

He visto a un tipo preparar para acero dulce de calibre 10, doblado de 8 pies, matriz en V elegida directamente del gráfico de la pared. Ajusta la tonelada que indica el gráfico. El ariete baja. La primera pieza se ve bien a la izquierda, un poco abierta a la derecha. Culpa al material. Añade un poco más de fuerza.
Lo que nunca revisa es la cama.
Un error de planitud de mesa de solo 0,06 mm en una prensa de 3200 mm puede variar tu ángulo de doblado en alrededor de 0,17 grados. Eso es con la tonelada “correcta”. Así que si la fuerza es correcta en el papel pero la geometría de la máquina la distribuye de manera desigual, ¿qué te dio realmente ese gráfico?
Un gráfico de tonelada se siente oficial. Números en filas ordenadas. Espesor del material en un lado, apertura de la matriz en la parte superior. Encuentras tu casilla, lees tu respuesta. Parece que las matemáticas ya están hechas para ti.
Pero ese gráfico es una suposición educada.
Asume acero dulce con una resistencia a la tracción específica. Asume doblado al aire, no fondo o acuñado. Asume un radio de punzón determinado, un ancho de matriz determinado, una condición de fricción determinada, una máquina que entrega la fuerza de manera uniforme a lo largo de la cama. Cambia cualquiera de esos y la “respuesta” se desvía. Cambia dos y ya no estás en el mismo problema.
Y en un taller real, ¿cuándo fue la última vez que todas las variables se mantuvieron quietas?
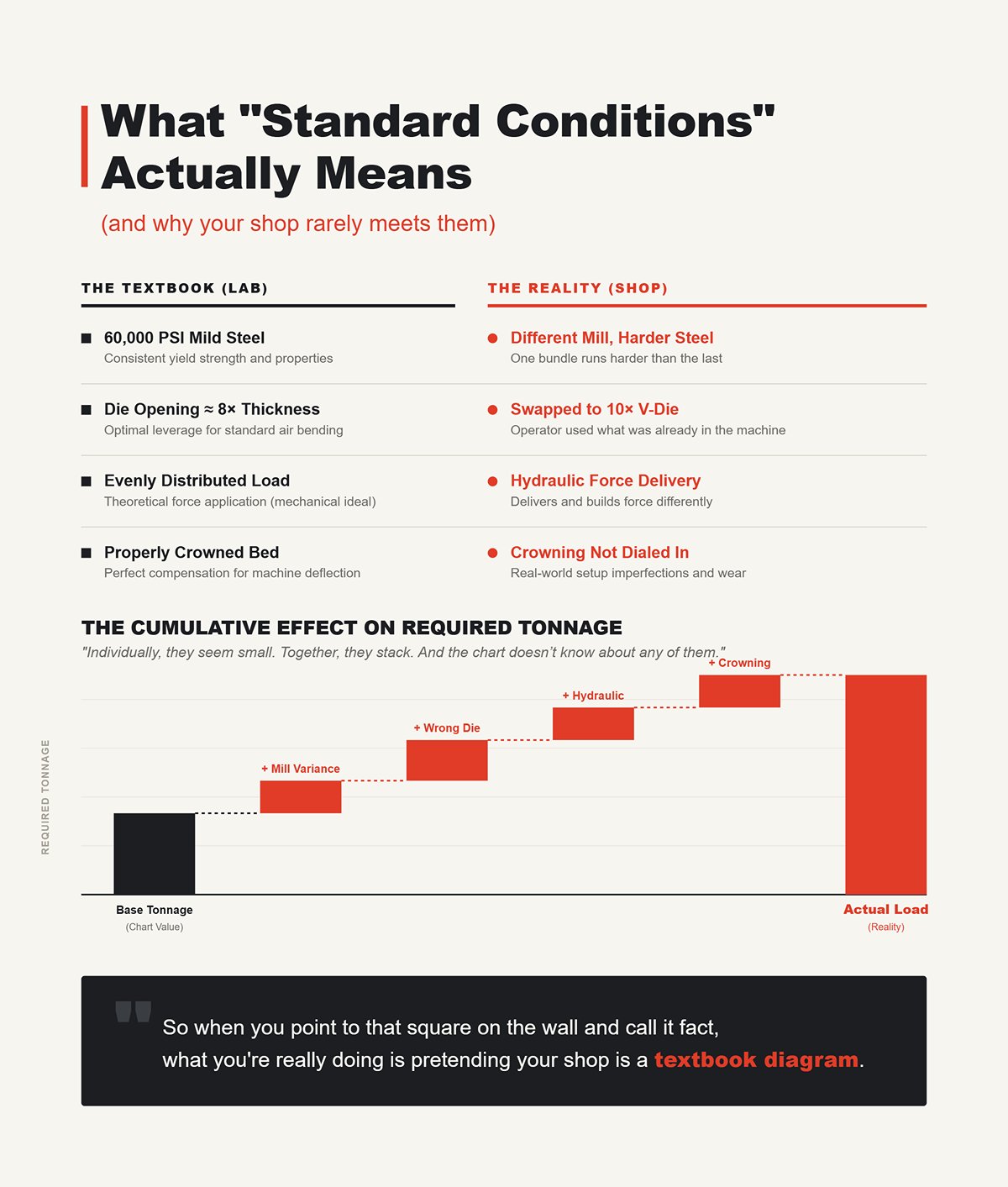
“Condiciones estándar” generalmente significa algo así: acero dulce de 60.000 PSI, doblado al aire, radio interior aproximadamente igual al espesor del material, apertura de matriz alrededor de 8 veces el espesor, cama correctamente coronada, carga distribuida uniformemente.
Esa es la versión de laboratorio de tu taller.
Ahora camina hacia tu estantería. Un paquete de “acero dulce” es más duro porque proviene de un molino diferente. El operador antes que tú cambió a una matriz en V de 10× el espesor porque ya estaba en la máquina. Estás usando una prensa hidráulica que entrega la fuerza de manera diferente a una mecánica. Tal vez tu coronado no esté perfectamente ajustado.
Cada uno de esos factores empuja la tonelada requerida.
Individualmente, parecen pequeños. Juntos, se acumulan. Y el gráfico no sabe nada de ellos.
Así que cuando señalas ese cuadro en la pared y lo llamas hecho, lo que realmente estás haciendo es pretender que tu taller es un diagrama de libro de texto.
Aquí es donde los chicos se meten en problemas.
Tratan el número del gráfico como una especificación — no como una estimación. Así que le añaden “seguridad”. Buscan 3/16 en lugar de calibre 11 solo para estar seguros. O redondean hacia arriba el ancho de la matriz. O añaden 10% “por precaución”.”
Suena cauteloso.
Pero la fuerza no se preocupa por tus intenciones. Si el gráfico ya asumió material promedio y configuración promedio, y tú apilas extra encima, te estás acercando al límite superior de la prensa en cada ciclo. La hidráulica lo nota. Los marcos lo notan. El utillaje definitivamente lo nota.
Con el tiempo, así es como se produce la deflexión del ariete, las guías desgastadas, los hombros del punzón agrietados. No en una explosión dramática. Por fatiga. Por deriva. En ese lento arrastre hacia una reconstrucción de $10,000 que juras que “surgió de la nada”.”
No fue así.
Trataste una aproximación como si estuviera grabada en piedra.
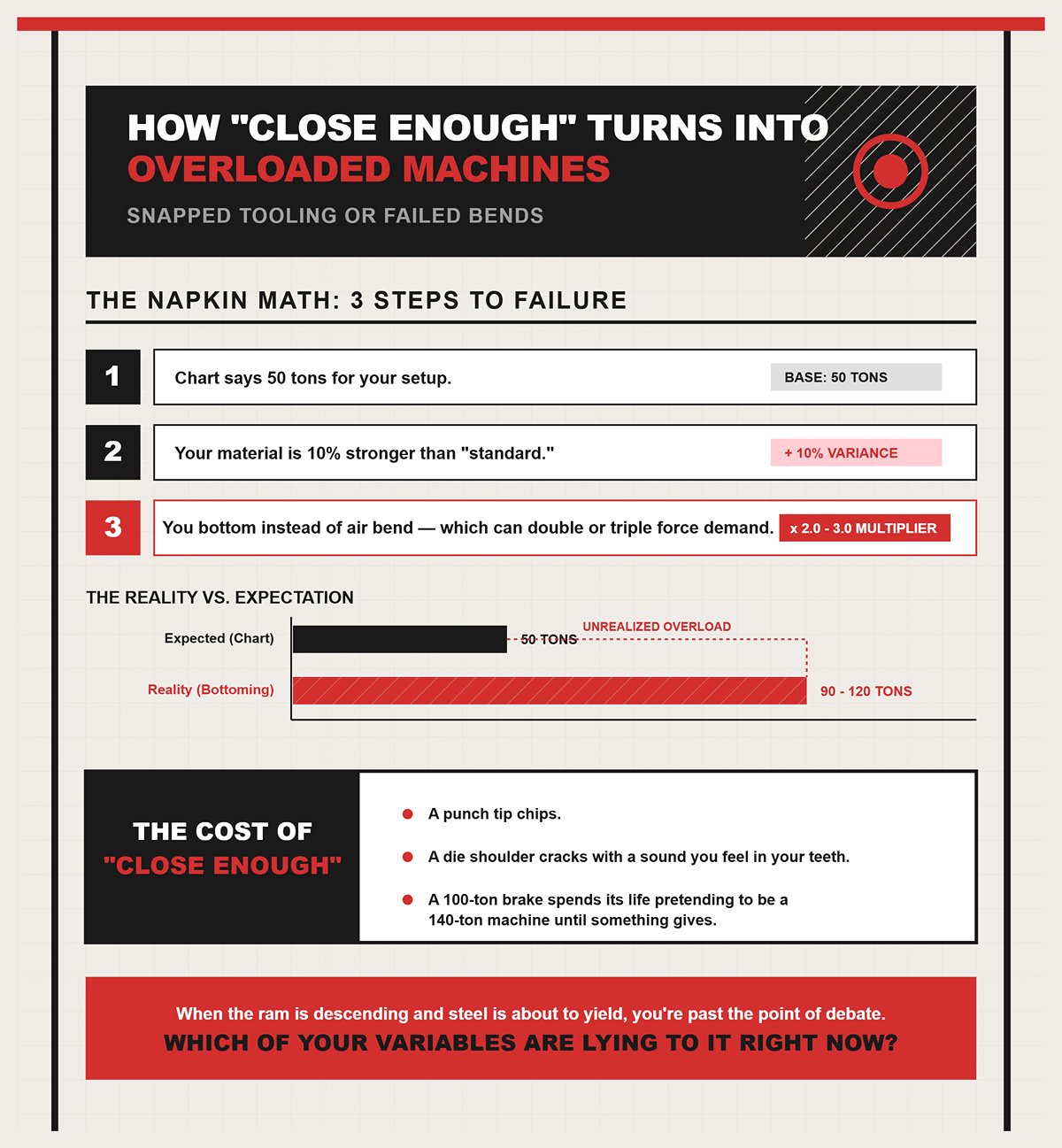
Hagamos cuentas en una servilleta. Tres pasos.
Ya no estás en 50 toneladas. Tal vez estés coqueteando con 90 o 120 sin darte cuenta.
Así es como se astilla una punta de punzón. Así es como se agrieta el hombro de una matriz con un sonido que se siente en los dientes. Así es como una prensa de 100 toneladas pasa su vida fingiendo ser una máquina de 140 toneladas hasta que algo cede.
O cambiemos la dirección. El trabajo de alta precisión a veces requiere más fuerza de la que sugiere la gráfica para mantener el ángulo y controlar el rebote elástico. Si trabajas “según el manual”, obtienes piezas inconsistentes, operadores haciendo ajustes, persiguiendo fantasmas que en realidad no lo son.
“Lo suficientemente cerca” solo funciona cuando el costo de equivocarse es pequeño.
Cuando el ariete está descendiendo y el acero está a punto de ceder, ya pasaste el punto de debate. Así que la verdadera pregunta no es si la gráfica es útil.
Es esta: ¿cuáles de tus variables le están mintiendo en este momento?
Estás ahí de pie con la gráfica en la mano pensando: “Bien. Si solo es una suposición educada, ¿qué se supone que debo usar realmente antes de que baje el ariete?”
Bien. Esa es la pregunta correcta.
Porque una vez que aceptas que la gráfica no es palabra sagrada, no puedes encogerte de hombros. Tienes que identificar las variables que realmente afectan la fuerza. Cambia el material, la abertura de la matriz o la longitud del pliegue, y no has ajustado un número: has cambiado la física de cómo el acero cede entre el punzón y la matriz. Si no lo tomas en cuenta antes del punto de no retorno, la máquina lo hará después.
Analicemos las tres que dañan más herramientas que la mala suerte.
Vi a un taller cambiar de acero dulce A36 a acero inoxidable 304 en los mismos soportes de 1/8 de pulgada. Misma espesor. Misma matriz en V. Misma longitud de doblado. El operador dejó la tonelada igual porque “es solo acero inoxidable”.”

En el primer golpe, el ángulo se abrió como una bisagra barata.
¿Por qué? Porque la mayoría de las tablas de pared están basadas en acero dulce con una resistencia a la tracción de alrededor de 60,000 PSI. Esa es la suposición implícita incorporada en la cuadrícula. El acero inoxidable 304 normalmente se acerca más a 75,000–85,000 PSI. Eso no es un error de redondeo. Es entre un 25–40 % más de resistencia a la fluencia.
Aquí está la cuenta rápida en una servilleta:
Y eso antes de hablar del retroceso elástico.
El inoxidable retrocede más que el dulce. El aluminio, dependiendo de la aleación y el temple, puede ir en la otra dirección: resistencia a la tracción más baja, pero retroceso elástico enorme en algunos temple. El trabajo de alta precisión a veces necesita más fuerza de la que sugiere la tabla para mantener el ángulo y controlar el retroceso. Así que ahora estás en una trampa: poca tonelada te da ángulos abiertos y ajustes constantes; demasiada tonelada arriesga romper las matrices y una punta de punzón que se deforma lo suficiente como para arruinar la repetibilidad.
Luego está la dirección del grano.
Dobla una pieza a través del grano y podrías ver entre un 5–15 % más de fuerza requerida frente a doblar en la dirección del grano. Mismo material. Mismo espesor. Diferente orientación. La tabla asume material isótropo — igual resistencia en todas las direcciones. La chapa real no se preocupa por lo que asuma la tabla.
Así que si el material base en la tabla es acero dulce con una resistencia a la tracción específica, y tu chapa real es acero inoxidable atravesando el grano de un lote más duro, ¿qué es exactamente lo que estás “consultando”?
Ahora hablemos de la matriz que agarraste porque ya estaba en la máquina.
La mayoría de las fórmulas de tonelaje en doblado por aire se reducen a esta relación: La fuerza es proporcional al cuadrado del espesor, multiplicado por la resistencia a la tracción, dividido por la apertura de la matriz en V.
Esa última parte importa. La fuerza es inversamente proporcional a la apertura en V.
Si reduces a la mitad la apertura en V, aproximadamente duplicas la tonelada.
Ejemplo concreto. Supongamos acero dulce de 1/4 de pulgada, doblado al aire en una apertura en V de 2 pulgadas (unas 8× el espesor). La tabla dice, hipotéticamente, 60 toneladas para tu longitud de doblado. Ahora decides que quieres un radio interior más cerrado y bajas a una V de 1 pulgada.
Mismo material. Mismo espesor. Misma longitud.
Tu denominador acaba de reducirse a la mitad. La tonelada requerida no se ajusta educadamente en unos pocos puntos porcentuales. Salta hacia las 120 toneladas.
En una prensa de 100 toneladas.
Y aquí es donde los chicos se arruinan financieramente. Dicen: “El número de la tabla está por debajo de la capacidad de mi máquina, estoy seguro.” Pero están pensando en tonelaje total, no en carga por pulgada. Una prensa de 10 pies y 100 toneladas no significa 100 toneladas en cualquier lugar que quieras. Los límites de carga en la línea central suelen rondar el 60 % de la capacidad total. En una cama de 120 pulgadas, eso puede equivaler aproximadamente a 1,4 toneladas por pulgada en el centro.
Concentra demasiada fuerza en el medio con una matriz estrecha y una pieza corta, y no solo estás poniendo a prueba las herramientas — estás flexionando el bastidor. Así es como introduces una deformación permanente. Así es como “Lo que nunca revisa es la cama” se convierte en la explicación póstuma de años de ángulos inconsistentes.
Entonces, cuando cambias una matriz de 8×T por una de 6×T o 4×T porque “se ve mejor”, ¿recalculaste la fuerza — o simplemente la duplicaste y esperaste que la hidráulica te perdonara?
He escuchado esto demasiadas veces: “La tabla dice 80 toneladas para 10 pies. Solo estoy doblando 2 pies. Así que son 16 toneladas. Fácil.”
Desacelera.
Sí, el tonelaje en doblado al aire se escala aproximadamente con la longitud de doblado. Doblado más corto, menos fuerza total. Esa parte es cierta. Pero la máquina no solo se preocupa por las toneladas totales. Le importa cómo se distribuyen esas toneladas a lo largo de la cama.
Digamos que tu prensa está clasificada para 100 toneladas en 120 pulgadas. Eso es aproximadamente 0,83 toneladas por pulgada si se distribuye perfectamente. Pero las máquinas reales suelen limitar la carga central a alrededor del 60 % de esa capacidad para proteger el bastidor. Ahora estás más cerca de 1,4 toneladas por pulgada como límite estricto en la zona central.
Si tu cálculo dice que tu pieza de 24 pulgadas necesita 40 toneladas, eso son 1,67 toneladas por pulgada.
En papel, 40 es menos que 100. Parece seguro.
En realidad, acabas de exceder el límite estructural por pulgada en el centro de la máquina. Así es como los bastidores obtienen una “sonrisa” permanente en el medio. No en una falla dramática — sino en mil doblados cortos “seguros” que sobrecargaron silenciosamente las mismas 2 pies de cama.
Y aquí está la parte sutil: los doblados más cortos reducen el tonelaje total, pero aumentan el riesgo de sobrecarga localizada. La tabla supone distribución a lo largo de toda la longitud a menos que indique lo contrario. Tu longitud personalizada cambia la trayectoria de carga dentro de la máquina.
Así que no, no es solo división.
Es fuerza total, dividida por la longitud real de doblado, comprobada contra los límites por pulgada, ajustada por el ancho de la matriz y la resistencia real a la tracción. Esa es la diferencia entre “seguro según la tabla” y seguro mecánicamente.
Ahora retrocede y mira lo que hemos descubierto.
El material cambia la tensión necesaria para ceder. La apertura de la matriz cambia la ventaja mecánica. La longitud de doblado cambia cómo se distribuye esa fuerza en el bastidor. Ninguno de esos son cambios cosméticos. Cada uno reescribe la ecuación de fuerza.
Si la tabla no puede ver esas variables, y tu máquina definitivamente las siente, ¿cómo sería un cálculo que realmente tenga en cuenta las tres antes de que el pisador baje?
Tienes una placa de 1/4 de pulgada sobre la mesa. Doblado de diez pies. El cliente lo quiere hoy. La tabla en la pared dice un número. Tu instinto dice otro. El pisador baja de cualquier manera.
Entonces, ¿cómo se ve realmente la matemática antes de ese momento de no retorno?
Se ve así: Tonelaje = (575 × T² × L) / V
Eso no es un gráfico. Es un modelo. Te obliga a introducir el espesor, la longitud de la curva y la apertura de la matriz en lugar de fingir que no cambian.
Y si puedes multiplicar tres números y dividir por uno, puedes hacerlo tú mismo.
Empecemos con algo real.
Digamos que estás doblando al aire acero dulce de 1/4 de pulgada (0.25 in) sobre 120 pulgadas usando una matriz en V de 2 pulgadas.
Paso 1 — Elevar al cuadrado el espesor. 0.25² = 0.0625
Paso 2 — Multiplicar por 575 y la longitud de la curva. 575 × 0.0625 × 120 575 × 7.5 = 4,312.5
Paso 3 — Dividir por la apertura en V. 4,312.5 / 2 = ¿2,156 toneladas? No. Observa tus unidades.
Esa constante 575 ya tiene en cuenta el acero dulce en doblado al aire y da como resultado libras por pulgada de curva, no toneladas totales. Multiplica correctamente y llegarás a aproximadamente 197 toneladas en total para esa curva de 10 pies con una matriz de 2 pulgadas.
Ahora cambia solo una cosa: sustituye por una V de 3 pulgadas.
Todo lo demás idéntico.
Divides entre 3 en lugar de 2. La tonelada requerida cae aproximadamente 139 toneladas.
Mismo material. Mismo espesor. Misma longitud.
Treinta por ciento de variación debido a una herramienta que está en tu estante.
Por eso las tablas son suposiciones educadas. Asumen una “V” estándar, normalmente 8× el espesor. La fórmula no asume nada. Te obliga a declarar tu denominador en voz alta. Y una vez que ves lo violentamente que la tonelada reacciona a la apertura en V, dejas de tomar matrices porque son convenientes.
Pero aquí está la parte que la gente pasa por alto.
Esta fórmula está basada en doblado al aire de acero dulce a aproximadamente 60,000 PSI de resistencia a la tracción. Ese constante 575 incorpora esa suposición. Cambia el material, y la constante te está mintiendo.
Entonces, ¿cómo lo corriges sin reescribir toda la ecuación?
Vi un taller cambiar de A36 a acero inoxidable 304 y mantener los mismos números de la tabla. La primera semana, nada explotó. La segunda semana, las puntas de los punzones comenzaron a deformarse. La tercera semana, estaban culpando al proveedor de herramientas.
¿Qué cambió? La resistencia a la tracción.
Base de acero dulce: ~60,000 PSI. Acero inoxidable 304: a menudo 75,000–85,000 PSI.
Aquí está la corrección rápida de cálculo:
Multiplicador de material ≈ (Resistencia real a la tracción) / (base de 60,000 PSI)
Si tu acero inoxidable es de 75,000 PSI: 75,000 / 60,000 = 1.25
Eso significa que tu cálculo de 139 toneladas con la matriz de 3 pulgadas? Multiplícalo por 1.25.
Ahora estás en 174 toneladas.
¿Tu prensa de 150 toneladas acaba de quedarse discretamente subdimensionada?
Y eso es antes de que la dirección del grano o lotes de calor más duros te empujen otros 5–15 %.
El trabajo de alta precisión a veces necesita más fuerza de la que sugiere la tabla para mantener el ángulo y controlar el retroceso elástico. El acero inoxidable no solo requiere más fuerza para ceder; también lucha contra ti al volver. Los operadores compensan penetrando más profundo, aumentando la carga cerca del fondo del recorrido, donde la fuerza aumenta más rápido. Ahí es donde ocurren las fracturas de matrices.
La fórmula no te protege de eso.
Solo hace visible el riesgo.
Pero todavía estamos asumiendo doblado al aire. Y esa suposición puede duplicar tu fuerza en un instante.
Vamos a ejecutarlo limpio, desde cero.
Escenario:
Paso 1 — Cálculo base de doblado al aire (acero dulce como referencia):
T = 0.25 T² = 0.0625
575 × 0.0625 × 120 ÷ 3 = 575 × 7.5 ÷ 3 = 4,312.5 ÷ 3 ≈ 1,437.5 (en escala equivalente a centenares de peso) ≈ 139 toneladas para doblado al aire de acero dulce
Paso 2 — Aplicar multiplicador de material:
75,000 / 60,000 = 1.25
139 × 1.25 = 174 toneladas
Paso 3 — Comprobar distribución por pie:
174 toneladas ÷ 10 pies = 17.4 toneladas por pie.
Si tu prensa de 150 toneladas y 10 pies está clasificada alrededor de 25 toneladas/pie distribuidas, estás bien estructuralmente, pero ya has excedido la capacidad total de la máquina.
Así que o bien:
Ahora cambia solo una cosa: pasa de doblado al aire a doblar en fondo.
El doblado en fondo comúnmente requiere al menos 2× la tonelada del doblado al aire para la misma configuración.
174 × 2 = 348 toneladas.
Eso no es un ajuste. Es una clase de máquina diferente.
Por eso llamar a esto una fórmula “universal” sin nombrar el método de doblado es como los talleres terminan con hombros agrietados y una cama que desarrolla una sonrisa permanente en el medio. La ecuación te da una base para el doblado al aire. El método determina el multiplicador.
Así que antes de que el ariete baje, tu lista de verificación no es:
“¿Qué dice la tabla?”
Es:
Si te saltas uno de esos, serás el tipo que le explica al dueño por qué un juego de herramientas $10,000 está astillado porque las matemáticas eran “lo suficientemente cerca”.”
Hemos establecido la base. Ahora puedes calcular el tonelaje real de doblado al aire en lugar de confiar en una suposición educada.
Pero, ¿qué pasa cuando el acuñado, el doblado al fondo o el formado especializado cambian la física por completo y convierten esa base en una peligrosa subestimación?
Tienes ese trabajo de acero inoxidable 304 de 1/4 de pulgada que acabamos de calcular — 174 toneladas en doblado al aire sobre 10 pies con una V de 3 pulgadas. La máquina ya está sudando con una capacidad de 150 toneladas. Ahora supongamos que decides que el ángulo debe ser exacto y no confías en el retroceso elástico. Así que cambias de doblado al aire a doblado al fondo sin tocar las matemáticas.
El ariete baja.
No cambiaste el espesor. No cambiaste la longitud. No cambiaste la matriz. Pero cambiaste la física. Y ahí es donde algunos convierten un cálculo controlado en una matriz rota y una llamada telefónica que nadie quiere hacer.
Vamos a desglosar por qué.
Imagina el punzón flotando sobre la matriz en V. En el doblado al aire, el material contacta la punta del punzón y los dos hombros de la matriz. Tres puntos. Eso es todo. La lámina nunca se asienta completamente en la cavidad de la matriz.
El requisito de fuerza está determinado por el vano — la apertura en V — y el límite elástico del material. ¿Ese constante de 575 que usamos? Asume exactamente esto: doblado al aire, acero dulce de 60,000 PSI, ancho típico de V. Es un modelo de una viga siendo empujada entre dos soportes.
No estás obligando al metal a coincidir con el radio de la matriz. Lo dejas flotar y retroceder un poco. Por eso la apertura en V importa tanto — estás controlando la palanca, no aplastando la pieza para darle forma.
Y como solo tres puntos de contacto soportan la carga, el tonelaje aumenta de manera uniforme a medida que aumenta la penetración. Predecible. Contenido. Por eso el 80% de las tablas genéricas están construidas alrededor del doblado al aire. Es tolerante. Es eficiente. Mantiene las máquinas vivas.
Incluso las tablas conservadoras de fabricantes de renombre coinciden con la producción real — porque asumen este método. V estándar, acero dulce, curva de 90 grados, doblado al aire. Mantente dentro de esos límites y la “suposición educada” funciona la mayoría de las veces.
Sal de esos límites y la tabla no sabe que te fuiste.
Entonces, ¿qué cambia cuando la lámina deja de flotar y empieza a ser forzada dentro de la matriz?
Mismo acero inoxidable de 1/4 de pulgada. Mismos 10 pies. Misma V de 3 pulgadas.
En el doblado al aire dijimos 174 toneladas después de la corrección del material.
Ahora dóblalo al fondo.
El doblado al fondo significa que llevas el material hasta que contacte completamente con el ángulo de la matriz. No en tres puntos. Contacto continuo a lo largo de ambas caras de la matriz. Ya no solo estás llevando el metal a su límite elástico. Lo estás restringiendo en una geometría.
Esa restricción cuesta fuerza.
Los multiplicadores de la industria suelen ser de 3× a 5× sobre la base del doblado al aire. Algunas hojas de datos llegan a más de 5.0 como factor de planificación. Mantengámonos conservadores y llamémoslo 3× para acero inoxidable.
174 × 3 = 522 toneladas.
Quinientas veintidós.
No llegaste ahí gradualmente. Llegaste de un golpe de pedal porque el ariete no se preocupa por tus suposiciones. Solo sigue la hidráulica.
Y aquí está la razón mecánica: en el doblado al aire, una vez que se alcanza el límite elástico en las fibras exteriores, el resto de la sección transversal sigue con un aumento de carga relativamente modesto. En el doblado al fondo, a medida que la pieza se asienta en la matriz, la resistencia se dispara cerca del final del recorrido. Estás comprimiendo las fibras interiores y estirando las exteriores mientras restringes el ángulo. La curva de carga se empina fuertemente justo antes del contacto total.
Ese pico es donde las herramientas fallan.
El trabajo de alta precisión a veces necesita más fuerza de la que sugiere la tabla para mantener el ángulo y controlar el retroceso elástico. Los operadores compensan empujando más profundo. En el doblado al aire, eso es incremental. En el doblado al fondo, eso es exponencial cerca del final. Los ángulos agudos lo empeoran porque la carga se desplaza hacia afuera, hacia los hombros de la matriz, concentrando el esfuerzo.
Y lo que él nunca revisa es la cama.
La máquina podría estar clasificada para 150 toneladas en total, tal vez 25 toneladas por pie distribuidas. Acabas de pedir más de 50 toneladas por pie equivalente. Incluso si la hidráulica pudiera intentarlo, el marco se flexiona, la cama se deforma, y un día notas que tiene una sonrisa permanente en el medio.
Todo porque la tabla solo contaba la historia del doblado al aire.
Si el doblado al fondo puede triplicar tu carga, ¿qué crees que pasa cuando decides que quieres un radio interior “perfecto”?
La acuñación ya no es doblado en el sentido de viga. Es trituración controlada.
Empujas la punta del punzón en el material lo suficientemente fuerte como para deformar plásticamente todo el espesor en la línea de doblado. Eliminas el retroceso elástico por fuerza bruta. El radio interior se convierte en el radio del punzón porque has llevado todo a su límite elástico a través de la sección transversal.
Multiplicadores de 10× sobre la base del doblado al aire no son exageraciones en las guías de planificación. Son factores de supervivencia.
Tomemos nuestro ejemplo de acero inoxidable doblado al aire de 174 toneladas.
174 × 10 = 1,740 toneladas.
Eso no es un error tipográfico.
Ahora, antes de que argumentes que el aluminio reduce el número — sí, el material importa. Una aleación blanda podría reducir la base a la mitad antes de aplicar el multiplicador del método. Pero el multiplicador del método aún se aplica. Aplastar metal requiere mucho más fuerza que flexionarlo, sin importar lo blando que sea.
Mecánicamente, el acuñado elimina el desplazamiento del eje neutro que hace que el doblado al aire sea eficiente. Estás forzando una deformación plástica uniforme a través del espesor. El esfuerzo ya no se localiza en las fibras exteriores. Está en todas partes a la vez. La prensa plegadora se convierte en una prensa de forja por una fracción de segundo.
Por eso el acuñado es raro en las prensas plegadoras modernas fuera de material delgado o formado especializado. La demanda de tonelaje se dispara tan rápido que solo longitudes de doblado muy cortas son prácticas. Unas pocas pulgadas, tal vez. No diez pies.
Entonces, ¿cuándo vale la pena?
Cuando la tolerancia exige absolutamente cero retroceso elástico y la pieza es lo suficientemente corta como para que el tonelaje total se mantenga dentro de los límites de la máquina y las herramientas. Esa es una decisión de ingeniería consciente, no un atajo del operador porque “el ángulo me está dando pelea”.”
Cambiar de método sin recalcular no es hacer un pequeño ajuste. Estás saltando de clase de máquina.
E incluso si el tonelaje total cuadra sobre el papel, aún no hemos hablado de cómo se distribuye esa fuerza a lo largo de la cama — porque 200 toneladas distribuidas uniformemente es una cosa, y 200 toneladas concentradas en unas pocas pulgadas es como se rompen los hombros y se astillan las matrices.
Imagina esto: prensa plegadora de 300 toneladas, 12 pies de largo. Realizas un doblado al aire de 12 pies a 180 toneladas. La máquina bosteza. Hidráulicos estables. El marco se mantiene recto.
El siguiente trabajo es un soporte de 12 pulgadas en placa de 3/8 de pulgada. El cálculo dice 90 toneladas en total. Muy por debajo de 300. Sonríes, pisas el pedal.
El ariete baja.
La máquina sobrevive. La matriz no.
Aquí está el porqué. Esas 90 toneladas ya no están distribuidas en 12 pies. Están concentradas en un pie. Noventa toneladas por pie. Si tu matriz está clasificada para 80 toneladas por metro — alrededor de 24 toneladas por pie — acabas de pedirle que soporte casi cuatro veces su límite. La plegadora está bien porque el tonelaje total del sistema es bajo. La herramienta falla porque solo le importa la densidad de carga.
El tonelaje total mantiene vivo el marco. El tonelaje por pie mantiene tu herramienta intacta.
Y los gráficos casi nunca te gritan esa distinción.
Entonces, ¿cómo se mueve realmente esa fuerza a lo largo de la cama cuando la concentras?
Una plegadora de 200 toneladas no entrega 200 toneladas de manera uniforme en todas partes a lo largo de la cama. Mira cualquier gráfico de carga de un fabricante y lo verás: la carga distribuida a lo largo de toda la longitud puede estar cerca de la capacidad nominal, pero la capacidad de carga centrada cae — a veces al 50–70 % del tonelaje nominal — porque el pisador y la cama se flexionan.
El acero se flexiona. Siempre.
Bajo una carga central pesada, el pistón se curva microscópicamente. La cama se curva en la dirección opuesta. Obtienes un ligero efecto de corona lo quieras o no. Un informe de precisión midió solo 0,06 mm de desviación en 3200 mm de longitud de mesa. Esa diminuta deflexión se tradujo en aproximadamente 0,17° de variación de ángulo a lo largo de la pieza.
No parece mucho hasta que estás persiguiendo una tolerancia de medio grado y calzando matrices como un hombre desesperado.
Ahora añade el método de apilamiento encima de eso. El doblado inferior o acuñado provoca un pico de fuerza al final del recorrido. Ese pico ocurre justo cuando la deflexión es mayor. Así que no solo estás aumentando el tonelaje total con multiplicadores de método, sino que estás amplificando el estrés localizado exactamente donde la estructura es más débil: en el centro del tramo.
La carga central no solo amenaza con una falla catastrófica. Lentamente va eliminando la precisión de la máquina. La cama se deforma permanentemente. El pistón desarrolla una inclinación. Un día tus piezas siempre estarán abiertas en el medio y ajustadas en los extremos.
Lo que nunca revisa es la cama.
Pero incluso si tu estructura sobrevive años de ese abuso, tu matriz no obtiene años. Obtiene un golpe malo.
Lo que nos lleva al error que veo más que cualquier otro.
Los fabricantes de matrices estampan clasificaciones como “80 toneladas por metro” por una razón. No es decoración. Es el límite de fluencia del acero de herramienta a través de su sección transversal.
Hagamos cuentas rápidas.
Paso 1: Calcula correctamente el tonelaje total — incluyendo el multiplicador de material y el método de doblado.
Paso 2: Divide por la longitud real de doblado en pies.
Paso 3: Compara ese número con la clasificación de toneladas por pie de la matriz.
Supongamos que tu cálculo corregido de doblado inferior indica 120 toneladas para una pieza de 10 pulgadas. Diez pulgadas son 0,83 pies.
120 ÷ 0,83 ≈ 145 toneladas por pie.
Si tu matriz está clasificada en 80 toneladas por metro, eso equivale a unas 24 toneladas por pie.
No estás un poco por encima. Estás seis veces por encima.
No seas el tipo que dice: “Pero son solo 120 toneladas y esta es una prensa de 250 toneladas”. Así es como se astillan los hombros y se deforman las punzonadoras. El sistema hidráulico de la prensa ve 120. El hombro de la matriz ve 145 por pie concentradas en dos líneas de contacto.
Y el doblado inferior desplaza la carga hacia afuera hacia los hombros de la matriz. Las matrices agudas lo empeoran. El área de contacto se reduce. El estrés aumenta. El acero de herramienta no da chirridos de advertencia. Se fractura.
Oirás un crujido como el de un calibre .22 disparándose dentro de la máquina.
Ese es un error de $10,000 en un solo golpe de pedal.
Los calculadores modernos de tonelaje pueden darte cifras sólidas de fuerza total cuando les proporcionas entradas correctas. No son el enemigo. El punto ciego es que muestran el tonelaje del sistema, no la densidad de carga. Asumen que comprobarás tú mismo las clasificaciones de las herramientas.
¿Lo haces?
Aunque tus cálculos digan que estás dentro de las toneladas por pie nominales de la matriz, no trabajes al 100%.
Las clasificaciones se basan en alineación ideal, material perfecto, sin carga descentrada, sin acumulación de deflexión por camas desgastadas. Los talleres reales no son condiciones ideales. La resistencia a la tracción del material varía de lote a lote. Los operadores sobrepenetran persiguiendo el ángulo. El coronado no siempre está ajustado correctamente.
El trabajo de alta precisión a veces necesita más fuerza de la que sugiere la tabla para mantener el ángulo y controlar el retorno elástico. Eso significa que los operadores instintivamente empujan más profundo. La fuerza aumenta rápidamente cerca del fondo.
Así que aquí está la disciplina: apunta a no más del 80% de la clasificación en toneladas por pie de la matriz y no más del 80% de la capacidad de carga centrada de la máquina para esa posición en la cama.
Si la matriz está clasificada en 24 toneladas por pie, planifica para 19.
Si la tabla de carga centrada de la máquina indica un máximo de 140 toneladas en el centro, planifica para 110.
Ese margen de 20% absorbe la variación del material, el error de montaje y la realidad de que el ariete no se detiene en seco. Te da vida útil de herramienta. Te da consistencia. Evita que el ariete se convierta en un arrepentimiento sin retorno.
Porque una vez que el ariete baja, la física no negocia.
Así que antes de que la siguiente sección te entregue un marco de decisión claro, pregúntate algo simple: cuando ves un número de tonelaje, ¿estás viendo la fuerza total — o la fuerza por pie que realmente decide si el acero se dobla… o se rompe?
Quieres un marco paso a paso que te diga, antes de tocar el pedal, si la flexión es segura para la máquina y las herramientas.
Bien. Porque la esperanza no es una estrategia de configuración.
Ya hemos establecido que la densidad de carga — toneladas por pie — es lo que mata las herramientas y lentamente quita precisión al bastidor. Así que el marco tiene que obligarte a pensar en ese orden: tabla → fuerza real → carga por pie → límites de la máquina → margen de seguridad → verificación física. Si omites uno, serás el que explique una matriz rota al dueño.
Aquí está cómo dejar de adivinar y empezar a verificar.
La tabla no es la respuesta. Es un detector de mentiras.
Paso uno: extrae el tonelaje genérico de la tabla para tu espesor y apertura en V. Eso te da una referencia en toneladas por pie para acero dulce, doblado al aire, condiciones ideales.
Ahora haz una comparación simple.
¿Ese número siquiera vive en el mismo barrio que la capacidad distribuida de tu máquina?
Si la tabla dice 12 toneladas por pie y estás planeando una curva de 10 pies, eso son 120 toneladas en total. En una máquina de 130 toneladas, ya está respirando fuerte antes de corregir por material o método reales. La tabla acaba de decirte que este trabajo está cerca del límite.
Pero aquí es donde los operadores se vuelven descuidados. Se detienen ahí.
La tabla asume espesor nominal. La mayoría de las láminas son más pesadas. Es común que sean de un cinco a quince por ciento más pesadas. Si no mides el espesor real antes de calcular, acabas de introducir error antes de que las matemáticas siquiera comiencen. No seas el tipo que confía más en la etiqueta del estante que en el calibrador en su mano.
Así que la tabla responde solo una pregunta: “¿Es este trabajo obviamente imposible?”
Si pasa esa prueba inicial, ¿qué verificas realmente después?
Esta es la parte de disciplina. Mismo orden, cada trabajo.
1. Medir la realidad. Espesor real. Longitud real de la curva. Tipo real de material. Si cambiaste de A36 a 304 y no cambiaste el multiplicador, no calculaste — asumiste.
2. Calcular el tonelaje total corregido. Toneladas base por pie × multiplicador de material × multiplicador de método × longitud de la curva. El doblado al aire es tu referencia. ¿Doblado al fondo o acuñado? Multiplica en consecuencia. El trabajo de alta precisión a veces necesita más fuerza de la que sugiere la tabla para mantener el ángulo y controlar el retroceso — y esa fuerza extra debe ser intencional, no accidental.
Ahora tienes el tonelaje total del sistema.
3. Convertir a densidad de carga. Toneladas totales ÷ longitud real de la curva (en pies). Ese es el número que siente tu matriz. No la máquina. La matriz.
Compáralo con las toneladas por pie nominales de la matriz. Mantente en o por debajo del 80 % de esa clasificación. Ese margen no es cobardía. Es un seguro contra la variación en la resistencia a la tracción, la profundidad de penetración y el error de alineación.
4. Revisar la capacidad de carga central de la máquina. No el tonelaje nominal. Tabla de carga central. Si tu tonelaje total calculado excede el 80 % de la carga central permitida para ese tramo, estás doblando en zona roja incluso si la placa de identificación dice que estás bien.
La clasificación de la máquina es un techo. La carga central es gravedad.
5. Verifica que la máquina en sí no te esté mintiendo. Lo que nunca revisa es la cama.
Una desviación de la mesa de 0,06 mm en un tramo largo puede traducirse en una variación de ángulo medible. Si la cama ha tomado una forma por años de abuso, tus hermosos cálculos de tonelaje no mantendrán el ángulo a lo largo de la pieza. ¿La repetibilidad del tope trasero deriva más allá de unas pocas centésimas de milímetro? Tu línea de doblado se desplaza, tu brazo de palanca efectivo cambia, y tu fuerza calculada ya no coincide con la realidad.
Una variable defectuosa de la máquina invalida todo el cálculo.
¿Ves lo que hace esta lista de verificación? Convierte el tonelaje de un solo número en una cadena de condiciones dependientes. Rompe un eslabón y el resultado cambia.
Pero todo eso aún depende de un número que absolutamente debes conocer.
| Paso | Descripción |
|---|---|
| 1. Mide la realidad. | Espesor real. Longitud real de la curva. Tipo real de material. Si cambiaste de A36 a 304 y no cambiaste el multiplicador, no calculaste — asumiste. |
| 2. Calcula el tonelaje total corregido. | Toneladas base por pie × multiplicador de material × multiplicador de método × longitud de doblado. El doblado al aire es tu referencia. ¿Doblado al fondo o acuñado? Multiplica en consecuencia. El trabajo de alta precisión a veces necesita más fuerza de la que sugiere la tabla para mantener el ángulo y controlar el retroceso — y esa fuerza extra debe ser intencional, no accidental. Ahora tienes el tonelaje total del sistema. |
| 3. Convierte a densidad de carga. | Toneladas totales ÷ longitud real de doblado (en pies). Ese es el número que siente tu matriz. No la máquina. La matriz. Compáralo con las toneladas por pie nominales de la matriz. Mantente en o por debajo del 80% de esa clasificación. Ese margen no es cobardía. Es un seguro contra variaciones en resistencia a la tracción, profundidad de penetración y error de alineación. |
| 4. Verifica la capacidad de carga central de la máquina. | No el tonelaje nominal. Tabla de carga central. Si tu tonelaje total calculado excede el 80% de la carga central permitida para ese tramo, estás doblando en la zona roja incluso si la placa de identificación dice que estás bien. La clasificación de la máquina es un techo. La carga central es gravedad. |
| 5. Verifica que la máquina en sí no te esté mintiendo. | Lo que él nunca revisa es la cama. Una desviación de la mesa de 0,06 mm en un tramo largo puede traducirse en una variación de ángulo medible. Si la cama ha tomado una forma por años de abuso, tus hermosos cálculos de tonelaje no mantendrán el ángulo a lo largo de la pieza. ¿La repetibilidad del tope trasero deriva más allá de unas pocas centésimas de milímetro? Tu línea de doblado se desplaza, tu brazo de palanca efectivo cambia, y tu fuerza calculada ya no coincide con la realidad. Una variable defectuosa de la máquina invalida todo el cálculo. |
Debes conocer tus toneladas verificadas por pie en el margen de seguridad previsto.
No toneladas por pie de la tabla. No toneladas por pie calculadas en bruto. Verificadas, corregidas y ajustadas por margen.
Aquí está la versión de servilleta:
Si su matriz está clasificada para 24 toneladas por pie, su techo de trabajo es de aproximadamente 19. Si sus cálculos dicen 21, no está “un poco por encima”. Está operando más allá de la zona de confort elástica del acero para herramientas.
El ariete baja.
Al acero no le importa que haya estado cerca.
Y aquí está la parte no obvia que debe llevar consigo: la tabla de tonelaje no es peligrosa porque esté equivocada. Es peligrosa porque detiene su pensamiento demasiado pronto. Parece precisa, así que la trata como una especificación. En realidad, es una suposición educada basada en supuestos que su taller viola todos los días.
El marco lo obliga a convertir esa suposición en una densidad de carga verificada dentro de los límites conocidos de la máquina, con un margen que absorbe la realidad.
Antes de que el ariete baje, debe conocer tres cosas de memoria: su tonelaje total corregido. Sus toneladas verificadas por pie a 80% o menos de la clasificación de la herramienta. La carga central permitida de su máquina para ese tramo.
Si no lo sabe, no está doblando metal.
Está apostando con acero endurecido y un marco que recuerda cada error.


















