

Tôi đã xem một người thiết lập cho thép mềm 10‑gauge, uốn dài 8‑foot, chọn V‑die thẳng từ bảng treo tường. Anh ta điều chỉnh lực ép theo đúng số liệu mà bảng đưa ra. Cữ ép hạ xuống. Phần đầu tiên nhìn ổn ở bên trái, hơi mở ở bên phải. Anh ta đổ lỗi cho vật liệu. Thêm một chút lực nữa.
Điều anh ta không bao giờ kiểm tra là mặt bàn.
Sai số độ phẳng bàn chỉ 0,06 mm trên một máy uốn 3200 mm có thể làm lệch góc uốn khoảng 0,17 độ. Đó là khi dùng lực “đúng” theo bảng. Vậy nếu lực trên giấy là đúng nhưng hình học của máy phân bố lực không đều, thì bảng đó thực sự đã cho bạn cái gì?
Một bảng lực ép tạo cảm giác chính thức. Các con số xếp thành hàng gọn gàng. Độ dày vật liệu ở một bên, khẩu độ khuôn ở phía trên. Tìm ô của bạn, đọc câu trả lời. Trông như toán đã được làm sẵn cho bạn.
Nhưng bảng đó chỉ là một dự đoán lịch sự.
Nó giả định thép mềm với độ bền kéo cụ thể. Nó giả định uốn không chạm đáy, không dập xu. Nó giả định bán kính chày nhất định, chiều rộng khuôn nhất định, điều kiện ma sát nhất định, máy phân bố lực đều trên mặt bàn. Thay đổi bất kỳ yếu tố nào và “câu trả lời” sẽ lệch. Thay đổi hai yếu tố và bạn không còn ở cùng một bài toán nữa.
Và trong xưởng thực tế, lần cuối cùng mọi biến số đứng yên là khi nào?
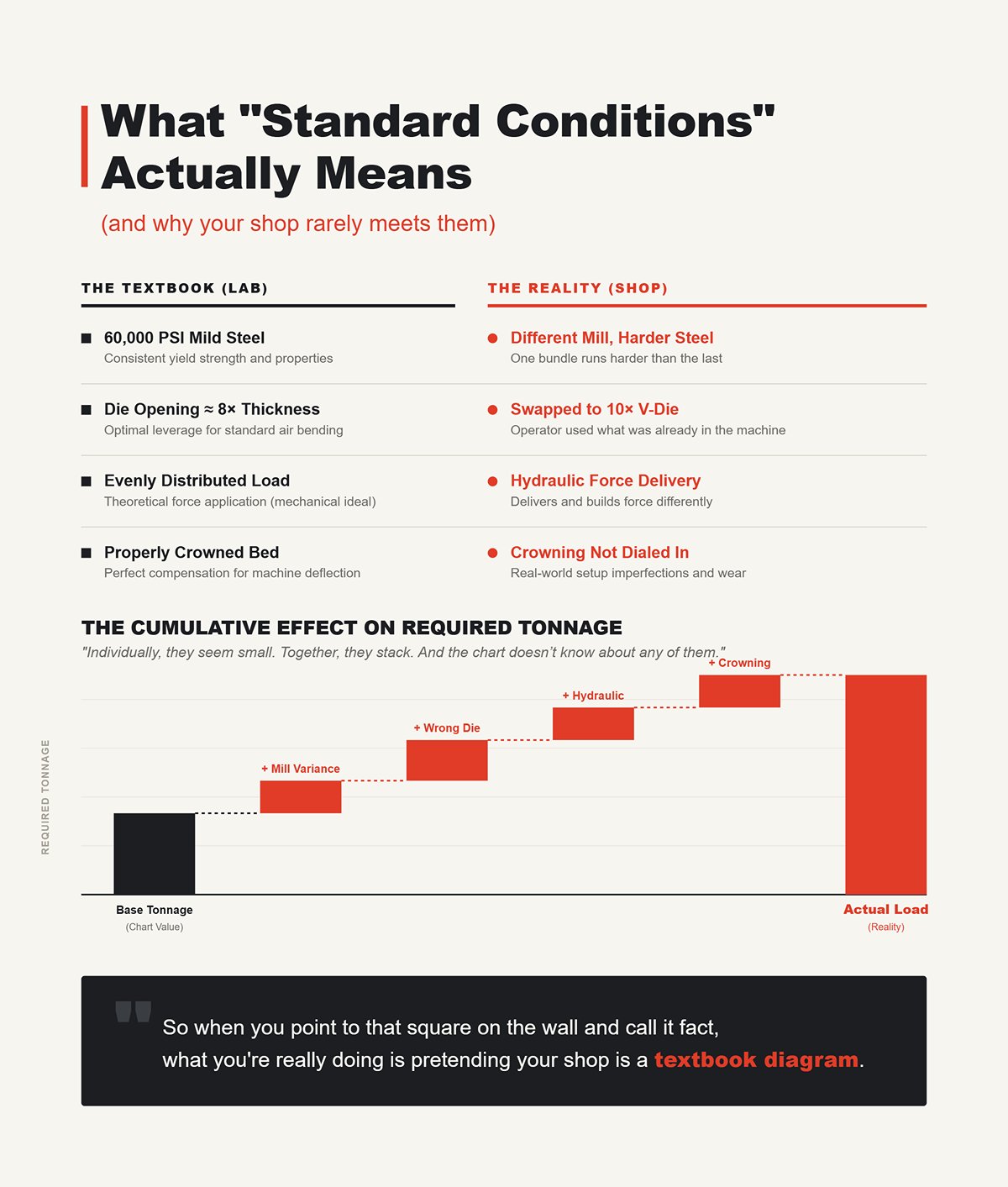
“Điều kiện tiêu chuẩn” thường nghĩa là thế này: thép mềm 60.000 PSI, uốn không chạm đáy, bán kính trong xấp xỉ bằng độ dày vật liệu, khẩu độ khuôn khoảng gấp 8 lần độ dày, mặt bàn được điều chỉnh cong chuẩn, tải phân bố đều.
Đó là phiên bản phòng thí nghiệm của xưởng bạn.
Giờ bước ra giá chứa. Một bó “thép mềm” chạy cứng hơn vì đến từ nhà máy khác. Người vận hành trước bạn đã thay V‑die gấp 10× độ dày vì nó đã có sẵn trên máy. Bạn đang chạy máy uốn thủy lực phân bố lực khác với máy cơ. Có thể mặt bàn của bạn chưa được điều chỉnh cong hoàn hảo.
Mỗi yếu tố đó đều làm thay đổi lực ép cần thiết.
Riêng lẻ, chúng có vẻ nhỏ. Nhưng cộng lại, chúng chồng chất. Và bảng không biết về bất kỳ yếu tố nào trong số đó.
Vì vậy khi bạn chỉ vào ô trên tường và gọi đó là sự thật, thực ra bạn đang giả vờ xưởng của mình là một sơ đồ trong sách giáo khoa.
Đây là chỗ mà nhiều người tự đẩy mình vào rắc rối.
Họ coi số trên bảng như một thông số — không phải ước lượng. Vì vậy họ thêm “an toàn” vào đó. Họ tra 3/16 thay vì 11‑gauge chỉ để chắc chắn. Hoặc họ làm tròn chiều rộng khuôn lên. Hoặc họ thêm 10% “cho bảo hiểm”.”
Nghe có vẻ thận trọng.
Nhưng lực không quan tâm đến ý định của bạn. Nếu bảng đã giả định vật liệu trung bình và thiết lập trung bình, và bạn cộng thêm vào, bạn đang đẩy gần hơn tới giới hạn trên của máy uốn ở mỗi chu kỳ. Thủy lực cảm nhận được. Khung cảm nhận được. Dụng cụ chắc chắn cảm nhận được.
Theo thời gian, đó là cách bạn bị cong trục, mòn thanh dẫn, nứt vai chày. Không phải trong một vụ nổ kịch tính. Mà là do mỏi. Do lệch. Do sự trườn chậm chạp hướng tới một lần đại tu $10,000 mà bạn thề là “xuất hiện từ hư không.”
Không phải vậy.
Bạn đã coi một giá trị ước lượng như thể nó được khắc trên đá.
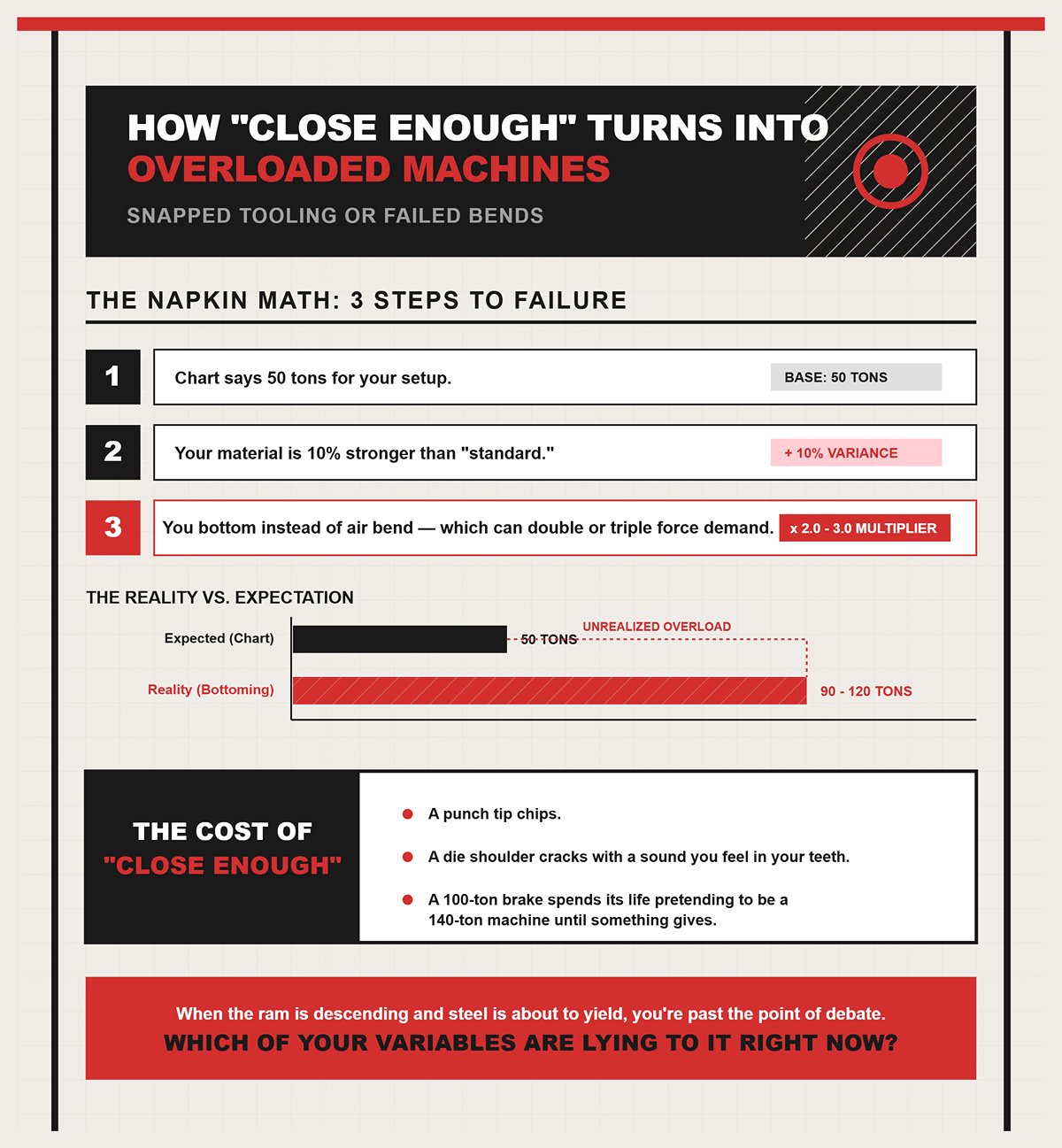
Hãy làm toán nhanh trên giấy. Ba bước.
Bạn không còn ở mức 50 tấn nữa. Bạn có thể đang chạm ngưỡng 90 hoặc 120 mà không nhận ra.
Đó là cách đầu chày bị mẻ. Đó là cách vai khuôn bị nứt với âm thanh bạn cảm thấy tận trong răng. Đó là cách một máy ép 100 tấn sống cả đời giả vờ là máy 140 tấn cho đến khi có thứ gì đó gãy.
Hoặc lật ngược tình huống. Công việc độ chính xác cao đôi khi cần nhiều lực hơn biểu đồ gợi ý để giữ góc và kiểm soát độ đàn hồi. Vận hành “theo sách” và bạn sẽ có các chi tiết không đồng nhất, thợ vận hành liên tục chỉnh, đuổi theo những “bóng ma” vốn không phải bóng ma.
“Gần đúng” chỉ hiệu quả khi chi phí của việc sai là nhỏ.
Khi trục ép đang hạ xuống và thép sắp bị biến dạng, bạn đã vượt qua điểm tranh luận. Vậy câu hỏi thực sự không phải là liệu biểu đồ có hữu ích hay không.
Mà là: biến số nào của bạn đang đánh lừa nó ngay lúc này?
Bạn đang đứng đó với biểu đồ trong tay nghĩ, “Được thôi. Nếu nó chỉ là một phỏng đoán lịch sự, thì trước khi trục ép hạ xuống tôi thực sự phải dùng cái gì?”
Tốt. Đó là câu hỏi đúng.
Bởi vì một khi bạn chấp nhận rằng biểu đồ không phải là kinh thánh, bạn không thể nhún vai bỏ qua. Bạn phải xác định các biến số thực sự làm thay đổi lực. Thay đổi vật liệu, khẩu độ khuôn, hoặc chiều dài uốn, và bạn không chỉ chỉnh một con số — bạn đã thay đổi vật lý của cách thép biến dạng giữa chày và khuôn. Nếu bạn không tính đến điều đó trước khoảnh khắc không thể quay lại, máy sẽ tính đến nó sau.
Hãy phân tích ba yếu tố phá hỏng nhiều dụng cụ hơn là “xui xẻo” từng làm.
Tôi đã thấy một xưởng chuyển từ thép mềm A36 sang thép không gỉ 304 trên cùng loại giá đỡ dày 1/8 inch. Cùng độ dày. Cùng V-die. Cùng chiều dài uốn. Người vận hành để nguyên mức tải vì “nó chỉ là thép không gỉ.”

Cú uốn đầu tiên, góc mở ra như một bản lề rẻ tiền.
Tại sao? Bởi vì hầu hết các bảng tra tường đều được xây dựng dựa trên thép mềm với sức bền kéo khoảng 60.000 PSI. Đó là giả định ngầm được đưa vào bảng. Thép không gỉ 304 thường nằm gần 75.000–85.000 PSI. Đây không phải là sai số làm tròn. Đây là mức tăng 25–40% sức cản đối với sự chảy dẻo.
Đây là phép tính nhanh trên giấy:
Và đó là trước khi chúng ta nói về độ đàn hồi trở lại.
Thép không gỉ đàn hồi trở lại mạnh hơn thép mềm. Nhôm, tùy thuộc vào hợp kim và trạng thái nhiệt luyện, có thể đi theo hướng ngược lại — sức bền kéo thấp hơn, nhưng độ đàn hồi trở lại lớn ở một số trạng thái nhiệt luyện. Công việc yêu cầu độ chính xác cao đôi khi cần nhiều lực hơn so với bảng tra để giữ góc và kiểm soát độ đàn hồi trở lại. Vì vậy, bạn rơi vào cái bẫy: lực thấp thì góc mở và phải điều chỉnh liên tục; lực quá cao thì nguy cơ gãy khuôn và đầu chày bị biến dạng vừa đủ để làm hỏng khả năng lặp lại.
Rồi còn hướng hạt.
Uốn một chi tiết theo hướng ngang hạt có thể cần nhiều hơn 5–15% lực so với uốn theo hướng dọc hạt. Cùng tấm. Cùng độ dày. Khác hướng. Bảng tra giả định vật liệu đẳng hướng — sức bền bằng nhau ở mọi hướng. Tấm thực tế thì không quan tâm bảng tra giả định gì.
Vậy nếu vật liệu cơ sở trong bảng tra là thép mềm với sức bền kéo cụ thể, và tấm thực tế của bạn là thép không gỉ uốn ngang hạt từ một lô nhiệt luyện cứng hơn, thì bạn đang “tra cứu” cái gì nữa?
Giờ hãy nói về khuôn mà bạn chọn chỉ vì nó đã có sẵn trong máy.
Hầu hết các công thức tính tải trọng uốn kiểu air-bend đều rút gọn thành mối quan hệ này: Lực tỷ lệ với độ dày bình phương, nhân với sức bền kéo, chia cho khẩu mở V-die.
Phần cuối này rất quan trọng. Lực tỷ lệ nghịch với khẩu mở V.
Bạn giảm một nửa khẩu mở V, bạn sẽ tăng gấp đôi tải trọng.
Ví dụ cụ thể. Giả sử thép mềm dày 1/4 inch, uốn kiểu air-bend trong khẩu mở V là 2 inch (khoảng 8× độ dày). Bảng tra nói, giả định, 60 tấn trên chiều dài uốn của bạn. Giờ bạn quyết định muốn bán kính trong chặt hơn và giảm xuống khẩu mở V 1 inch.
Cùng vật liệu. Cùng độ dày. Cùng chiều dài.
Mẫu số của bạn vừa bị giảm một nửa. Tải trọng yêu cầu không điều chỉnh nhẹ vài phần trăm. Nó nhảy lên gần 120 tấn.
Trên một máy chấn 100 tấn.
Và đây là chỗ mà nhiều người bị “nghiền nát” về tài chính. Họ nói: “Số trên bảng nằm dưới mức định mức của máy tôi, tôi an toàn.” Nhưng họ đang nghĩ đến tổng lực tấn, chứ không phải tải trọng trên mỗi inch. Một máy chấn 10 foot, 100 tấn không có nghĩa là 100 tấn ở bất kỳ chỗ nào bạn muốn. Giới hạn tải trọng ở đường tâm thường chỉ khoảng 60% công suất tối đa. Trên một bàn dài 120 inch, điều đó có thể tương đương khoảng 1,4 tấn mỗi inch ở đường tâm.
Tập trung quá nhiều lực ở giữa với một khuôn hẹp và chi tiết ngắn, bạn không chỉ làm căng dụng cụ — bạn đang làm cong khung máy. Đó là cách bạn tạo ra biến dạng vĩnh viễn. Đó là cách câu “Điều anh ta chưa bao giờ kiểm tra là bàn máy” trở thành lời giải thích sau cùng cho nhiều năm góc uốn không đồng đều.
Vậy khi bạn thay khuôn 8×T bằng 6×T hoặc 4×T vì nó “trông đẹp hơn”, bạn có tính lại lực — hay chỉ nhân đôi nó và hy vọng hệ thống thủy lực tha thứ cho bạn?
Tôi đã nghe điều này quá nhiều lần: “Bảng nói 80 tấn cho 10 foot. Tôi chỉ uốn 2 foot. Vậy là 16 tấn. Dễ thôi.”
Chậm lại.
Đúng, lực tấn trong uốn không chạm tỷ lệ gần đúng với chiều dài uốn. Uốn ngắn hơn, tổng lực ít hơn. Phần đó đúng. Nhưng máy không chỉ quan tâm đến tổng số tấn. Nó quan tâm đến cách những tấn đó được phân bố dọc theo bàn máy.
Giả sử máy chấn của bạn được định mức 100 tấn trên 120 inch. Điều đó khoảng 0,83 tấn mỗi inch nếu phân bố hoàn hảo. Nhưng máy thực tế thường giới hạn tải trọng ở đường tâm khoảng 60% mức định mức để bảo vệ khung. Lúc này bạn gần hơn với 1,4 tấn mỗi inch như một giới hạn cứng ở vùng giữa.
Nếu tính toán của bạn cho thấy chi tiết dài 24 inch cần 40 tấn, thì đó là 1,67 tấn mỗi inch.
Trên giấy, 40 nhỏ hơn 100. Trông có vẻ an toàn.
Thực tế, bạn vừa vượt quá giới hạn kết cấu trên mỗi inch ở trung tâm máy. Đó là cách khung máy có một “nụ cười” vĩnh viễn ở giữa. Không phải trong một lần hỏng hóc kịch tính — mà trong hàng nghìn lần uốn ngắn “an toàn” âm thầm làm quá tải cùng 2 foot bàn máy.
Và đây là phần tinh tế: uốn ngắn giảm tổng lực tấn, nhưng tăng nguy cơ quá tải cục bộ. Bảng giả định phân bố toàn chiều dài trừ khi có ghi chú khác. Chiều dài tùy chỉnh của bạn thay đổi đường truyền tải bên trong máy.
Vậy nên, không, nó không chỉ là phép chia.
Đó là tổng lực, chia cho chiều dài uốn thực tế, kiểm tra với giới hạn trên mỗi inch, điều chỉnh theo độ rộng khuôn và độ bền kéo thực tế. Đó là sự khác biệt giữa “an toàn theo bảng” và an toàn về mặt cơ khí.
Giờ hãy lùi lại và nhìn vào những gì chúng ta đã khám phá.
Vật liệu thay đổi lực cần thiết để đạt giới hạn chảy. Độ mở khuôn thay đổi lợi thế cơ học. Chiều dài uốn thay đổi cách lực được phân bố vào khung máy. Không cái nào là chỉnh sửa mang tính thẩm mỹ. Mỗi yếu tố đều viết lại phương trình lực.
Nếu bảng không thấy được những biến số đó, và máy của bạn chắc chắn cảm nhận chúng, thì một phép tính sẽ trông như thế nào nếu thực sự tính đến cả ba yếu tố trước khi chày ép đi xuống?
Bạn có một tấm thép dày 1/4 inch trên bàn. Uốn dài 10 foot. Khách hàng muốn giao ngay hôm nay. Bảng trên tường cho một con số. Cảm giác của bạn nói một con số khác. Dù thế nào thì chày ép vẫn đi xuống.
Vậy trước khoảnh khắc “điểm không thể quay lại” đó, phép toán thực sự trông như thế nào?
Nó trông như thế này: Tải trọng = (575 × T² × L) / V
Đó không phải là biểu đồ. Đó là một mô hình. Nó buộc bạn phải nhập độ dày, chiều dài uốn và khẩu độ khuôn thay vì giả vờ rằng chúng không thay đổi.
Và nếu bạn có thể nhân ba số và chia cho một số, bạn có thể tự tính.
Hãy bắt đầu với một ví dụ thực tế.
Giả sử bạn uốn không chạm 1/4 inch thép mềm (0,25 in) trên 120 inch bằng khuôn V 2 inch.
Bước 1 — Bình phương độ dày. 0,25² = 0,0625
Bước 2 — Nhân với 575 và chiều dài uốn. 575 × 0,0625 × 120 575 × 7,5 = 4.312,5
Bước 3 — Chia cho khẩu độ khuôn V. 4.312,5 / 2 = 2.156 tấn? Không. Hãy chú ý đơn vị.
Hằng số 575 đó đã tính cho thép mềm khi uốn không chạm và cho ra pound trên mỗi inch uốn, không phải tổng số tấn. Nhân đúng cách và bạn sẽ ra khoảng 197 tấn tổng cộng cho đoạn uốn 10 foot với khuôn 2 inch.
Bây giờ chỉ thay đổi một thứ: đổi sang khuôn V 3 inch.
Mọi thứ khác giữ nguyên.
Bạn chia cho 3 thay vì 2. Tải trọng yêu cầu giảm xuống khoảng 139 tấn.
Cùng vật liệu. Cùng độ dày. Cùng chiều dài.
Biến động ba mươi phần trăm chỉ vì một dụng cụ nằm trong giá của bạn.
Đó là lý do tại sao các bảng biểu chỉ là những dự đoán lịch sự. Chúng giả định một V “tiêu chuẩn”, thường là 8× độ dày. Công thức thì không giả định. Nó buộc bạn phải nói ra mẫu số một cách rõ ràng. Và một khi bạn thấy tải trọng phản ứng mạnh mẽ thế nào với độ mở V, bạn sẽ ngừng chọn khuôn chỉ vì chúng tiện lợi.
Nhưng đây là phần mà nhiều người bỏ sót.
Công thức này được xây dựng dựa trên uốn khí thép mềm ở khoảng 60.000 PSI sức bền kéo. Hằng số 575 đã bao gồm giả định đó. Thay đổi vật liệu, và hằng số đó sẽ nói dối bạn.
Vậy làm thế nào để điều chỉnh mà không phải viết lại toàn bộ phương trình?
Tôi đã chứng kiến một xưởng chuyển từ A36 sang thép không gỉ 304 và vẫn giữ nguyên các con số trong bảng. Tuần đầu tiên, không có gì nổ tung. Tuần thứ hai, đầu chày bắt đầu bị phình. Tuần thứ ba, họ đổ lỗi cho nhà cung cấp dụng cụ.
Điều gì đã thay đổi? Sức bền kéo.
Thép mềm cơ bản: ~60.000 PSI. Thép không gỉ 304: thường 75.000–85.000 PSI.
Đây là cách tính nhanh trên giấy:
Hệ số nhân vật liệu ≈ (Sức bền kéo thực tế) / (mốc 60.000 PSI)
Nếu thép không gỉ của bạn là 75.000 PSI: 75.000 / 60.000 = 1.25
Điều đó có nghĩa là phép tính 139 tấn với khuôn 3 inch? Nhân với 1,25.
Bây giờ bạn đạt 174 tấn.
Máy ép 150 tấn của bạn vừa âm thầm trở nên thiếu tải phải không?
Và đó là trước khi hướng hạt hoặc các lô nhiệt cứng hơn đẩy bạn thêm 5–15%.
Công việc độ chính xác cao đôi khi cần nhiều lực hơn biểu đồ gợi ý để giữ góc và kiểm soát độ bật lại. Thép không chỉ cần nhiều lực hơn để chảy; nó còn chống lại bạn khi trở lại. Người vận hành bù đắp bằng cách ép sâu hơn, tăng tải gần cuối hành trình nơi lực tăng nhanh nhất. Đó là nơi khuôn bị gãy xảy ra.
Công thức không bảo vệ bạn khỏi điều đó.
Nó chỉ làm cho rủi ro trở nên rõ ràng.
Nhưng chúng ta vẫn đang giả định uốn bằng không khí. Và giả định đó có thể nhân đôi lực của bạn trong chớp mắt.
Hãy chạy nó sạch sẽ, từ đầu.
Kịch bản:
Bước 1 — Tính toán cơ bản uốn bằng không khí (mốc thép mềm):
T = 0,25 T² = 0,0625
575 × 0,0625 × 120 ÷ 3 = 575 × 7,5 ÷ 3 = 4.312,5 ÷ 3 ≈ 1.437,5 (theo thang quy đổi trăm cân) ≈ 139 tấn cho uốn bằng không khí thép mềm
Bước 2 — Áp dụng hệ số nhân vật liệu:
75,000 / 60,000 = 1.25
139 × 1,25 = 174 tấn
Bước 3 — Kiểm tra phân bố theo mỗi foot:
174 tấn ÷ 10 ft = 17,4 tấn mỗi foot.
Nếu máy chấn 150 tấn, dài 10 feet của bạn được đánh giá khoảng 25 tấn/foot phân bố đều, thì về mặt kết cấu bạn ổn — nhưng bạn đã vượt quá tổng công suất của máy.
Vì vậy bạn hoặc:
Giờ chỉ thay đổi một điều: chuyển từ uốn không chạm (air bending) sang uốn chạm đáy.
Uốn đáy (bottom bending) thường yêu cầu ít nhất gấp 2× tải uốn không chạm cho cùng thiết lập.
174 × 2 = 348 tấn.
Đó không phải là một điều chỉnh nhỏ. Đó là một loại máy khác hẳn.
Đây là lý do gọi nó là công thức “phổ quát” mà không nêu phương pháp uốn là cách khiến các xưởng bị nứt vai máy và bàn máy bị cong vĩnh viễn ở giữa. Phương trình cho bạn giá trị cơ bản cho uốn không chạm. Phương pháp xác định hệ số nhân.
Vì vậy trước khi đầu máy chấn đi xuống, danh sách kiểm tra của bạn không phải là:
“Biểu đồ nói gì?”
Mà là:
Bỏ sót một trong những bước đó, và bạn sẽ là người phải giải thích cho chủ máy vì sao bộ dụng cụ $10,000 bị sứt mẻ chỉ vì phép tính “gần đúng” là đủ.”
Chúng ta đã xây dựng đường cơ sở. Giờ bạn có thể tính toán lực uốn gió thực tế thay vì tin vào một phỏng đoán lịch sự.
Nhưng chuyện gì xảy ra khi uốn ép, uốn đáy hoặc tạo hình đặc biệt thay đổi hoàn toàn vật lý và biến đường cơ sở đó thành một sự đánh giá thấp nguy hiểm?
Bạn có công việc thép không gỉ 304 dày 1/4 inch mà chúng ta vừa tính toán — 174 tấn khi uốn gió trên 10 feet với V 3 inch. Máy đã căng ở mức công suất 150 tấn. Giờ giả sử bạn quyết định góc phải chính xác tuyệt đối và bạn không tin vào độ hồi lò xo. Vì vậy bạn chuyển từ uốn gió sang uốn đáy mà không thay đổi phép tính.
Cữ chày hạ xuống.
Bạn không thay đổi độ dày. Không thay đổi chiều dài. Không thay đổi khuôn. Nhưng bạn đã thay đổi vật lý. Và đó là lúc người ta biến một phép tính kiểm soát thành một khuôn bị gãy và một cuộc gọi mà không ai muốn thực hiện.
Hãy phân tích lý do tại sao.
Hãy hình dung chày lơ lửng phía trên khuôn V. Trong uốn gió, vật liệu tiếp xúc với mũi chày và hai vai khuôn. Ba điểm. Chỉ vậy thôi. Tấm kim loại không bao giờ hoàn toàn nằm vào khoang khuôn.
Yêu cầu lực được quyết định bởi khoảng cách — độ mở V — và giới hạn chảy của vật liệu. Hằng số 575 mà chúng ta dùng? Nó giả định chính xác điều này: uốn gió, thép mềm 60,000 PSI, độ rộng V điển hình. Đây là mô hình của một dầm bị đẩy giữa hai điểm tựa.
Bạn không ép kim loại khớp với bán kính khuôn. Bạn để nó nổi và hồi lò xo một chút. Đó là lý do độ mở V quan trọng đến mức dữ dội — bạn đang kiểm soát đòn bẩy, không nghiền nát chi tiết thành hình dạng.
Và vì chỉ ba điểm tiếp xúc chịu tải, lực uốn tăng đều khi độ xuyên sâu tăng. Dự đoán được. Kiểm soát được. Đó là lý do 80% của các bảng chung được xây dựng quanh uốn gió. Nó dễ tha thứ. Nó hiệu quả. Nó giữ cho máy sống.
Ngay cả các bảng bảo thủ từ những nhà sản xuất uy tín cũng khớp với sản xuất thực tế — vì họ giả định phương pháp này. V tiêu chuẩn, thép mềm, uốn 90 độ, uốn gió. Ở trong phạm vi đó và “phỏng đoán lịch sự” hoạt động hầu hết thời gian.
Ra ngoài phạm vi đó và bảng không biết bạn đã rời đi.
Vậy điều gì thay đổi khi tấm kim loại ngừng nổi và bắt đầu bị ép vào khuôn?
Vẫn là thép không gỉ dày 1/4 inch. Vẫn 10 feet. Vẫn V 3 inch.
Trong uốn không khí, chúng ta đã nói 174 tấn sau khi điều chỉnh vật liệu.
Bây giờ uốn đáy nó.
Uốn đáy nghĩa là bạn ép vật liệu cho đến khi nó hoàn toàn tiếp xúc với góc khuôn. Không phải ba điểm. Tiếp xúc liên tục dọc theo cả hai mặt khuôn. Bạn không còn chỉ làm kim loại chảy nữa. Bạn đang ép nó vào hình dạng.
Sự ép này tiêu tốn lực.
Hệ số nhân trong ngành thường chạy từ 3× đến 5× so với mức cơ bản của uốn không khí. Một số bảng dữ liệu đẩy lên 5.0+ như một yếu tố lập kế hoạch. Hãy giữ bảo thủ và gọi nó là 3× đối với thép không gỉ.
174 × 3 = 522 tấn.
Năm trăm hai mươi hai.
Bạn không tăng dần lên đó từ từ. Bạn đạt được ngay trong một cú đạp bàn đạp vì piston không quan tâm đến giả định của bạn. Nó chỉ theo thủy lực.
Và đây là lý do cơ học: trong uốn không khí, một khi đạt giới hạn chảy ở các sợi ngoài, phần còn lại của tiết diện theo sau với mức tăng tải tương đối khiêm tốn. Trong uốn đáy, khi chi tiết ngồi vào khuôn, lực cản tăng vọt gần cuối hành trình. Bạn đang nén các sợi bên trong và kéo giãn các sợi bên ngoài trong khi cố định góc. Đường cong tải tăng mạnh ngay trước khi tiếp xúc hoàn toàn.
Sự tăng vọt đó là nơi dụng cụ hỏng.
Công việc chính xác cao đôi khi cần nhiều lực hơn so với bảng biểu gợi ý để giữ góc và kiểm soát độ bật lại. Người vận hành bù bằng cách ép sâu hơn. Trong uốn không khí, đó là tăng dần. Trong uốn đáy, đó là tăng theo cấp số nhân gần đáy. Góc nhọn làm tình hình tệ hơn vì tải dịch ra ngoài về phía vai khuôn, tập trung ứng suất.
Và điều mà anh ta không bao giờ kiểm tra là bàn máy.
Máy có thể được định mức 150 tấn tổng, có thể 25 tấn mỗi foot phân bố đều. Bạn vừa yêu cầu tương đương hơn 50 tấn mỗi foot. Ngay cả khi thủy lực có thể cố, khung máy sẽ uốn, bàn máy bị biến dạng, và một ngày bạn nhận ra nó có một nụ cười vĩnh viễn ở giữa.
Tất cả chỉ vì bảng biểu chỉ kể câu chuyện uốn không khí.
Nếu uốn đáy có thể tăng gấp ba tải của bạn, bạn nghĩ điều gì sẽ xảy ra khi bạn quyết định muốn một bán kính bên trong “hoàn hảo”?
Dập đồng không còn là uốn theo nghĩa dầm nữa. Nó là nghiền có kiểm soát.
Bạn ép đầu chày vào vật liệu đủ mạnh để biến dạng dẻo toàn bộ độ dày tại đường uốn. Bạn xóa độ bật lại bằng lực thô. Bán kính bên trong trở thành bán kính chày vì bạn đã làm chảy mọi thứ xuyên qua tiết diện.
Hệ số nhân 10× so với mức cơ bản của uốn không khí không phải là phóng đại trong các hướng dẫn lập kế hoạch. Chúng là yếu tố sống còn.
Lấy ví dụ thép không gỉ uốn không khí 174 tấn của chúng ta.
174 × 10 = 1.740 tấn.
Đó không phải lỗi đánh máy.
Giờ, trước khi bạn tranh luận rằng nhôm sẽ làm giảm con số — đúng, vật liệu có ảnh hưởng. Một hợp kim mềm có thể giảm một nửa giá trị cơ bản trước khi bạn áp dụng hệ số phương pháp. Nhưng hệ số phương pháp vẫn áp dụng. Nghiền kim loại đòi hỏi lực lớn hơn nhiều so với uốn cong, dù nó mềm đến đâu.
Về mặt cơ học, dập đồng xu loại bỏ sự dịch chuyển trục trung hòa vốn làm cho uốn khí hiệu quả. Bạn đang buộc biến dạng dẻo đồng đều trên toàn bộ độ dày. Ứng suất không còn tập trung ở các sợi ngoài nữa. Nó xuất hiện khắp nơi cùng lúc. Máy chấn trở thành máy rèn trong một khoảnh khắc.
Đó là lý do tại sao dập đồng xu hiếm khi được dùng trên máy chấn hiện đại, trừ vật liệu mỏng hoặc tạo hình đặc biệt. Nhu cầu lực tăng vọt nhanh đến mức chỉ những chiều dài uốn rất ngắn mới khả thi. Vài inch, có thể. Không phải mười feet.
Vậy khi nào thì đáng để làm?
Khi dung sai yêu cầu tuyệt đối không có độ bật lại và chi tiết đủ ngắn để tổng lực vẫn nằm trong giới hạn của máy và dụng cụ. Đó là quyết định kỹ thuật có ý thức, không phải mẹo của người vận hành vì “góc đang chống lại tôi.”
Chuyển phương pháp mà không tính toán lại thì bạn không chỉ điều chỉnh nhỏ. Bạn đang nhảy sang hạng máy khác.
Và ngay cả khi tổng lực tính toán trên giấy vẫn ổn, chúng ta chưa nói về cách lực đó phân bố dọc theo bàn — vì 200 tấn phân bố đều là một chuyện, còn 200 tấn tập trung trên vài inch là cách khiến vai máy nứt và khuôn bị mẻ.
Hãy hình dung thế này: máy chấn 300 tấn, dài 12 feet. Bạn chạy một uốn khí dài 12 feet ở 180 tấn. Máy chẳng hề hấn. Thủy lực ổn định. Khung vẫn thẳng.
Công việc tiếp theo là một giá đỡ dài 12 inch bằng tấm dày 3/8 inch. Máy tính nói tổng lực 90 tấn. Thấp hơn nhiều so với 300. Bạn mỉm cười, nhấn bàn đạp.
Cữ chày hạ xuống.
Máy sống sót. Khuôn thì không.
Đây là lý do. 90 tấn đó không còn phân bố trên 12 feet nữa. Nó bị dồn vào một foot. 90 tấn mỗi foot. Nếu khuôn của bạn được định mức 80 tấn mỗi mét — khoảng 24 tấn mỗi foot — bạn vừa yêu cầu nó chịu gần gấp bốn lần giới hạn. Máy chấn vẫn ổn vì tổng lực hệ thống thấp. Dụng cụ hỏng vì nó chỉ quan tâm đến mật độ tải.
Tổng lực giữ cho khung máy sống. Lực mỗi foot giữ cho dụng cụ nguyên vẹn.
Và bảng tra gần như không bao giờ nhấn mạnh sự khác biệt đó cho bạn.
Vậy lực thực sự di chuyển dọc theo bàn thế nào khi bạn tập trung nó?
Máy chấn 200 tấn không phân phối 200 tấn đều khắp bàn. Hãy xem bất kỳ bảng tải của nhà sản xuất nào và bạn sẽ thấy: tải phân bố toàn chiều dài có thể gần bằng định mức, nhưng khả năng tải ở giữa giảm — đôi khi chỉ còn 50–70% công suất định mức — vì thanh ép và bàn bị uốn.
Thép luôn uốn cong. Luôn luôn.
Dưới tải trọng lớn ở giữa, cần ép cong vi mô. Bệ cong theo hướng ngược lại. Bạn sẽ có hiệu ứng hơi cong vồng dù muốn hay không. Một báo cáo độ chính xác đo được chỉ 0,06 mm sai lệch trên chiều dài bàn 3200 mm. Độ cong nhỏ đó chuyển thành khoảng 0,17° sai lệch góc trên toàn bộ chi tiết.
Nghe có vẻ không nhiều cho đến khi bạn phải đạt dung sai nửa độ và chêm khuôn như một người tuyệt vọng.
Giờ hãy cộng thêm phương pháp vào đó. Uốn đáy hoặc dập đồng tiền làm tăng lực ở cuối hành trình. Cú tăng lực này xảy ra đúng lúc độ cong lớn nhất. Vì vậy không chỉ tăng tổng lực ép với hệ số phương pháp, bạn còn khuếch đại ứng suất cục bộ đúng nơi kết cấu yếu nhất — giữa nhịp.
Tải trọng tập trung ở giữa không chỉ đe dọa hỏng hóc nghiêm trọng. Nó từ từ làm mất độ chính xác của máy. Bệ bị biến dạng cố định. Cần ép phát triển độ lệch. Một ngày nào đó, các chi tiết của bạn luôn mở ở giữa và chặt ở hai đầu.
Điều anh ta không bao giờ kiểm tra là mặt bàn.
Nhưng ngay cả khi khung máy chịu được nhiều năm lạm dụng như vậy, khuôn của bạn thì không. Nó chỉ cần một cú đánh sai.
Điều này dẫn đến sai lầm tôi thấy nhiều hơn bất kỳ sai lầm nào khác.
Các nhà sản xuất khuôn đóng dấu thông số như “80 tấn mỗi mét” là có lý do. Đó không phải để trang trí. Đó là giới hạn chảy của thép dụng cụ trên tiết diện của nó.
Hãy làm phép tính nhanh trên giấy.
Bước 1: Tính đúng tổng lực ép — bao gồm hệ số vật liệu và phương pháp uốn.
Bước 2: Chia cho chiều dài uốn thực tế tính bằng foot.
Bước 3: So sánh con số đó với thông số tấn trên mỗi foot của khuôn.
Giả sử phép tính uốn đáy đã hiệu chỉnh cho ra 120 tấn cho một chi tiết dài 10 inch. Mười inch là 0,83 foot.
120 ÷ 0,83 ≈ 145 tấn trên mỗi foot.
Nếu khuôn của bạn được đánh giá 80 tấn mỗi mét, thì đó khoảng 24 tấn trên mỗi foot.
Bạn không chỉ vượt một chút. Bạn vượt gấp sáu lần.
Đừng là người nói, “Nhưng chỉ có 120 tấn và đây là máy ép 250 tấn.” Đó là cách vai khuôn bị mẻ và chày bị phình. Hệ thống thủy lực của máy ép thấy 120. Vai khuôn thấy 145 tấn trên mỗi foot tập trung tại hai đường tiếp xúc.
Và uốn đáy dịch tải ra ngoài về phía vai khuôn. Khuôn góc nhọn làm điều đó tệ hơn. Diện tích tiếp xúc thu hẹp. Ứng suất tăng. Thép dụng cụ không đưa ra tiếng cảnh báo. Nó gãy.
Bạn sẽ nghe tiếng nứt như súng .22 nổ bên trong máy.
Đó là sai lầm $10,000 chỉ trong một cú đạp bàn đạp.
Các máy tính trọng tải hiện đại có thể cung cấp cho bạn con số lực tổng chính xác khi bạn nhập đúng dữ liệu. Chúng không phải là kẻ thù. Điểm mù là chúng xuất ra trọng tải hệ thống, không phải mật độ tải. Chúng giả định rằng bạn sẽ tự kiểm tra thông số dụng cụ.
Bạn có làm vậy không?
Ngay cả khi phép tính của bạn cho thấy bạn nằm trong mức tấn trên mỗi foot được định mức của khuôn, đừng chạy ở mức 100%.
Các thông số được dựa trên sự căn chỉnh lý tưởng, vật liệu hoàn hảo, không tải lệch tâm, không cộng dồn biến dạng từ bàn bị mòn. Các xưởng thực tế không phải điều kiện lý tưởng. Độ bền kéo của vật liệu thay đổi theo từng mẻ nhiệt. Người vận hành thường xuyên ép sâu hơn để đạt góc. Độ cong không phải lúc nào cũng được điều chỉnh chuẩn.
Công việc chính xác cao đôi khi cần nhiều lực hơn so với bảng gợi ý để giữ góc và kiểm soát độ đàn hồi. Điều đó có nghĩa là người vận hành theo bản năng sẽ ép sâu hơn. Lực tăng nhanh khi gần đáy.
Vì vậy, kỷ luật ở đây là: nhắm không quá 80% của mức tấn trên mỗi foot của khuôn và không quá 80% của công suất tải trung tâm của máy cho vị trí đó trên bàn.
Nếu khuôn được định mức 24 tấn mỗi foot, hãy lập kế hoạch cho 19.
Nếu bảng tải trung tâm của máy cho biết tối đa 140 tấn ở giữa, hãy lập kế hoạch cho 110.
Biên độ 20% đó hấp thụ sự biến đổi vật liệu, lỗi thiết lập, và thực tế rằng cần ép không dừng lại ngay lập tức. Nó giúp bạn kéo dài tuổi thọ dụng cụ. Nó giúp bạn duy trì sự nhất quán. Nó giữ cho cần ép không trở thành một hối tiếc điểm-không-thể-quay-lại.
Bởi vì một khi cần ép hạ xuống, vật lý không thương lượng.
Vì vậy, trước khi phần tiếp theo đưa cho bạn một khung quyết định rõ ràng, hãy tự hỏi một điều đơn giản: khi bạn nhìn vào một con số trọng tải, bạn đang thấy lực tổng — hay lực trên mỗi foot thực sự quyết định liệu thép sẽ uốn… hay gãy?
Bạn muốn một khung từng bước cho biết, trước khi bạn chạm vào bàn đạp, liệu việc uốn có an toàn cho máy và dụng cụ hay không.
Tốt. Bởi vì hy vọng không phải là chiến lược thiết lập.
Chúng ta đã xác định rằng mật độ tải — tấn trên mỗi foot — là thứ giết dụng cụ và từ từ làm giảm độ chính xác của khung. Vì vậy khung này phải buộc bạn suy nghĩ theo thứ tự đó: bảng → lực thực tế → tải trên mỗi foot → giới hạn máy → biên độ an toàn → xác minh vật lý. Bỏ sót một bước, và bạn sẽ là người giải thích về một khuôn bị gãy cho chủ xưởng.
Đây là cách bạn ngừng đoán và bắt đầu xác minh.
Bảng không phải là câu trả lời. Nó là máy phát hiện nói dối.
Bước một: lấy trọng tải chung từ bảng cho độ dày và kích mở V của bạn. Điều đó cho bạn một mức cơ bản tính bằng tấn trên mỗi foot cho thép mềm, uốn không chạm, điều kiện lý tưởng.
Bây giờ hãy làm một so sánh đơn giản.
Con số đó có nằm cùng “khu phố” với công suất phân phối của máy bạn không?
Nếu biểu đồ ghi 12 tấn mỗi foot và bạn dự định uốn 10 foot, thì tổng cộng là 120 tấn. Trên một máy 130 tấn, điều đó đã gần hết sức trước khi chúng ta điều chỉnh cho vật liệu hoặc phương pháp thực tế. Biểu đồ vừa cho bạn biết công việc này đang gần sát giới hạn.
Nhưng đây là chỗ các vận hành viên trở nên cẩu thả. Họ dừng lại ở đó.
Biểu đồ giả định độ dày danh nghĩa. Hầu hết tấm thép đều dày hơn. Dày hơn từ năm đến mười lăm phần trăm là phổ biến. Nếu bạn không đo độ dày thực tế trước khi tính toán, bạn đã đưa lỗi vào ngay trước khi phép tính bắt đầu. Đừng là người tin nhãn trên giá hơn là cái thước cặp trong tay.
Vì vậy, biểu đồ chỉ trả lời một câu hỏi duy nhất: “Công việc này có rõ ràng là bất khả thi không?”
Nếu nó vượt qua bài kiểm tra nhanh đó, thì bạn thực sự cần xác minh gì tiếp theo?
Đây là phần kỷ luật. Cùng thứ tự, mọi công việc.
1. Đo thực tế. Độ dày thực tế. Chiều dài uốn thực tế. Loại vật liệu thực tế. Nếu bạn chuyển từ A36 sang 304 mà không thay đổi hệ số nhân, bạn không tính toán — bạn đã giả định.
2. Tính toán tổng lực nén đã điều chỉnh. Tấn cơ bản mỗi foot × hệ số vật liệu × hệ số phương pháp × chiều dài uốn. Uốn không chạm là cơ sở của bạn. Uốn đáy hoặc dập đồng? Nhân tương ứng. Công việc chính xác cao đôi khi cần nhiều lực hơn biểu đồ gợi ý để giữ góc và kiểm soát độ đàn hồi — và lực bổ sung đó phải là có chủ ý, không phải ngẫu nhiên.
Bây giờ bạn có tổng lực nén của hệ thống.
3. Chuyển đổi sang mật độ tải. Tổng tấn ÷ chiều dài uốn thực tế (tính bằng foot). Đó là con số mà khuôn cảm nhận. Không phải máy. Mà là khuôn.
So sánh với số tấn mỗi foot được đánh giá của khuôn. Giữ ở mức hoặc dưới 80% của mức đánh giá đó. Khoảng cách an toàn này không phải là hèn nhát. Nó là bảo hiểm chống lại sự biến thiên về độ bền kéo, độ sâu thâm nhập và lỗi căn chỉnh.
4. Kiểm tra khả năng tải trọng tập trung của máy. Không phải tấn định mức. Biểu đồ tải trọng tập trung. Nếu tổng lực nén bạn tính vượt quá 80% tải trọng tập trung cho phép đối với khoảng uốn đó, bạn đang uốn trong vùng đỏ ngay cả khi bảng tên máy nói bạn ổn.
Định mức máy là trần nhà. Tải trọng tập trung là trọng lực.
5. Xác minh rằng chính máy không lừa bạn. Điều anh ta không bao giờ kiểm tra là mặt bàn.
Độ lệch bàn 0,06 mm trên một khoảng dài có thể chuyển thành sự thay đổi góc đo được. Nếu bàn đã bị biến dạng do nhiều năm sử dụng quá mức, các phép tính tải trọng tuyệt đẹp của bạn sẽ không giữ được góc trên toàn bộ chi tiết. Độ lặp lại của thước đo sau trôi quá vài phần trăm milimét? Đường uốn của bạn sẽ dịch chuyển, cánh tay đòn hiệu dụng thay đổi, và lực tính toán của bạn sẽ không còn khớp với thực tế.
Một biến số máy sai sẽ làm vô hiệu toàn bộ phép tính.
Bạn thấy danh sách kiểm này làm gì không? Nó biến tải trọng từ một con số đơn thành một chuỗi các điều kiện phụ thuộc. Gãy một mắt xích, kết quả sẽ thay đổi.
Nhưng tất cả vẫn phụ thuộc vào một con số mà bạn nhất định phải biết.
| Bước | Mô tả |
|---|---|
| 1. Đo thực tế. | Độ dày thực tế. Chiều dài uốn thực tế. Loại vật liệu thực tế. Nếu bạn chuyển từ A36 sang 304 mà không thay đổi hệ số nhân, bạn không tính toán — bạn đã giả định. |
| 2. Tính toán tổng tải trọng đã hiệu chỉnh. | Số tấn cơ bản trên mỗi foot × hệ số vật liệu × hệ số phương pháp × chiều dài uốn. Uốn không khí là cơ sở của bạn. Uốn đáy hoặc dập đồng? Nhân tương ứng. Công việc chính xác cao đôi khi cần nhiều lực hơn biểu đồ gợi ý để giữ góc và kiểm soát độ đàn hồi — và lực bổ sung đó phải là chủ ý, không phải ngẫu nhiên. Bây giờ bạn có tổng tải trọng của hệ thống. |
| 3. Chuyển đổi sang mật độ tải. | Tổng số tấn ÷ chiều dài uốn thực tế (tính bằng foot). Đó là con số mà khuôn cảm nhận. Không phải máy. Là khuôn. So sánh với số tấn trên mỗi foot được đánh giá của khuôn. Giữ ở mức hoặc dưới 80% của mức đánh giá đó. Khoảng cách an toàn này không phải là hèn nhát. Nó là bảo hiểm chống lại sự thay đổi độ bền kéo, độ sâu thâm nhập và sai lệch căn chỉnh. |
| 4. Kiểm tra khả năng chịu tải trung tâm của máy. | Không phải tải trọng được đánh giá. Là biểu đồ tải trung tâm. Nếu tổng tải trọng tính toán của bạn vượt quá 80% của tải trung tâm cho phép trên khoảng đó, bạn đang uốn trong vùng đỏ ngay cả khi bảng tên nói rằng bạn ổn. Đánh giá máy là trần. Tải trung tâm là trọng lực. |
| 5. Xác minh rằng chính máy không lừa bạn. | Điều mà anh ấy không bao giờ kiểm tra là bàn. Độ lệch bàn 0,06 mm trên một khoảng dài có thể chuyển thành sự thay đổi góc đo được. Nếu bàn đã bị biến dạng do nhiều năm sử dụng quá mức, các phép tính tải trọng tuyệt đẹp của bạn sẽ không giữ được góc trên toàn bộ chi tiết. Độ lặp lại của thước đo sau trôi quá vài phần trăm milimét? Đường uốn của bạn sẽ dịch chuyển, cánh tay đòn hiệu dụng thay đổi, và lực tính toán của bạn sẽ không còn khớp với thực tế. Một biến số máy sai sẽ làm vô hiệu toàn bộ phép tính. |
Bạn phải biết số tấn trên mỗi foot đã được xác minh tại mức an toàn dự kiến.
Không phải số tấn trên mỗi foot từ biểu đồ. Không phải số tấn trên mỗi foot tính thô. Đã được xác minh, hiệu chỉnh và điều chỉnh theo mức an toàn.
Đây là phiên bản ghi nhanh:
Nếu khuôn của bạn được định mức 24 tấn mỗi foot, trần làm việc của bạn khoảng 19. Nếu phép tính của bạn cho ra 21, bạn không phải là “hơi vượt”. Bạn đang vận hành vượt quá vùng đàn hồi thoải mái của thép công cụ.
Cữ chày hạ xuống.
Thép không quan tâm rằng bạn đã gần đạt.
Và đây là phần không rõ ràng mà bạn cần ghi nhớ: bảng biểu tonnage không nguy hiểm vì nó sai. Nó nguy hiểm vì nó khiến bạn ngừng suy nghĩ quá sớm. Nó có vẻ chính xác, nên bạn coi nó như một thông số kỹ thuật. Thực tế, đó là một phỏng đoán lịch sự dựa trên những giả định mà xưởng của bạn vi phạm mỗi ngày.
Khung phương pháp buộc bạn phải chuyển phỏng đoán đó thành mật độ tải đã được xác minh trong giới hạn máy đã biết, với một vùng đệm hấp thụ thực tế.
Trước khi cần ép đi xuống, bạn cần biết rõ ba điều: Tổng tonnage đã được hiệu chỉnh. Số tấn mỗi foot đã được xác minh ở mức 80% hoặc thấp hơn so với định mức dụng cụ. Tải trọng trung tâm cho phép của máy đối với khoảng cách đó.
Nếu không, bạn không phải đang uốn kim loại.
Bạn đang đánh cược với thép đã tôi cứng và một khung máy ghi nhớ mọi sai lầm.


















