

10‑gauge yumuşak çelik, 8‑fit bükme için hazırlanan birini izledim, V‑kalıp doğrudan duvardaki tablodan seçilmiş. Tabloya göre tonajı ayarlıyor. Koç aşağı iniyor. İlk parça solda iyi görünüyor, sağda biraz açık. Suçu malzemeye atıyor. Biraz daha kuvvet ekliyor.
Kontrol etmediği şey yatak.
3200 mm’lik bir pres frende sadece 0,06 mm’lik masa düzlüğü hatası, bükme açınızı yaklaşık 0,17 derece değiştirebilir. Üstelik “doğru” tonajla. Yani kuvvet kağıt üzerinde doğru olsa bile makine geometrisi bunu eşit dağıtmıyorsa, o tablo size gerçekte ne vermiş oluyor?
Bir tonaj tablosu resmi hissi verir. Düzgün sıralanmış sayılar. Bir tarafta malzeme kalınlığı, üstte kalıp açıklığı. Kutunuzu bulun, cevabı okuyun. Sanki matematik sizin için çoktan yapılmış gibi görünür.
Ama o tablo kibar bir tahmindir.
Belirli bir çekme dayanımına sahip yumuşak çeliği varsayar. Altına oturtma veya baskı değil, hava bükmeyi varsayar. Belirli bir zımba yarıçapı, belirli bir kalıp genişliği, belirli bir sürtünme durumu, yatağa eşit kuvvet veren bir makine varsayar. Bunlardan herhangi birini değiştirirseniz “cevap” kayar. İkisini değiştirirseniz artık aynı problemde değilsiniz.
Ve gerçek bir atölyede, en son ne zaman tüm değişkenler yerinde durdu?
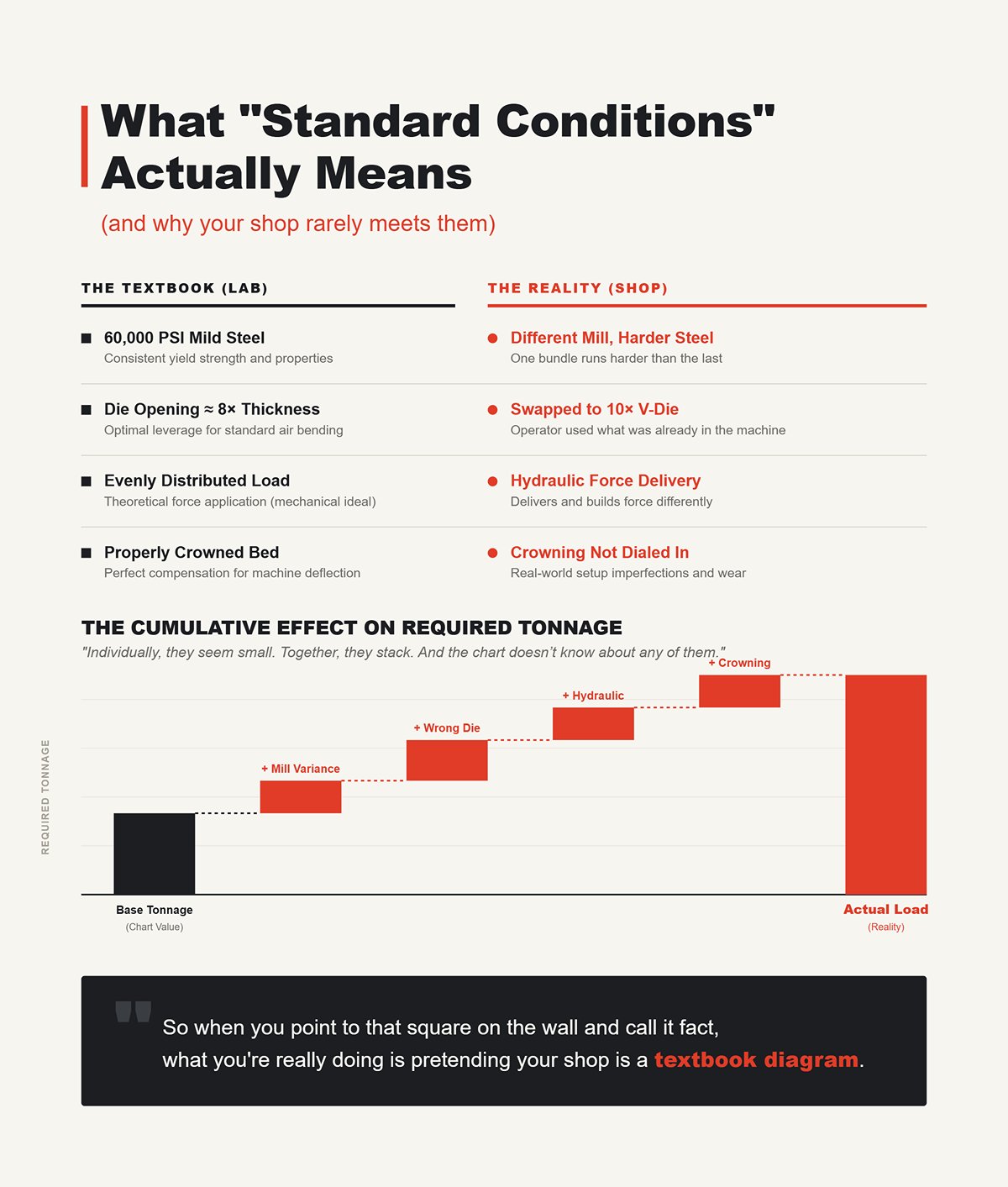
“Standart koşullar” genellikle şuna benzer: 60.000 PSI yumuşak çelik, hava bükme, iç yarıçap yaklaşık malzeme kalınlığına eşit, kalıp açıklığı kalınlığın yaklaşık 8 katı, düzgün taçlanmış yatak, eşit dağıtılmış yük.
Bu, atölyenizin laboratuvar versiyonudur.
Şimdi rafınıza gidin. Bir demet “yumuşak çelik” farklı bir fabrikadan geldiği için daha sert çalışır. Sizden önceki operatör, makinede zaten olduğu için kalınlığın 10×’u olan bir V‑kalıp takmıştır. Hidrolik bir pres freni çalıştırıyorsunuz, bu mekanik olanlardan farklı şekilde kuvvet verir. Belki taç ayarınız mükemmel değil.
Bunların her biri gerekli tonajı etkiler.
Tek tek küçük görünürler. Birlikte birikirler. Ve tablo bunların hiçbirini bilmez.
Yani duvardaki o kareyi işaret edip ona “gerçek” dediğinizde, aslında atölyenizin bir ders kitabı diyagramı olduğunu varsayıyorsunuz.
İşte insanlar burada başlarını belaya sokar.
Tablodaki sayıyı bir tahmin değil, bir spesifikasyon gibi kabul ederler. Bu yüzden içine “güvenlik” eklerler. Emin olmak için 11‑gauge yerine 3/16“ya bakarlar. Ya da kalıp genişliğini yukarı yuvarlarlar. Ya da ”sigorta” olarak 10% eklerler.”
Kulağa temkinli geliyor.
Ama kuvvet niyetlerinizi umursamaz. Eğer tablo zaten ortalama malzeme ve ortalama kurulum varsaymışsa ve siz üzerine ekstra ekliyorsanız, her çevrimde frenin üst sınırına daha fazla yaklaşıyorsunuz. Hidrolikler bunu görür. Çerçeveler bunu görür. Takımlar kesinlikle bunu görür.
Zamanla, işte böyle koç sapması, aşınmış kılavuzlar, çatlamış zımba omuzları oluşur. Tek bir dramatik patlamayla değil. Yorgunlukla. Sapmayla. $10,000“lik bir yeniden yapımın ”birdenbire ortaya çıktığını” iddia ettiğiniz o yavaş ilerleyişte.”
Öyle olmadı.
Bir tahmini taş üzerine kazınmış gibi davrandınız.
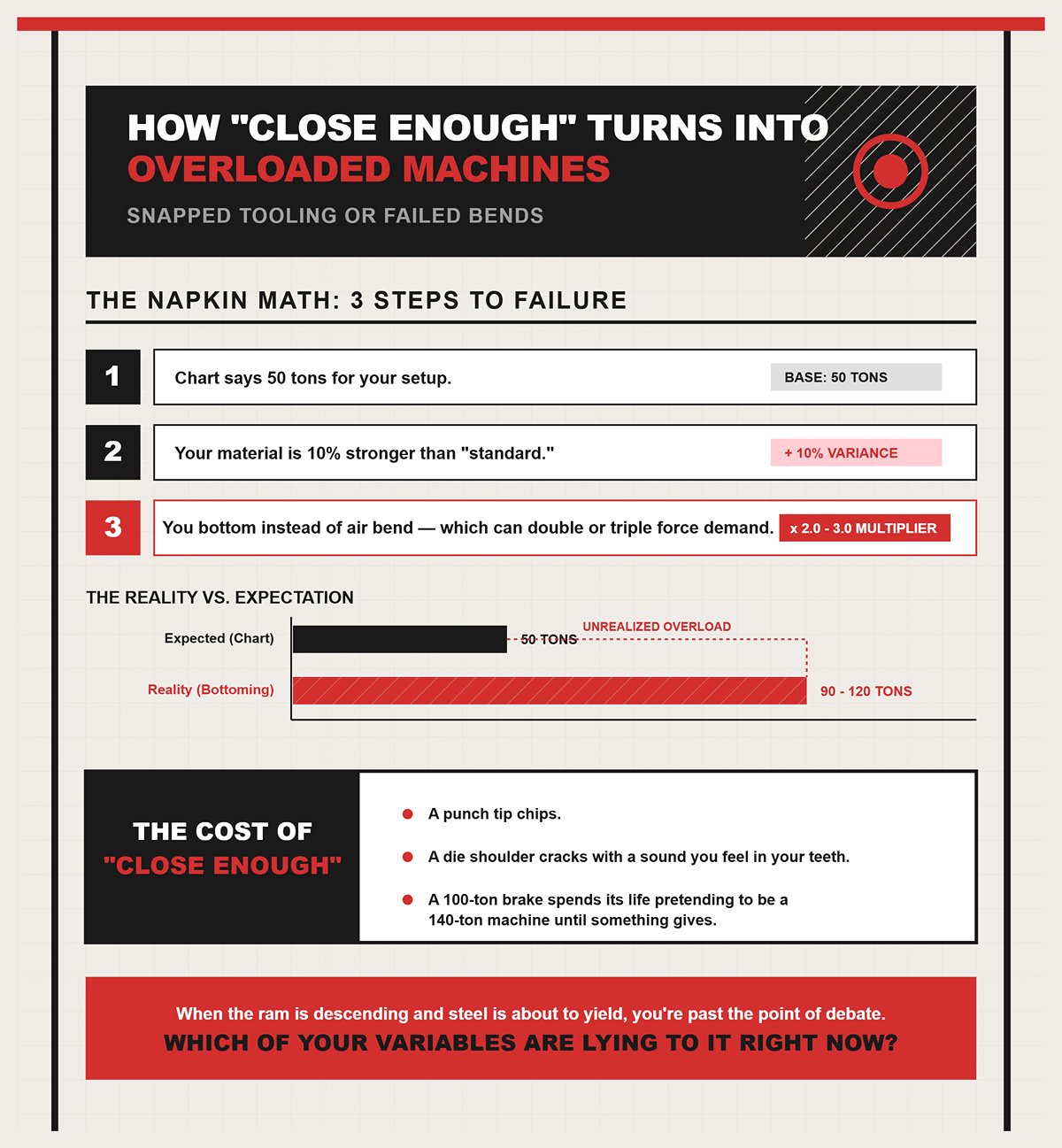
Hadi kabataslak hesap yapalım. Üç adım.
Artık 50 tonda değilsiniz. Farkında olmadan 90 veya 120 tonla flört ediyor olabilirsiniz.
İşte böyle zımba ucu çatlar. İşte böyle kalıp omuzu dişlerinizde hissedeceğiniz bir sesle kırılır. İşte böyle 100 tonluk fren, hayatını 140 tonluk bir makineymiş gibi geçirir ve sonunda bir şeyler verir.
Ya da tersini düşünün. Yüksek hassasiyetli işler bazen açıyı korumak ve geri yaylanmayı kontrol etmek için tablonun önerdiğinden daha fazla kuvvet gerektirir. “Kitaba göre” çalıştırırsanız, tutarsız parçalar elde edersiniz, operatörler ayarları çevirir, aslında hayalet olmayan hayaletleri kovalar.
“Yeterince yakın” yalnızca yanlış olmanın maliyeti küçük olduğunda işe yarar.
Koç aşağı inerken ve çelik akmak üzereyken, tartışma noktasını geçmişsinizdir. Yani gerçek soru tablonun faydalı olup olmadığı değil.
Şu: şu anda hangi değişkenler ona yalan söylüyor?
Elinizde tabloyla duruyorsunuz ve düşünüyorsunuz: “Tamam. Eğer bu sadece nazik bir tahminse, koç aşağı inmeden önce aslında ne kullanmam gerekiyor?”
Güzel. Bu doğru soru.
Çünkü bir kez tablonun kutsal olmadığını kabul ettiğinizde, omuz silkeme hakkınız yok. Kuvveti gerçekten değiştiren değişkenleri belirlemeniz gerekir. Malzemeyi, kalıp açıklığını veya bükme uzunluğunu değiştirirseniz, bir sayıyı oynamakla kalmazsınız — zımba ile kalıp arasında çeliğin nasıl aktığını değiştirmiş olursunuz. Geri dönüşü olmayan noktadan önce bunu hesaba katmazsanız, makine bunu sonra hesaba katar.
Hadi kötü şansın asla yapmadığı kadar çok takımı bozan üç taneyi inceleyelim.
Bir atölyenin 1/8 inçlik braketlerde A36 yumuşak çelikten 304 paslanmaza geçtiğini izledim. Aynı kalınlık. Aynı V kalıbı. Aynı bükme uzunluğu. Operatör tonajı olduğu gibi bıraktı çünkü “bu sadece paslanmaz.”

İlk vuruşta açı ucuz bir menteşe gibi açıldı.
Neden? Çünkü çoğu duvar tablosu yaklaşık 60.000 PSI çekme dayanımına sahip yumuşak çelik üzerine kuruludur. Bu, tabloya gizlice yerleştirilmiş sessiz varsayımdır. 304 paslanmaz genellikle 75.000–85.000 PSI civarında çalışır. Bu bir yuvarlama hatası değildir. Bu, akmaya karşı –40 daha fazla direnç demektir.
İşte kabataslak hesap:
Ve bu, yaylanma etkisinden bahsetmeden önce.
Paslanmaz, yumuşak çeliğe göre daha fazla yaylanır. Alüminyum ise, alaşım ve sertlik durumuna bağlı olarak, ters yönde hareket edebilir — daha düşük çekme dayanımı, ancak bazı sertliklerde büyük yaylanma. Yüksek hassasiyetli işler, açıyı korumak ve yaylanmayı kontrol etmek için bazen tablonun önerdiğinden daha fazla kuvvet gerektirir. Bu durumda bir tuzağa düşersiniz: yetersiz tonaj size açık açılar ve sürekli ayar peşinde koşma getirir; fazla tonaj ise kalıpların kırılma riskini ve tekrarlanabilirliği bozacak şekilde ucu mantarlaşmış bir zımba ucu riskini doğurur.
Bir de tane yönü var.
Bir parçayı tane yönüne karşı bükerseniz, tane yönüyle bükmeye kıyasla %5–15 daha fazla kuvvet gerekebilir. Aynı levha. Aynı kalınlık. Farklı yönlendirme. Tablo, malzemenin tüm yönlerde eşit dayanımlı olduğunu varsayar. Gerçek levha, tablonun ne varsaydığını umursamaz.
Yani tablodaki temel malzeme belirli bir çekme dayanımına sahip yumuşak çelikse ve sizin gerçek levhanız daha sert bir üretim partisinden tane yönüne karşı paslanmaz ise, artık neyi “tabloya bakarak” öğreniyorsunuz?
Şimdi makinede zaten takılı olduğu için aldığınız kalıptan bahsedelim.
Çoğu hava bükme tonaj formülü şu ilişkiye indirgenir: Kuvvet, kalınlığın karesi ile çekme dayanımının çarpımının, V-kalıp açıklığına bölünmesiyle orantılıdır.
Son kısım önemlidir. Kuvvet, V açıklığıyla ters orantılıdır.
V açıklığını yarıya indirirseniz, tonajı kabaca ikiye katlarsınız.
Somut örnek. Diyelim ki 1/4 inç yumuşak çelik, 2 inçlik (yaklaşık 8× kalınlık) V açıklığında hava bükme yapılıyor. Tablo, varsayımsal olarak, bükme uzunluğunuzda 60 ton diyor. Şimdi daha sıkı bir iç yarıçap istiyorsunuz ve 1 inçlik V’ye düşüyorsunuz.
Aynı malzeme. Aynı kalınlık. Aynı uzunluk.
Paydanız yarıya indi. Gerekli tonaj birkaç yüzde nazikçe ayarlanmıyor. 120 ton civarına sıçrıyor.
100 tonluk bir pres frende.
Ve işte burada insanlar finansal olarak eziliyor. Diyorlar ki, “Tablodaki sayı makine kapasitemin altında, güvendeyim.” Ama toplam tonajı düşünüyorlar, inç başına yükü değil. 10 feet’lik, 100 tonluk bir pres frende istediğiniz yerde 100 ton demek değildir. Merkez hattı yük limitleri genellikle tam kapasitenin yaklaşık ’ı civarındadır. 120 inçlik bir yatakta bu, merkezde inç başına yaklaşık 1,4 ton anlamına gelebilir.
Dar bir kalıp ve kısa bir parça ile ortada çok fazla kuvvet yoğunlaştırırsanız, sadece takımı zorlamakla kalmaz — çerçeveyi de esnetirsiniz. İşte bu şekilde kalıcı deformasyon meydana gelir. İşte bu şekilde “Hiç kontrol etmediği şey yatak” yıllarca tutarsız açılar için otopsi açıklaması haline gelir.
Yani “daha iyi görünüyor” diye 8×T kalıbı 6×T veya 4×T ile değiştirdiğinizde, kuvveti yeniden mi hesapladınız — yoksa sadece ikiye katlayıp hidroliklerin sizi affetmesini mi umdunuz?
Bunu çok fazla duydum: “Tablo 10 feet için 80 ton diyor. Ben sadece 2 feet büküyorum. Yani bu 16 ton. Basit.”
Yavaşla.
Evet, hava bükmede tonaj yaklaşık olarak bükme uzunluğu ile ölçeklenir. Daha kısa bükme, daha az toplam kuvvet. Bu kısım doğru. Ama makine sadece toplam tonlara önem vermez. Bu tonların yatak boyunca nasıl dağıldığına önem verir.
Diyelim ki pres frendeniz 120 inç boyunca 100 ton olarak derecelendirilmiş. Bu, mükemmel şekilde dağıtılırsa inç başına yaklaşık 0,83 ton demektir. Ancak gerçek makineler çerçeveyi korumak için merkez yüklemeyi genellikle bu kapasitenin yaklaşık ’ı ile sınırlar. Şimdi orta bölgede inç başına yaklaşık 1,4 tonluk bir sert sınırdasınız.
Hesaplamanız 24 inçlik parçanızın 40 ton gerektiğini söylüyorsa, bu inç başına 1,67 ton demektir.
Kağıt üzerinde, 40 ton 100’den az. Güvenli görünüyor.
Gerçekte, makinenin merkezindeki inç başına yapısal limiti aştınız. İşte bu şekilde çerçeveler ortada kalıcı bir gülümseme kazanır. Tek bir dramatik arıza ile değil — aynı 2 feet’lik yatak bölümünü sessizce aşırı zorlayan bin “güvenli” kısa bükme ile.
Ve işte ince nokta: daha kısa bükmeler toplam tonajı azaltır, ancak yerel aşırı yüklenme riskini artırır. Tablo, aksi belirtilmedikçe tam uzunluk dağılımını varsayar. Özel uzunluğunuz makinenin içindeki yük yolunu değiştirir.
Yani hayır, bu sadece bölme işlemi değil.
Bu, toplam kuvvetin gerçek bükme uzunluğuna bölünüp, inç başına limitlerle karşılaştırılıp, kalıp genişliği ve gerçek çekme dayanımı için ayarlanmasıdır. İşte “tabloya göre güvenli” ile mekanik olarak güvenli arasındaki fark.
Şimdi geri çekilip ortaya çıkardığımız şeylere bakın.
Malzeme, akma için gereken stresi değiştirir. Kalıp açıklığı mekanik avantajı değiştirir. Bükme uzunluğu bu kuvvetin çerçeveye nasıl dağıldığını değiştirir. Bunların hiçbiri kozmetik düzenleme değildir. Her biri kuvvet denklemine yeniden yön verir.
Tablo bu değişkenleri göremiyorsa ve makineniz kesinlikle hissediyorsa, ram aşağı inmeden önce üçünü birden hesaba katan bir hesaplama nasıl görünürdü?
Masada 1/4 inçlik bir plaka var. On ayaklık büküm. Müşteri bugün istiyor. Duvardaki tablo bir sayı söylüyor. İçgüdün başka bir sayı söylüyor. Presin koçu her iki durumda da aşağı inecek.
Peki, geri dönüşü olmayan o an öncesinde matematik aslında nasıl görünüyor?
Şöyle görünüyor: Tonaj = (575 × T² × L) / V
Bu bir tablo değil. Bu bir model. Kalınlık, büküm uzunluğu ve kalıp açıklığını girmeye zorlar, bunların değişmediğini varsaymak yerine.
Ve üç sayıyı çarpıp birine bölebiliyorsan, bunu kendin çalıştırabilirsin.
Gerçek bir şeyle başlayalım.
Diyelim ki 1/4 inç yumuşak çeliği (0.25 inç) 120 inç boyunca 2 inçlik V kalıbı ile hava büküyorsun.
Adım 1 — Kalınlığı karesini al. 0.25² = 0.0625
Adım 2 — 575 ve büküm uzunluğu ile çarp. 575 × 0.0625 × 120 575 × 7.5 = 4,312.5
Adım 3 — V açıklığına böl. 4,312.5 / 2 = 2,156 ton mu? Hayır. Birimlerine dikkat et.
Bu 575 sabiti zaten hava bükmede yumuşak çeliği hesaba katar ve çıktıyı büküm başına inç başına pound, olarak verir, toplam ton olarak değil. Doğru çarptığında yaklaşık 197 ton toplam elde edersin, 2 inçlik kalıpla yapılan o 10 ayaklık büküm için.
Şimdi sadece bir şeyi değiştir: 3 inçlik bir V’ye geç.
Diğer her şey aynı.
2 yerine 3’e böldünüz. Gerekli tonaj yaklaşık olarak 139 ton.
Aynı malzeme. Aynı kalınlık. Aynı uzunluk.
Sadece rafınızda duran bir alet yüzünden yüzde otuzluk değişim.
İşte bu yüzden tablolar nazik tahminlerdir. Genellikle “standart” bir V varsayarlar, genelde kalınlığın 8×’i. Formül varsaymaz. Size paydanızı yüksek sesle belirtmenizi sağlar. Ve tonajın V-açılışına ne kadar şiddetle tepki verdiğini gördüğünüzde, sadece uygun olduğu için kalıp seçmeyi bırakırsınız.
Ama işte adamların kaçırdığı kısım.
Bu formül şuna dayanır: yaklaşık 60.000 PSI çekme dayanımında yumuşak çeliği hava bükme. Bu 575 sabiti bu varsayımı içine işler. Malzemeyi değiştirirseniz, sabit size yalan söyler.
Peki tüm denklemi yeniden yazmadan bunu nasıl düzeltirsiniz?
Bir atölyenin A36’dan 304 paslanmaz çeliğe geçtiğini ve aynı tablo değerlerini kullandığını gördüm. İlk hafta hiçbir şey patlamadı. İkinci hafta, zımba uçları mantarlaşmaya başladı. Üçüncü hafta, takım tedarikçisini suçluyorlardı.
Ne değişti? Çekme dayanımı.
Yumuşak çelik temel: ~60.000 PSI. 304 paslanmaz: genellikle 75.000–85.000 PSI.
İşte kabataslak düzeltme hesabı:
Malzeme Çarpanı ≈ (Gerçek Çekme Dayanımı) / (60.000 PSI temel)
Paslanmazınız 75.000 PSI ise: 75.000 / 60.000 = 1.25
Bu, 3 inçlik kalıpla yaptığınız 139 tonluk hesap mı? 1,25 ile çarpın.
Artık 174 ton.
150 tonluk presiniz sessizce yetersiz mi kaldı?
Ve bu, tane yönü veya daha sert ısı partileri sizi başka bir %5–15 itmeden önce.
Yüksek hassasiyetli işler bazen açıyı korumak ve geri yaylanmayı kontrol etmek için tabloda önerilenden daha fazla kuvvet gerektirir. Paslanmaz sadece akma için daha fazla kuvvet istemekle kalmaz; geri gelirken de size karşı savaşır. Operatörler daha derine girerek telafi eder, strokun altına yakın yerde yükü artırır, burada kuvvet en hızlı şekilde yükselir. İşte kalıpların kırıldığı yer burasıdır.
Formül sizi bundan korumaz.
Sadece riski görünür kılar.
Ama hâlâ hava bükme varsayımını yapıyoruz. Ve bu varsayım bir anda kuvvetinizi ikiye katlayabilir.
Haydi sıfırdan, temiz bir şekilde çalıştıralım.
Senaryo:
Adım 1 — Temel hava bükme hesaplaması (yumuşak çelik baz alınarak):
T = 0,25 T² = 0,0625
575 × 0,0625 × 120 ÷ 3 = 575 × 7,5 ÷ 3 = 4.312,5 ÷ 3 ≈ 1.437,5 (yüz ağırlığı eşdeğer ölçeklemede) ≈ 139 ton yumuşak çelik hava bükme için
Adım 2 — Malzeme çarpanını uygula:
75,000 / 60,000 = 1.25
139 × 1,25 = 174 ton
Adım 3 — Ayak başına dağılımı kontrol et:
174 ton ÷ 10 ft = ayak başına 17,4 ton.
Eğer 150 tonluk, 10 ft’lik presiniz yaklaşık 25 ton/ft dağıtılmış olarak derecelendirilmişse, yapısal olarak sorun yok — ancak toplam makine kapasitesini zaten aşmışsınız.
Yani ya:
Şimdi sadece bir şeyi değiştirin: hava bükmeden taban bükmeye.
Taban bükme genellikle aynı kurulum için hava bükme tonajının en az 2×’ini gerektirir.
174 × 2 = 348 ton.
Bu küçük bir ayar değil. Bu tamamen farklı bir makine sınıfı.
Bu yüzden bükme yöntemini belirtmeden “evrensel” formül demek, atölyelerin çatlamış omuzlara ve ortasında kalıcı bir gülümseme oluşmuş bir yatağa sahip olmalarına neden olur. Denklem size hava bükme için bir temel verir. Yöntem ise çarpanı belirler.
Yani koç aşağı inmeden önce kontrol listeniz şu değil:
“Tablo ne diyor?”
Şudur:
Bunlardan birini atlarsanız, matematik “yeterince yakın” olduğu için $10,000 takım setinin neden çatladığını sahibine açıklayan kişi siz olursunuz.”
Temel çizgiyi oluşturduk. Artık kibar bir tahmine güvenmek yerine gerçek hava bükme tonajını hesaplayabilirsiniz.
Peki ya madeni para basma, taban bükme veya özel şekillendirme fiziği tamamen değiştirip o temel çizgiyi tehlikeli bir eksiltmeye dönüştürdüğünde ne olur?
Az önce hesaplarını yaptığımız 1/4 inç 304 paslanmaz işiniz var — 3 inç V ile 10 feet boyunca hava bükmede 174 ton. Makine zaten 150 ton kapasitede terliyor. Şimdi diyelim ki açının tam olması gerektiğine karar verdiniz ve yaylanmaya güvenmiyorsunuz. Bu yüzden hava bükmeden taban bükmeye geçiyorsunuz, matematiğe dokunmadan.
Koç aşağı iner.
Kalınlığı değiştirmediniz. Uzunluğu değiştirmediniz. Kalıbı değiştirmediniz. Ama fiziği değiştirdiniz. İşte burada insanlar kontrollü bir hesaplamayı kırılmış bir kalıba ve kimsenin yapmak istemediği bir telefon görüşmesine dönüştürür.
Nedenini parçalayalım.
Zımbanın V kalıbının üzerinde durduğunu hayal edin. Hava bükmede, malzeme zımba ucu ve iki kalıp omzuna temas eder. Üç nokta. Hepsi bu. Levha hiçbir zaman tamamen kalıp boşluğuna oturmaz.
Güç gereksinimi açıklık — V açıklığı — ve malzeme akma dayanımı tarafından belirlenir. Kullandığımız 575 sabiti? Tam olarak bunu varsayar: hava bükme, 60.000 PSI yumuşak çelik, tipik V genişliği. İki destek arasında itilen bir kiriş modelidir.
Metali kalıp yarıçapına uymaya zorlamıyorsunuz. Biraz yüzmesine ve yaylanmasına izin veriyorsunuz. Bu yüzden V açıklığı bu kadar şiddetli önemlidir — kaldıraç kontrol ediyorsunuz, parçayı şekle sokmak için ezmiyorsunuz.
Ve yükü sadece üç temas noktası taşıdığı için, tonaj penetrasyon arttıkça düzgün bir şekilde yükselir. Öngörülebilir. Kontrollü. Bu yüzden genel grafiklerin 80%’si hava bükme üzerine kuruludur. Affedicidir. Verimlidir. Makineleri hayatta tutar.
Saygın üreticilerin muhafazakâr grafiklerinin bile gerçek üretimle uyumlu olmasının nedeni — bu yöntemi varsaymalarıdır. Standart V, yumuşak çelik, 90 derece bükme, hava bükme. Bu sınırlar içinde kalırsanız “kibar tahmin” çoğu zaman işe yarar.
Bu sınırların dışına çıkarsanız, grafik sizin çıktığınızı bilmez.
Peki levha yüzmeyi bırakıp kalıba zorlanmaya başladığında ne değişir?
Aynı 1/4 inç paslanmaz çelik. Aynı 10 feet. Aynı 3 inç V.
Hava bükmede, malzeme düzeltmesinden sonra 174 ton dedik.
Şimdi alt bükme yap.
Alt bükme, malzemeyi kalıp açısına tamamen temas edene kadar itmek demektir. Üç nokta değil. Her iki kalıp yüzü boyunca sürekli temas. Artık sadece metali akma sınırına getirmiyorsun. Onu geometrisine zorla oturtuyorsun.
Bu kısıtlama kuvvet gerektirir.
Sektördeki çarpanlar genellikle hava bükme temelinin 3× ile 5× üzerinde olur. Bazı veri tabloları planlama faktörü olarak 5.0+ değerini önerir. Muhafazakâr kalalım ve paslanmaz için 3× diyelim.
174 × 3 = 522 ton.
Beş yüz yirmi iki.
Oraya yavaş yavaş çıkmadın. Tek bir pedal darbesiyle ulaştın çünkü pres senin varsayımlarını umursamaz. Sadece hidrolikleri takip eder.
Ve işte mekanik nedeni: hava bükmede, dış liflerde akma sınırına ulaşıldığında, kesitin geri kalanı nispeten mütevazı bir yük artışıyla takip eder. Alt bükmede, parça kalıba oturdukça, direnç strokun altına yakın bir noktada fırlar. İç lifleri sıkıştırırken dış lifleri geriyorsun ve açıyı kısıtlıyorsun. Yük eğrisi tam temas öncesinde sert bir şekilde dikleşir.
O yükselme, takımın kırıldığı yerdir.
Yüksek hassasiyetli işler bazen açı tutmak ve geri yaylanmayı kontrol etmek için tablonun önerdiğinden daha fazla kuvvet gerektirir. Operatörler daha derine iterek telafi eder. Hava bükmede bu kademelidir. Alt bükmede, alt noktaya yakın bu üstel olur. Keskin açılar bunu daha da kötüleştirir çünkü yük kalıp omuzlarına doğru kayar ve stresi yoğunlaştırır.
Ve onun asla kontrol etmediği şey yataktır.
Makine toplamda 150 ton, belki ayak başına 25 ton olarak derecelendirilmiş olabilir. Sen az önce ayak başına 50 tonun üzerinde eşdeğer talep ettin. Hidrolikler denemeye çalışsa bile, çerçeve esner, yatak kalıcı şekil alır ve bir gün ortasında kalıcı bir gülümseme fark edersin.
Tüm bunlar sadece tablonun hava bükme hikâyesini anlatmasından dolayı.
Alt bükme yükünü üç katına çıkarabiliyorsa, “mükemmel” bir iç yarıçap istediğinde ne olacağını düşünüyorsun?
Baskılama artık kiriş anlamında bükme değildir. Kontrollü ezmedir.
Punch ucunu malzemeye, bükme hattında tüm kalınlığı plastik olarak deforme edecek kadar sert şekilde sürersin. Geri yaylanmayı kaba kuvvetle yok edersin. İç yarıçap, punch yarıçapı olur çünkü kesitin her yerini akma sınırına getirmişsindir.
Hava bükme temelinin 10× çarpanları, planlama kılavuzlarında abartı değildir. Bunlar hayatta kalma faktörleridir.
174 tonluk hava bükme paslanmaz örneğimizi ele alalım.
174 × 10 = 1.740 ton.
Bu bir yazım hatası değil.
Şimdi, alüminyumun sayıyı düşürdüğünü iddia etmeden önce — evet, malzeme önemlidir. Yumuşak bir alaşım, yöntem çarpanını uygulamadan önce temel değeri yarıya indirebilir. Ancak yöntem çarpanı yine de geçerlidir. Metali ezmek, ne kadar yumuşak olursa olsun, onu bükmekten çok daha fazla güç gerektirir.
Mekanik olarak, baskılama (coining) hava bükmeyi verimli kılan nötr eksen kaymasını ortadan kaldırır. Kalınlık boyunca uniform plastik deformasyonu zorlamış olursunuz. Gerilim artık dış liflerde lokalize değildir. Aynı anda her yerde bulunur. Pres bükme makinesi bir anlığına dövme presine dönüşür.
Bu nedenle baskılama, ince malzeme veya özel şekillendirme dışında modern pres bükme makinelerinde nadirdir. Tonnaj gereksinimi o kadar hızlı artar ki yalnızca çok kısa bükme uzunlukları uygulanabilir. Birkaç inç, belki. On feet değil.
Peki ne zaman buna değer?
Tolerans kesinlikle sıfır geri yaylanma gerektirdiğinde ve parça toplam tonnaja makine ve takım sınırları içinde kalacak kadar kısa olduğunda. Bu, “açı bana karşı koyuyor” diye operatörün kestirme yapması değil, bilinçli bir mühendislik kararıdır.”
Hesap yapmadan yöntemi değiştirmek küçük bir ayar yapmak değildir. Makine sınıfı atlıyorsunuz.
Ve toplam tonnaja kağıt üzerinde ulaşılsa bile, bu kuvvetin yatak boyunca nasıl dağıldığını henüz konuşmadık — çünkü 200 tonun eşit şekilde yayılması başka bir şeydir, birkaç inç üzerinde yoğunlaşması ise omuzların çatlaması ve kalıpların kırılması demektir.
Şunu hayal edin: 300 tonluk pres bükme, 12 feet uzunluğunda. 12 feet’lik hava bükmeyi 180 tonla çalıştırıyorsunuz. Makine umursamıyor. Hidrolikler sabit. Çerçeve düz kalıyor.
Sonraki iş 3/8 inç levhadan 12 inçlik bir braket. Hesap makinesi toplam 90 ton diyor. 300’ün çok altında. Gülümsüyorsunuz, pedala basıyorsunuz.
Koç aşağı iner.
Makine sağ kalıyor. Kalıp kalmıyor.
İşte nedeni. O 90 ton artık 12 feet’e yayılmıyor. Bir foot’a sıkışıyor. Foot başına doksan ton. Kalıbınız metre başına 80 ton — yaklaşık foot başına 24 ton — olarak derecelendirilmişse, ona limitinin neredeyse dört katını yüklediniz demektir. Pres bükme makinesi iyi çünkü toplam sistem tonnaja düşük. Takım bozuluyor çünkü sadece yük yoğunluğunu önemsiyor.
Toplam tonnaj çerçeveyi hayatta tutar. Foot başına tonnaj takımınızı sağlam tutar.
Ve tablolar bu ayrımı size neredeyse hiç bağırmaz.
Peki kuvveti yoğunlaştırdığınızda yatak boyunca nasıl hareket eder?
200 tonluk bir pres bükme, yatak boyunca her yerde eşit şekilde 200 ton vermez. Herhangi bir üreticinin yük tablosuna bakın, göreceksiniz: tam uzunlukta dağıtılmış yük rating’e yakın olabilir, ancak ortadan yükleme kapasitesi düşer — bazen rating tonnaja göre –70’e kadar — çünkü koç ve yatak eğilir.
Çelik esner. Her zaman.
Ağır bir merkez yükü altında, koç mikroskobik olarak eğilir. Tabla ise ters yönde eğilir. İsteseniz de istemeseniz de hafif bir bombe etkisi oluşur. Bir hassasiyet raporu, 3200 mm’lik tabla uzunluğu boyunca sadece 0,06 mm sapma ölçmüştü. Bu küçük sapma, parça boyunca yaklaşık 0,17° açı değişimine karşılık geldi.
Yarım derece tolerans peşinde koşup kalıpları çaresizce takozlarken kulağa pek az gibi gelmez.
Şimdi bunun üzerine yöntem etkisini ekleyin. Alt bükme veya baskılama, strokun en altında kuvveti zirveye çıkarır. Bu zirve, tam da sapmanın en fazla olduğu anda gerçekleşir. Yani yöntem çarpanlarıyla toplam tonajı artırmakla kalmıyor, yapının en zayıf olduğu orta açıklıkta yerel gerilimi de güçlendiriyorsunuz.
Merkezden yükleme sadece felaketle sonuçlanabilecek bir arızayı tehdit etmekle kalmaz. Makinenin hassasiyetini yavaş yavaş yok eder. Tabla kalıcı şekil alır. Koç bir tarafa eğilim geliştirir. Bir gün parçalarınız hep ortada açık, uçlarda sıkı olur.
Kontrol etmediği şey yatak.
Ama çerçeveniz yıllarca bu kötü muameleden sağ kalsa bile, kalıbınız yıllarını almaz. Bir kötü darbede gider.
Bu bizi en sık gördüğüm hataya getiriyor.
Kalıp üreticileri “metre başına 80 ton” gibi değerleri bir sebep için damgalar. Bu süs değil. Bu, takım çeliğinin kesitindeki akma sınırıdır.
Hadi basit hesap yapalım.
Adım 1: Toplam tonajı doğru hesaplayın — malzeme çarpanı ve bükme yöntemini dahil ederek.
Adım 2: Gerçek bükme uzunluğunu ayak cinsinden bölün.
Adım 3: Bu sayıyı kalıbın ayak başına ton değerine kıyaslayın.
Diyelim ki düzeltilmiş alt bükme hesabınız 10 inçlik bir parça için 120 ton diyor. On inç 0,83 ayaktır.
120 ÷ 0,83 ≈ ayak başına 145 ton.
Kalıbınız metre başına 80 ton olarak derecelendirilmişse, bu yaklaşık ayak başına 24 ton demektir.
Biraz fazla değil. Altı kat fazla.
“Ama bu sadece 120 ton ve bu 250 tonluk bir pres freni” diyen adam olmayın. İşte bu şekilde omuzlar çatlar ve zımbalar mantarlaşır. Pres frenin hidrolik sistemi 120 ton görür. Kalıp omuzu ise iki temas hattında yoğunlaşmış ayak başına 145 ton görür.
Ve alt bükme yükü kalıp omuzlarına doğru dışa kaydırır. Keskin kalıplar bunu daha da kötüleştirir. Temas alanı küçülür. Gerilim artar. Takım çeliği uyarı gıcırtıları vermez. Kırılır.
Makinenin içinde .22’lik tabanca patlaması gibi bir çat sesi duyarsınız.
Bu, tek bir pedal darbesinde $10.000’lik bir hata.
Modern tonaj hesaplayıcıları, doğru girdileri verdiğinizde size sağlam toplam kuvvet değerleri sunabilir. Onlar düşman değildir. Kör nokta şu ki, sistem tonajını verirler, yük yoğunluğunu değil. Takım derecelendirmelerini kendiniz kontrol edeceğinizi varsayarlar.
Peki ya siz?
Matematiğiniz kalıbın ayak başına tonaj değerleri içinde olduğunuzu söylese bile, 100% ile çalışmayın.
Derecelendirmeler ideal hizalama, kusursuz malzeme, merkez dışı yükleme olmaması, aşınmış yataklardan gelen sapma birikmesi olmaması üzerine kuruludur. Gerçek atölyeler ideal koşullar değildir. Malzemenin çekme dayanımı partiden partiye değişir. Operatörler açı tutturmak için fazla derine iner. Taçlama her zaman tam ayarlı değildir.
Yüksek hassasiyetli işler bazen açı tutmak ve geri yaylanmayı kontrol etmek için tablodan daha fazla kuvvet gerektirir. Bu, operatörlerin içgüdüsel olarak daha derine itmesi anlamına gelir. Kuvvet, alt kısma yaklaşırken hızla artar.
Disiplin şudur: kalıbın ayak başına tonaj derecesinin %’ini ve yatak üzerindeki o konum için makinenin merkez yük kapasitesinin %’ini hedefleyin.
Kalıp ayak başına 24 ton olarak derecelendirilmişse, 19 ton planlayın.
Makinenin merkez yük tablosu ortada maksimum 140 ton diyorsa, 110 ton planlayın.
Bu 20%’lik tampon, malzeme değişkenliğini, kurulum hatasını ve pistonun bir anda durmadığı gerçeğini absorbe eder. Size takım ömrü kazandırır. Size tutarlılık kazandırır. Pistonun geri dönüşü olmayan bir pişmanlık noktasına dönüşmesini engeller.
Çünkü piston aşağı indiğinde, fizik pazarlık yapmaz.
Bu yüzden bir sonraki bölüm size temiz bir karar çerçevesi sunmadan önce, kendinize basit bir şey sorun: tonaj değerine baktığınızda toplam kuvveti mi görüyorsunuz — yoksa çeliğin bükülüp bükülmeyeceğini… ya da kırılacağını belirleyen ayak başına kuvveti mi?
Pedala basmadan önce bükmenin makine ve takım için güvenli olup olmadığını size söyleyen adım adım bir çerçeve istiyorsunuz.
Güzel. Çünkü umut bir kurulum stratejisi değildir.
Yük yoğunluğunun — ayak başına tonajın — takımı öldürdüğünü ve yavaş yavaş çerçevenin doğruluğunu bozduğunu zaten belirledik. Bu yüzden çerçeve sizi şu sırayla düşünmeye zorlamalı: tablo → gerçek kuvvet → ayak başına yük → makine limitleri → güvenlik payı → fiziksel doğrulama. Birini kaçırırsanız, sahibine kırılmış bir kalıbı açıklayan kişi olursunuz.
İşte tahmin etmeyi bırakıp doğrulamaya başlamanın yolu.
Tablo cevap değildir. O bir yalan dedektörüdür.
Birinci adım: Kalınlığınız ve V-açılışınız için tablodan genel tonajı çekin. Bu size yumuşak çelik, hava bükme, ideal koşullar için ayak başına ton cinsinden bir temel verir.
Şimdi basit bir karşılaştırma yapın.
Bu sayı, makinenizin dağıtılmış kapasitesiyle aynı seviyede mi?
Tablo ayak başına 12 ton diyorsa ve 10 ayaklık bir bükme planlıyorsanız, bu toplamda 120 ton demektir. 130 tonluk bir makinede, gerçek malzeme veya yöntem için düzeltme yapmadan önce bile zorlanmaya başlıyorsunuz. Tablo size bu işin sınırda olduğunu söyledi.
Ama işte operatörlerin dikkatsizleştiği yer burası. Orada duruyorlar.
Tablo nominal kalınlığı varsayar. Çoğu sac daha ağırdır. %5 ila daha ağır olması yaygındır. Hesaplamadan önce gerçek kalınlığı ölçmezseniz, daha matematiğe başlamadan hatayı sisteme sokmuş olursunuz. Raf etiketine elinizdeki kumpastan daha fazla güvenen kişi olmayın.
Yani tablo yalnızca bir soruyu yanıtlar: “Bu iş açıkça imkansız mı?”
Eğer bu ilk testi geçerse, sonraki adımda neyi doğruluyorsunuz?
Bu disiplin kısmıdır. Her işte aynı sıra.
1. Gerçeği ölçün. Gerçek kalınlık. Gerçek bükme uzunluğu. Gerçek malzeme türü. A36’dan 304’e geçtiyseniz ve çarpanı değiştirmediyseniz, hesaplama yapmadınız — varsaydınız.
2. Düzeltilmiş toplam tonajı hesaplayın. Temel ayak başına ton × malzeme çarpanı × yöntem çarpanı × bükme uzunluğu. Hava bükme sizin temelinizdir. Alt bükme veya baskı (coining) mi? Uygun şekilde çarpın. Yüksek hassasiyetli işler bazen açı tutmak ve geri yaylanmayı kontrol etmek için tablonun önerdiğinden daha fazla kuvvet gerektirir — ve bu ekstra kuvvet kasıtlı olmalıdır, tesadüfi değil.
Artık toplam sistem tonajına sahipsiniz.
3. Yük yoğunluğuna dönüştürün. Toplam ton ÷ gerçek bükme uzunluğu (ayak cinsinden). Bu, kalıbın hissettiği sayıdır. Makinenin değil. Kalıbın.
Bunu kalıbın ayak başına tonaj değerine göre karşılaştırın. O değerin ’inde veya altında kalın. Bu pay korkaklık değildir. Çekme mukavemeti, nüfuz derinliği ve hizalama hatasındaki değişkenlere karşı sigortadır.
4. Makinenin merkez yük kapasitesini kontrol edin. Nominal tonaj değil. Merkez yük tablosu. Hesapladığınız toplam tonaj, o açıklık için izin verilen merkez yükün ’ini aşıyorsa, isim levhası size uygun dese bile kırmızı bölgede bükme yapıyorsunuz demektir.
Makine derecelendirmesi bir tavan. Merkez yükleme yerçekimidir.
5. Makinenin size yalan söylemediğini doğrulayın. Kontrol etmediği şey yatak.
Uzun bir mesafede 0,06 mm’lik tabla sapması ölçülebilir açı değişimine dönüşebilir. Yıllarca kötü kullanımdan dolayı tabla şekil değiştirmişse, güzel tonaj hesabınız parçanın tümünde açıyı korumaz. Geri dayama tekrarlanabilirliği birkaç yüzde milimetrenin ötesine kayıyor mu? Bükme hattınız kayar, etkin kaldıraç kolunuz değişir ve hesapladığınız kuvvet artık gerçeğe uymaz.
Tek bir kötü makine değişkeni tüm hesabı geçersiz kılar.
Bu kontrol listesinin ne yaptığını görüyor musunuz? Tonajı tek bir sayıdan bağımlı koşullar zincirine dönüştürüyor. Bir halkayı kırarsanız, sonuç değişir.
Ama tüm bunlar hâlâ mutlaka bilmeniz gereken tek bir sayıya bağlı.
| Adım | Açıklama |
|---|---|
| 1. Gerçeği ölçün. | Gerçek kalınlık. Gerçek bükme uzunluğu. Gerçek malzeme türü. A36’dan 304’e geçtiyseniz ve çarpanı değiştirmediyseniz, hesaplama yapmadınız — varsaydınız. |
| 2. Düzeltilmiş toplam tonajı hesaplayın. | Temel ton/fit × malzeme çarpanı × yöntem çarpanı × bükme uzunluğu. Hava bükme sizin temelinizdir. Dip bükme veya baskılama mı? Uygun şekilde çarpın. Yüksek hassasiyetli işler bazen açı korumak ve geri esnemeyi kontrol etmek için tablonun önerdiğinden daha fazla kuvvet gerektirir — ve bu ekstra kuvvet kasıtlı olmalı, tesadüfi değil. Artık toplam sistem tonajına sahipsiniz. |
| 3. Yük yoğunluğuna dönüştürün. | Toplam ton ÷ gerçek bükme uzunluğu (fit cinsinden). Bu, kalıbın hissettiği sayıdır. Makinenin değil. Kalıbın. Bunu kalıbın derecelendirilmiş ton/fit değerine kıyaslayın. O derecelendirmenin ’inde veya altında kalın. Bu marj korkaklık değildir. Çekme mukavemeti, penetrasyon derinliği ve hizalama hatasındaki değişime karşı sigortadır. |
| 4. Makinenin merkez yük kapasitesini kontrol edin. | Derecelendirilmiş tonaj değil. Merkez yükleme tablosu. Hesapladığınız toplam tonaj, o açıklık için izin verilen merkez yükün ’ini aşıyorsa, isim levhası size uygun dese bile kırmızı bölgede büküyorsunuz demektir. Makine derecelendirmesi bir tavan. Merkez yükleme yerçekimidir. |
| 5. Makinenin size yalan söylemediğini doğrulayın. | Onun asla kontrol etmediği şey tabla. Uzun bir mesafede 0,06 mm’lik tabla sapması ölçülebilir açı değişimine dönüşebilir. Yıllarca kötü kullanımdan dolayı tabla şekil değiştirmişse, güzel tonaj hesabınız parçanın tümünde açıyı korumaz. Geri dayama tekrarlanabilirliği birkaç yüzde milimetrenin ötesine kayıyor mu? Bükme hattınız kayar, etkin kaldıraç kolunuz değişir ve hesapladığınız kuvvet artık gerçeğe uymaz. Tek bir kötü makine değişkeni tüm hesabı geçersiz kılar. |
Bilmeniz gereken planlanan güvenlik marjında doğrulanmış ton/fit değerinizdir.
Tablo ton/fit değil. Ham hesaplanmış ton/fit değil. Doğrulanmış, düzeltilmiş ve marj ayarlı.
İşte peçete versiyonu:
Eğer kalıbınız feet başına 24 ton olarak derecelendirilmişse, çalışma tavanınız yaklaşık 19“dur. Hesabınız 21 diyorsa, ”biraz fazla” değilsiniz. Takım çeliğinin elastik konfor bölgesinin ötesinde çalışıyorsunuz.
Koç aşağı iner.
Çelik, yakın olduğunuzu umursamaz.
Ve ileriye taşımanız gereken, göz önünde olmayan kısım şu: tonaj tablosu yanlış olduğu için tehlikeli değil. Tehlikeli çünkü düşünmeyi çok erken durduruyor. Kesinmiş gibi hissettiriyor, bu yüzden onu bir spesifikasyon gibi ele alıyorsunuz. Gerçekte ise, atölyenizin her gün ihlal ettiği varsayımlar üzerine kurulmuş nazik bir tahmin.
Bu çerçeve, o tahmini bilinen makine sınırları içinde doğrulanmış bir yük yoğunluğuna dönüştürmenizi ve gerçeği absorbe eden bir tampon eklemenizi zorunlu kılar.
Koç aşağı inmeden önce, üç şeyi kesin olarak bilmelisiniz: Düzeltilmiş toplam tonajınız. Takım derecelendirmesinin % veya daha azında doğrulanmış feet başına tonunuz. O açıklık için makinenizin izin verilen merkez yükü.
Bilmiyorsanız, metal bükmüyorsunuz.
Sertleştirilmiş çelik ve her hatayı hatırlayan bir çerçeve ile kumar oynuyorsunuz.


















