

10 fitlik pres freni, 120 ton, alt kalıp sadece bir parmak ucunu yutacak kadar açık. Operatör sacı hizalıyor, ellerini çekiyor, kaideye monte edilmiş çift avuç butonlara uzanıyor. Koç aşağı inerken o zaten ileri eğilmiş, yukarı vuruşta parçayı yakalamaya hazır.
O “yasal uygunluk” içinde.”
Peki neden ustabaşı yerde kan varken bir olay raporu dolduruyor?
2015’ten önce kurulmuş herhangi bir atölyede gezin ve aynı düzeni göreceksiniz: iki avuç butonu, çalışma noktasının dışında olacak şekilde yerleştirilmiş. ANSI B11.3 böylece döngü başladığında operatörün elleri çalışma noktasının dışında olur. Çift kanallı kablolama. Anti‑bağlama. Mavi mürekkeple imzalanmış üç aylık test kayıtları.
Kağıt üzerinde, tertemiz.
Sahada, ritmi izleyin. Parçayı konumlandır. Geriye uzan. Bas. İçeri gir. Yakala. Yeniden konumlandır. Geriye uzan. Tekrar bas. Her bükme, çelik hareket etmeden önce çenelerden uzaklaşmak için tam vücut reseti gerektirir.
Bu reset, uygunluğun bedelidir. Ve siz bunu saniyeler ve deri ile ödüyorsunuz.
İki el kontrolü tehlikeyi ortadan kaldırmaz. Sadece başlatma anında mesafeyi zorlar. Koç hâlâ kapanan bir çelik diş setidir; operatöre sadece ısırmadan önce geri adım atmayı öğretmiş olursunuz. Makine, döngü başladıktan sonra ellerinin nerede olduğunu bilmez.
Mesafenin koruma anlamına geldiğini düşünüyorsanız, olay kayıtlarınızı umut üzerine bahse giriyorsunuz demektir—ve denetçiler umudu değil, hataları cezalandırır.
Bir operatörün iki butona bastığı, koçun indiği ve zımba iş parçasına temas ettiğinde dar bir flanşın devrilmeye başladığını fark edip refleksle öne uzanarak onu sabitlemeye çalıştığı bir vakayı inceledim.
Pres freni umursamadı. Vuruş ortasındaydı.
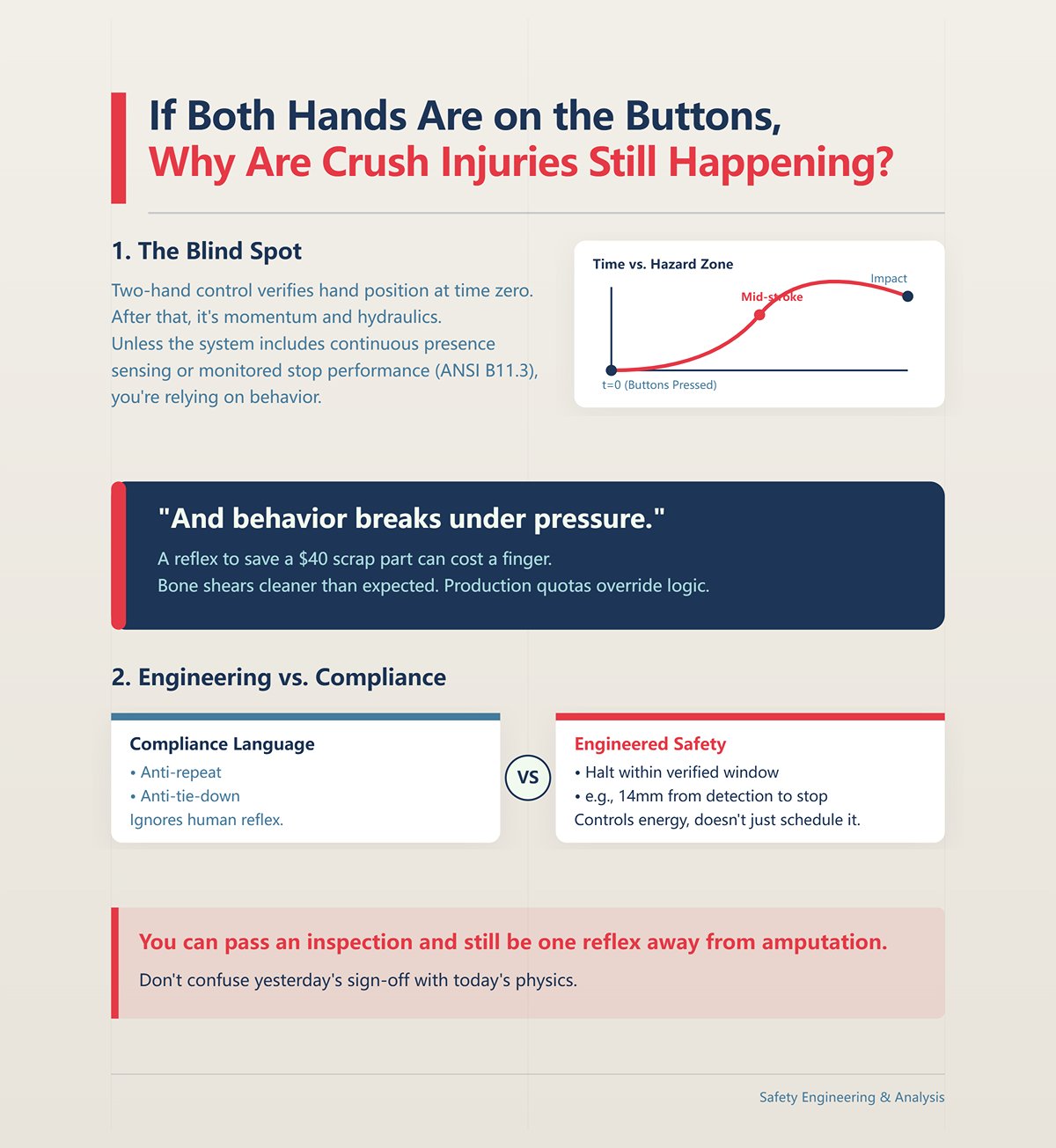
İşte kör nokta bu. İki el kontrolü sıfır anında el pozisyonunu doğrular. Ondan sonra, iş momentum ve hidroliktedir. Sistem sürekli varlık algılama veya mevcut ANSI B11.3 beklentileri karşılayan izlenmiş durma performansı içermedikçe, davranışa güveniyorsunuz demektir.
Ve davranış baskı altında bozulur.
Yirmi yıl önce, iniş sırasında kayan bir parçayı “hafifçe itmek” isteyen bir adamın işaret parmağının ucunu kaybettiğini gördüm. Kemik, tahmin ettiğinizden daha temiz kesilir. İki el kontrolü vardı. Ayrıca üretim kotası vardı.
Uygunluk dili anti‑tekrar ve anti‑bağlamadan bahseder. 40 dolarlık hurda değerindeki eğri bir bükmeyi kurtarma insan refleksinden bahsetmez. Koç taahhüt ettikten sonra tehlike bölgesi hâlâ açıktır ve durma performansınız doğrulanmış bir pencere içinde duracak şekilde tasarlanmadıysa—şöyle düşünün 14 mm tespitten durmaya kadar—enerjiyi kontrol etmiyorsunuz, onu zamanlıyorsunuz.
Bir denetimden geçebilir ve hâlâ amputasyona bir refleks kadar yakın olabilirsiniz. Dünkü onayı bugünün fiziğiyle karıştırmayın, yoksa ardından gelen ceza çeyrek dönem priminizden daha fazla sıfır içerir.
Şimdi avuç içi düğmelerini mekanik geri çekmelerle değiştirin—koç aşağı inerken bileklere bağlı kablolar geri çekilir. Operatörlerin sistemi yalnızca ayarlandığı kadar geri çekildiği için kırmızı izler bırakacak kadar sıkı bağladıklarını gördüm.

Bunu ağır levha üzerinde sekiz saat çalıştırın.
Her çevrim: konumlandırma için kollar öne, kablolarda gerginlik, koç inerken omuzlar çekmeye karşı direniyor, ardından dönüşte yay kuvvetine karşı mücadele. Elleri kalıp alanından uzak tutar, elbette. Aynı zamanda vardiya boyunca rotator manşeti binlerce kez yükler.
Ani ezilme riskini kümülatif zorlanmayla değiştirdiniz.
Ve zorlanma, kopmuş bir parmak ucu gibi OSHA 300 kaydında görünmez. Kayıp zaman, ’aşırı zorlanma“ olarak etiketlenmiş işçi tazminatı talepleri ve kolunu göğsünün üzerine kaldıramayan 52 yaşındaki bir pres operatörü olarak ortaya çıkar. Tehlike sıkışma noktasından ekleme taşındı.
Güvenlik cihazınız makineyi operatörün vücudundan daha güvenilir şekilde koruyorsa, tam olarak neyi optimize ediyorsunuz?
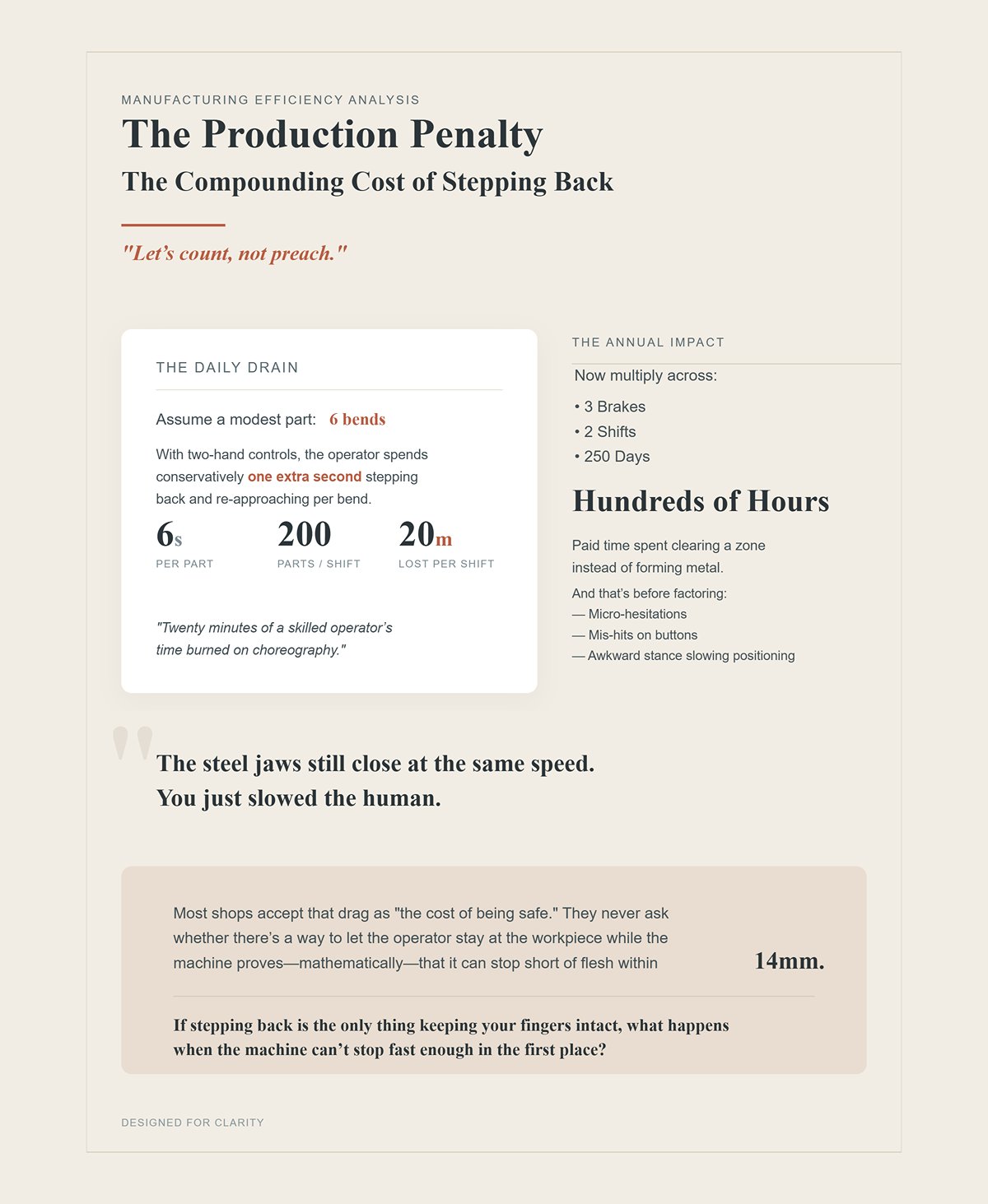
Sayalım, vaaz vermeyelim.
Mütevazı bir parça varsayalım: 6 bükme. İki elle kontrolle, operatör—muhafazakâr olarak—her bükme için geri adım atıp yeniden yaklaşmada fazladan bir saniye harcar. Bu parça başına 6 saniye eder. Vardiya başına 200 parçada bu 1.200 saniye eder. Yirmi dakika.
Yirmi dakika boyunca yetenekli bir operatörün zamanı koreografi için harcanıyor.
Şimdi bunu üç pres, iki vardiya, 250 gün boyunca çarpın. Yıllık olarak yüzlerce saate ulaşırsınız—ödenmiş zaman, metal şekillendirmek yerine bir alanı boşaltmaya harcanıyor. Ve bu, mikro tereddütleri, düğmelere yanlış basmaları, konumlandırmayı yavaşlatan garip duruşu hesaba katmadan önce.
Çelik çeneler hâlâ aynı hızda kapanıyor. Sadece insanı yavaşlattınız.
Çoğu atölye bu yavaşlamayı “güvenli olmanın bedeli” olarak kabul eder. Operatörün iş parçasında kalmasına izin verirken makinenin—matematiksel olarak—eti kesmeden durabileceğini kanıtlayacak bir yol olup olmadığını asla sormazlar. 14 mm.
Eğer geri adım atmak parmaklarınızı sağlam tutan tek şeyse, makine baştan yeterince hızlı duramıyorsa ne olur?
Presin başında duruyorsunuz, elleriniz 36 inçlik bir flanşta, gözleriniz zımba ucunda. Koç üretim hızında—10 mm/s’nin çok üzerinde—aşağı geliyor. 10 mm/s. İçgüdünüz şöyle diyor: bir şeyler ters giderse, güvenlik sistemi onu durdurur.
Aslında önemli olan soru şu: parmağınızın olacağı yerin içinde durabilir mi? 14 mm “İki düğmesi var mı” değil. “Bir lazer var mı” değil. “Satıcı uyumlu olduğunu söyledi mi” değil. Bunun altında
tüm risk modeli tek bir acımasız ölçüme indirgenir—tehlike algılandığı andan hareketin tamamen durduğu ana kadar koçun kat ettiği mesafe. Bu mesafe üretim hızında ANSI B11.3, aşarsa, yakın mesafe korumanız yok demektir. Sadece bir gösteriniz var. 14 mm Ve gösteri çeliği yavaşlatmaz.
Pres bükme makinesi kapanan bir çene setidir. İki el kontrolü sizi ısırmadan önce dişlerden uzaklaştırır. Bir AOPD—aktif optoelektronik koruma cihazı—ısırmayı zamanlamaya çalışır, böylece çeneler kısa mesafede durur. Ancak makinenin durma performansı fiziksel olarak bu.
zaman aralığını karşılayamıyorsa, hiçbirinin önemi yoktur. 14 mm Bu yüzden hangi korumanın en iyi olduğunu sormadan önce daha zor bir soru sorun: bugün, yük altında ölçülmüş gerçek durma mesafeniz nedir?.
Güvenli Mesafe vs. Durma Süresi: Koruma Düzeninizi Gerçekte Belirleyen Ölçüt
İşte sahada nasıl işler.
Eğer presiniz.
hızından daha hızlı çalışıyorsa, yalnızca “güvenli hız”a güvenmenize izin verilmez. Bu hızlarda, bir operatör koç yavaşlamadan kalıp alanına ulaşabilir, ta ki bir varlık algılama cihazı müdahaleyi tespit edip koçun doğrulanmış bir mesafe içinde durmasını sağlayana kadar—yine, 10 mm/s, ANSI B11.3 yakın mesafe AOPD sistemleri için kritik eşik olarak düşünün. 14 mm Şimdi, sıkışma noktasından 200 mm uzaklığa monte edilmiş bir ışık perdesini gözünüzde canlandırın. Ölçülen durma mesafeniz 120 mm ise, kağıt üzerinde sorun yok. Ancak bir operatör bu perde ile kalıp arasına algılanmadan girebiliyorsa, geometrik bir kör nokta yaratmışsınız demektir. Standart bu senaryoda açıkça ek koruma gerektirir. Algılama olmadan mesafe, bir elin sığabileceği kadar büyük bir boşluktur.
Yani gerçek değişken cihaz değil. Şudur:.
Durma süresi × yaklaşma hızı = minimum güvenli mesafe.
Eğer bunu kendi presiniz için, hidrolik durumunuzla, üretim hızınızda hiç hesaplamadıysanız, tahmin yapıyorsunuz demektir. Ve OSHA denetçisi önünde tahmin yapmak hızla cezaya dönüşür. Onlar sensör markalarına ceza kesmez. Doğrulanmamış durma performansına ceza keserler.
If you’ve never calculated that for your specific brake, with your hydraulic condition, at your production speed, you’re guessing. And guessing in front of an OSHA compliance officer turns into citations fast. They don’t fine brands of sensors. They fine unverified stopping performance.
| Konu | Detaylar |
|---|---|
| Düzenleyici Temel | OSHA, durma süresi ile güvenlik mesafesi arasındaki ilişkiye dayanarak uyumu değerlendirir 29 CFR 1910 Alt Bölüm O. Bu ilişki aritmetiktir, görüşe dayalı değildir. |
| Güvenli Hız Sınırlaması | Eğer fren hızı 10 mm/s, “yi aşarsa, ANSI B11.3 yalnızca ”güvenli hız”a güvenilmesine izin vermez. |
| Yüksek Hızlarda Risk | 10 mm/s üzerindeki hızlarda, bir operatör, varlık algılama cihazı müdahaleyi tespit edip doğrulanmış bir mesafe içinde koçu durdurmazsa, koç yavaşlamadan kalıp alanına ulaşabilir (örneğin, yakın mesafe AOPD sistemleri için 14 mm eşik). |
| Işık Perdesi Örneği | Bir ışık perdesi 200 mm sıkışma noktasından monte edilmiş ve ölçülen durma mesafesi 120 mm olan bir sistem, kağıt üzerinde uyumlu görünür. |
| Geometrik Kör Nokta Riski | Eğer bir operatör perde ile kalıp arasına fark edilmeden durabiliyorsa, bir kör nokta vardır. Standartlar bu durumda ek koruma gerektirir. Algılama olmadan mesafe ciddi risk yaratır. |
| Temel Formül | Durdurma süresi × yaklaşma hızı = minimum güvenli mesafe |
| Uyum Riski | Belirli fren, hidrolik durumu ve üretim hızı için durma mesafesi hesaplanmamışsa, uyum tahmine dayanır. OSHA doğrulanmamış durma performansını belirtir—sensör markalarını değil. |
Hadi somut konuşalım.
Bir aşım testi, durma sinyali başlatıldıktan sonra pistonun ne kadar yol aldığını ölçer. Ne kadar hızlı durması gerektiğini değil. Ne kadar hızlı durduğunu. Yük altında. Sıcaklıkta. O makinede.
Pistonu normal yaklaşma hızında çalıştırırsınız. Bir durma tetiklersiniz—ya kontrol sistemi üzerinden ya da AOPD test fonksiyonu ile. Sinyalden tam durmaya kadar olan mesafeyi ölçersiniz. O sayı sizin gerçeğinizdir.
“AOPD hazır” olarak reklamı yapılan frenlerin soğuk bir sabah 22 mm, öğle sonrası yağ inceldiğinde 18 mm aşım yaptığını gördüm. Her iki sayı da aşıyor 14 mm. Her iki sayı da makineyi gerçek yakın mesafe korumasından ANSI B11.3 beklentileri altında diskalifiye eder.
Ve işte kritik nokta: OSHA yönergeleri durma performansının her vuruşta sapma açısından izlenmesini gerektirir. Yılda bir kez değil. “Bakım yetiştiğinde” değil. Durma süreniz kayarsa ve bunu yakalayamazsanız, hesapladığınız güvenli mesafe kurgudur.
Kurgu pahalıdır. Müfettişler niyetiniz hakkında tartışmaz; sayılarınıza bakarlar.
Bu yüzden bir atölye bana “Lazerleri kurduk, güvendeyiz” dediğinde, ilk sorum basittir: bana son belgelenmiş durma mesafesi testinizi gösterin. Gösteremezlerse, tüm güvenlik anlatısı yaklaşık otuz saniyede çöker.
Pistonun 14 mm, içinde deriye temas etmeden durduğunu kanıtlayamıyorsanız, mühendislik güvenliğiniz yoktur. Kablolu iyimserliğiniz vardır.
Şimdi kimsenin duymak istemediği kısma geldik.
AOPD’ler acımasızca dürüst cihazlardır. Birçok sistem ANSI B11.3 standartlarına göre inşa edilmişse, lazer arızalandığında frenin tam hızda çalışmasına izin vermez. Bazıları hiç çalışmaz. Bu bir tasarım hatası değil—bu standart korumayı onarmak veya üretimi durdurmak arasında seçim yapmaya zorlar.
Ama işte atölyelerin canının yandığı yer burası.
Onlar modern bir AOPD’yi, aşınmış oransal valfler, yapışkan makaralar ve sınırlı pompa tepkisine sahip 20 yıllık bir hidrolik sisteme monte ediyor. Sensör, milisaniyeler içinde bir müdahaleyi algılıyor. Kontrol anında durdurma komutu gönderiyor. Valf tereddüt ediyor. Basınç yavaşça boşalıyor. Piston ivmeyle hareket etmeye devam ediyor.
Algılama hızlıdır. Yavaşlama değildir.
Hidrolik devreniz basıncı boşaltıp akışı yeterince hızlı kapatamıyorsa 14 mm durma süresine yetişemez, dünyanın en gelişmiş sensörü bile sizi kurtaramaz. O, başarısızlığın tanığı olur.
Yakın mesafe AOPD için yeterlilik sağlayamayacak kadar durma mesafesi izin verilen sürenin üzerinde olan mekanik olarak yetersiz makineleri denetledim. Standart açıktır: Belirlenen mesafede güvenilir şekilde duramayan frenler, bu koruma yöntemine uygun şekilde çalışmıyor demektir. Yavaş yağ akışını yazılımla aşamazsınız.
İşte gerçeklik kontrolü.
Lazerler için bütçe ayırmadan, operatörlere iş parçasının yanında durabileceklerini söylemeden önce, makineyi test edin. Durma mesafesini doğrulayın. Valf tepki süresini, hidrolik basınç düşüşünü ve kontrol gecikmesini bir sistem olarak değerlendirin.
Çünkü pistonunuz belirtilen sürede duramıyorsa 14 mm, dünyadaki diğer tüm güvenlik cihazları sadece gösteriden ibarettir — ve sonrasında gelecek ceza, sensörünüzün broşürde ne kadar gelişmiş göründüğüne aldırmayacaktır.
Diyelim ki 1992 model hidrolik freniniz durma mesafesini aşıyor 18 mm öğle yemeğinden sonra ve 22 mm soğuk başlatmada. Testi yaptınız. Elinizde rakamlar var. Neredeyse 14 mm hedefe ulaşacak kadar yakın — ama yine de ANSI B11.3.
gerçek yakın mesafe koruma penceresinin dışında.
Peki seçenekleriniz nelerdir? 14 mm, Makine belirtilen sürede fiziksel olarak duramıyorsa.
, üç dürüst yolunuz vardır. Bir: Hidrolik tepkiyi — valfler, contalar, basınç düşüşü, kontrol gecikmesi — durma süresi yeterli olana kadar yeniden inşa edin. İki: Gerçek durma mesafesine uyacak şekilde varlık algılama cihazınızı kalıptan daha uzağa taşıyın, bu da güvenlik mesafesini artırır ve operatörü geri iter. Üç: İki el kontrolüne veya çevre korumasına geri dönün ve üretim kaybını kabul edin.
Ama makine değil durdurma gereksinimini karşıladığında — her vuruşta doğrulanmış, belgelenmiş, izlenmiş — işte o zaman Aktif Opto‑Elektronik Cihaz değerini gösterir. Operatörü çelik çenelerden uzaklaştırmaya zorlayan iki el kumandalarının aksine, bir AOPD koçla birlikte aşağı iner, susturma noktasına ulaşana kadar gerçek ısırma noktasını korur. Koruma, tehlikenin olduğu yerde yaşar.
İşte bu dönüm noktasıdır.
İki el kumandaları hareketin başlangıcını korur. AOPD tehlikeli hareketi korur.
Güvenlik cihazınız makineyi operatörün vücudundan daha güvenilir şekilde koruyorsa, tam olarak neyi optimize ediyorsunuz?
10 fitlik bir presin sığ bir tava bükmesini gözünüzde canlandırın. Standart bir ışık perdesi, durma süresine dayalı hesaplanan güvenlik mesafesini karşılamak için kalıp alanından 200 mm uzağa monte edilir. Operatör boş parçayı yükler, koç aşağı inmeye başlar ve vuruşun yarısında geri dönüş flanşı ışık perdesi ışınını keser.
Dur. Sıfırla. Tekrar döngüye gir.
İşte herkesin şikâyet ettiği can sıkıcı durdurma bu.
Sorun perde değil. Sorun geometridir.
Geleneksel ışık perdeleri dikey bir algılama duvarı oluşturur. Bu duvara giren herhangi bir şey vuruşu durdurur. Amacınız tam vuruşlar sırasında tüm personeli tüm tehlike bölgesinin dışında tutmak olduğunda bu mükemmeldir — özellikle büyük parçalar veya paylaşılan çalışma alanlarında. Ancak kutu bükme veya flanş işlerinde, parçanın kendisi istilacı haline gelir. Yakın mesafe lazer AOPD sistemleri farklı çalışır. Kalıp açıklığının sadece birkaç milimetre üzerinde dar bir algılama alanı projeler ve susturma noktasına kadar koçla birlikte hareket eder. 200 mm uzaktaki boş alanı korumak yerine, doğrudan sıkışma noktasını korurlar — ve susturma derinliğine ulaşmadan önce bu alana herhangi bir şey girerse koçu durdururlar. Perde ile kalıp arasında kör nokta yok. Geri adım atma yok. Parça geometrisinden kaynaklanan vuruş ortasında ışın kesilmesi yok.
Modern sistemler, HMI üzerinden modlar arasında geçiş yapmanıza bile izin verir — sıkı kutu bükmeler için lazer, yüksek takımlar veya tam yükseklik koruması için ışık perdesi — her iki modda da durma süresi izleme aktif olarak. Bu hibrit yaklaşım eski ya‑ya da tartışmasını ortadan kaldırır.
Can sıkıcı durdurma, ışık perdelerinin işe yaramaz olduğunun kanıtı değildi. Mesafeye dayalı koruma ile operasyon noktasında çalışma farklı sorunları çözdüğünün kanıtıydı.
Perdeyi gerçek durma mesafenizi karşılayacak kadar uzağa monte ederseniz yakınlığı kaybedersiniz. Durma süresini doğrulamadan yakına monte ederseniz uyumu kaybedersiniz.
Ve eğer güvenlik mesafesi hesaplamanız belgelenmiş durma performansınızla eşleşmiyorsa, bir denetçiye adınızın yazılı olduğu bir ceza fişi vermiş olursunuz.
Susturma Mantığı ve Genel Bastırma: Bir denetçiye bedava ihlal vermeden bükmeleri yapılandırmak.
Şimdi işin atölyelerin berbat ettiği kısmına geliyoruz.
Now we get into the part shops botch.
Bir kutu bükme sırasında, flanşın algılama alanına girmesi gerekir. Sistem, metal her ışını geçtiğinde duracak olsaydı, bir parçayı asla bitiremezdiniz. Bu yüzden susturma (muting) kullanıyoruz — strokun programlanmış bir noktasında, kalan boşluk doğrulanmış güvenli mesafeden daha az olduğu için AOPD malzemenin girmesine izin verir.
Doğru yapıldığında, susturma doğrudan ölçülen durma mesafesine bağlıdır. Doğrulanmış aşımınız 13mm, ise, susturma noktası, presin tam durma noktasına kadar kalan mesafeden daha fazla ilerleyemeyeceği şekilde ayarlanır.
Özensiz yapıldığında, operatörler bölgeleri “boş bırakır” veya cihazı kolaylık için devre dışı bırakır.
Genel susturma üretken hissettirir. Ta ki biri o korunmasız zaman aralığında içeri uzanana kadar.
Altında ANSI B11.3, susturma kontrol edilmeli, belgelenmeli ve o spesifik makinenin durma performansına bağlı olmalıdır. Birçok modern AOPD, her strokta durma süresini izler ve sapma izin verilen sınırları aşarsa makineyi kilitler. Bu sistemin zorlayıcı olması değil. Susturma hesaplamanızın kurgusal hale gelmesini engellemesidir.
Üretim yavaşladığı için gereksiz kilitlenmeler yaşandığında durma süresi izleme özelliğini devre dışı bırakan atölyeler gördüm. Hâlâ “lazer çalıştırıyorlardı”.”
O “yasal uygunluk” içinde.”
Ta ki denetim raporu, kaydedilen durma verilerini 29 CFR 1910 Alt Bölüm O’daki gerekli güvenli mesafe formülüyle karşılaştırana kadar.
Fiziği susturamazsınız. Ve kendi bakım kayıtlarınız ile bir mezura tutan uyum görevlisine aritmetik konusunda itiraz edemezsiniz.
Hadi verimden bahsedelim.
İki el kontrolü kurulumunda, deneyimli bir operatörün 200 küçük braket çalıştırmasını izleyin. Eller parçadan ayrılır. Düğmelere basılır. İniş beklenir. Eller geri döner. Yeniden konumlandırılır.
Bu mikro‑sekans, iş parçasında kalmaya kıyasla çevrim başına belki yarım saniye daha uzun sürer.
Yarım saniye önemsiz gibi gelir. 200 parçada bu 100 saniyedir. 1.000 parçada bu sekiz dakikadan fazladır. Ve bu, mikro‑tereddütleri, düğmelere yanlış basmaları, konumlandırmayı yavaşlatan garip duruşu hesaba katmadan önce.
Yakın mesafeli AOPD ile operatörün elleri istemedikçe parçadan ayrılmaz. Pres normal hızda iner, koruma susturma noktasına kadar aktiftir. Geri adım yok. Düğmelere uzanma yok. Sadece yükle, hizala, çevrim, tekrarla.
Atölyeler güvenliğin zaman kaybettireceğini bekler. İki el kontrolünden, uygun şekilde yapılandırılmış ve uygun olan bir pres üzerinde AOPD’ye geçtiklerinde 14 mm, çoğu zaman çevrim sürelerinin eşit veya daha hızlı olduğunu görerek şaşırırlar — çünkü operatörün hareketi kısalmıştır.
Daha kısa hareket. Daha az yorgunluk. Daha az mikro‑gecikme.
Ama bu yalnızca makinenin durma performansı gerçek ve istikrarlıysa geçerlidir. Hidrolik gecikme sizi korumayı daha uzağa monte etmeye zorlarsa, tekrar bölgeden çıkıp o verimliliği öldürmüş olursunuz.
İşte zor sınır burada.
Eğer freniniz güvenilir şekilde duramıyorsa 14 mm, ya hidrolikleri düzeltirsiniz, ya yakınlığı azaltarak artan güvenlik mesafesini kabul edersiniz, ya da iki elle kontrol ve daha yavaş çıktı ile devam edersiniz. AOPD sihir değildir. Yağ ve çelik üzerinde matematikten ibarettir.
Ve eğer belgelenmiş durma verileri olmadan yakın koruma iddiasında bulunursanız, ceza masanıza geldiğinde üretim kazancı önemsiz olacaktır.
Geçen sonbahar, OSHA uygunluk görevlisi bir klasörü karıştırırken 10 metrelik bir abkant presin yanında duruyordum ve üç şey sordu: en son durma zamanı test sonuçları, risk değerlendirmesi kanıtı ANSI B11.3, ve durma zamanı izleyicisinin devre dışı bırakılmadığını gösteren kayıtlar. Atölyede ram üzerinde lazerler vardı. Sahip sürekli “Biz güvendeyiz” diyordu.”
Müfettiş donanıma aldırmadı. Sayılara önem verdi.
Tam çalışma sıcaklığında milimetre cinsinden belgelenmiş aşım, sistemin 14 mm en kötü yük altında durduğunun teyidi ve körleme noktalarının bu veriden hesaplandığına dair kanıt istedi—tahmin değil. Kaydedilen durma mesafesini yapılandırılmış körleme derinliği ile karşılaştırdı. Sonra performansın sapmadığını kanıtlamak için bakım kayıtlarını istedi.
İşte “denetime hazır”ın pratikteki görünümü: ölçülmüş durma mesafesi (soğuk ve sıcak), hesaplanmış güvenlik mesafesi, bağlı körleme mantığı, otomatik durma zamanı izleme etkin, ve ANSI B11.3 ile B11.0 metodolojisine atıfta bulunan risk değerlendirmesi dosyada. Bir etiket değil. Bir satış broşürü değil. Savunabileceğiniz aritmetik.
Ve eğer evraklarınız 14 mm diyorsa ama son doğrulanmış durmanız 18 ise, o ceza faizle birlikte geliyor.
Şimdi matematiğin gerçek dünyayla buluştuğu yere gelelim.
Dört taraflı bir kutuyu hayal edin, tüm kenarlarda 3 inçlik flanşlar. Üçüncü bükmede, bu flanşlar geyik boynuzu gibi yukarı çıkar. Ram inerken, parçanın kendisi algılama alanına girer. Geleneksel ışık perdesi iki fit uzağa monte edildiğinde, parçayı bitirmek için sağlı sollu körleme yapıyorsunuz.
Körleme kötü değildir. Kör körleme kötüdür.
Altında ANSI B11.3, yakın koruma AOPD yalnızca belgelenmiş bir risk değerlendirmesinden sonra izin verilir. Bu değerlendirme parça geometrisini, takım yüksekliğini, operatör erişimini ve makinenin doğrulanmış durma performansını dikkate almalıdır. Eğer flanş operatörün ellerini bunun içine zorluyorsa 14 mm sessizleştirmeden önce pencereyi durdurmak, ya süreci ayarlarsınız ya da mod değiştirirsiniz.
Modern sistemler, HMI üzerinden lazerden perdeye geçiş yapmanıza izin verir ve durma zamanı izleme her ikisinde de aktiftir. Bu hibrit kurulum, tipik şekillendirme işlerinin yaklaşık ’ini halleder. Geri kalan %5—dar kutular, uzun takımlar, zor yeniden baskılar—disiplin gerektirir. Bazen bu, strokun bir kısmında güvenli hız modunu kullanmak anlamına gelir. Bazen de elleri tam hız sırasında net tutmak için bükme sırasını yeniden düzenlemek anlamına gelir.
Asla “parça sürekli tetikliyor” diye cihazı devre dışı bırakmak anlamına gelmez.”
Bir keresinde genç bir operatörün, kutu duvarını sabitlemek için kısmen sessizleştirilmiş bir bölgenin etrafından uzandığını gördüm. Soğuk bir sabah hidrolik gecikme nedeniyle koç beklenenden daha fazla ilerledi. İşaret parmağının ucunu kaybetti. Temiz kesim. Hiç drama yok. Sadece çelik çeneler, belgelerin varsaydığından birkaç milimetre daha fazla kapanıyordu.
Üretim programlarıyla tartışabilirsiniz. Yağ viskozitesi ve yerçekimiyle tartışamazsınız.
Risk değerlendirmeleriniz karmaşık geometrileri açıkça ele almıyorsa, bir denetçi bunu yapar—ve bu ihmali ona göre fiyatlandırır.
Şimdi iki inç genişliğinde bir parça alın. Operatörün parmak uçları hizalama sırasında doğal olarak kalıp açıklığının bir inç içinde olur. Tam yaklaşma hızında, tek korumanız AOPD’nin müdahaleyi algılama ve koçun durmasını, koçun daha fazla ilerlemeden komut verme yeteneğidir. 14 mm.
Bu, hidroliklerinizin anında ve tekrarlanabilir şekilde tepki verdiğini varsayar.
Eski preslerde, valf tepki süresi durma sinyali ile mekanik durma arasında ölçülebilir bir boşluk yaratır. Sıcak olduğunda spesifikasyonu karşılayan ama soğukken birkaç milimetre aşan makineler kaydettim. Bu sapma iki seçeneği zorlar: güvenlik mesafesini artırmak—yakınlığı öldürmek—ya da koçu tüm strok boyunca ≤10mm/sn ile sınırlamak.
Saniyede on milimetre.
Bu hızda, iki el kontrolüne göre olan verim avantajını ortadan kaldırmış olursunuz. Çevrim süreleri uzar. Operatörler sabırsızlanır. Yönetim “daha hızlı” lazer presin neden yavaş hissettirdiğini sormaya başlar.
Çünkü fizik tavanı belirler.
Güvenli hız modları bir nedenle vardır. Doğrulanmış olduğunda aktif AOPD ile yaklaşmada tam hız kullanın. Eller yakın kalmak zorunda olduğunda ve geometrinin güvenilir sessizleştirme ayrımı sağlamadığı durumlarda güvenli hıza geçin. Programlayın. Belgelendirin. Buna göre eğitim verin.
Güvenlik cihazınız makineyi operatörün vücudundan daha güvenilir şekilde koruyorsa, tam olarak neyi optimize ediyorsunuz?
Doğrulanmış durma verisi olmadan küçük parçaları tam hızda çalıştırırsanız, sadece parmakları riske atmakla kalmazsınız—maksimum koç hızınızı siyah mürekkeple belirten bir ceza ile kumar oynarsınız.
Çoğu atölyenin hem güvenliği hem üretimi kaybettiği yer burasıdır: AOPD’yi kurarlar ve unuturlar.
Lazer lensleri yağ buharı toplar. Kalıp değişimleri sırasında montaj braketleri çarpılır. Kablo demetleri gevşer. Sistem hâlâ çalışır. Gösterge yeşil kalır. Ancak hizalama milimetre milimetre kayar.
Entegre durma zamanı izlemeye sahip modern AOPD’ler sapmayı algılar ve ya güvenli hıza zorlar ya da makineyi kilitler. Operatörler bundan nefret eder. Süpervizörler daha da nefret eder. Bu yüzden biri izlemeyi “geçici olarak” devre dışı bırakır.”
O “yasal uygunluk” içinde.”
Ta ki kirlilik, ara sıra algılama hatalarına neden olup makinenin her diğer strokta ≤10mm/sn’ye dönmesine kadar. Üretim çöker. Ya da daha kötüsü, ışın geometrisi kalibre edilmiş toleransın dışına kaydığı için sistem, yüksek hızlı yaklaşma sırasında bir eli algılayamaz.
Günlük görsel kontrol. Haftalık temizlik. Tam yük altında belgelenmiş üç aylık durma süresi doğrulaması. Yıllık risk değerlendirme incelemesi. Bunlar bürokratik işler değil; bunlar 14 mm vaadi teorik olmaktan çıkarıp gerçeğe dönüştüren şeylerdir.
Hem korumayı hem de verimliliği kaybetmenin en hızlı yolu, spesifikasyona ulaşamayan vanayı veya altı aydır silmediğiniz merceği görmezden gelirken sensörün sizi kurtaracağını varsaymaktır.
Bu disiplinin atlanması, durma mesafenizi hesaplayan bir sonraki kişinin bir rozet takıp dolar işaretiyle başlayan rakamlar yazacağı anlamına gelir.
Denetime hazır kalmak için bir lazer satın almazsınız. Denetime hazır kalmak için, talep üzerine, presinizin durma mesafesini kanıtlayabilecek bir kontrol sistemi kurarsınız 14 mm gerçek üretim koşulları altında.
Çoğu atölyenin kaçırdığı nokta budur. AOPD’yi bir verimlilik yükseltmesi olarak görürler ve uygunluğu raftaki bir klasör gibi değerlendirirler. ANSI B11.3, bu ikisi aynı şeydir. Korumanız kontrol güvenilir değilse, ilk üretim çalışmasından önce doğrulanmamış ve belgelenmemişse, uyumlu değilsiniz—sadece şanslısınız. Ve şans, bir denetçi tam tonaj altında son durma süresi doğrulamanızı istediği gün tükenir.
Yani soru “Bir lazerim var mı?” değil”
“Algılama ile durma arasındaki ram hareketinin her milimetresini savunabilir miyim?” sorusudur.”
“Kontrol güvenilir” demek, tek bir arızanın güvenlik işlevinin kaybına yol açamayacağı anlamına gelir. Çift kanallar. İzlenen geri bildirim. Yedekli valfler. Güvenli duruma zorlayan arıza tespiti. Bu, ANSI B11.3 ve daha geniş B11 ailesinin dilidir.
Eski bir kavrama devresine bağlanmış bağımsız bir ışık perdesi bu değildir. Tek bir solenoid valfe bağlanmış, makara pozisyonu izlenmeyen bir lazer de değildir. Valf sıkışır ve ram 14 mm, mesafesini aşarsa, sensör işini yapmıştır. Hidrolikleriniz yapmamıştır. Ve standart çaba üzerinden not vermez.
Entegrasyon, AOPD sinyalinin durma süresini sürekli veya tanımlı aralıklarla izleyen güvenlik dereceli bir kontrol sistemine beslenmesi demektir. Hidrolik valflerinizin yedeklilik ve kendi kendini kontrol etme için tasarlanmış veya yeniden düzenlenmiş olması demektir. Bir arıza güvenli hız veya kilitlemeye zorlar—“yine de döngüye devam” değil.”
Çoğu yenileme burada çöker. Atölyeler, 1992“de yapılmış bir kontrol mimarisine premium bir sensör ekler ve buna modern der. ”Uyumlu” olduğunu söyler.”
Ta ki bir denetçi güvenlik devresini izleyip valf tepkisinin izlenmediğini görüp, yakın mesafe çalışmayı haklı çıkaran durma mesafesini nasıl garanti ettiğinizi sorana kadar. İşte o zaman konuşma, içinde virgüller olan bir ceza tutanağına dönüşür.
Güvenlik cihazınız makineyi operatörün vücudundan daha güvenilir şekilde koruyorsa, tam olarak neyi optimize ediyorsunuz?
Bir alıntıyla başlamazsınız. Bir tehlike değerlendirmesiyle başlarsınız.
Bir satın alma siparişi masanızdan çıkmadan önce şunları belgelersiniz: makine modeli, tonaj, sıcak ve soğuk ölçülen durma süresi, takım yükseklikleri, tipik parça geometrileri, operatör erişim alanları ve hangi işlerin bunun içine düştüğü 14 mm uygunluk aralığı. Makine bu aralık içinde tutarlı bir şekilde duramıyorsa, standart nettir: yakın mesafe AOPD ile donatılacak kadar yeterli çalışmıyor demektir.
Bu bir tercih değil. Bu bir diskalifikasyondur.
Şimdi işte pek fark edilmeyen kısım: bu değerlendirme üretimi güvenlik kadar korur. Hangi işlerin hibrit modlar gerektirdiğini—lazer artı perde veya lazer artı güvenli hız—haritaladığınızda, “parça sürekli sistemi tetikliyor” diye bir kanalın devre dışı bırakıldığı cuma öğleden sonra paniğini önlersiniz. Hangi işlerin alternatif koruma gerektirdiğini zaten tanımladınız ve bunları buna göre programladınız.
Denetçiler mükemmellik beklemez. Kanıt beklerler. Yük altında belgelenmiş durma zamanı testleri, ilgili maddelere atıfta bulunan yazılı risk değerlendirmesi ve iş ailesine göre tanımlanmış koruma modları onlara riskleri yönettiğinizi, onlara tepki göstermediğinizi gösterir. ANSI B11.3 Onlara bu matematiği sakin bir şekilde anlatın.
Ya da bunu sizin için bir hesap makinesi ve ceza çizelgesiyle yapmalarına izin verin.
Kas Hafızasını Değiştiren Eğitim: Operatörlerin Sisteme Güvenmesini Sağlamak.
Güven bir kılavuzdan gelmez. Gösterimden gelir.
Onlara ölçülen durma mesafesini gösterirsiniz. Fiziksel alanda ne.
anlama geldiğini açıklarsınız—küçük parmağının kalınlığından daha az. Hata koşullarını gösterirsiniz: ışını engelleyin, makinenin güvenli hıza geçmesini izleyin. Bir valf arızasını simüle edin ve kilitlemeyi gösterin. Artık sistem sihir değil; öngörülebilir. 14 mm Ve bu, mikro tereddütleri, düğmelere yanlış basmaları, konumlandırmayı yavaşlatan garip duruşu hesaba katmadan önce. Operatörler küçük parçaları doğal olarak sabitleyebileceklerini, ayak pedalıyla tetikleyebileceklerini ve durma süresi doğrulandığı için tam yaklaşma hızını koruyabileceklerini fark ettiklerinde, üretim güvenlikle çatışmayı bırakır.
Ama aynı zamanda sınırları da öğretirsiniz. Hangi işler güvenli hız gerektirir. Hangi işler perde moduna geçmeyi gerektirir. Hangi işler geometrinin yakın mesafe algılamayı engellediği için iki el kumandasına dönmeyi gerektirir. AOPD, her ikisinin de uygulanabilir olduğu yerde iki el kumandalarından daha iyi performans gösterir; onları araç kutunuzdan silmez.
Bunu netleştirin, yoksa bir operatör doğaçlama yapar.
Ve doğaçlama, denetçilerin “kasten” dediği şeydir.
İleriye taşımak istediğim bakış açısı şu: uyumluluk bir cihaz seçimi değildir. Üretimden önce belgelenmiş, kontrol güvenilirliğine bağlanmış, savunulabilir fizik zinciridir ve kas hafızasını yeniden şekillendirene kadar pekiştirilir.“
Sistemi bu şekilde kurduğunuzda, çelik çeneler yavaşlamaz. Öngörülebilir hale gelir. Ve öngörülebilirlik, parmaklar veya cezalar üzerine kumar oynamadan tam hızda çalışmanızı sağlayan şeydir.
When you build the system that way, the steel jaws don’t get slower. They get predictable. And predictability is what lets you run at full speed without gambling on fingers or fines.
Şimdi en eski freninize bakın ve kendinize zor bir soru sorun: gerçekten durabilir mi? 14 mm—soğuk, yüklü ve doğrulanmış—yoksa baştan uygun olmayan bir makine etrafında mı güvenlik stratejisi tasarlıyorsunuz?


















