

私は、10ゲージの軟鋼、8フィートの曲げ、壁のチャートから直接選んだVダイでセットアップする人を見たことがあります。彼はチャートに記載されたトン数を設定します。ラムが降りてきます。最初の部品は左側は問題なく、右側はわずかに開いています。彼は材料のせいにします。そして少し力を追加します。.
彼が決して確認しないのはベッドです。.
3200 mmのブレーキでテーブルの平坦度誤差がわずか0.06 mmあるだけで、曲げ角度が約0.17度変わることがあります。これは「正しい」トン数の場合です。つまり、紙の上では力が正しくても、機械の形状がそれを不均一に分配するなら、そのチャートは実際に何を与えてくれたのでしょうか?
トン数チャートは公式に見えます。きれいに並んだ数字。片側に材料の厚さ、上部にダイの開口幅。自分の枠を見つけて答えを読む。それはすでに計算済みのように見えます。.
しかし、そのチャートは丁寧な推測にすぎません。.
それは特定の引張強度の軟鋼を前提としています。ボトミングやコイニングではなくエアベンドを前提としています。特定のパンチ半径、特定のダイ幅、特定の摩擦条件、ベッド全体に均等に力を伝える機械を前提としています。そのうちの一つでも変われば「答え」はずれます。二つ変われば、もはや同じ問題ではありません。.
そして実際の工場で、すべての変数が静止していたのはいつですか?
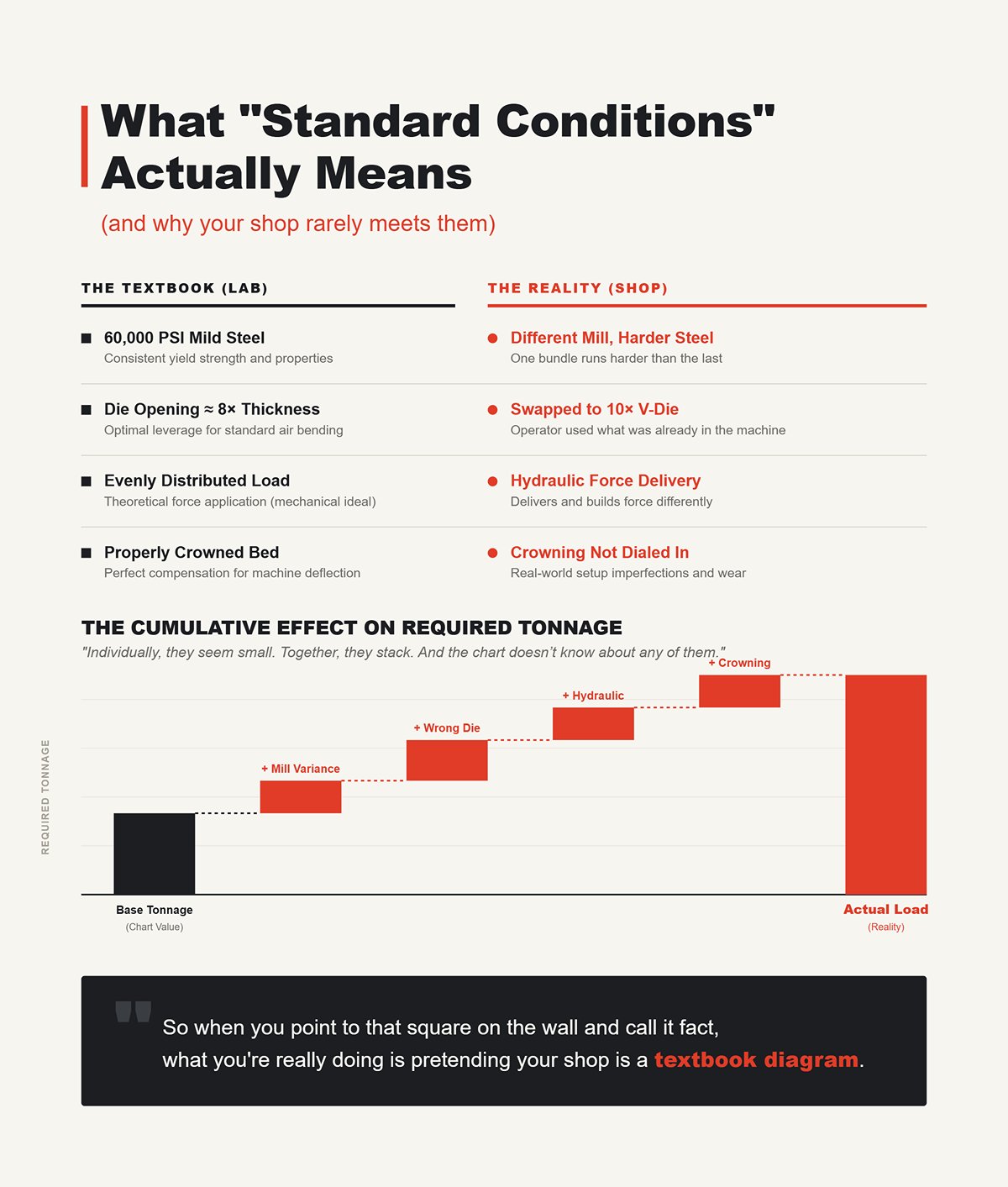
“「標準条件」は通常こんな意味です:60,000 PSIの軟鋼、エアベンド、内半径が材料厚さとほぼ同じ、ダイ開口幅は厚さの約8倍、適切にクラウンされたベッド、均等に分配された荷重。.
それはあなたの工場の実験室版です。.
ではラックに歩いて行ってみましょう。「軟鋼」の束の一つは、別の製鉄所から来たため硬くなっています。あなたの前のオペレーターは、すでに機械に入っていたため厚さの10倍のVダイを交換しました。あなたは機械式とは異なる力の伝達をする油圧ブレーキを使っています。クラウンが完全に調整されていないかもしれません。.
それぞれが必要なトン数を微妙に変化させます。.
個別では小さく見えますが、積み重なります。そしてチャートはそれらのどれも知りません。.
だから壁のその枠を指して事実だと言うとき、実際にはあなたの工場が教科書の図だと装っているのです。.
ここで人々は自分を困らせます。.
彼らはチャートの数字を推定ではなく仕様として扱います。そこで「安全」を組み込みます。安全のために11ゲージではなく3/16を調べます。あるいはダイ幅を切り上げます。あるいは保険として10%を追加します。“
慎重に聞こえます。.
しかし、力はあなたの意図を気にしません。チャートがすでに平均的な材料と平均的なセットアップを前提としている場合に、その上にさらに積み重ねれば、毎サイクルごとにブレーキの上限に近づいていきます。油圧はそれを見ています。フレームもそれを見ています。工具は間違いなくそれを見ています。.
時間が経つにつれ、それがラムのたわみ、ガイドの摩耗、パンチ肩の亀裂を引き起こすのです。一度の劇的な爆発ではありません。疲労によって。ずれによって。ゆっくりと$10,000の再構築に向かう、その「突然起こった」と誓うような遅い進行によって。“
そうではありません。.
あなたは近似値を石に刻まれたもののように扱ったのです。.
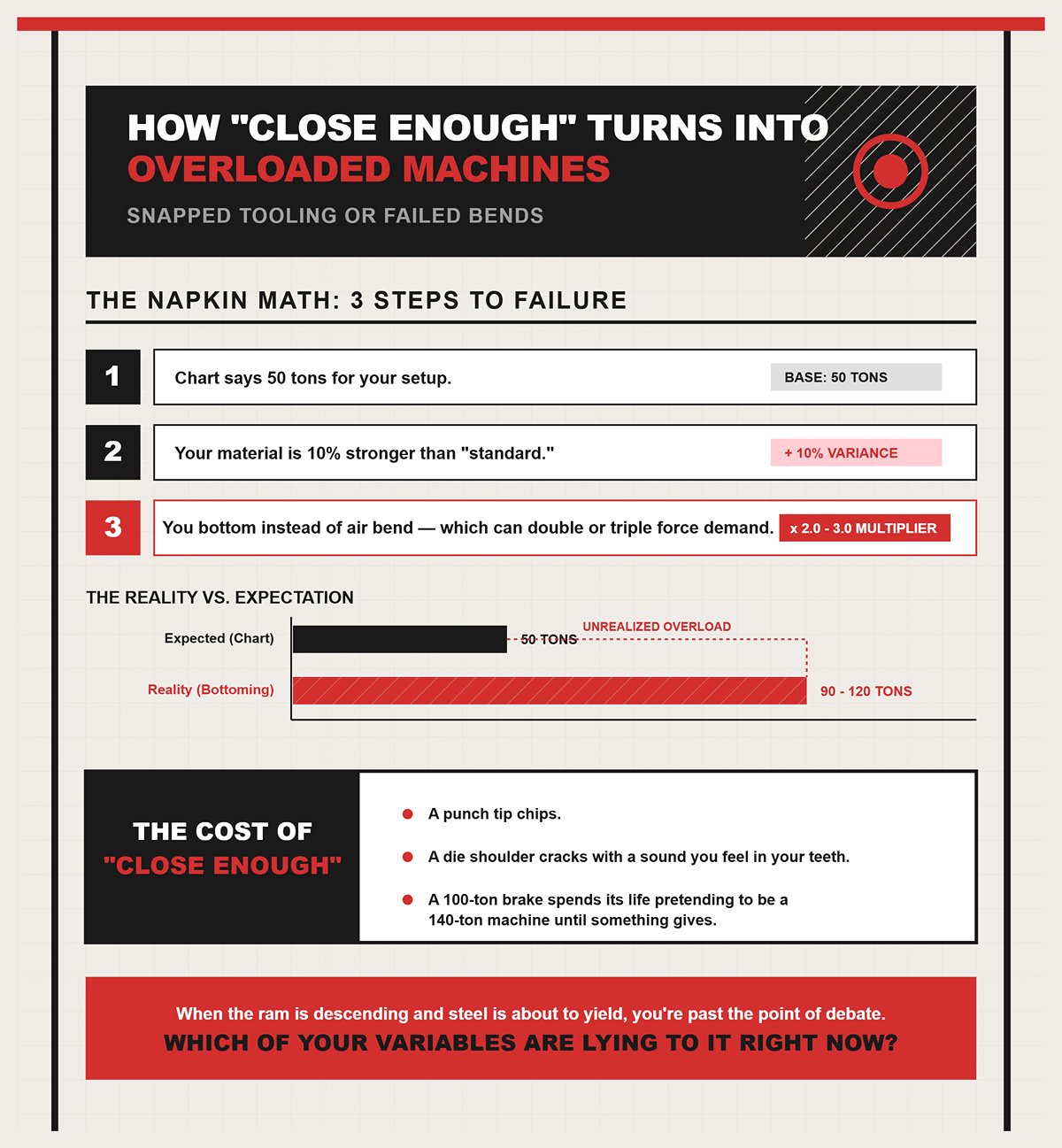
簡単な計算をしましょう。3ステップです。.
あなたはもう50トンではありません。気づかないうちに90や120に近づいているかもしれません。.
これがパンチ先端が欠ける理由です。これがダイ肩が歯に響く音とともに割れる理由です。これが100トンのブレーキが140トンの機械のふりをして寿命を過ごし、何かが壊れるまでの理由です。.
逆に考えてみましょう。高精度作業では、角度を保持しスプリングバックを制御するために、チャートが示す以上の力が必要になることがあります。「マニュアル通り」に運転すると、部品が不安定になり、オペレーターが調整を回し、幽霊ではない幽霊を追いかけることになります。.
“「十分近い」は、間違った場合のコストが小さいときにしか機能しません。.
ラムが下降し、鋼が降伏しようとしているとき、あなたは議論の段階を過ぎています。だから本当の質問は、チャートが役立つかどうかではありません。.
それはこうです:今、どの変数がチャートに嘘をついているのか?
あなたはチャートを手に持って立ち、「いい。もしそれがただの丁寧な推測なら、ラムが降りる前に実際に何を使えばいいのか?」と考えています。“
いいですね。それが正しい質問です。.
チャートが聖典ではないと受け入れたら、肩をすくめることはできません。実際に力を動かす変数を特定しなければなりません。材料、ダイの開口部、曲げ長さを変えると、単に数字を調整したのではなく、パンチとダイの間で鋼が降伏する物理を変えたのです。そのポイント・オブ・ノーリターンの瞬間の前にそれを考慮しなければ、機械が後でそれを考慮します。.
悪運よりも多くの工具を壊す3つを分解しましょう。.
私は、ある工場が同じ1/8インチのブラケットでA36軟鋼から304ステンレスに切り替えるのを見ました。同じ板厚。同じVダイ。同じ曲げ長さ。オペレーターは「ステンレスだから」と言ってトン数をそのままにしました。“

最初の打ち込みで、角度が安物の蝶番のように開いてしまいました。.
なぜか?ほとんどの壁掛けチャートは、引張強度が約60,000 PSIの軟鋼を基準に作られています。これはグリッドに暗黙の前提として組み込まれています。304ステンレスは一般的に75,000〜85,000 PSIに近い値を持ちます。これは単なる丸め誤差ではありません。降伏に対する抵抗が25〜40%増えるということです。.
ここで簡単な計算をしてみましょう:
しかも、スプリングバックの話はまだしていません。.
ステンレスは軟鋼よりも強くスプリングバックします。アルミニウムは、合金や焼きなまし状態によっては逆方向に振れることがあります — 引張強度は低いが、ある焼きなまし状態では大きなスプリングバックが発生します。高精度の作業では、角度を保持しスプリングバックを制御するために、チャートが示すよりも多くの力が必要になることがあります。つまり、あなたは罠にはまっているのです:トン数不足では角度が開き調整を追いかけることになり、トン数過多ではダイが破損し、パンチ先端がわずかに潰れて再現性を損なう危険があります。.
次に、繊維方向(グレイン方向)の問題があります。.
繊維方向に対して横方向に部品を曲げると、繊維方向に沿って曲げる場合よりも5〜15%多くの力が必要になることがあります。同じ板。同じ厚さ。異なる方向。チャートは等方性材料 — すべての方向で同じ強度 — を前提にしていますが、実際の板はチャートの前提など気にしません。.
つまり、チャートの基準材料が特定の引張強度の軟鋼であり、実際の板が硬いヒートロットからのステンレスで繊維方向に対して横方向の場合、あなたは一体何を「参照」しているのでしょうか?
では、機械にすでにセットされていたダイについて話しましょう。.
ほとんどのエアベンドのトン数計算式は、この関係に簡略化されます:力は板厚の二乗に比例し、引張強度に比例し、Vダイの開口で割ったものになります。.
最後の部分が重要です。力はV開口に反比例します。.
V開口を半分にすると、トン数はおおよそ倍になります。.
具体例。1/4インチの軟鋼を、板厚の約8倍にあたる2インチのV開口でエアベンドするとします。チャートでは仮に曲げ長さ全体で60トンと示されています。そこで、より小さい内半径を得たいと考え、V開口を1インチに減らします。.
同じ材料。同じ厚さ。同じ長さ。.
分母が半分になった。必要なトン数は数%だけ丁寧に調整されるわけではない。120トンに向かって一気に跳ね上がる。.
100トンのブレーキ上で。.
ここで多くの人が財務的に打ちのめされる。「チャートの数値は機械の定格以下だから安全だ」と言う。しかしそれは総トン数のことを考えていて、インチあたりの荷重ではない。10フィート、100トンのブレーキは、どこでも100トンをかけられるわけではない。中心線荷重の制限は、しばしば定格の約60%程度であることが多い。120インチのベッドでは、中央でのインチあたりが約1.4トンということもありうる。.
狭いダイと短い部材で中央に過剰な力を集中させると、工具をストレスさせるだけでなく、フレームを曲げてしまう。これが永久のたわみを導入する方法だ。そしてそれが、「彼が決して確認しないのはベッドだ」という説明になる。長年続く角度の不一致の死因説明として。.
8×Tのダイを6×Tや4×Tに「見た目が良いから」と交換するとき、力を再計算したのか、それともただ倍にして油圧が許すことを祈っただけなのか?
何度も聞いたことがある。「チャートでは10フィートで80トン。2フィートしか曲げないから16トンだ。簡単だ」。“
落ち着け。.
確かに、エアベンディングではトン数は曲げ長さにほぼ比例する。短い曲げなら総力は減る。それは事実だ。しかし機械は総トン数だけを気にしているわけではない。その力がベッドに沿ってどう分布しているかを気にするのだ。.
ブレーキが120インチで100トン定格だとすると、均等に分布されればインチあたり約0.83トンになる。しかし実際の機械ではフレーム保護のため中央荷重を定格の約60%に制限することが多い。すると中央ゾーンでインチあたり約1.4トンが硬い上限に近づく。.
計算で24インチの部材に40トン必要だとすると、インチあたり1.67トンになる。.
紙の上では40トンは100トンより少ない。安全に見える。.
実際には、中央でのインチあたり構造制限を超えてしまっている。そうやってフレームは真ん中に永久の笑顔を刻む。一度の劇的な故障ではなく、千回もの「安全」な短い曲げによって、同じ2フィートのベッドを常に過負荷にすることで。.
そして微妙なのはここだ。短い曲げは総トン数を減らすが、局所的過負荷のリスクを高める。チャートは特に明記しない限り全面長さ分布を前提としている。カスタム長さは機械内部の荷重経路を変える。.
だから、単なる割り算ではない。.
総力を実際の曲げ長さで割り、インチあたり制限と照合し、ダイ幅や実際の引張強度を調整する。それが「チャート上安全」と「機械的に安全」の違いだ。.
さあ、今まで明らかにしたことを振り返ろう。.
材料は降伏に必要な応力を変える。ダイの開口は機械的優位性を変える。曲げ長は力をフレームにどう分布させるかを変える。これらはいずれも見た目だけの変更ではない。それぞれが力の方程式を書き換える。.
チャートがこれらの変数を見逃し、あなたの機械が確実にそれらを感じ取るなら、ラムが降りる前にこの3つ全てを考慮する計算はどんな姿になるだろう?
テーブルの上に1/4インチのプレートがある。10フィートの曲げ。顧客は今日中に欲しいと言っている。壁のチャートにはある数字が書かれている。あなたの勘は別の数字を示している。どちらにせよラムは降りてくる。.
では、その「引き返せない瞬間」の前に、実際の計算はどう見えるのか?
こんな感じだ: トン数 = (575 × T² × L) / V
これはチャートではない。これはモデルだ。厚さ、曲げ長さ、ダイの開口を入力させることで、それらが変わらないふりをするのではなく、実際に計算させる。.
そして、3つの数字を掛けて1つで割ることができれば、自分で計算できる。.
では、実際の例から始めよう。.
例えば、1/4インチの軟鋼(0.25インチ)を、2インチのVダイで120インチの長さをエアベンドするとする。.
ステップ1 — 厚さを二乗する。0.25² = 0.0625
ステップ2 — 575と曲げ長さを掛ける。575 × 0.0625 × 120 → 575 × 7.5 = 4,312.5
ステップ3 — V開口で割る。4,312.5 / 2 = 2,156トン? 違う。単位に注意しよう。.
この575という定数は、軟鋼のエアベンドにすでに対応しており、出力は 曲げ1インチあたりのポンド, であり、総トン数ではない。正しく掛け算すると、約 総トン数197トン となる。これは2インチダイで10フィート曲げた場合の値だ。.
では、1つだけ変えてみよう:3インチのVに交換する。.
他のすべては同じ。.
2ではなく3で割ります。必要なトン数はおおよそ 139トン.
同じ材料。同じ厚さ。同じ長さ。.
ラックに置いてある1つの工具のせいで30%の変動。.
だからチャートは丁寧な推測にすぎないのです。通常は板厚の8倍の「標準」Vを想定しています。式は想定しません。分母を声に出して宣言させます。そしてV開口に対してトン数がどれほど激しく反応するかを知れば、便利だからといってダイを選ぶことはなくなります。.
しかし、ここが見落とされがちな部分です。.
この式は 引張強度約60,000 PSIの軟鋼をエアベンディングすることを前提に. います。その575という定数はその前提を組み込んでいます。材料を変えると、その定数はあなたに嘘をつきます。.
では、式全体を書き換えずにどうやって修正するのでしょうか?
私はある工場がA36から304ステンレスに切り替え、同じチャートの数値を使い続けるのを見ました。最初の週は何も壊れませんでした。2週目にはパンチ先端がきのこ状に変形し始めました。3週目には工具メーカーを非難していました。.
何が変わったのか?引張強度です。.
軟鋼の基準:約60,000 PSI。304ステンレス:多くの場合75,000〜85,000 PSI。.
これが簡易計算による補正です:
材料係数 ≈ (実際の引張強度) / (60,000 PSI基準)
ステンレスが75,000 PSIの場合:75,000 / 60,000 = 1.25
つまり、3インチダイでの139トンの計算は?1.25倍します。.
すると 174トンになります。.
あなたの150トンブレーキは、静かにサイズ不足になっていませんか?
そしてそれは、粒の方向やより硬い熱ロットがあなたをさらに5〜15%押し上げる前の話です。.
高精度作業では、角度を保持しスプリングバックを制御するために、チャートが示すよりも多くの力が必要になることがあります。ステンレスは降伏させるためにより多くの力を必要とするだけでなく、戻る際にも抵抗します。オペレーターはより深く押し込み、ストロークの下端付近で急激に力が増加する場所で負荷を増やして補償します。そこが金型が破損する場所です。.
その計算式は、それからあなたを守ってはくれません。.
ただ、そのリスクを可視化するだけです。.
しかし、私たちはまだエアベンドを前提にしています。そしてその前提は、一瞬で力を倍増させる可能性があります。.
最初からきれいにやってみましょう。.
シナリオ:
ステップ1 — 基本のエアベンド計算(軟鋼の基準):
T = 0.25 T² = 0.0625
575 × 0.0625 × 120 ÷ 3 = 575 × 7.5 ÷ 3 = 4,312.5 ÷ 3 ≈ 1,437.5(ハンドレッドウェイト相当スケーリング) ≈ 139トン 軟鋼のエアベンドの場合
ステップ2 — 材料係数を適用:
75,000 / 60,000 = 1.25
139 × 1.25 = 174トンになります。
ステップ3 — フィートごとの分布を確認:
174トン ÷ 10フィート = 1フィートあたり17.4トン。.
もしあなたの150トン、10フィートのブレーキが分布荷重で約25トン/フィートの定格なら、構造的には問題ありません — しかしすでに機械全体の容量を超えています。.
だから、次のいずれかを行う必要があります:
では、一つだけ変更します:エア曲げから ボトム曲げ.
底曲げに切り替えると、一般的に必要なのは 同じセットアップでエア曲げの少なくとも2倍のトン数です。 174 × 2 =.
348トン これは微調整ではありません。これは別の機械クラスです。.
これが、曲げ方法を明示せずに「万能」公式と呼ぶことで、工場が肩の亀裂や中央が永久に笑顔のように曲がったベッドを抱えることになる理由です。この方程式はエア曲げの基準値を与えます。方法が倍率を決定します。.
だからラムが下がる前に、チェックリストはこうです:.
「チャートは何と言っている?」ではなく、
“こうです:”
板厚の二乗。
そのうちの一つを見落とすと、「計算が『ほぼ正しい』」という理由で、$10,000の工具セットが欠けてしまったことをオーナーに説明する羽目になる。“
基準値は作った。これで丁寧な推測に頼らず、本当のエアベンドのトン数を計算できる。.
しかし、コイニング、ボトムベンディング、特殊成形などで物理が完全に変わり、その基準値が危険な過小評価になる場合はどうなるだろうか?
先ほど計算した1/4インチの304ステンレスの仕事 — 3インチVで10フィートのエアベンディングに174トン。機械はすでに150トンの容量で汗をかいている。さて、角度を正確にしたくてスプリングバックを信用しないと決めたとしよう。そこで、計算を変えずにエアベンディングからボトムベンディングに切り替える。.
ラムが降りる。.
厚さは変えていない。長さも変えていない。ダイも変えていない。しかし物理を変えた。それが、制御された計算を折れたダイと誰もかけたくない電話に変えてしまう原因だ。.
理由を分解してみよう。.
パンチがVダイの上に浮かんでいる様子を想像してみよう。エアベンディングでは、材料はパンチ先端とダイの両肩に接触する。接点は3つ。それだけだ。板は決してダイのキャビティに完全に座らない。.
必要な力はスパン — V開口部 — と材料の降伏強度によって決まる。私たちが使った575という定数は、この条件を正確に想定している:エアベンディング、60,000 PSIの軟鋼、標準的なV幅。これは、2つの支点の間で押される梁のモデルだ。.
金属をダイの半径に合わせるように押し付けるのではなく、少し浮かせてスプリングバックさせる。それがV開口部が極端に重要な理由 — レバー作用を制御しているのであって、部品を押し潰して形にしているわけではない。.
そして、3つの接点だけが荷重を支えるため、貫入が増えるにつれてトン数は滑らかに上昇する。予測可能で、制御されている。だから汎用チャートの80%はエアベンディングを基に作られている。許容範囲が広く、効率的で、機械を長持ちさせる。.
信頼できるメーカーの保守的なチャートでさえ、実際の生産と一致する — なぜならこの方法を想定しているからだ。標準V、軟鋼、90度曲げ、エアベンド。この範囲内に収まれば、「丁寧な推測」はほとんどの場合うまくいく。.
その範囲を外れると、チャートはあなたが外れたことを知らない。.
では、板が浮くのをやめて、ダイに押し込まれるようになったら何が変わるのか?
同じ1/4インチのステンレス。同じ10フィート。同じ3インチV。.
空曲げでは、材料補正後に174トンと算出しました。.
では、今度は底曲げをしてください。.
底曲げとは、材料をダイ角度に完全に接触させるまで押し込むことを意味します。三点接触ではありません。両方のダイ面に沿って連続的に接触させます。もはや単に金属を降伏させるだけではなく、その形状に拘束しているのです。.
その拘束には力が必要です。.
業界の係数は、空曲げの基準値の3倍から5倍に達することがよくあります。中には計画要因として5.0以上を推奨するデータシートもあります。ここでは控えめにステンレスの場合は3倍としましょう。.
174 × 3 = 522トン。.
五百二十二トン。.
あなたは徐々にそこに達したわけではありません。一回のペダルストロークで到達したのです。ラムはあなたの想定など気にせず、油圧に従って動くだけです。.
機械的な理由はこうです:空曲げでは、外繊維の降伏に達すると断面全体が比較的緩やかな荷重増加で追随します。底曲げでは、部品がダイに座り込むにつれて、ストロークの下部付近で抵抗が急増します。内側繊維を圧縮し、外側繊維を伸ばしながら角度を拘束するので、荷重カーブが完全接触直前に急峻になります。.
この急増が工具の破損ポイントです。.
高精度作業では、角度保持やスプリングバック制御のために、チャートの示す値以上の力が必要になる場合があります。オペレーターはより深く押し込むことで補います。空曲げではその増加は徐々ですが、底曲げでは下部近くで指数的に増えます。急角度の場合はさらに悪化し、荷重がダイの肩側に移動し応力が集中します。.
そして彼が絶対に確認しないのがベッドです。.
機械は総合150トン、分布では1フィートあたり25トン程度の定格かもしれません。あなたはそれを超えて1フィートあたり50トン以上の相当荷重を要求しています。仮に油圧が挑戦できたとしても、フレームはたわみ、ベッドは癖が付き、いつか真ん中に永久的な笑顔のような湾曲があることに気づくでしょう。.
すべてはチャートが空曲げの話しかしていないせいです。.
底曲げで荷重が3倍にもなるなら、「完璧な」内半径を求めたらどうなると思いますか?
コイニングは、もはや梁の意味での曲げではありません。それは制御された圧潰です。.
パンチ先端を材料に押し込み、曲げ線全体の厚みを塑性変形させるほど強く押します。スプリングバックを力ずくで消し去ります。内半径はパンチ半径になります。なぜなら断面全体を降伏させたからです。.
空曲げ基準値の10倍という係数は、計画ガイドにおいて誇張ではありません。それは生き残りのための値です。.
私たちの174トンのエアベンドステンレスの例を見てみましょう。.
174 × 10 = 1,740トン。.
これは誤記ではありません。.
さて、アルミニウムでは数値が下がると反論する前に——そうです、素材は重要です。柔らかい合金なら、メソッド乗数を適用する前に基準値を半分にするかもしれません。しかし、メソッド乗数の適用は変わりません。金属を押しつぶすには、どんなに柔らかくても、曲げるよりはるかに大きな力が必要です。.
機械的には、コイニングはエアベンドを効率的にする中立軸の移動を排除します。板厚全体にわたって均一な塑性変形を強制するのです。応力はもはや外側繊維に局所化されることはありません。全体に一度にかかります。プレスブレーキは一瞬だけ鍛造プレスになります。.
これが、コイニングが現代のプレスブレーキでは薄板材や特殊成形以外ではまれな理由です。トン数要求が急激に跳ね上がるため、ごく短い曲げ長さだけが実用的になります。数インチ程度です。10フィートではありません。.
では、いつそれを行う価値があるのでしょうか?
許容差が絶対的にスプリングバックゼロを要求し、部品が十分に短く、総トン数が機械と工具の限界内に収まるときです。それは、オペレーターが「角度が言うことを聞かないから」といって近道をするのではなく、意識的なエンジニアリングの判断です。“
再計算せずに方法を切り替えるということは、ちょっとした調整ではありません。機械のクラスを飛び越えることです。.
そして、紙の上で総トン数が問題ないように見えても、その力がベッド全体にどう分布するかについてはまだ話していません。200トンが均等に広がるのと、数インチに集中するのとでは違います。後者ではショルダーが割れ、金型が欠けるのです。.
想像してください。300トンのプレスブレーキ、長さ12フィート。12フィートのエアベンドを180トンで行う。機械は退屈そうです。油圧は安定。フレームもまっすぐなまま。.
次の作業は3/8インチ厚板の12インチブラケット。計算機では総トン数90トン。300トン未満です。あなたは微笑んでペダルを踏みます。.
ラムが降りる。.
機械は耐えます。金型は耐えません。.
理由はこうです。その90トンはもう12フィートに分散していません。1フィートに押し込まれています。1フィートあたり90トンです。もしあなたの金型がメートルあたり80トン(およそ1フィートあたり24トン)に定格されているとしたら、その限界のほぼ4倍をかけたことになります。ブレーキはシステム全体の総トン数が低いので問題ありません。工具は荷重密度しか気にしないので、破損します。.
総トン数はフレームを守ります。フィートあたりのトン数は工具を守ります。.
そして、その違いを図表がはっきり示すことはほとんどありません。.
では、荷重を集中させたとき、その力は実際にベッド上をどのように移動するのでしょうか?
200トンのブレーキは、ベッド全体に200トンを均等に伝達するわけではありません。メーカーの荷重チャートを見れば分かるとおり、全長に分散した負荷は定格に近いかもしれませんが、中央荷重能力は低下します——場合によっては定格トン数の50〜70%に——これはラムとベッドがたわむためです。.
鋼はたわむ。必ず。.
重い中央荷重の下では、ラムが微視的に曲がります。ベッドは反対方向に曲がります。望むと望まざるとにかかわらず、わずかなクラウン効果が生じます。ある精度報告では、テーブル長3200 mmに対してわずか0.06 mmの偏差が測定されました。その微小なたわみが部品全体でおよそ0.17°の角度変化に変換されました。.
半度の公差を追いかけて必死にダイをシムしているときには、大したことないようには聞こえません。.
そこにスタック方式を加えます。ボトム曲げやコイニングはストロークの底部で力を急増させます。その急増は、たわみが最大になるまさにその時に起こります。つまり、方法の倍率で総トン数を増やすだけでなく、構造が最も弱い中間スパンで局所的な応力を増幅しているのです。.
中央荷重は単に破滅的な故障を脅かすだけではありません。機械の精度を徐々に奪っていきます。ベッドは癖をつけ、ラムは偏りを持つようになります。ある日、部品は常に中央が開き、端が締まるようになります。.
彼が決して確認しないのはベッドです。.
しかし、フレームが何年もその虐待に耐えたとしても、ダイは何年も持ちません。悪い一撃で終わります。.
そこで、私が最もよく目にする間違いに話が移ります。.
ダイメーカーが「80トン/メートル」のような定格を刻印するのには理由があります。それは飾りではありません。それは工具鋼の断面全体における降伏限界です。.
では、ざっくり計算してみましょう。.
ステップ1:材料の倍率と曲げ方法を含めて、総トン数を正しく計算します。.
ステップ2:実際の曲げ長さをフィート単位で割ります。.
ステップ3:その数値をダイのトン数/フィート定格と比較します。.
修正したボトム曲げ計算が、10インチの部品で120トンと出たとします。10インチは0.83フィートです。.
120 ÷ 0.83 ≈ 145トン/フィート。.
ダイが80トン/メートル定格なら、それは約24トン/フィートです。.
少し超えているわけではありません。6倍超えています。.
「でも120トンだし、これは250トンのブレーキだから」と言う人にならないでください。それがショルダーが欠け、パンチが膨らむ原因です。ブレーキの油圧システムは120を見ますが、ダイのショルダーは2本の接触線に集中した145トン/フィートを受けます。.
そしてボトム曲げは荷重をダイのショルダー方向に移します。急角度のダイはそれを悪化させます。接触面積は縮小し、応力は上昇します。工具鋼は警告のきしみ音を出しません。破断します。.
機械内部で.22口径が発砲したような音が聞こえるでしょう。.
それは、ペダルを一回踏むだけで$10,000のミスです。.
現代のトン数計算機は、正しい入力を与えれば確かな総力の数値を出してくれます。彼らは敵ではありません。盲点は、彼らが出力するのはシステム全体のトン数であり、負荷密度ではないということです。工具の定格を自分で確認することを前提にしています。.
あなたは確認していますか?
たとえ計算上は金型の定格トン数/フィート以内であっても、100%で運転してはいけません。.
定格は理想的な位置合わせ、完璧な材料、オフセンター荷重なし、摩耗したベッドによるたわみの積み重ねなしを前提にしています。実際の工場は理想的な条件ではありません。材料の引張強度はヒートごとに変動します。作業者は角度を追い求めて過剰に押し込みます。クラウニングは常に完璧に調整されているわけではありません。.
高精度作業では、角度を保持しスプリングバックを制御するために、チャートが示すより多くの力が必要になることがあります。つまり作業者は本能的により深く押し込みます。底付近では力が急速に増加します。.
だから規律としてこうします:金型のトン数/フィート定格の80%以下、そしてベッド上のその位置における機械のセンターロード容量の80%以下を目標にします。.
金型が1フィートあたり24トンの定格なら、19トンを計画します。.
機械のセンターロードチャートが中央で最大140トンと示しているなら、110トンを計画します。.
その20%のバッファは、材料の変動、セットアップの誤差、そしてラムが急停止しない現実を吸収します。それは工具寿命を延ばします。それは一貫性を確保します。それはラムが「後戻りできない後悔のポイント」になるのを防ぎます。.
一度ラムが下りてしまえば、物理法則は交渉してくれません。.
だから次のセクションが明確な意思決定フレームワークを提示する前に、簡単なことを自問してください:トン数の数字を見たとき、あなたは総力を見ていますか — それとも鋼が曲がるか…折れるかを実際に決める1フィートあたりの力を見ていますか?
ペダルを踏む前に、その曲げが機械と工具にとって安全かどうかを教えてくれるステップバイステップのフレームワークが必要です。.
いいですね。なぜなら「希望」はセットアップ戦略ではないからです。.
すでに、負荷密度 — トン数/フィート — が工具を破壊し、フレームから徐々に精度を奪っていくことを確認しました。だからフレームワークはこの順序で考えるよう強制する必要があります:チャート → 実際の力 → 1フィートあたりの負荷 → 機械の限界 → 安全マージン → 物理的検証。ひとつでも欠ければ、あなたは折れた金型をオーナーに説明する羽目になります。.
推測をやめて検証を始める方法はこうです。.
チャートは答えではありません。それは嘘発見器です。.
ステップ1:厚さとV開口に応じてチャートから一般的なトン数を引き出します。これにより、軟鋼、エアベンド、理想的な条件での1フィートあたりの基準トン数が得られます。.
次に、簡単な比較を1つ行います。.
その数値は、あなたの機械の分散容量と同じ範囲に収まっていますか?
チャートが1フィートあたり12トンで、10フィートの曲げを計画している場合、それは合計120トンです。130トンの機械では、実際の材料や方法を補正する前からすでに限界に近づいています。チャートは、この作業が限界に近いことを示しています。.
しかし、ここでオペレーターは手を抜きます。そこで止めてしまうのです。.
チャートは公称厚さを前提としています。ほとんどの板は実際には厚めです。5〜15%厚いことはよくあります。計算前に実際の厚さをマイクロメーターで測らないと、計算が始まる前に誤差を注入してしまいます。ラックのラベルを手元のキャリパーより信じるような人にならないでください。.
だからチャートが答えるのはただ一つの質問です:「この作業は明らかに不可能か?」“
その嗅覚テストを通過したら、次に何を実際に確認しますか?
これが規律の部分です。毎回同じ順序で行います。.
1. 現実を測定する。. 実際の厚さ。実際の曲げ長さ。実際の材料の種類。A36から304に切り替えたのに倍率を変えなかった場合、それは計算ではなく仮定です。.
2. 補正した総トン数を計算する。. 基準のフィートあたりトン数 × 材料倍率 × 方法倍率 × 曲げ長さ。エアベンドが基準です。ボトムベンドやコイニングの場合は、それに応じて倍率を掛けます。高精度作業では、角度保持やスプリングバック制御のためにチャートが示すより多くの力が必要になることがあります。その追加の力は意図的でなければならず、偶然であってはなりません。.
これで総システムトン数が得られます。.
3. 荷重密度に変換する。. 総トン数 ÷ 実際の曲げ長さ(フィート単位)。これがダイが感じる数値です。機械ではなく、ダイです。.
その数値をダイの定格フィートあたりトン数と比較します。その定格の80%以下に留まってください。その余裕は臆病ではありません。引張強度、貫入深さ、位置ずれの変動に対する保険です。.
4. 機械のセンターロード容量を確認する。. 定格トン数ではなく、センターロードチャートを参照します。計算した総トン数が、そのスパンにおける許容センターロードの80%を超える場合、名板に問題ないと書かれていても赤ゾーンで曲げていることになります。.
機械の定格は上限であり、中央荷重は重力である。.
5. 機械自体があなたに嘘をついていないことを確認する。. 彼が決して確認しないのはベッドです。.
長いスパンでテーブルの偏差が0.06mmあると、測定可能な角度の変化につながることがある。長年の酷使でベッドが変形してしまっている場合、美しいトン数計算も部品全体の角度を維持できない。バックゲージの再現性が数百分の数ミリ以上ずれている?曲げ線が移動し、実効レバーアームが変わり、計算した力が現実と一致しなくなる。.
1つの悪い機械変数が計算全体を無効にする。.
このチェックリストが何をしているかわかるか?トン数を単一の数字から条件依存の連鎖に変えるのだ。1つのリンクが切れると結果が変わる。.
しかし、すべては絶対に知っておくべき1つの数字にかかっている。.
| ステップ | 説明 |
|---|---|
| 1. 現実を測定する。. | 実際の厚さ。実際の曲げ長さ。実際の材料の種類。A36から304に切り替えたのに倍率を変えなかった場合、それは計算ではなく仮定です。. |
| 2. 修正後の総トン数を計算する。. | 基礎となる1フィートあたりのトン数 × 材料係数 × 方法係数 × 曲げ長さ。エアベンドが基準。ボトムベンドやコイニングの場合は適宜掛け算する。高精度作業では、角度を保持しスプリングバックを制御するために、チャートが示すよりも多くの力が必要になることがあり、その追加の力は意図的でなければならない。これで総システムトン数が得られる。. |
| 3. 荷重密度に変換する。. | 総トン数 ÷ 実際の曲げ長さ(フィート単位)。これがダイが感じる数値だ。機械ではない。ダイだ。その数値をダイの定格フィートあたりトン数と比較する。定格の80%以下に留まること。これは臆病ではなく、引張強度、貫入深さ、位置ずれの変動に対する保険である。. |
| 4. 機械の中央荷重容量を確認する。. | 定格トン数ではなく、中央荷重チャートを見る。計算した総トン数が、そのスパンに許される中央荷重の80%を超える場合、銘板が大丈夫と言っていても赤ゾーンで曲げていることになる。機械の定格は上限であり、中央荷重は重力である。. |
| 5. 機械自体があなたに嘘をついていないことを確認する。. | 彼が決して確認しないのはベッドだ。長いスパンでテーブルの偏差が0.06mmあると、測定可能な角度の変化につながることがある。長年の酷使でベッドが変形してしまっている場合、美しいトン数計算も部品全体の角度を維持できない。バックゲージの再現性が数百分の数ミリ以上ずれている?曲げ線が移動し、実効レバーアームが変わり、計算した力が現実と一致しなくなる。1つの悪い機械変数が計算全体を無効にする。. |
あなたが知るべきなのは 計画された安全マージンでの検証済みフィートあたりトン数.
チャートのフィートあたりトン数でも、生の計算フィートあたりトン数でもない。検証され、修正され、マージン調整されたものだ。.
こちらがナプキン版です:
もしダイが1フィートあたり24トンの定格なら、作業上限は約19トンです。計算結果が21トンなら、それは「少し超えている」ではありません。工具鋼の弾性快適ゾーンを超えて作業しているということです。.
ラムが降りる。.
鋼はあなたが「ほぼ近い」ことを気にしません。.
そして、今後持ち続けるべき非明白な部分はこれです:トン数チャートが危険なのは間違っているからではありません。危険なのは、あなたの思考を早く止めてしまうからです。正確に見えるので仕様のように扱ってしまいます。実際には、あなたの工場が毎日違反している前提に基づいた丁寧な推測に過ぎません。.
この枠組みは、その推測を既知の機械限界内で検証された負荷密度に変換し、現実を吸収するバッファを持たせることを強制します。.
ラムが降りる前に、あなたは次の3つを確実に知っておくべきです:修正済み総トン数。工具定格の80%以下での検証済みフィートあたりのトン数。該当スパンでの機械の許容中央荷重。.
もし知らなければ、あなたは金属を曲げているのではありません。.
硬化鋼と、過去の失敗を記憶するフレームでギャンブルしているのです。.


















