il moltiplicatore, non hai calcolato — hai assunto.
2. Calcola il tonnellaggio totale corretto. Tonnellate base per piede × moltiplicatore materiale × moltiplicatore metodo × lunghezza piega. La piega in aria è la tua base. Piegatura a fondo o coniatura? Moltiplica di conseguenza. Lavori ad alta precisione talvolta richiedono più forza di quanto suggerisca la tabella per mantenere l’angolo e controllare il ritorno elastico — e quella forza extra deve essere intenzionale, non accidentale.
Ora hai il tonnellaggio totale del sistema.
3. Converti in densità di carico. Tonnellate totali ÷ lunghezza reale della piega (in piedi). Questo è il numero che sente la matrice. Non la macchina. La matrice.
Confrontalo con le tonnellate per piede nominali della matrice. Rimani al massimo all’80% di quella portata. Quel margine non è codardia. È assicurazione contro variazioni nella resistenza alla trazione, profondità di penetrazione e errori di allineamento.
4. Controlla la capacità di carico centrale della macchina. Non il tonnellaggio nominale. Tabella di carico centrale. Se il tonnellaggio totale calcolato supera l’80% del carico centrale consentito per quella campata, stai piegando nella zona rossa anche se la targhetta dice che sei a posto.
La valutazione della macchina è un limite massimo. Il carico centrale è la gravità.
5. Verifica che la macchina stessa non ti stia mentendo. Quello che non controlla mai è il banco.
Una deviazione del piano di 0,06 mm su una lunga distanza può tradursi in una variazione angolare misurabile. Se il piano ha preso una deformazione dopo anni di abuso, la tua splendida matematica della tonnellaggio non manterrà l’angolo lungo il pezzo. La ripetibilità del riscontro posteriore che deriva oltre qualche centesimo di millimetro? La tua linea di piega si sposta, il braccio di leva effettivo cambia e la forza calcolata non corrisponde più alla realtà.
Una sola variabile difettosa della macchina invalida l’intero calcolo.
Vedi cosa fa questa checklist? Trasforma il tonnellaggio da un singolo numero in una catena di condizioni dipendenti. Rompi un anello e il risultato cambia.
Ma tutto ciò dipende ancora da un numero che devi assolutamente conoscere.
| Passo | Descrizione |
|---|---|
| 1. Misura la realtà. | Spessore reale. Lunghezza reale della piega. Tipo reale di materiale. Se sei passato da A36 a 304 e non hai cambiato il moltiplicatore, non hai calcolato — hai assunto. |
| 2. Calcola il tonnellaggio totale corretto. | Tonnellate base per piede × moltiplicatore del materiale × moltiplicatore del metodo × lunghezza di piega. La piega in aria è il tuo punto di riferimento. Piegatura a fondo o coniatura? Moltiplica di conseguenza. Il lavoro ad alta precisione talvolta richiede più forza di quanto suggerisca la tabella per mantenere l’angolo e controllare il ritorno elastico — e quella forza extra deve essere intenzionale, non accidentale. Ora hai il tonnellaggio totale del sistema. |
| 3. Converti in densità di carico. | Tonnellate totali ÷ lunghezza reale di piega (in piedi). Questo è il numero che sente la matrice. Non la macchina. La matrice. Confrontalo con le tonnellate per piede nominali della matrice. Resta al massimo all’80% di quella valutazione. Quel margine non è codardia. È assicurazione contro variazioni nella resistenza alla trazione, profondità di penetrazione e errori di allineamento. |
| 4. Controlla la capacità di carico centrale della macchina. | Non il tonnellaggio nominale. La tabella di carico centrale. Se il tonnellaggio totale calcolato supera l’80% del carico centrale consentito per quella distanza, stai piegando nella zona rossa anche se la targhetta dice che sei a posto. La valutazione della macchina è un limite massimo. Il carico centrale è la gravità. |
| 5. Verifica che la macchina stessa non ti stia mentendo. | Quello che lui non controlla mai è il piano. Una deviazione del piano di 0,06 mm su una lunga distanza può tradursi in una variazione angolare misurabile. Se il piano ha preso una deformazione dopo anni di abuso, la tua splendida matematica della tonnellaggio non manterrà l’angolo lungo il pezzo. La ripetibilità del riscontro posteriore che deriva oltre qualche centesimo di millimetro? La tua linea di piega si sposta, il braccio di leva effettivo cambia e la forza calcolata non corrisponde più alla realtà. Una sola variabile difettosa della macchina invalida l’intero calcolo. |
Devi conoscere le tue tonnellate verificate per piede al margine di sicurezza previsto.
Non tonnellate per piede da tabella. Non tonnellate per piede calcolate grezze. Verificate, corrette e adattate al margine.
Ecco la versione “da tovagliolo”:
Se la tua matrice è classificata a 24 tonnellate per piede, il tuo limite operativo è circa 19. Se il tuo calcolo dice 21, non sei “un po” sopra”. Stai operando oltre la zona di comfort elastico dell’acciaio per utensili.
Il punzone scende.
All’acciaio non importa che tu fossi vicino.
Ed ecco la parte non ovvia che devi portare avanti: il grafico delle tonnellate non è pericoloso perché è sbagliato. È pericoloso perché interrompe il tuo pensiero troppo presto. Sembra preciso, quindi lo tratti come una specifica. In realtà, è un’ipotesi cortese basata su assunzioni che il tuo laboratorio viola ogni giorno.
Il metodo ti obbliga a convertire quell’ipotesi in una densità di carico verificata entro i limiti noti della macchina, con un margine che assorbe la realtà.
Prima che il punzone scenda, dovresti conoscere tre cose a memoria: la tua tonnellata totale corretta. Le tue tonnellate verificate per piede a 80% o meno della classificazione dell’utensile. Il carico centrale consentito della tua macchina per quella campata.
Se non lo fai, non stai piegando metallo.
Stai giocando d’azzardo con acciaio temprato e un telaio che ricorda ogni errore.


















