

Eine 10‑Fuß-Abkantpresse, 120 Tonnen, Unterwerkzeug nur so weit geöffnet, dass eine Fingerspitze hineinpasst. Der Bediener richtet das Blech aus, zieht seine Hände zurück, greift zu den beiden Handtastern, die auf einem Sockel montiert sind. Der Stößel fährt herunter, während er sich bereits nach vorne lehnt, um das Teil beim Rückhub aufzufangen.
Er ist “vorschriftsmäßig”.”
Warum füllt sein Vorarbeiter also einen Unfallbericht aus, während Blut auf dem Boden liegt?
Gehen Sie durch jede Werkstatt, die vor 2015 gebaut wurde, und Sie sehen dasselbe Setup: zwei Handtaster mit Abstand gemäß Vorschrift, sodass die Hände des Bedieners beim Start des Zyklus außerhalb des Arbeitsbereichs sind. Zwei-Kanal-Verdrahtung. Anti‑Überbrückung. Quartalsweise Testprotokolle, in blauer Tinte unterschrieben. ANSI B11.3 Auf dem Papier ist es sauber.
Auf dem Werkstattboden beobachten Sie den Rhythmus. Teil positionieren. Zurückgreifen. Drücken. Einen Schritt nach vorne. Auffangen. Neu positionieren. Wieder zurückgreifen. Wieder drücken. Jeder Biegevorgang erfordert ein vollständiges Zurücksetzen des Körpers weg von den Backen, bevor sich der Stahl bewegt.
Dieses Zurücksetzen ist der Preis der Vorschriftsmäßigkeit. Und Sie haben ihn in Sekunden und in Haut bezahlt.
Zwei-Hand-Bedienungen entfernen die Gefahr nicht. Sie erzwingen nur Abstand im Moment der Initiierung. Der Stößel ist immer noch ein schließendes Paar Stahlzähne; Sie haben dem Bediener lediglich beigebracht, vor dem Biss zurückzutreten. Die Maschine weiß nicht, wo seine Hände sind, sobald der Zyklus gestartet ist.
Wenn Sie glauben, Abstand bedeute Schutz, setzen Sie Ihren Unfallbericht bereits auf Hoffnung – und Inspektoren ahnden keine Hoffnung, sondern Fehler.
Wenn beide Hände auf den Tastern sind, warum passieren immer noch Quetschverletzungen?.
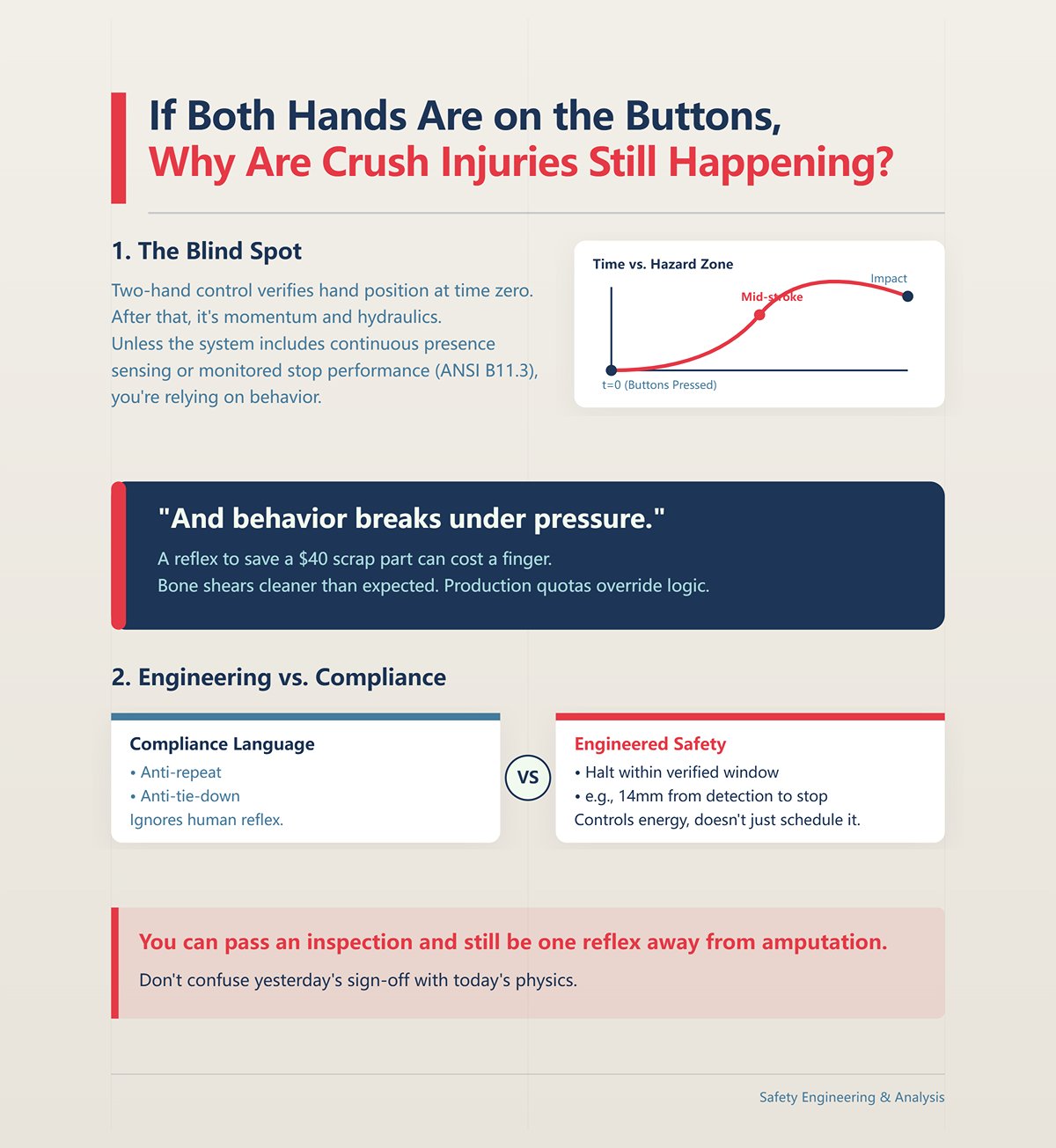
Die Presse kümmerte sich nicht darum. Sie war im Mittelhub.
Das ist der blinde Fleck. Zwei-Hand-Bedienung überprüft die Handposition zum Zeitpunkt null. Danach sind es nur noch Schwung und Hydraulik. Wenn das System keine kontinuierliche Anwesenheitserkennung oder eine überwachte Stopp-Leistung beinhaltet, die den aktuellen Erwartungen entspricht, verlassen Sie sich auf Verhalten.
Und Verhalten bricht unter Druck. ANSI B11.3 Vor zwanzig Jahren sah ich einen Mann das Ende seines Zeigefingers verlieren, weil er versuchte, ein rutschendes Teil während des Abwärtslaufs „nur kurz anzustoßen“. Knochen scheren sauberer, als man denkt. Er hatte Zwei-Hand-Bedienung. Er hatte auch eine Produktionsquote.
Die Vorschriftsprache spricht von Anti‑Wiederholung und Anti‑Überbrückung. Sie spricht nicht vom menschlichen Reflex, einen schiefen Biegevorgang im Wert von vierzig Dollar an Ausschuss zu retten. Die Gefahrenzone ist immer noch offen, sobald der Stößel sich verpflichtet hat, und wenn Ihre Stopp-Leistung nicht so konstruiert ist, dass sie innerhalb eines verifizierten Fensters stoppt – denken Sie an.
14 mm.
Compliance language talks about anti‑repeat and anti‑tie‑down. It doesn’t talk about the human reflex to save a crooked bend worth forty bucks in scrap. The hazard zone is still open once the ram commits, and if your stopping performance isn’t engineered to halt within a verified window—think 14mm von der Erkennung bis zum Stopp – Sie kontrollieren nicht die Energie, Sie planen sie.
Sie können eine Inspektion bestehen und trotzdem nur einen Reflex von einer Amputation entfernt sein. Verwechseln Sie nicht die Freigabe von gestern mit der Physik von heute, sonst wird die folgende Geldstrafe mehr Nullen haben als Ihr Quartalsbonus.
Tauschen Sie jetzt Handflächenknöpfe gegen mechanische Rückzüge – Kabel an den Handgelenken, die sich zurückziehen, wenn der Stößel nach unten geht. Ich habe gesehen, wie Bediener sie so fest anzogen, dass rote Rillen zurückblieben, weil das System nur so weit zurückzieht, wie es eingestellt ist.

Lassen Sie das acht Stunden lang auf schwerem Blech laufen.
Jeder Zyklus: Arme nach vorne zur Position, Spannung auf den Kabeln, Schultern widerstehen dem Zug, während der Stößel fällt, dann gegen die Federkraft beim Rücklauf kämpfen. Es hält die Hände sicher aus dem Werkzeugbereich, klar. Es belastet jedoch die Rotatorenmanschette tausende Male pro Schicht.
Sie haben akutes Quetschrisiko gegen kumulative Belastung eingetauscht.
Und Belastung taucht nicht im OSHA‑300‑Protokoll auf wie eine abgetrennte Fingerspitze. Sie zeigt sich als Ausfallzeit, Arbeitsunfallmeldungen mit der Bezeichnung ’Überanstrengung“ und einem 52‑jährigen Bremsenbediener, der seinen Arm nicht mehr über die Brust heben kann. Die Gefahr hat sich vom Quetschpunkt zum Gelenk verlagert.
Wenn Ihr Sicherheitsgerät die Maschine zuverlässiger schützt als den Körper des Bedieners, worauf genau optimieren Sie dann?
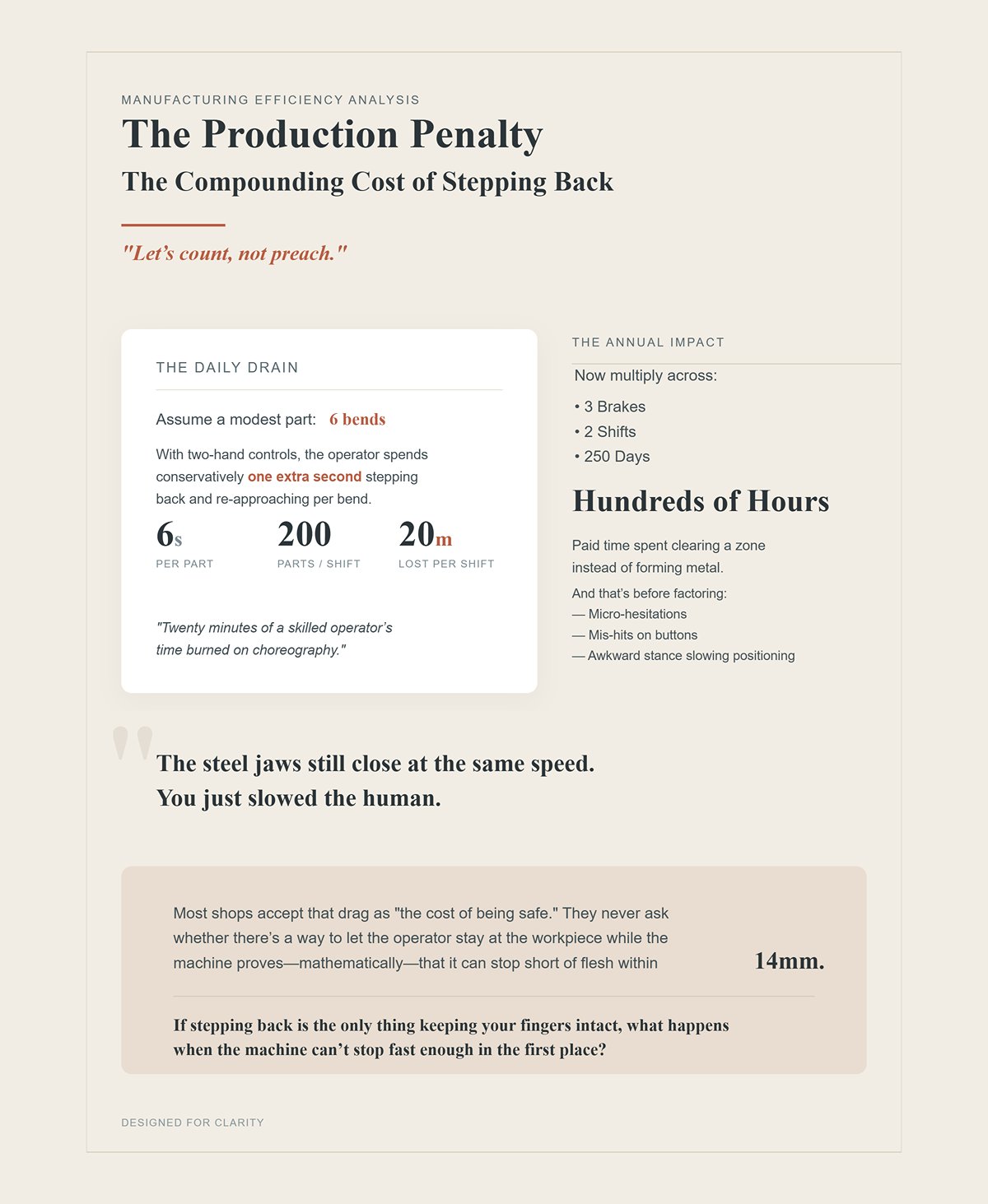
Lassen Sie uns zählen, nicht predigen.
Nehmen wir ein bescheidenes Teil: 6 Biegungen. Mit Zweihandsteuerung verbringt der Bediener – konservativ – eine zusätzliche Sekunde pro Biegung, um zurückzutreten und wieder heranzutreten. Das sind 6 Sekunden pro Teil. Bei 200 Teilen pro Schicht sind das 1.200 Sekunden. Zwanzig Minuten.
Zwanzig Minuten der Zeit eines qualifizierten Bedieners, die für Choreografie verbrannt werden.
Multiplizieren Sie das nun über drei Bremsen, zwei Schichten, 250 Tage. Sie kommen auf hunderte Stunden jährlich – bezahlte Zeit, die damit verbracht wird, eine Zone zu räumen, statt Metall zu formen. Und das, bevor Sie die Mikro‑Zögerungen, das Fehl‑Drücken von Knöpfen, die ungeschickte Haltung, die das Positionieren verlangsamt, einbeziehen.
Die Stahlbacken schließen immer noch mit derselben Geschwindigkeit. Sie haben nur den Menschen verlangsamt.
Die meisten Werkstätten akzeptieren diesen Bremseffekt als “die Kosten für Sicherheit”. Sie fragen nie, ob es eine Möglichkeit gibt, den Bediener am Werkstück zu lassen, während die Maschine – mathematisch – beweist, dass sie vor Haut stoppen kann. 14mm.
Wenn Zurückweichen das Einzige ist, was Ihre Finger intakt hält, was passiert, wenn die Maschine von vornherein nicht schnell genug stoppen kann?
Sie stehen an der Pressebremse, Hände an einem 36‑Zoll‑Flansch, Augen auf die Stempelspitze. Der Stößel kommt mit Produktionsgeschwindigkeit herunter – deutlich über 10 mm/s. Ihr Instinkt sagt: Wenn etwas schiefgeht, wird das Sicherheitssystem es stoppen.
Hier ist die eigentlich wichtige Frage: Kann es innerhalb 14mm von dem Bereich stoppen, in dem Ihr Finger wäre?
Nicht “hat es zwei Knöpfe”. Nicht “gibt es einen Laser”. Nicht “hat der Verkäufer gesagt, es ist konform”. Unter ANSI B11.3, bricht das gesamte Risikomodell auf eine brutale Messung zusammen – wie weit der Stößel sich bewegt vom Moment der Gefahrenerkennung bis zum Moment, in dem die Bewegung vollständig stoppt. Wenn diese Distanz 14mm bei Produktionsgeschwindigkeit überschreitet, haben Sie keinen Nahbereichsschutz. Sie haben Theater.
Und Theater bremst keinen Stahl.
Die Abkantpresse ist ein sich schließendes Paar Kiefer. Zwei-Hand-Bedienungen bringen Sie vor dem Biss von den Zähnen weg. Ein AOPD – ein aktives optoelektronisches Schutzgerät – versucht den Biss so zu timen, dass die Kiefer vorher stoppen. Aber beides spielt keine Rolle, wenn die Bremsleistung der Maschine physisch nicht dieses 14mm Zeitfenster erfüllen kann.
Also bevor Sie fragen, welcher Schutz am besten ist, stellen Sie eine schwierigere Frage: Wie groß ist Ihre tatsächliche Bremsstrecke, heute, unter Last gemessen?
OSHA ist egal, was Sie installiert haben. Sie interessiert das Verhältnis zwischen Stoppzeit und Sicherheitsabstand gemäß 29 CFR 1910 Subpart O. Dieses Verhältnis ist Arithmetik, keine Meinung.
So sieht es in der Praxis aus.
Wenn Ihre Presse schneller läuft als 10 mm/s, ANSI B11.3 erlaubt es Ihnen nicht, sich allein auf “sichere Geschwindigkeit” zu verlassen. Bei diesen Geschwindigkeiten kann ein Bediener den Werkzeugbereich erreichen, bevor der Stößel abbremsen kann, es sei denn, ein Anwesenheitssensor erkennt das Eindringen und der Stößel stoppt innerhalb einer verifizierten Distanz – denken Sie wieder an 14mm als kritische Schwelle für Nahbereichs-AOPD-Systeme.
Stellen Sie sich nun einen Lichtvorhang vor, der 200 mm vom Quetschpunkt entfernt montiert ist. Wenn Ihre gemessene Bremsstrecke 120 mm beträgt, sind Sie – auf dem Papier – in Ordnung. Aber wenn ein Bediener zwischen diesem Vorhang und dem Werkzeug stehen kann, ohne erkannt zu werden, haben Sie einen geometrischen toten Winkel geschaffen. Die Norm verlangt ausdrücklich zusätzlichen Schutz in diesem Szenario. Abstand ohne Erkennung ist eine Lücke groß genug für eine Hand.
Die eigentliche Variable ist also nicht das Gerät. Sie lautet:
Stoppzeit × Annäherungsgeschwindigkeit = minimaler Sicherheitsabstand.
Wenn Sie das noch nie für Ihre spezifische Presse, mit Ihrem Hydraulikzustand, bei Ihrer Produktionsgeschwindigkeit berechnet haben, raten Sie nur. Und Raten vor einem OSHA-Inspektor führt schnell zu Verwarnungen. Sie verhängen keine Bußgelder für Sensormarken. Sie verhängen Bußgelder für nicht verifizierte Bremsleistung.
| Thema | Details |
|---|---|
| Regulatorische Grundlage | OSHA bewertet die Einhaltung auf Grundlage des Verhältnisses zwischen Stoppzeit und Sicherheitsabstand gemäß 29 CFR 1910 Unterabschnitt O. Dieses Verhältnis ist arithmetisch, nicht subjektiv. |
| Begrenzung der sicheren Geschwindigkeit | Wenn die Bremsgeschwindigkeit 10 mm/s, übersteigt, erlaubt ANSI B11.3 nicht, sich ausschließlich auf “sichere Geschwindigkeit” zu verlassen. |
| Risiko bei höheren Geschwindigkeiten | Bei Geschwindigkeiten über 10 mm/s kann ein Bediener den Werkzeugbereich erreichen, bevor der Stößel abbremst, es sei denn, ein Anwesenheitssensor erkennt das Eindringen und stoppt den Stößel innerhalb einer verifizierten Distanz (z. B., 14 mm Schwelle für Nahbereichs-AOPD-Systeme). |
| Beispiel Lichtvorhang | Ein Lichtvorhang, der 200 mm vom Quetschpunkt montiert ist und eine gemessene Stoppdistanz von 120 mm aufweist, erscheint auf dem Papier konform. |
| Geometrisches Blindzonenrisiko | Wenn ein Bediener unbemerkt zwischen Vorhang und Werkzeug stehen kann, besteht eine Blindzone. Normen verlangen in diesem Fall zusätzlichen Schutz. Abstand ohne Erkennung schafft ernsthaftes Risiko. |
| Kernformel | Anhaltezeit × Annäherungsgeschwindigkeit = minimaler Sicherheitsabstand |
| Compliance-Risiko | Wenn der Anhalteweg nicht für die spezifische Bremse, den Hydraulikzustand und die Produktionsgeschwindigkeit berechnet wurde, basiert die Einhaltung auf Vermutungen. OSHA beanstandet nicht verifizierte Anhalteleistungen – nicht die Marken der Sensoren. |
Lassen Sie uns konkret werden.
Ein Überlauf-Test misst, wie weit der Stößel nach einem Stoppsignal noch fährt. Nicht, wie schnell er stoppen sollte. Wie schnell er tatsächlich stoppt. Unter Last. Bei Temperatur. An dieser Maschine.
Sie fahren den Stößel mit normaler Annäherungsgeschwindigkeit. Sie lösen einen Stopp aus – entweder über das Steuerungssystem oder die AOPD-Testfunktion. Sie messen die Distanz vom Signal bis zum vollständigen Stopp. Diese Zahl ist Ihre Wahrheit.
Ich habe Bremsen gesehen, die als “AOPD-bereit” beworben wurden und an einem kalten Morgen 22 mm überliefen und nach dem Mittagessen, als das Öl dünner wurde, 18 mm. Beide Zahlen überschreiten 14mm. Beide Zahlen disqualifizieren die Maschine von echter Nahbereichsabsicherung unter ANSI B11.3 Erwartungen.
Und hier ist der Knackpunkt: Die OSHA-Richtlinien verlangen, dass die Anhalteleistung bei jedem Hub auf Abweichungen überwacht wird. Nicht einmal im Jahr. Nicht “wenn die Wartung dazu kommt”. Wenn Ihre Anhaltezeit abdriftet und Sie es nicht bemerken, ist Ihr berechneter Sicherheitsabstand eine Fiktion.
Fiktion ist teuer. Inspektoren diskutieren nicht über Ihre Absichten; sie messen Ihre Zahlen.
Wenn mir eine Werkstatt sagt: “Wir haben Laser installiert, wir sind abgesichert”, ist meine erste Frage einfach: Zeigen Sie mir Ihren letzten dokumentierten Anhalteweg-Test. Wenn sie das nicht können, bricht die gesamte Sicherheitsgeschichte in etwa dreißig Sekunden zusammen.
Wenn Sie nicht beweisen können, dass der Stößel innerhalb von 14mm, vor Haut stoppt, haben Sie keine konstruktive Sicherheit. Sie haben Optimismus mit Verkabelung.
Jetzt kommen wir zu dem Teil, den niemand hören will.
AOPDs sind gnadenlos ehrliche Geräte. Viele Systeme, die nach ANSI B11.3 gebaut wurden, lassen die Bremse nicht mit voller Geschwindigkeit arbeiten, wenn der Laser ausfällt. Manche laufen gar nicht. Das ist kein Konstruktionsfehler – das ist der Standard, der eine Wahl erzwingt: den Schutz reparieren oder die Produktion stoppen.
Aber hier werden Werkstätten verbrannt.
Sie schrauben ein modernes AOPD an ein 20 Jahre altes Hydrauliksystem mit abgenutzten Proportionalventilen, klemmenden Schiebern und einer nur mäßigen Pumpenreaktion. Der Sensor erkennt das Eindringen in Millisekunden. Die Steuerung sendet sofort einen Stoppbefehl. Das Ventil zögert. Der Druck fällt langsam ab. Der Stößel läuft aus.
Die Erkennung ist schnell. Die Verzögerung nicht.
Wenn Ihr Hydraulikkreis den Druck nicht schnell genug abbauen und den Durchfluss nicht schnell genug schließen kann, um dieses 14mm Stoppfenster einzuhalten, kann selbst der ausgefeilteste Sensor der Welt Sie nicht retten. Er wird zum Zeugen des Versagens.
Ich habe Maschinen geprüft, die mechanisch nicht in der Lage waren, für ein Nahbereichs‑AOPD zu qualifizieren, weil ihr Anhalteweg das zulässige Fenster überschritt. Die Norm ist eindeutig: Bremsen, die nicht zuverlässig innerhalb dieser Distanz stoppen können, funktionieren nicht ausreichend, um mit dieser Schutzmethode ausgestattet zu werden. Sie können langsames Öl nicht durch Software umgehen.
Also hier ist der Realitätscheck.
Bevor Sie für Laser budgetieren, bevor Sie den Bedienern versprechen, dass sie am Werkstück bleiben können, ohne zurückzutreten, testen Sie die Maschine. Sie überprüfen den Anhalteweg. Sie bewerten die Ventilreaktionszeit, den Hydraulikdruckabbau und die Steuerungsverzögerung als System.
Denn wenn Ihr Stößel nicht innerhalb 14mm, stoppen kann, ist jedes andere Sicherheitsgerät der Welt nur Theater – und die anschließende Verwarnung wird sich nicht darum kümmern, wie fortschrittlich Ihr Sensor im Prospekt aussah.
Nehmen wir an, Ihre hydraulische Bremse von 1992 läuft nach 18 mm nach dem Mittagessen und 22 mm beim Kaltstart über. Sie haben den Test durchgeführt. Sie haben die Zahlen. So nah dran, dass Sie es 14mm schmecken können – und trotzdem außerhalb des Fensters für echtes Nahbereichs‑Schutzsystem unter ANSI B11.3.
Was sind also Ihre Optionen?
Wenn die Maschine physisch nicht innerhalb 14mm, stoppen kann, haben Sie drei ehrliche Wege. Erstens: den hydraulischen Ablauf überholen – Ventile, Dichtungen, Druckabbau, Steuerungsverzögerung – bis die Stoppzeit qualifiziert. Zweitens: Ihr Anwesenheitserkennungssystem weiter von der Matrize entfernen, um den tatsächlichen Anhalteweg anzupassen, was den Sicherheitsabstand erhöht und den Bediener zurückdrängt. Drittens: auf Zweihandsteuerung oder Umzäunung zurückfallen und den Produktionseinbruch akzeptieren.
Das war’s. Keine vierte Tür.
Aber wenn die Maschine vorführen die Anhalteanforderung erfüllt – verifiziert, dokumentiert, bei jedem Hub überwacht –, dann zeigt das aktive opto‑elektronische Gerät, was es wert ist. Anders als Zweihandbedienungen, die den Bediener zwingen, von den Stahlbacken zurückzutreten, fährt ein AOPD mit dem Stößel nach unten und schützt den tatsächlichen Bisspunkt, bis der Dämpfungspunkt erreicht ist. Der Schutz existiert dort, wo die Gefahr besteht.
Und das ist der Drehpunkt.
Zweihandbedienungen schützen den Bewegungsbeginn. AOPD schützt die gefährliche Bewegung.
Wenn Ihr Sicherheitsgerät die Maschine zuverlässiger schützt als den Körper des Bedieners, worauf genau optimieren Sie dann?
Stellen Sie sich eine drei Meter lange Abkantpresse vor, die eine flache Wanne biegt. Ein Standard‑Lichtvorhang ist 200 mm von der Werkzeugöffnung entfernt montiert, um den berechneten Sicherheitsabstand basierend auf der Stoppzeit einzuhalten. Der Bediener legt das Blech ein, der Stößel fährt los, und auf halber Strecke des Hubs unterbricht der zurückbiegende Flansch den Strahl.
Stopp. Zurücksetzen. Zyklus erneut.
Das ist das lästige Abschalten, über das sich alle beschweren.
Das Problem ist nicht der Vorhang. Es ist die Geometrie.
Traditionelle Lichtvorhänge erzeugen eine vertikale Erkennungswand. Alles, was diese Wand durchdringt, stoppt den Hub. Das ist perfekt, wenn Ihr Ziel darin besteht, das gesamte Personal vom gesamten Gefahrenbereich während kompletter Hübe fernzuhalten – insbesondere bei großen Teilen oder gemeinsamen Arbeitsbereichen. Aber beim Kantenbiegen oder Flanscharbeiten wird das Werkstück selbst zum Eindringling.
Nahbereichs‑Laser‑AOPD‑Systeme arbeiten anders. Sie projizieren ein schmales Erkennungsfeld nur wenige Millimeter über der Werkzeugöffnung und bewegen sich mit dem Stößel, bis der programmierte Dämpfungspunkt erreicht ist. Statt leeren Raum 200 mm entfernt zu schützen, schützen sie direkt den Quetschpunkt – und sie stoppen den Stößel, wenn etwas diesen Bereich vor der Dämpfungstiefe betritt.
Keine Blindzone zwischen Vorhang und Werkzeug. Kein Zurücktreten. Keine Strahlunterbrechungen mitten im Hub durch die Geometrie des Werkstücks.
Moderne Systeme ermöglichen sogar das Umschalten zwischen Modi – Laser für enge Kantenbiegearbeiten, Lichtvorhang für hohes Werkzeug oder vollständigen Schutz über die gesamte Höhe – über das HMI, mit aktiver Stoppzeitüberwachung in beiden Fällen. Dieser hybride Ansatz beendet das alte Entweder‑Oder‑Argument.
Das lästige Abschalten war kein Beweis dafür, dass Lichtvorhänge nutzlos sind. Es war der Beweis dafür, dass distalbasierte Schutzvorrichtungen und Punkt‑von‑Operation‑Arbeiten unterschiedliche Probleme lösen.
Montieren Sie den Vorhang weit genug entfernt, um Ihre tatsächliche Anhaltezeit zu erfüllen, verlieren Sie die Nähe. Montieren Sie ihn zu nah, ohne die Stoppzeit zu qualifizieren, verlieren Sie die Konformität.
Und wenn Ihre Berechnung des Sicherheitsabstands nicht Ihrer dokumentierten Stoppleistung entspricht, haben Sie dem Prüfer gerade eine Verwarnung mit Ihrem Namen überreicht.
Jetzt kommen wir zu dem Teil, den Werkstätten vermasseln.
Während eines Kastenbiegevorgangs muss der Flansch in das Erfassungsfeld eintreten. Wenn das System jedes Mal stoppen würde, sobald Metall den Strahl kreuzt, würden Sie niemals ein Teil fertigstellen. Deshalb verwenden wir Muting — einen programmierten Punkt im Hub, an dem das AOPD Material eintreten lässt, weil die verbleibende Lücke kleiner ist als der validierte Sicherheitsabstand.
Richtig durchgeführt ist Muting direkt mit der gemessenen Anhaltestrecke verbunden. Wenn Ihr verifizierter Überlauf beträgt 13 mm, wird der Muting‑Punkt so eingestellt, dass der Stößel nicht mehr als diese verbleibende Strecke zurücklegen kann, bevor er vollständig stoppt.
Nachlässig durchgeführt “blenden” Bediener Zonen aus oder unterdrücken das Gerät aus Bequemlichkeit.
Pauschale Unterdrückung fühlt sich produktiv an. Bis jemand während dieses ungeschützten Fensters hineingreift.
Unter ANSI B11.3, muss Muting gesteuert, dokumentiert und an die Anhalteleistung dieser spezifischen Maschine gebunden sein. Viele moderne AOPDs überwachen die Anhaltezeit bei jedem Hub und sperren die Maschine, wenn die Abweichung die zulässigen Grenzen überschreitet. Das ist nicht das System, das schwierig ist. Das verhindert, dass Ihre Muting‑Berechnung zur Fiktion wird.
Ich habe erlebt, dass Werkstätten die Stop‑Time‑Überwachung deaktivierten, weil lästige Sperrungen die Produktion verlangsamten. Sie “liefen immer noch mit Lasern”.”
Er ist “vorschriftsmäßig”.”
Bis zu dem Moment, an dem der Prüfbericht die aufgezeichneten Anhaltdaten mit der erforderlichen Sicherheitsabstandsformel gemäß 29 CFR 1910 Subpart O vergleicht.
Sie können die Physik nicht muten. Und Sie können nicht mit einem Compliance‑Beauftragten über Arithmetik streiten, der ein Maßband und Ihre eigenen Wartungsprotokolle in der Hand hält.
Lassen Sie uns über Durchsatz sprechen.
Bei einer Zwei‑Hand‑Steuerung beobachten Sie einen erfahrenen Bediener, wie er 200 kleine Halterungen fertigt. Hände verlassen das Teil. Knöpfe drücken. Auf Abwärtsbewegung warten. Hände zurück. Neu positionieren.
Diese Mikro‑Sequenz dauert vielleicht eine halbe Sekunde länger pro Zyklus, als wenn man am Werkstück bleibt.
Eine halbe Sekunde klingt trivial. Über 200 Teile sind das 100 Sekunden. Über 1.000 Teile sind das mehr als acht Minuten. Und das, bevor Sie die Mikro‑Zögerungen, Fehlbetätigungen der Knöpfe und die unbequeme Haltung, die das Positionieren verlangsamt, berücksichtigen.
Mit einem AOPD in Nahbereichskonfiguration verlassen die Hände des Bedieners das Teil nur, wenn er es möchte. Der Stößel fährt mit normaler Geschwindigkeit ab, Schutz aktiv bis zum Muting. Kein Zurücktreten. Kein Griff zu Knöpfen. Einfach laden, ausrichten, Zyklus, wiederholen.
Werkstätten erwarten, dass Sicherheit Zeit kostet. Wenn sie von Zwei‑Hand‑Steuerung auf ein korrekt konfiguriertes AOPD an einer Bremse umstellen, die innerhalb 14mm, qualifiziert, sind sie oft überrascht, gleiche oder schnellere Zykluszeiten zu sehen — weil die Bewegung des Bedieners kürzer wurde.
Kürzere Bewegung. Weniger Ermüdung. Weniger Mikro‑Verzögerungen.
Aber das gilt nur, wenn die Stoppleistung der Maschine tatsächlich real und stabil ist. Wenn hydraulische Verzögerung dich zwingt, den Schutz weiter entfernt zu montieren, bist du wieder dabei, aus der Zone herauszutreten und diese Effizienz zu zerstören.
Hier ist also die harte Grenze.
Wenn deine Bremse nicht zuverlässig innerhalb 14mm, stoppen kann, musst du entweder die Hydraulik reparieren, den erhöhten Sicherheitsabstand mit reduzierter Nähe akzeptieren oder bei Zweihandsteuerung und langsamerer Ausgabe bleiben. AOPD ist kein Zauber. Es ist Mathematik auf Öl und Stahl.
Und wenn du Nahbereichsschutz beanspruchst, ohne dokumentierte Stoppdaten zur Untermauerung, wird der Produktionsgewinn keine Rolle spielen, wenn das Bußgeld auf deinem Schreibtisch landet.
Letzten Herbst stand ich neben einer 10‑Fuß Abkantpresse, während ein OSHA‑Compliance‑Officer durch einen Ordner blätterte und drei Dinge fragte: die neuesten Stoppzeittestergebnisse, den Nachweis der Risikobewertung gemäß ANSI B11.3, und Aufzeichnungen, die zeigen, dass der Stoppzeitmonitor nicht umgangen wurde. Die Werkstatt hatte Laser am Stößel. Der Besitzer sagte immer wieder: “Wir sind abgesichert.”
Den Inspektor interessierte die Hardware nicht. Ihn interessierten Zahlen.
Er wollte dokumentierten Überlauf in Millimetern bei voller Betriebstemperatur, die Bestätigung, dass das System innerhalb 14mm unter schlimmster Last stoppte, und den Nachweis, dass die Muting‑Punkte aus diesen Daten berechnet wurden – nicht geraten. Er verglich die aufgezeichnete Stoppdistanz mit der konfigurierten Muting‑Tiefe. Dann verlangte er Wartungsprotokolle, um zu beweisen, dass die Leistung nicht abgewichen war.
So sieht “inspektionsbereit” in der Praxis aus: gemessene Stoppdistanz (kalt und warm), berechneter Sicherheitsabstand, verknüpfte Muting‑Logik, aktivierter automatischer Stoppzeitmonitor und eine Risikobewertung in der Akte mit Bezug auf ANSI B11.3 und B11.0‑Methodik. Kein Aufkleber. Keine Verkaufsbroschüre. Mathematik, die du verteidigen kannst.
Und wenn in deinen Unterlagen steht 14mm aber dein letzter verifizierter Stopp war 18, kommt das Bußgeld mit Zinsen.
Jetzt sprechen wir darüber, wo die Mathematik auf die reale Welt trifft.
Stell dir einen vierseitigen Kasten vor, 3‑Zoll‑Flansche auf allen Seiten. Beim dritten Biegen stehen diese Flansche wie Geweihe hoch. Wenn der Stößel heruntergeht, tritt das Teil selbst in das Erfassungsfeld ein. Mit einem traditionellen Lichtvorhang, der zwei Fuß entfernt montiert ist, blankst du links und rechts Zonen nur um das Teil fertigzustellen.
Blanking ist nicht böse. Blindes Blanking ist es.
Unter ANSI B11.3, Nahbereichs‑AOPD ist nur nach einer dokumentierten Risikobewertung erlaubt. Diese Bewertung muss die Teilegeometrie, die Werkzeughöhe, die Reichweite des Bedieners und die validierte Stoppleistung der Maschine berücksichtigen. Wenn der Flansch die Hände des Bedieners innerhalb dieser 14mm das Fenster vor dem Stummschalten stoppen, entweder den Prozess anpassen oder die Modi wechseln.
Moderne Systeme ermöglichen es, über das HMI vom Laser zum Vorhang umzuschalten, wobei die Stoppzeitüberwachung in beiden aktiv ist. Dieses hybride Setup bewältigt vielleicht 95% der typischen Formarbeiten. Die verbleibenden 5% – enge Kästen, hohes Werkzeug, unhandliche Nachschläge – erfordern Disziplin. Manchmal bedeutet das sicheren Geschwindigkeitsmodus für einen Teil des Hubs. Manchmal bedeutet es, die Biegefolge neu zu planen, um die Hände während der Höchstgeschwindigkeit frei zu halten.
Was es niemals bedeutet, ist das Gerät zu deaktivieren, weil “das Teil es ständig auslöst”.”
Ich habe einmal gesehen, wie ein junger Bediener um eine teilweise stummgeschaltete Zone herumgriff, um eine Kastenwand zu stabilisieren. Der Stößel lief weiter als erwartet – hydraulische Verzögerung an einem kalten Morgen. Er verlor die Spitze seines Zeigefingers. Sauberer Schnitt. Kein Drama. Nur Stahlbacken, die sich ein paar Millimeter weiter schlossen, als die Unterlagen annahmen.
Mit Produktionsplänen kann man diskutieren. Mit Ölviskosität und Schwerkraft nicht.
Wenn Ihre Gefährdungsbeurteilung komplexe Geometrien nicht ausdrücklich berücksichtigt, wird ein Prüfer dies tun – und er wird diesen Fehler entsprechend bepreisen.
Nehmen Sie nun ein Teil, das zwei Zoll breit ist. Die Fingerspitzen des Bedieners befinden sich bei der Ausrichtung natürlicherweise innerhalb eines Zoll vom Matrizenöffnungsbereich. Bei voller Annäherungsgeschwindigkeit ist Ihr einziger Schutz die Fähigkeit des AOPD, eine Eindringung zu erkennen und einen Stopp zu befehlen, bevor der Stößel mehr als 14mm.
Das setzt voraus, dass Ihre Hydraulik sofort und reproduzierbar reagiert.
Bei älteren Pressen erzeugt die Ventilreaktionszeit eine messbare Lücke zwischen Stoppsignal und mechanischem Halt. Ich habe Maschinen aufgezeichnet, die im warmen Zustand die Spezifikation erfüllten, aber im kalten Zustand um mehrere Millimeter überschritten. Diese Abweichung erzwingt eine von zwei Entscheidungen: den Sicherheitsabstand erhöhen – was die Nähe zerstört – oder den Stößel für den gesamten Hub auf ≤10 mm/s begrenzen.
Zehn Millimeter pro Sekunde.
Bei dieser Geschwindigkeit haben Sie den Durchsatzvorteil gegenüber Zweihandsteuerungen ausgelöscht. Zykluszeiten verlängern sich. Bediener werden ungeduldig. Die Geschäftsleitung beginnt zu fragen, warum die “schnellere” Laserpresse langsam wirkt.
Weil die Physik die Obergrenze setzt.
Sichere Geschwindigkeitsmodi existieren aus einem Grund. Verwenden Sie volle Geschwindigkeit für die Annäherung mit aktivem AOPD, wenn validiert. Wechseln Sie zu sicherer Geschwindigkeit, wenn die Hände nahe bleiben müssen und die Geometrie keine zuverlässige Stummschaltung erlaubt. Programmieren Sie es. Dokumentieren Sie es. Schulen Sie darauf.
Wenn Ihr Sicherheitsgerät die Maschine zuverlässiger schützt als den Körper des Bedieners, worauf genau optimieren Sie dann?
Führen Sie kleine Teile bei voller Geschwindigkeit ohne verifizierte Stoppdaten aus, und Sie riskieren nicht nur Finger – Sie spielen mit einer Abmahnung, die Ihre maximale Stößelgeschwindigkeit schwarz auf weiß festhält.
Hier verlieren die meisten Werkstätten sowohl Sicherheit als auch Produktion: Sie installieren AOPD und vergessen es.
Laserlinsen sammeln Ölnebel. Montagehalterungen werden bei Werkzeugwechseln gestoßen. Kabelbäume lockern sich. Das System fährt immer noch hoch. Die Anzeige bleibt grün. Aber die Ausrichtung driftet millimeterweise.
Moderne AOPDs mit integrierter Stoppzeitüberwachung erkennen Abweichungen und erzwingen entweder sichere Geschwindigkeit oder sperren die Maschine. Bediener hassen das. Vorgesetzte noch mehr. Also deaktiviert jemand die Überwachung “vorübergehend”.”
Er ist “vorschriftsmäßig”.”
Bis zu dem Tag, an dem Verunreinigung zu intermittierenden Erkennungsfehlern führt und die Maschine bei jedem zweiten Hub auf ≤10 mm/s zurückfällt. Die Produktion bricht ein. Oder schlimmer, das System erkennt eine Hand während einer Hochgeschwindigkeitsannäherung nicht, weil sich die Strahlgeometrie außerhalb der kalibrierten Toleranz verschoben hat.
Tägliche Sichtprüfung. Wöchentliche Reinigung. Dokumentierte vierteljährliche Überprüfung der Stoppzeit unter Volllast. Jährliche Überprüfung der Gefährdungsbeurteilung. Das sind keine bürokratischen Aufgaben; sie sind das, was die 14mm Versprechen real statt theoretisch hält.
Der schnellste Weg, sowohl Schutz als auch Produktivität zu verlieren, ist anzunehmen, dass der Sensor dich retten wird, während du das Ventil ignorierst, das die Spezifikation nicht erfüllt, oder die Linse, die du seit sechs Monaten nicht mehr abgewischt hast.
Überspringst du diese Disziplin, wird die nächste Person, die deine Stoppdistanz berechnet, eine Plakette tragen und Zahlen schreiben, die mit einem Dollarzeichen beginnen.
Du bleibst nicht prüfungsbereit, indem du einen Laser kaufst. Du bleibst prüfungsbereit, indem du ein Steuerungssystem aufbaust, das auf Abruf beweisen kann, dass dein Stößel innerhalb 14mm unter realen Produktionsbedingungen stoppt.
Das ist der Wendepunkt, den die meisten Werkstätten verpassen. Sie behandeln AOPD wie ein Produktivitäts‑Upgrade und Compliance wie einen Ordner im Regal. Unter ANSI B11.3, sind diese beiden dasselbe. Wenn deine Schutzmaßnahmen nicht steuerungssicher, validiert und dokumentiert sind, bevor der erste Produktionslauf beginnt, bist du nicht konform – du hast einfach Glück. Und Glück endet an dem Tag, an dem ein Prüfer nach deiner letzten Stoppzeit‑Überprüfung unter voller Tonnage fragt.
Also lautet die Frage nicht “Habe ich einen Laser?”
Sondern “Kann ich jeden Millimeter des Stößelwegs zwischen Erkennung und Stopp verteidigen?”
“Steuerungssicher” bedeutet, dass ein einzelner Fehler nicht zum Verlust der Sicherheitsfunktion führen kann. Doppelte Kanäle. Überwachtes Feedback. Redundante Ventile. Fehlererkennung, die einen sicheren Zustand erzwingt. Das ist die Sprache von ANSI B11.3 und der weiteren B11‑Familie.
Eine eigenständige Lichtschranke, die in einen alten Kupplungskreis verdrahtet ist, ist das nicht. Ebenso wenig ein Laser, der an ein einzelnes Magnetventil angeschlossen ist, ohne Überwachung der Spulenposition. Wenn das Ventil klemmt und der Stößel über 14mm, hinausläuft, hat dein Sensor seine Arbeit getan. Deine Hydraulik nicht. Und der Standard bewertet nicht nach Einsatzbereitschaft.
Integration bedeutet, dass das AOPD‑Signal ein sicherheitsbewertetes Steuerungssystem speist, das die Stoppzeit kontinuierlich oder in definierten Intervallen überwacht. Es bedeutet, dass deine Hydraulikventile für Redundanz und Selbstprüfung konstruiert oder nachgerüstet sind. Es bedeutet, dass ein Fehler sichere Geschwindigkeit oder Abschaltung erzwingt – nicht “trotzdem Zyklus”.”
Daran scheitern die meisten Nachrüstungen. Werkstätten fügen einem Steuerungsarchitektur aus dem Jahr 1992 einen Premium‑Sensor hinzu und nennen es modern. Er ist “konform”.”
Bis ein Prüfer den Sicherheitskreis verfolgt, keine Überwachung der Ventilreaktion sieht und fragt, wie du die Stoppdistanz garantierst, die den Betrieb in unmittelbarer Nähe rechtfertigt. Dann verwandelt sich das Gespräch in eine Anzeige mit Kommata.
Wenn Ihr Sicherheitsgerät die Maschine zuverlässiger schützt als den Körper des Bedieners, worauf genau optimieren Sie dann?
Du beginnst nicht mit einem Angebot. Du beginnst mit einer Gefährdungsbeurteilung.
Bevor ein Bestellauftrag überhaupt deinen Schreibtisch verlässt, dokumentierst du: Maschinenmodell, Tonnage, gemessene Stoppzeit warm und kalt, Werkzeughöhen, typische Teilegeometrien, Reichweiten der Bediener und welche Aufträge in dieses 14mm Eignungsfenster fallen. Wenn die Maschine nicht zuverlässig innerhalb dieses Fensters stoppen kann, ist der Standard eindeutig: Sie funktioniert nicht ausreichend, um mit einer Nahbereichs‑AOPD ausgestattet zu werden.
Das ist keine Vorliebe. Das ist eine Disqualifikation.
Und hier kommt der nicht offensichtliche Teil: Diese Bewertung schützt die Produktion ebenso wie die Sicherheit. Wenn du festlegst, welche Aufträge Hybridmodi erfordern – Laser plus Lichtvorhang oder Laser plus sichere Geschwindigkeit – verhinderst du das Freitagnachmittags‑Chaos, bei dem jemand einen Kanal deaktiviert, weil “das Teil löst ihn ständig aus”. Du hast bereits definiert, welche 5% der Aufträge alternative Schutzmaßnahmen benötigen und sie entsprechend programmiert.
Inspektoren erwarten keine Perfektion. Sie erwarten Nachweise. Eine schriftliche Risikobewertung mit Bezug auf ANSI B11.3 Klauseln, dokumentierte Stoppzeit‑Tests unter Last und definierte Schutzmodi pro Auftragsfamilie zeigen ihnen, dass du Risiken managst, statt nur darauf zu reagieren.
Führe sie ruhig durch diese Berechnungen.
Oder lass sie es selbst mit einem Taschenrechner und einem Strafenkatalog tun.
Zweihandsteuerungen haben eine Generation darauf trainiert, sich von den Stahlbacken zurückzuziehen und die Knöpfe bis auf einen Viertelzoll vom unteren Punkt gedrückt zu halten. Das ist nicht nur eine Methode; es ist Muskelgedächtnis. Wenn du auf Fußschalterbetrieb mit Nahbereichs‑AOPD umstellst, verlangst du von den Bedienern, Teile nahe an bewegendem Stahl zu halten und der Stoppzeit zu vertrauen.
Vertrauen kommt nicht aus einem Handbuch. Es kommt aus Demonstration.
Du zeigst ihnen die gemessene Stoppdistanz. Du erklärst, was 14mm das im physischen Raum bedeutet – weniger als die Dicke ihres kleinen Fingers. Du demonstrierst Fehlerzustände: blockiere den Strahl, beobachte, wie die Maschine sichere Geschwindigkeit erzwingt. Simuliere ein Ventilproblem und zeige die Verriegelung. Jetzt ist das System kein Zauber mehr; es ist vorhersehbar.
Und das, bevor du die Mikro‑Zögerungen, das Fehlbedienen von Knöpfen und die unbequeme Haltung, die das Positionieren verlangsamt, einbeziehst. Wenn Bediener feststellen, dass sie kleine Teile natürlich stabilisieren, mit einem Fußpedal auslösen und die volle Annäherungsgeschwindigkeit beibehalten können, weil die Stoppzeit validiert wurde, hört der Durchsatz auf, gegen die Sicherheit zu kämpfen.
Aber du schulst auch die Grenzen. Welche Aufträge sichere Geschwindigkeit erfordern. Welche den Wechsel in den Vorhangmodus erfordern. Welche die Rückkehr zur Zweihandsteuerung erfordern, weil die Geometrie die Nahbereichserkennung verhindert. AOPD übertrifft Zweihandsteuerungen, wo beide einsetzbar sind; es entfernt sie jedoch nicht aus deinem Werkzeugkasten.
Mach das klar, sonst improvisiert ein Bediener.
Und Improvisation nennen Inspektoren “vorsätzlich”.”
Hier ist die Perspektive, die ich dir mitgeben möchte: Compliance ist keine Gerätewahl. Es ist eine Kette verteidigbarer Physik, verdrahtet in Steuerungszuverlässigkeit, vor der Produktion dokumentiert und so lange verstärkt, bis es das Muskelgedächtnis neu programmiert.
Wenn du das System so aufbaust, werden die Stahlbacken nicht langsamer. Sie werden vorhersehbar. Und Vorhersehbarkeit ist das, was es dir ermöglicht, mit voller Geschwindigkeit zu arbeiten, ohne mit Fingern oder Bußgeldern zu spielen.
Schauen Sie sich nun Ihre älteste Bremse an und stellen Sie sich eine schwierige Frage: Kann sie wirklich innerhalb stoppen? 14mm—kalt, beladen und überprüft—oder entwickeln Sie eine Sicherheitsstrategie um eine Maschine herum, die von Anfang an nie geeignet war?


















