

Vi já um tipo preparar-se para aço macio de calibre 10, dobra de 8 pés, matriz em V escolhida diretamente do gráfico na parede. Ele regula a tonelagem indicada pelo gráfico. O êmbolo desce. A primeira peça parece boa à esquerda, um pouco aberta à direita. Ele culpa o material. Acrescenta um pouco mais de força.
O que ele nunca verifica é a mesa.
Um erro de planicidade da mesa de apenas 0,06 mm numa prensa de 3200 mm pode alterar o ângulo de dobra em cerca de 0,17 graus. Isso com a tonelagem “correta”. Portanto, se a força está certa no papel mas a geometria da máquina a distribui de forma desigual, o que é que esse gráfico realmente lhe deu?
Um gráfico de tonelagem parece oficial. Números em filas ordenadas. Espessura do material de um lado, abertura da matriz no topo. Encontra a sua caixa, lê a sua resposta. Parece que a matemática já foi feita por si.
Mas esse gráfico é um palpite educado.
Assume aço macio com uma resistência à tração específica. Assume dobra ao ar, não encosto ou cunhagem. Assume um certo raio de punção, uma certa largura de matriz, uma certa condição de fricção, uma máquina que fornece força uniformemente ao longo da mesa. Mude qualquer um desses fatores e a “resposta” deriva. Mude dois e já não está no mesmo problema.
E numa oficina real, quando foi a última vez que todas as variáveis ficaram imóveis?
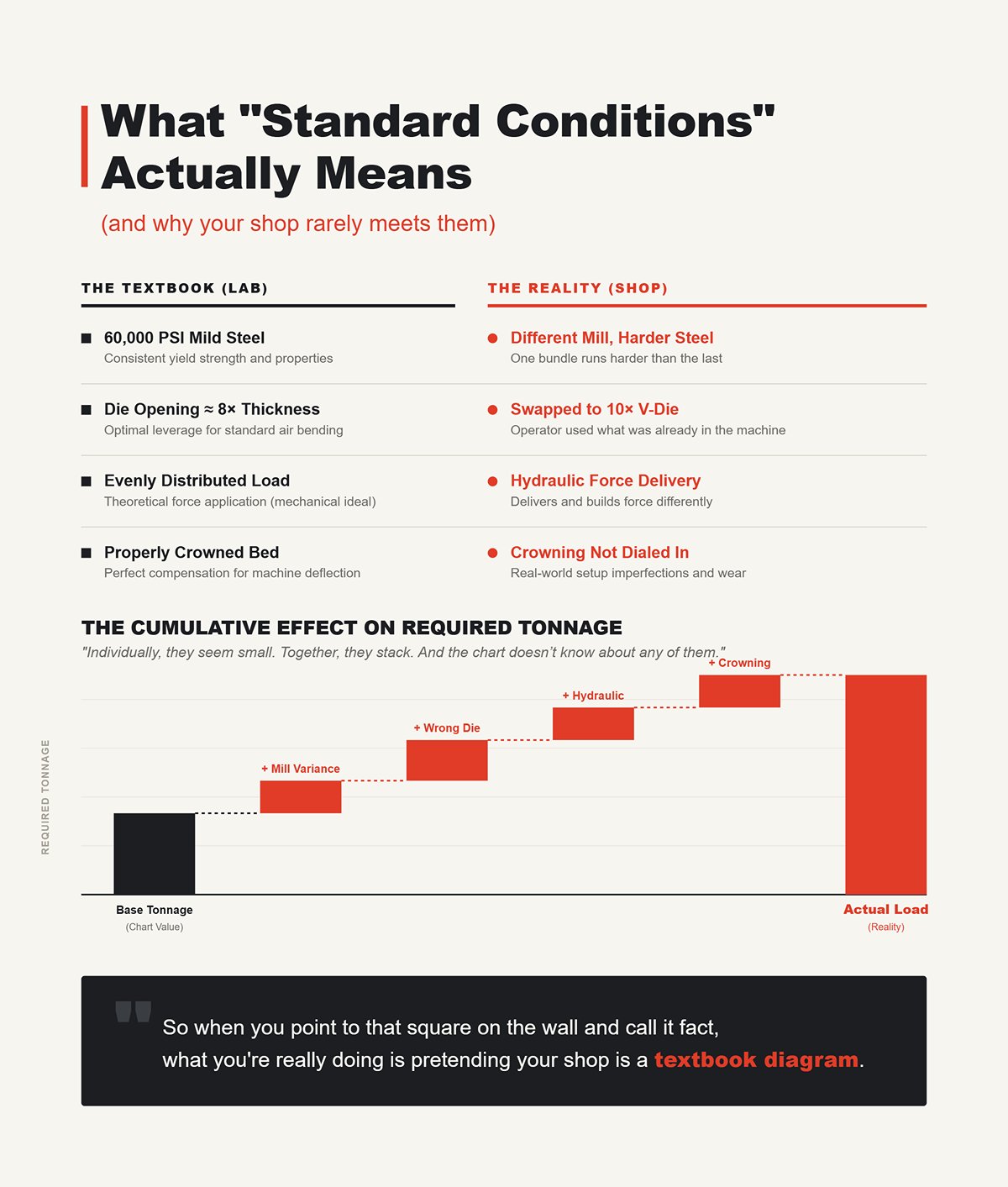
“Condições padrão” normalmente significa algo assim: aço macio de 60.000 PSI, dobra ao ar, raio interior aproximadamente igual à espessura do material, abertura da matriz cerca de 8 vezes a espessura, mesa devidamente compensada, carga distribuída uniformemente.
Essa é a versão de laboratório da sua oficina.
Agora vá até ao seu armazém. Um feixe de “aço macio” é mais duro porque veio de uma fábrica diferente. O operador antes de si trocou para uma matriz em V de 10× a espessura porque já estava na máquina. Está a trabalhar com uma prensa hidráulica que fornece força de forma diferente de uma mecânica. Talvez a sua compensação não esteja perfeitamente ajustada.
Cada um destes fatores altera a tonelagem necessária.
Individualmente, parecem pequenos. Juntos, acumulam-se. E o gráfico não sabe nada sobre nenhum deles.
Portanto, quando aponta para aquele quadrado na parede e o chama de facto, o que está realmente a fazer é fingir que a sua oficina é um diagrama de manual.
É aqui que os tipos se metem em problemas.
Tratam o número do gráfico como uma especificação — não uma estimativa. Então constroem “segurança” em cima disso. Procuram 3/16 em vez de calibre 11 só para estarem seguros. Ou arredondam para cima na largura da matriz. Ou acrescentam 10% “por precaução”.”
Parece cauteloso.
Mas a força não se importa com as suas intenções. Se o gráfico já assumiu material médio e configuração média, e acrescenta extra por cima, está a aproximar-se do limite superior da prensa em cada ciclo. Os hidráulicos percebem. As estruturas percebem. As ferramentas definitivamente percebem.
Com o tempo, é assim que se obtém deflexão do êmbolo, guias desgastadas, ombros de punção rachados. Não numa explosão dramática. Mas por fadiga. Por deriva. Nesse lento avanço para uma reconstrução $10.000 que jura que “apareceu do nada”.”
Não apareceu.
Tratou uma aproximação como se estivesse gravada em pedra.
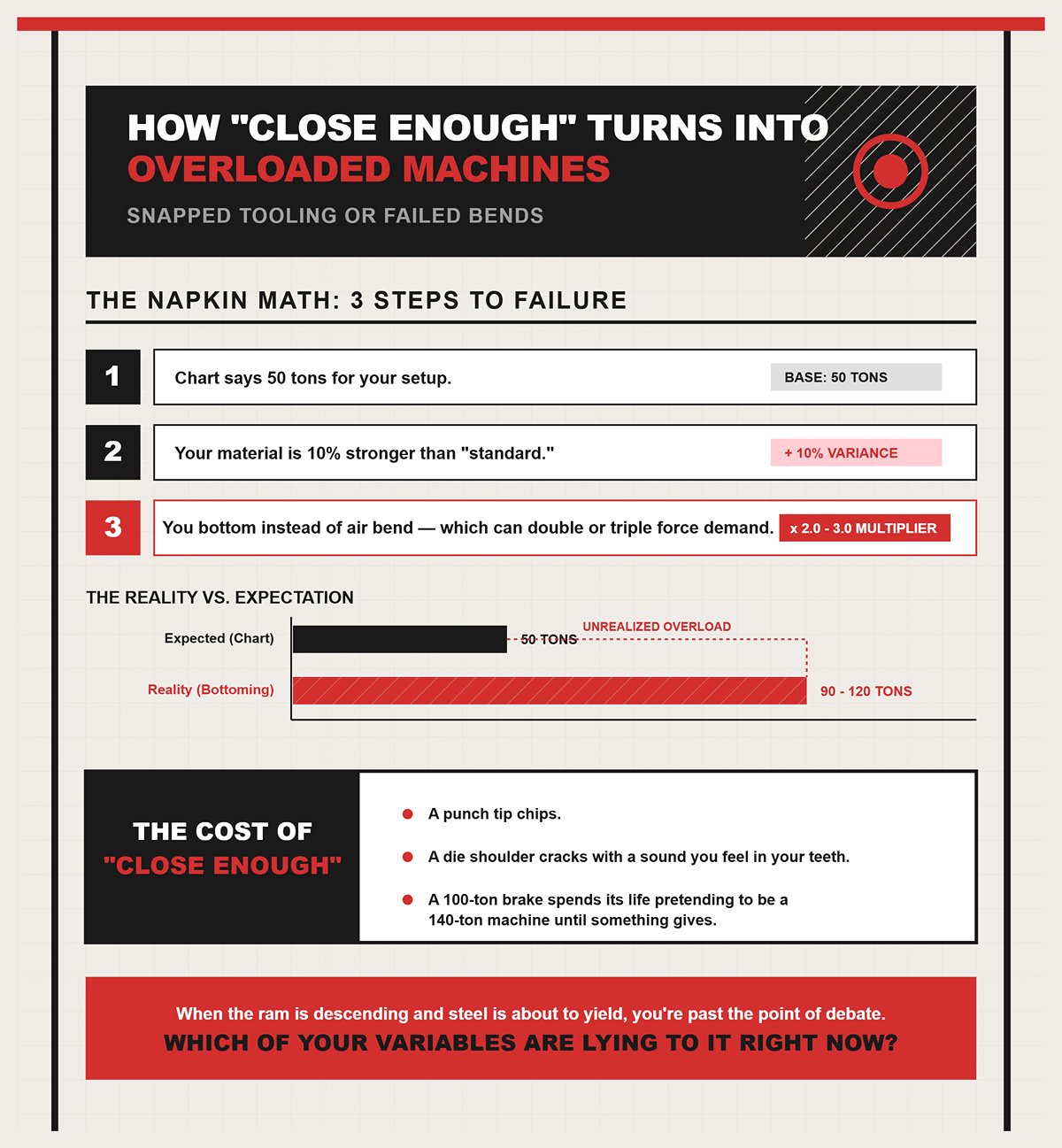
Vamos fazer contas de guardanapo. Três passos.
Já não está nas 50 toneladas. Pode estar a flertar com 90 ou 120 sem se aperceber.
É assim que a ponta de um punção lasca. É assim que o ombro de uma matriz racha com um som que sente nos dentes. É assim que uma prensa de 100 toneladas passa a vida a fingir que é uma máquina de 140 toneladas até que algo ceda.
Ou veja pelo outro lado. Trabalhos de alta precisão às vezes precisam de mais força do que o gráfico sugere para manter o ângulo e controlar o retorno elástico. Seguir “à risca” e obtém peças inconsistentes, operadores a fazer ajustes, a perseguir fantasmas que afinal não são fantasmas.
“O ”quase certo” só funciona quando o custo de estar errado é pequeno.
Quando o êmbolo está a descer e o aço está prestes a ceder, já passou o ponto de debate. Portanto, a verdadeira questão não é se o gráfico é útil.
É esta: quais das suas variáveis estão a mentir para ele neste momento?
Está ali de gráfico na mão a pensar: “Está bem. Se é apenas um palpite educado, o que é que devo realmente usar antes do êmbolo descer?”
Bom. Essa é a pergunta certa.
Porque, uma vez que aceita que o gráfico não é sagrado, não pode simplesmente encolher os ombros. Tem de identificar as variáveis que realmente alteram a força. Mude o material, a abertura da matriz ou o comprimento da dobra, e não ajustou apenas um número — mudou a física de como o aço cede entre o punção e a matriz. Se não contabilizar isso antes do momento sem retorno, a máquina vai contabilizar depois.
Vamos analisar as três que destroem mais ferramentas do que a má sorte alguma vez destruiu.
Eu vi uma oficina mudar de aço macio A36 para aço inoxidável 304 nos mesmos suportes de 1/8 de polegada. Mesma espessura. Mesmo V-die. Mesmo comprimento de dobra. O operador deixou a tonelagem como estava porque “é só inox”.”

Primeiro golpe, o ângulo abriu como uma dobradiça barata.
Porquê? Porque a maioria dos gráficos de parede são construídos com base no aço macio, com resistência à tração na ordem dos 60.000 PSI. Essa é a suposição silenciosa incorporada na grelha. O inox 304 normalmente fica mais perto de 75.000–85.000 PSI. Isso não é um erro de arredondamento. É 25–40% mais resistência à cedência.
Aqui está a matemática de guardanapo:
E isso antes de falarmos de recuperação elástica.
O inox recupera mais do que o aço macio. O alumínio, dependendo da liga e do tratamento, pode ir na direção oposta — resistência à tração mais baixa, mas enorme recuperação elástica em alguns tratamentos. Trabalhos de alta precisão às vezes precisam de mais força do que o gráfico sugere para manter o ângulo e controlar a recuperação elástica. Então agora está numa armadilha: tonelagem insuficiente dá-lhe ângulos abertos e ajustes constantes; tonelagem excessiva arrisca quebrar as matrizes e deformar a ponta do punção apenas o suficiente para arruinar a repetibilidade.
Depois há a direção do grão.
Dobre uma peça contra o grão e pode precisar de 5–15% mais força comparado a dobrar com o grão. Mesma chapa. Mesma espessura. Orientação diferente. O gráfico assume material isotrópico — igual resistência em todas as direções. A chapa real não se importa com o que o gráfico assume.
Então, se o material de referência no gráfico é aço macio com uma resistência à tração específica, e a sua chapa real é inox contra o grão de um lote mais duro, o que é que está realmente a “consultar”?
Agora vamos falar sobre a matriz que pegou porque já estava na máquina.
A maioria das fórmulas de tonelagem para dobra no ar reduzem-se a esta relação: A força é proporcional ao quadrado da espessura, vezes a resistência à tração, dividido pela abertura do V-die.
Essa última parte importa. A força é inversamente proporcional à abertura do V.
Se reduzir a abertura do V para metade, a tonelagem praticamente duplica.
Exemplo concreto. Digamos aço macio de 1/4 de polegada, dobrado no ar numa abertura de V de 2 polegadas (cerca de 8× a espessura). O gráfico diz, hipoteticamente, 60 toneladas ao longo do comprimento da dobra. Agora decide que quer um raio interno mais apertado e baixa para um V de 1 polegada.
Mesmo material. Mesma espessura. Mesmo comprimento.
O seu denominador acabou de ser cortado pela metade. A tonelagem necessária não ajusta educadamente alguns por cento. Salta para cerca de 120 toneladas.
Num travão de 100 toneladas.
E é aqui que os homens ficam arruinados financeiramente. Eles dizem: “O número da tabela está abaixo da classificação da minha máquina, estou seguro.” Mas estão a pensar na tonelagem total, não na carga por polegada. Um travão de 10 pés e 100 toneladas não significa 100 toneladas onde quiser. Os limites de carga na linha central são frequentemente cerca de 60% da capacidade total. Numa cama de 120 polegadas, isso pode dar aproximadamente 1,4 toneladas por polegada no centro.
Concentre demasiada força no meio com uma matriz estreita e peça curta, e não está apenas a sobrecarregar a ferramenta — está a flexionar a estrutura. É assim que se introduz uma deflexão permanente. É assim que “O que ele nunca verifica é a cama” se torna a explicação póstuma para anos de ângulos inconsistentes.
Então, quando troca uma matriz de 8×T por uma de 6×T ou 4×T porque “fica melhor”, recalculou a força — ou simplesmente duplicou-a e esperou que a hidráulica o perdoasse?
Já ouvi isto demasiadas vezes: “A tabela diz 80 toneladas para 10 pés. Estou apenas a dobrar 2 pés. Então são 16 toneladas. Fácil.”
Abrande.
Sim, a tonelagem na dobra ao ar escala aproximadamente com o comprimento da dobra. Dobra mais curta, menos força total. Essa parte é verdadeira. Mas a máquina não se preocupa apenas com o total de toneladas. Importa-se com a forma como essas toneladas estão distribuídas ao longo da cama.
Digamos que o seu travão está classificado para 100 toneladas em 120 polegadas. Isso dá cerca de 0,83 toneladas por polegada se distribuído perfeitamente. Mas máquinas reais frequentemente limitam a carga central a cerca de 60% dessa classificação para proteger a estrutura. Agora está mais perto de 1,4 toneladas por polegada como limite rígido na zona central.
Se o seu cálculo diz que a sua peça de 24 polegadas precisa de 40 toneladas, isso dá 1,67 toneladas por polegada.
No papel, 40 é menos que 100. Parece seguro.
Na realidade, acabou de exceder o limite estrutural por polegada no centro da máquina. É assim que as estruturas ficam com um sorriso permanente no meio. Não numa falha dramática — mas em mil dobras “seguras” curtas que sobrecarregaram silenciosamente os mesmos 2 pés de cama.
E aqui está a parte subtil: dobras mais curtas reduzem a tonelagem total, mas aumentam o risco de sobrecarga localizada. A tabela assume distribuição ao comprimento total, a menos que indique o contrário. O seu comprimento personalizado altera o caminho de carga dentro da máquina.
Portanto, não, não é apenas divisão.
É força total, dividida pelo comprimento real da dobra, verificada contra os limites por polegada, ajustada para a largura da matriz e resistência real à tração. Essa é a diferença entre “seguro pela tabela” e mecanicamente seguro.
Agora afaste-se e veja o que descobrimos.
O material altera a tensão necessária para ceder. A abertura da matriz altera a vantagem mecânica. O comprimento da dobra altera como essa força é distribuída na estrutura. Nenhum destes é um ajuste cosmético. Cada um reescreve a equação da força.
Se a tabela não consegue ver essas variáveis, e a sua máquina definitivamente as sente, como seria um cálculo que realmente considerasse todas as três antes de o êmbolo descer?
Tem uma chapa de 1/4 de polegada na mesa. Dobra de dez pés. O cliente quer hoje. A tabela na parede diz um número. O seu instinto diz outro. O êmbolo desce de qualquer forma.
Então, como é que a matemática realmente se apresenta antes desse momento sem retorno?
Parece-se com isto: Tonelagem = (575 × T² × L) / V
Isso não é um gráfico. É um modelo. Obriga-o a inserir a espessura, o comprimento da dobra e a abertura da matriz, em vez de fingir que eles não variam.
E se conseguir multiplicar três números e dividir por um, pode calcular por si próprio.
Vamos começar com algo real.
Digamos que está a dobrar ao ar aço macio de 1/4 de polegada (0,25 pol) ao longo de 120 polegadas usando uma matriz em V de 2 polegadas.
Passo 1 — Elevar ao quadrado a espessura. 0,25² = 0,0625
Passo 2 — Multiplicar por 575 e pelo comprimento da dobra. 575 × 0,0625 × 120 575 × 7,5 = 4.312,5
Passo 3 — Dividir pela abertura em V. 4.312,5 / 2 = 2.156 toneladas? Não. Atenção às unidades.
Essa constante de 575 já considera o aço macio na dobra ao ar e fornece libras por polegada de dobra, não toneladas totais. Multiplique corretamente e obtém cerca de 197 toneladas no total para essa dobra de 10 pés com uma matriz de 2 polegadas.
Agora mude apenas uma coisa: troque para uma matriz em V de 3 polegadas.
Tudo o resto idêntico.
Você divide por 3 em vez de por 2. A tonelagem necessária cai para aproximadamente 139 toneladas.
Mesmo material. Mesma espessura. Mesmo comprimento.
Oscilação de trinta por cento por causa de uma ferramenta que está no seu suporte.
É por isso que os gráficos são palpites educados. Assumem um “V” padrão, geralmente 8× a espessura. A fórmula não assume. Obriga-o a declarar o denominador em voz alta. E, uma vez que vê como a tonelagem reage violentamente à abertura em V, deixa de pegar nas matrizes porque são convenientes.
Mas aqui está a parte que os rapazes ignoram.
Esta fórmula baseia-se em dobramento ao ar de aço macio a cerca de 60.000 PSI de resistência à tração. Esse constante 575 incorpora essa suposição. Mude o material e o constante estará a mentir-lhe.
Então, como corrige isto sem reescrever toda a equação?
Eu vi uma oficina mudar de A36 para aço inox 304 e manter os mesmos números no gráfico. Na primeira semana, nada explodiu. Na segunda semana, as pontas das punções começaram a deformar. Na terceira semana, estavam a culpar o fornecedor de ferramentas.
O que mudou? A resistência à tração.
Base de aço macio: ~60.000 PSI. Aço inox 304: frequentemente 75.000–85.000 PSI.
Aqui está a correção em cálculo de guardanapo:
Multiplicador de material ≈ (Resistência à tração real) / (base de 60.000 PSI)
Se o seu inox é 75.000 PSI: 75.000 / 60.000 = 1.25
Isso significa que o seu cálculo de 139 toneladas com a matriz de 3 polegadas? Multiplique por 1,25.
Agora está em 174 toneladas.
Será que a sua prensa de 150 toneladas acabou de se tornar silenciosamente subdimensionada?
E isso é antes de a direção do grão ou lotes de calor mais duros empurrarem mais 5–15 %.
Trabalhos de alta precisão às vezes precisam de mais força do que o gráfico sugere para manter o ângulo e controlar o retorno elástico. O inox não só requer mais força para ceder; ele resiste ao voltar. Os operadores compensam indo mais fundo, aumentando a carga perto do fundo do curso, onde a força sobe mais rapidamente. É aí que as matrizes se partem.
A fórmula não o protege disso.
Apenas torna o risco visível.
Mas ainda estamos a assumir dobragem ao ar. E essa suposição pode duplicar a sua força num instante.
Vamos fazer tudo limpo, desde o início.
Cenário:
Passo 1 — Cálculo base de dobra ao ar (referência aço macio):
T = 0,25 T² = 0,0625
575 × 0,0625 × 120 ÷ 3 = 575 × 7,5 ÷ 3 = 4.312,5 ÷ 3 ≈ 1.437,5 (em escala equivalente a centena) ≈ 139 toneladas para dobra ao ar de aço macio
Passo 2 — Aplicar multiplicador de material:
75,000 / 60,000 = 1.25
139 × 1,25 = 174 toneladas
Passo 3 — Verificar distribuição por pé:
174 toneladas ÷ 10 pés = 17,4 toneladas por pé.
Se a sua prensa de 150 toneladas e 10 pés estiver classificada para cerca de 25 toneladas/pé distribuídas, está bem estruturalmente — mas já excedeu a capacidade total da máquina.
Portanto, ou:
Agora mude apenas uma coisa: passe da dobra por ar para dobra por contato total.
A dobra de fundo normalmente requer pelo menos 2× a tonelagem da dobra por ar para a mesma configuração.
174 × 2 = 348 toneladas.
Isso não é um ajuste. É uma classe de máquina diferente.
É por isso que chamar isto de fórmula “universal” sem indicar o método de dobra é como as oficinas acabam com ombros rachados e uma bancada que desenvolve um sorriso permanente no meio. A equação dá-lhe uma base para a dobra por ar. O método determina o multiplicador.
Portanto, antes de o êmbolo descer, a sua lista de verificação não é:
“O que diz o gráfico?”
É:
Falha um desses passos e serás o tipo que explica ao dono porque é que um conjunto de ferramentas $10,000 está lascado, só porque a matemática foi “quase certa”.”
Construímos a base. Agora podes calcular a tonagem real de dobra por ar em vez de confiar num palpite educado.
Mas o que acontece quando cunhagem, dobra de fundo ou conformação especial mudam completamente a física e transformam essa base numa subestimação perigosa?
Tens aquele trabalho em aço inox 304 de 1/4 de polegada que acabámos de calcular — 174 toneladas em dobra por ar ao longo de 10 pés com um V de 3 polegadas. A máquina já está no limite com capacidade de 150 toneladas. Agora imagina que decides que o ângulo tem de ser absolutamente preciso e não confias no retorno elástico. Então mudas da dobra por ar para a dobra de fundo sem mexer na matemática.
O êmbolo desce.
Não mudaste a espessura. Não mudaste o comprimento. Não mudaste a matriz. Mas mudaste a física. E é aí que alguns transformam um cálculo controlado numa matriz partida e numa chamada telefónica que ninguém quer fazer.
Vamos analisar o porquê.
Imagina o punção suspenso acima da matriz em V. Na dobra por ar, o material toca na ponta do punção e nos dois ombros da matriz. Três pontos. Só isso. A chapa nunca assenta completamente na cavidade da matriz.
A necessidade de força é determinada pela distância — a abertura em V — e pelo limite de cedência do material. Aquela constante 575 que usámos? Assume exatamente isto: dobra por ar, aço macio de 60.000 PSI, largura típica de V. É um modelo de uma viga a ser empurrada entre dois apoios.
Não estás a forçar o metal a corresponder ao raio da matriz. Estás a deixá-lo flutuar e a recuperar elasticamente um pouco. É por isso que a abertura em V importa tanto — estás a controlar a alavanca, não a esmagar a peça para moldá-la.
E como apenas três pontos de contacto suportam a carga, a tonagem aumenta de forma suave à medida que a penetração aumenta. Previsível. Contida. É por isso que 80% dos gráficos genéricos são construídos com base na dobra por ar. É tolerante. É eficiente. Mantém as máquinas vivas.
Mesmo gráficos conservadores de fabricantes conceituados alinham-se com a produção real — porque assumem este método. V padrão, aço macio, dobra a 90 graus, dobra por ar. Mantém-te dentro desses limites e o “palpite educado” funciona na maioria das vezes.
Sai desses limites e o gráfico não sabe que saíste.
Então, o que muda quando a chapa deixa de flutuar e começa a ser forçada para dentro da matriz?
Mesmo aço inox de 1/4 de polegada. Mesmo 10 pés. Mesmo V de 3 polegadas.
Na flexão ao ar, dissemos 174 toneladas após correção do material.
Agora faça a flexão de fundo.
Flexão de fundo significa que conduz o material até este contactar totalmente com o ângulo da matriz. Não em três pontos. Contacto contínuo ao longo de ambas as faces da matriz. Já não está apenas a fazer o metal ceder. Está a restringi-lo na geometria.
Essa restrição custa força.
Os multiplicadores usados na indústria variam normalmente entre 3× e 5× acima da base da flexão ao ar. Algumas fichas técnicas chegam a usar 5,0+ como fator de planeamento. Vamos manter-nos conservadores e chamar-lhe 3× para o inox.
174 × 3 = 522 toneladas.
Quinhentas e vinte e duas.
Não chegou lá gradualmente. Chegou lá num só golpe de pedal porque o êmbolo não se preocupa com as suas suposições. Apenas segue a hidráulica.
E aqui está a razão mecânica: na flexão ao ar, uma vez atingida a cedência nas fibras exteriores, o resto da secção segue com um aumento de carga relativamente modesto. Na flexão de fundo, à medida que a peça assenta na matriz, a resistência dispara perto do fundo do curso. Está a comprimir as fibras interiores e a esticar as exteriores enquanto restringe o ângulo. A curva de carga inclina-se fortemente mesmo antes do contacto total.
Esse pico é onde as ferramentas falham.
Trabalhos de alta precisão às vezes precisam de mais força do que o gráfico sugere para manter o ângulo e controlar o retorno elástico. Os operadores compensam conduzindo mais fundo. Na flexão ao ar, isso é incremental. Na flexão de fundo, isso é exponencial perto do fundo. Ângulos agudos pioram porque a carga desloca-se para fora em direção aos ombros da matriz, concentrando o esforço.
E o que ele nunca verifica é a bancada.
A máquina pode estar classificada para 150 toneladas no total, talvez 25 toneladas por pé distribuídas. Acabou de pedir o equivalente a mais de 50 toneladas por pé. Mesmo que a hidráulica pudesse tentar, a estrutura flete, a bancada fica deformada, e um dia nota que tem um sorriso permanente no meio.
Tudo porque o gráfico apenas contou a história da flexão ao ar.
Se a flexão de fundo pode triplicar a sua carga, o que acha que acontece quando decide que quer um raio interior “perfeito”?
A coinagem já não é flexão no sentido de viga. É esmagamento controlado.
Conduz a ponta do punção no material com força suficiente para deformar plasticamente toda a espessura na linha de dobra. Elimina o retorno elástico pela força bruta. O raio interior torna-se o raio do punção porque fez ceder tudo através da secção transversal.
Multiplicadores de 10× acima da base da flexão ao ar não são exageros nos guias de planeamento. São fatores de sobrevivência.
Pegue no nosso exemplo de inox com flexão ao ar de 174 toneladas.
174 × 10 = 1.740 toneladas.
Isso não é um erro de digitação.
Agora, antes de argumentar que o alumínio reduz o número — sim, o material importa. Uma liga macia pode cortar a base para metade antes de aplicar o multiplicador do método. Mas o multiplicador do método ainda se aplica. Esmagar metal requer muito mais força do que dobrá-lo, por mais macio que seja.
Mecanicamente, o cunhagem elimina o deslocamento do eixo neutro que torna a dobra ao ar eficiente. Está a forçar uma deformação plástica uniforme através da espessura. A tensão já não está localizada nas fibras exteriores. Está em todo o lado ao mesmo tempo. A prensa dobradeira torna-se numa prensa de forjamento por uma fração de segundo.
É por isso que a cunhagem é rara nas prensas dobradeiras modernas fora de material fino ou conformação especializada. A exigência de tonelagem dispara tão rapidamente que apenas comprimentos de dobra muito curtos são práticos. Alguns centímetros, talvez. Não três metros.
Então, quando vale a pena?
Quando a tolerância exige absolutamente zero retorno elástico e a peça é suficientemente curta para que a tonelagem total permaneça dentro dos limites da máquina e das ferramentas. Essa é uma decisão de engenharia consciente, não um atalho do operador porque “o ângulo está a resistir-me”.”
Mudar de método sem recalcular não é fazer um pequeno ajuste. É mudar de classe de máquina.
E mesmo que a tonelagem total bata certo no papel, ainda não falámos sobre como essa força é distribuída ao longo da mesa — porque 200 toneladas distribuídas uniformemente é uma coisa, e 200 toneladas concentradas em alguns centímetros é como se partem ombros e lascam matrizes.
Imagine isto: prensa dobradeira de 300 toneladas, 3,6 metros de comprimento. Faz uma dobra ao ar de 3,6 metros a 180 toneladas. A máquina nem sente. Hidráulicos estáveis. Estrutura mantém-se direita.
O trabalho seguinte é um suporte de 30 cm em chapa de 9,5 mm. O cálculo diz 90 toneladas no total. Bem abaixo das 300. Sorri, carrega no pedal.
O êmbolo desce.
A máquina sobrevive. A matriz não.
Eis porquê. Essas 90 toneladas já não estão distribuídas por 3,6 metros. Estão concentradas em 30 cm. Noventa toneladas por pé. Se a sua matriz está classificada para 80 toneladas por metro — cerca de 24 toneladas por pé — acabou de lhe pedir para suportar quase quatro vezes o seu limite. A prensa está bem porque a tonelagem total do sistema é baixa. A ferramenta falha porque só se preocupa com a densidade da carga.
A tonelagem total mantém a estrutura viva. A tonelagem por pé mantém a sua ferramenta inteira.
E os gráficos quase nunca gritam essa distinção para si.
Então, como é que essa força realmente se move ao longo da mesa quando a concentra?
Uma prensa de 200 toneladas não entrega 200 toneladas igualmente em todo o comprimento da mesa. Veja qualquer gráfico de carga de fabricante e verá: a carga distribuída em todo o comprimento pode estar próxima da classificação, mas a capacidade de carga central cai — às vezes para 50–70% da tonelagem nominal — porque o carro e a mesa fletam.
O aço flete. Sempre.
Sob uma carga pesada no centro, o êmbolo curva-se microscopicamente. A bancada curva-se na direção oposta. Obtém-se um ligeiro efeito de coroa, queira-se ou não. Um relatório de precisão mediu apenas 0,06 mm de desvio ao longo de 3200 mm de comprimento da mesa. Essa pequena deflexão traduziu-se em aproximadamente 0,17° de variação de ângulo ao longo da peça.
Não parece muito até estar a perseguir uma tolerância de meio grau e a calçar matrizes como um homem desesperado.
Agora coloque o método de empilhamento por cima disso. O encurvamento inferior ou cunhagem provoca picos de força no fundo do curso. Esse pico acontece exatamente quando a deflexão é maior. Assim, não só está a aumentar a tonelagem total com multiplicadores de método, como também está a amplificar o stress localizado exatamente onde a estrutura é mais fraca — no meio do vão.
Carregar no centro não ameaça apenas uma falha catastrófica. Vai lentamente retirando precisão à máquina. A bancada ganha uma deformação permanente. O êmbolo desenvolve um viés. Um dia, as suas peças estarão sempre abertas no meio e apertadas nas extremidades.
O que ele nunca verifica é a mesa.
Mas mesmo que a sua estrutura sobreviva anos desse abuso, a sua matriz não dura anos. Basta um golpe mau.
O que nos leva ao erro que vejo mais do que qualquer outro.
Os fabricantes de matrizes estampam classificações como “80 toneladas por metro” por uma razão. Isso não é decoração. É o limite de cedência do aço da ferramenta na sua secção transversal.
Vamos fazer contas rápidas.
Passo 1: Calcular corretamente a tonelagem total — incluindo o multiplicador de material e o método de dobra.
Passo 2: Dividir pelo comprimento real da dobra em pés.
Passo 3: Comparar esse número com a classificação de toneladas por pé da matriz.
Suponha que o seu cálculo corrigido de encurvamento inferior indica 120 toneladas para uma peça de 10 polegadas. Dez polegadas são 0,83 pés.
120 ÷ 0,83 ≈ 145 toneladas por pé.
Se a sua matriz está classificada para 80 toneladas por metro, isso equivale a cerca de 24 toneladas por pé.
Não está apenas um pouco acima. Está seis vezes acima.
Não seja a pessoa que diz: “Mas são apenas 120 toneladas e isto é uma prensa de 250 toneladas.” É assim que os ombros lascam e os punções se deformam. O sistema hidráulico da prensa vê 120. O ombro da matriz vê 145 por pé concentradas em duas linhas de contacto.
E o encurvamento inferior desloca a carga para fora, em direção aos ombros da matriz. Matrizes agudas tornam isso pior. A área de contacto diminui. O stress aumenta. O aço da ferramenta não dá avisos sonoros. Fratura.
Vai ouvir um estalo como um disparo de calibre .22 dentro da máquina.
Esse é um erro de $10.000 num único toque no pedal.
Calculadoras modernas de tonelagem podem dar-lhe números fiáveis de força total quando lhes fornece entradas corretas. Elas não são o inimigo. O ponto cego é que fornecem a tonelagem do sistema, não a densidade de carga. Assumem que vai verificar as classificações das ferramentas por si próprio.
E você?
Mesmo que os seus cálculos digam que está dentro das toneladas por pé classificadas da matriz, não opere a 100%.
As classificações baseiam-se em alinhamento ideal, material perfeito, carga sem desalinhamento, e sem acumulação de deflexão de camas desgastadas. As oficinas reais não são condições ideais. A resistência à tração do material varia de lote para lote. Os operadores penetram demais ao procurar ângulos. A compensação de curvatura nem sempre está ajustada.
Trabalhos de alta precisão precisam, por vezes, de mais força do que o que o gráfico sugere para manter o ângulo e controlar o retorno elástico. Isso significa que os operadores instintivamente pressionam mais fundo. A força aumenta rapidamente perto do fundo.
Portanto, aqui está a disciplina: vise no máximo 80% da classificação de toneladas por pé da matriz e no máximo 80% da capacidade de carga ao centro da máquina para essa posição na cama.
Se a matriz é classificada para 24 toneladas por pé, planeie para 19.
Se o gráfico de carga ao centro da máquina indica um máximo de 140 toneladas no meio, planeie para 110.
Essa margem de 20% absorve variação de material, erros de montagem e a realidade de que o martelo não para instantaneamente. Dá-lhe vida útil da ferramenta. Dá-lhe consistência. Evita que o martelo se torne num arrependimento sem retorno.
Porque uma vez que o martelo desce, a física não negocia.
Portanto, antes da próxima secção lhe entregar uma estrutura clara de decisão, pergunte a si mesmo algo simples: quando olha para um número de tonelagem, está a ver força total — ou a força por pé que realmente decide se o aço dobra… ou parte?
Quer um método passo a passo que lhe diga, antes de tocar no pedal, se a dobra é segura para a máquina e para a ferramenta.
Ótimo. Porque a esperança não é uma estratégia de configuração.
Já estabelecemos que a densidade de carga — toneladas por pé — é o que destrói ferramentas e lentamente retira precisão da estrutura. Portanto, a estrutura tem de levá-lo a pensar nessa ordem: gráfico → força real → carga por pé → limites da máquina → margem de segurança → verificação física. Falhe um, e será a pessoa a explicar uma matriz partida ao proprietário.
Eis como parar de adivinhar e começar a verificar.
O gráfico não é a resposta. É um detector de mentiras.
Primeiro passo: retire a tonelagem genérica do gráfico para a sua espessura e abertura em V. Isso dá-lhe uma base em toneladas por pé para aço macio, dobra ao ar, condições ideais.
Agora faça uma simples comparação.
Esse número sequer vive na mesma vizinhança que a capacidade distribuída da sua máquina?
Se o gráfico disser 12 toneladas por pé e você estiver a planear uma dobra de 10 pés, isso dá 120 toneladas no total. Numa máquina de 130 toneladas, isso já está a tentar respirar antes de corrigirmos para o material ou método real. O gráfico acabou de lhe dizer que este trabalho está perto do limite.
Mas é aqui que os operadores se tornam descuidados. Eles param aí.
O gráfico assume espessura nominal. A maioria das chapas é mais pesada. Entre cinco e quinze por cento mais pesada é comum. Se não medir a espessura real antes de calcular, acabou de introduzir erro antes mesmo de começar a matemática. Não seja a pessoa que confia mais na etiqueta no rack do que no micrómetro na sua mão.
Então, o gráfico responde apenas a uma pergunta: “Este trabalho é obviamente impossível?”
Se passar nesse teste inicial, o que é que você realmente verifica a seguir?
Esta é a parte disciplinada. Mesma ordem, todas as tarefas.
1. Medir a realidade. Espessura real. Comprimento real da dobra. Tipo real de material. Se mudou de A36 para 304 e não alterou o multiplicador, não calculou — assumiu.
2. Calcular a tonelagem total corrigida. Toneladas base por pé × multiplicador de material × multiplicador de método × comprimento da dobra. Dobra por ar é o seu ponto de referência. Dobra por fundo ou cunhagem? Multiplicar em conformidade. Trabalho de alta precisão por vezes requer mais força do que o gráfico sugere para manter o ângulo e controlar o retorno elástico — e essa força extra deve ser intencional, não acidental.
Agora tem a tonelagem total do sistema.
3. Converter para densidade de carga. Toneladas totais ÷ comprimento real da dobra (em pés). Esse é o número que a matriz sente. Não a máquina. A matriz.
Compare isso com as toneladas por pé nominal da matriz. Mantenha-se em ou abaixo de 80% dessa classificação. Essa margem não é cobardia. É seguro contra variações na resistência à tração, profundidade de penetração e erro de alinhamento.
4. Verificar a capacidade de carga centrada da máquina. Não a tonelagem nominal. O gráfico de carga central. Se a tonelagem total calculada exceder 80% da carga central permitida para esse vão, está a dobrar na zona vermelha mesmo que a placa de identificação diga que está tudo certo.
A classificação da máquina é um teto. A carga central é a gravidade.
5. Verifique se a própria máquina não está a mentir-lhe. O que ele nunca verifica é a mesa.
Uma deformação da mesa de 0,06 mm ao longo de uma grande extensão pode traduzir-se numa variação de ângulo mensurável. Se a mesa sofreu deformações devido a anos de uso abusivo, os seus belos cálculos de tonelagem não manterão o ângulo ao longo da peça. A repetibilidade do batente traseiro a desviar-se mais do que algumas centésimas de milímetro? A sua linha de dobra desloca-se, o seu braço de alavanca efetivo muda e a força calculada já não corresponde à realidade.
Uma única variável defeituosa na máquina invalida todo o cálculo.
Percebe o que esta lista de verificação faz? Transforma a tonelagem de um único número numa cadeia de condições dependentes. Quebre um elo e o resultado muda.
Mas tudo isso ainda depende de um número que absolutamente tem de conhecer.
| Passo | Descrição |
|---|---|
| 1. Meça a realidade. | Espessura real. Comprimento real da dobra. Tipo real de material. Se mudou de A36 para 304 e não alterou o multiplicador, não calculou — assumiu. |
| 2. Calcule a tonelagem total corrigida. | Toneladas base por pé × multiplicador de material × multiplicador de método × comprimento da dobra. A dobra no ar é a sua referência. Dobra de fundo ou cunhagem? Multiplique em conformidade. Trabalhos de alta precisão às vezes precisam de mais força do que o gráfico sugere para manter o ângulo e controlar o retorno elástico — e essa força extra deve ser intencional, não acidental. Agora tem a tonelagem total do sistema. |
| 3. Converta para densidade de carga. | Tonelagem total ÷ comprimento real da dobra (em pés). Esse é o número que a sua matriz sente. Não a máquina. A matriz. Compare com a tonelagem por pé nominal da matriz. Mantenha-se em ou abaixo de 80% dessa classificação. Essa margem não é cobardia. É seguro contra variação na resistência à tração, profundidade de penetração e erro de alinhamento. |
| 4. Verifique a capacidade de carga central da máquina. | Não a tonelagem nominal. O gráfico de carga central. Se a sua tonelagem total calculada exceder 80% da carga central permitida para essa extensão, está a dobrar na zona vermelha mesmo que a placa de identificação diga que está tudo bem. A classificação da máquina é um teto. A carga central é gravidade. |
| 5. Verifique se a própria máquina não está a mentir-lhe. | O que ele nunca verifica é a mesa. Uma deformação da mesa de 0,06 mm ao longo de uma grande extensão pode traduzir-se numa variação de ângulo mensurável. Se a mesa sofreu deformações devido a anos de uso abusivo, os seus belos cálculos de tonelagem não manterão o ângulo ao longo da peça. A repetibilidade do batente traseiro a desviar-se mais do que algumas centésimas de milímetro? A sua linha de dobra desloca-se, o seu braço de alavanca efetivo muda e a força calculada já não corresponde à realidade. Uma única variável defeituosa na máquina invalida todo o cálculo. |
Tem de conhecer a sua tonelagem por pé verificada na margem de segurança planeada.
Não toneladas por pé de gráfico. Não toneladas por pé calculadas brutas. Verificadas, corrigidas e ajustadas à margem.
Aqui está a versão de guardanapo:
Se a sua matriz estiver classificada para 24 toneladas por pé, o seu teto de trabalho é cerca de 19. Se o seu cálculo indicar 21, não está “um pouco acima”. Está a operar para além da zona de conforto elástica do aço ferramenta.
O êmbolo desce.
O aço não se importa que tenha estado perto.
E aqui está a parte não óbvia que leva consigo: a tabela de tonelagem não é perigosa porque está errada. É perigosa porque interrompe o seu raciocínio demasiado cedo. Parece precisa, por isso trata-a como uma especificação. Na realidade, é um palpite educado baseado em pressupostos que a sua oficina viola todos os dias.
A estrutura obriga-o a converter esse palpite numa densidade de carga verificada dentro dos limites conhecidos da máquina, com uma margem que absorve a realidade.
Antes que o êmbolo desça, deve saber três coisas de cor: A sua tonelagem total corrigida. As suas toneladas verificadas por pé a 80% ou menos da classificação da ferramenta. A carga central permitida pela sua máquina para essa distância.
Se não souber, não está a dobrar metal.
Está a apostar com aço temperado e uma estrutura que se lembra de cada erro.


















