

Un freno de 10 pies, 120 toneladas, matriz inferior con una abertura lo bastante ancha como para tragar la punta de un dedo. El operario alinea la pieza, saca las manos, estira los brazos hacia los botones gemelos montados en un pedestal. El ariete baja mientras él ya se inclina hacia adelante para atrapar la pieza en el ascenso.
Es “cumplidor”.”
Entonces, ¿por qué su capataz está llenando un informe de incidente con sangre en el suelo?
Camina por cualquier taller construido antes de 2015 y verás el mismo montaje: dos botones de palma separados según ANSI B11.3 para que las manos del operario estén fuera del punto de operación cuando el ciclo comienza. Cableado de doble canal. Anti‑puenteo. Registro de prueba trimestral firmado con tinta azul.
En el papel, todo está limpio.
En el taller, observa el ritmo. Posicionar la pieza. Retroceder. Presionar. Avanzar. Atrapar. Reposicionar. Retroceder otra vez. Presionar de nuevo. Cada doblado exige un reinicio corporal completo lejos de las mordazas antes de que el acero se mueva.
Ese reinicio es el precio del cumplimiento. Y lo has estado pagando en segundos y en piel.
Los controles de dos manos no eliminan el peligro. Solo imponen distancia en el momento de la iniciación. El ariete sigue siendo un conjunto de dientes de acero que se cierran; solo has enseñado al operario a retroceder antes de la mordida. La máquina no sabe dónde están sus manos una vez que el ciclo comienza.
Si crees que distancia equivale a protección, ya estás apostando tu registro de incidentes a la esperanza, y los inspectores no multan la esperanza, multan los fallos.
He revisado un caso en el que un operario presionó ambos botones, el ariete descendió, y cuando el punzón tocó la pieza él instintivamente se adelantó para estabilizar una pestaña estrecha que empezaba a inclinarse.
A la prensa no le importó. Estaba a mitad de carrera.
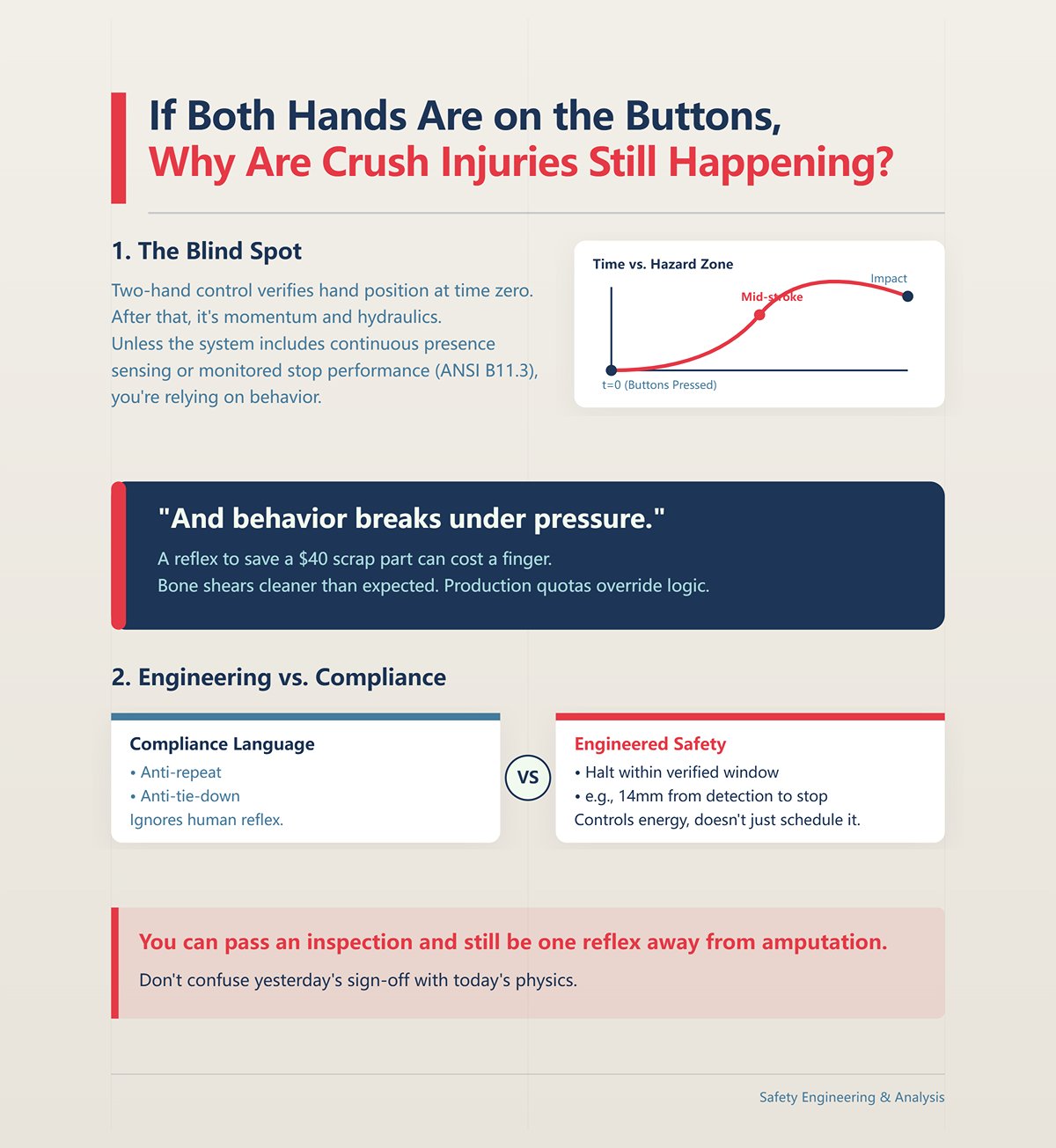
Ese es el punto ciego. El control de dos manos verifica la posición de las manos en el instante cero. Después de eso, es inercia e hidráulica. A menos que el sistema incluya detección de presencia continua o un desempeño de parada monitoreado que cumpla con las ANSI B11.3 expectativas actuales, estás confiando en el comportamiento.
Y el comportamiento se quiebra bajo presión.
Hace veinte años vi a un hombre perder la punta de su dedo índice porque intentó “solo empujar un poco” una pieza que se deslizaba durante el descenso. El hueso se corta más limpio de lo que imaginas. Tenía controles de dos manos. También tenía una cuota de producción.
El lenguaje normativo habla de anti‑repetición y anti‑puenteo. No habla del reflejo humano de salvar un doblez torcido que vale cuarenta dólares en chatarra. La zona de peligro sigue abierta una vez que el ariete se compromete, y si tu rendimiento de detención no está diseñado para detenerse dentro de una ventana verificada—piensa en 14 mm de la detección a la parada — no estás controlando energía, la estás programando.
Puedes pasar una inspección y aun así estar a un reflejo de distancia de una amputación. No confundas la aprobación de ayer con la física de hoy, o la multa que seguirá tendrá más ceros que tu bono trimestral.
Ahora cambia los botones de palma por tiradores mecánicos de retroceso: cables en las muñecas que se retraen a medida que el ariete desciende. He visto a operadores ajustarlos tan fuerte que dejan surcos rojos porque el sistema solo se retrae hasta donde ha sido ajustado.

Haz eso durante ocho horas en placa pesada.
Cada ciclo: brazos hacia adelante para posicionar, tensión en los cables, hombros resistiendo el tirón mientras baja el ariete, luego luchando contra la fuerza del resorte al volver. Mantiene las manos fuera del espacio de trabajo, claro. Pero también somete al manguito rotador a carga miles de veces por turno.
Has cambiado un riesgo de aplastamiento agudo por una tensión acumulativa.
Y la tensión no aparece en el registro OSHA 300 de la misma manera que una punta de dedo seccionada. Aparece como tiempo perdido, reclamaciones de compensación laboral etiquetadas como ’sobreesfuerzo“ y un operador de prensa plegadora de 52 años que no puede levantar el brazo por encima del pecho. El peligro se trasladó del punto de pellizco a la articulación.
Si tu dispositivo de seguridad protege a la máquina más de forma confiable que al cuerpo del operador, ¿qué es exactamente lo que estás optimizando?
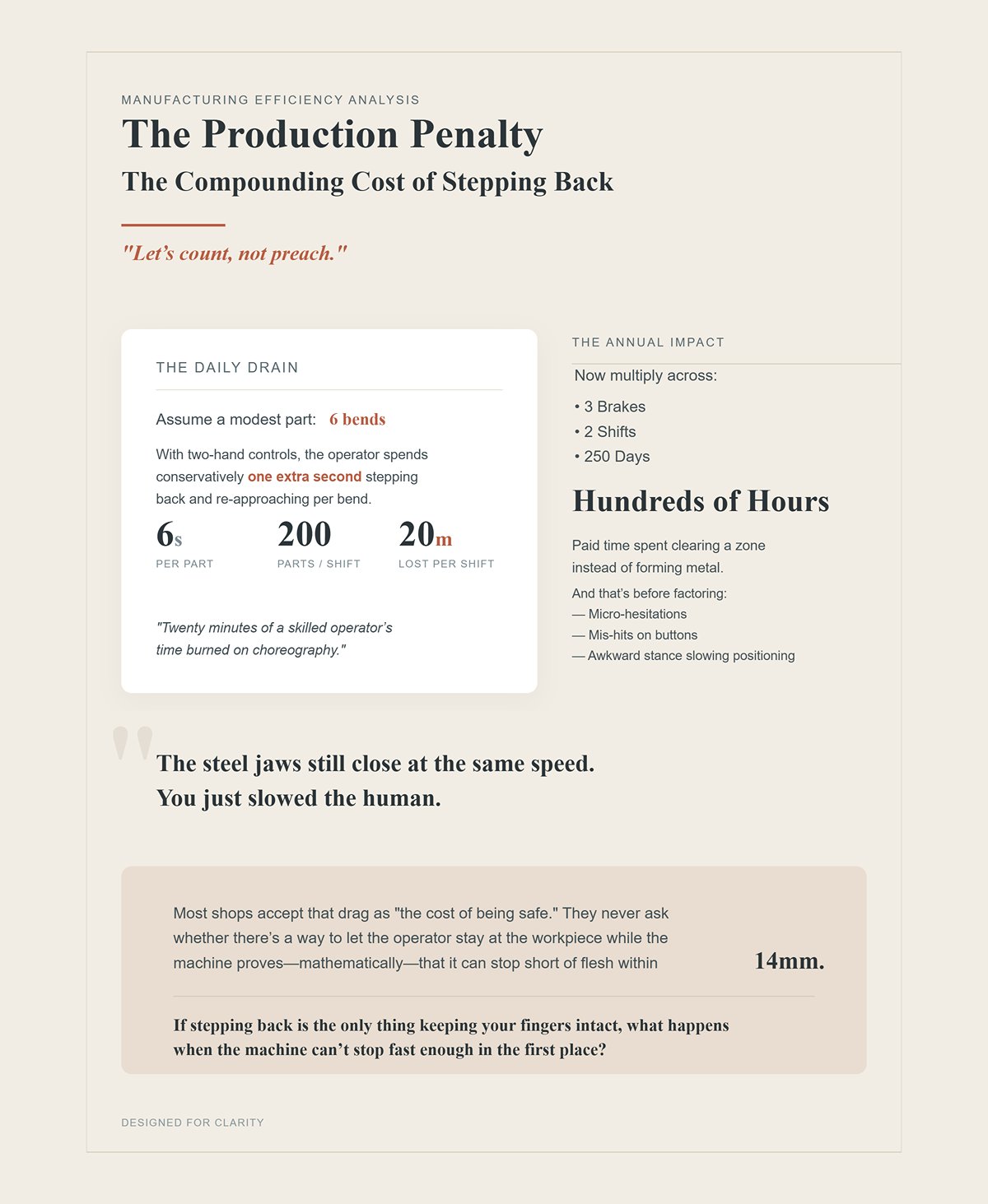
Vamos a contar, no a sermonear.
Supongamos una pieza modesta: 6 dobleces. Con controles a dos manos, el operador dedica—conservadoramente—un segundo extra retrocediendo y volviendo a acercarse por doblez. Son 6 segundos por pieza. A 200 piezas por turno, son 1.200 segundos. Veinte minutos.
Veinte minutos del tiempo de un operador calificado quemados en coreografía.
Ahora multiplícalo en tres prensas plegadoras, dos turnos, 250 días. Son cientos de horas anuales—tiempo pagado que se gasta despejando una zona en lugar de formar metal. Y eso antes de considerar las micro‑dudas, los fallos de pulsar botones, la postura incómoda que ralentiza el posicionamiento.
Las mordazas de acero siguen cerrándose a la misma velocidad. Solo has ralentizado al humano.
La mayoría de los talleres acepta esa lentitud como “el costo de estar seguro”. Nunca se preguntan si existe una manera de permitir que el operador permanezca en la pieza mientras la máquina demuestra—matemáticamente—que puede detenerse antes de tocar carne en 14 mm.
Si retroceder es lo único que mantiene tus dedos intactos, ¿qué pasa cuando la máquina no puede detenerse lo suficientemente rápido en primer lugar?
Estás frente a la prensa plegadora, manos en un ala de 36 pulgadas, ojos en la punta del punzón. El ariete baja a velocidad de producción—muy por encima de 10 mm/s. Tu instinto dice: si algo sale mal, el sistema de seguridad lo detendrá.
Aquí está la pregunta que realmente importa: ¿puede detenerse dentro 14 mm de donde estaría tu dedo?
No “¿tiene dos botones?”. No “¿hay un láser?”. No “¿dijo el vendedor que es conforme?”. Bajo ANSI B11.3, todo el modelo de riesgo se reduce a una medición brutal: qué tan lejos viaja el émbolo desde el momento en que se detecta un peligro hasta el momento en que el movimiento se detiene por completo. Si esa distancia excede 14 mm a la velocidad de producción, no tienes protección de proximidad. Tienes teatro.
Y el teatro no frena el acero.
La prensa plegadora es un juego de mandíbulas que se cierran. Los controles de dos manos te apartan de los dientes antes de la mordida. Un AOPD—un dispositivo de protección optoelectrónico activo—intenta sincronizar la mordida para que las mandíbulas se detengan justo antes. Pero nada de eso importa si el desempeño de frenado de la máquina no puede cumplir físicamente con esa 14 mm ventana.
Así que antes de preguntar cuál resguardo es mejor, haz una pregunta más difícil: ¿cuál es tu distancia real de frenado, medida bajo carga, hoy?
A OSHA no le importa qué instalaste. Le importa la relación entre el tiempo de parada y la distancia de seguridad bajo 29 CFR 1910 Subparte O. Esa relación es aritmética, no una opinión.
Así es como se aplica en el piso de producción.
Si tu prensa plegadora funciona más rápido que 10 mm/s, ANSI B11.3 no te permite depender solo de la “velocidad segura”. A esas velocidades, un operador puede alcanzar el espacio del troquel antes de que el émbolo pueda desacelerar, a menos que un dispositivo de detección de presencia detecte la intrusión y el émbolo se detenga dentro de una distancia verificada—una vez más, piensa en 14 mm como el umbral crítico para sistemas AOPD de proximidad.
Ahora imagina una cortina de luz montada a 200 mm del punto de pellizco. Si tu distancia de frenado medida es de 120 mm, estás bien—en teoría. Pero si un operador puede colocarse entre esa cortina y el troquel, sin ser detectado, has creado un punto ciego geométrico. La norma exige explícitamente protección adicional en ese escenario. La distancia sin detección es una laguna lo suficientemente grande para una mano.
Así que la variable real no es el dispositivo. Es:
Tiempo de parada × velocidad de aproximación = distancia mínima segura.
Si nunca has calculado eso para tu prensa específica, con su condición hidráulica, a tu velocidad de producción, estás adivinando. Y adivinar frente a un inspector de cumplimiento de OSHA se convierte rápidamente en multas. No sancionan marcas de sensores. Sancionan un desempeño de frenado no verificado.
| Tema | Detalles |
|---|---|
| Base Regulatoria | OSHA evalúa el cumplimiento en función de la relación entre el tiempo de parada y la distancia de seguridad bajo 29 CFR 1910 Subparte O. Esta relación es aritmética, no una opinión. |
| Limitación de Velocidad Segura | Si la velocidad de frenado excede 10 mm/s, la norma ANSI B11.3 no permite depender únicamente de la “velocidad segura”. |
| Riesgo a Mayores Velocidades | A velocidades superiores a 10 mm/s, un operador puede alcanzar el espacio de la matriz antes de que el ariete desacelere, a menos que un dispositivo de detección de presencia detecte la intrusión y detenga el ariete dentro de una distancia verificada (por ejemplo, umbral de 14 mm para sistemas AOPD de proximidad cercana). |
| Ejemplo de Cortina de Luz | Una cortina de luz montada a 200 mm del punto de atrapamiento con una distancia de parada medida de 120 mm parece cumplir en el papel. |
| Riesgo de Punto Ciego Geométrico | Si un operador puede situarse sin ser detectado entre la cortina y la matriz, existe un punto ciego. Las normas requieren protección adicional en este caso. La distancia sin detección crea un riesgo grave. |
| Fórmula Principal | Tiempo de parada × velocidad de aproximación = distancia mínima segura |
| Riesgo de incumplimiento | Si la distancia de parada no se ha calculado para el freno específico, la condición hidráulica y la velocidad de producción, el cumplimiento se basa en conjeturas. OSHA sanciona el rendimiento de parada no verificado, no las marcas de los sensores. |
Vamos a concretar.
Una prueba de sobrepaso mide qué tan lejos viaja el ariete después de iniciarse una señal de parada. No qué tan rápido debería detenerse. Qué tan rápido se detiene de hecho. Bajo carga. A temperatura. En esa máquina.
Haces funcionar el ariete a la velocidad de aproximación normal. Activás una parada, ya sea mediante el sistema de control o la función de prueba AOPD. Medís la distancia desde la señal hasta la parada total. Ese número es tu verdad.
He visto frenos anunciados como “listos para AOPD” que sobrepasaron 22 mm en una mañana fría y 18 mm después del almuerzo cuando el aceite se volvió más fluido. Ambos números superan 14 mm. Ambos números descalifican a la máquina de una verdadera protección de proximidad reducida según ANSI B11.3 expectativas.
Y aquí está el punto crucial: la guía de OSHA exige que el rendimiento de parada se monitoree para detectar desviaciones en cada golpe. No una vez al año. No “cuando mantenimiento tenga tiempo”. Si tu tiempo de parada se desvía y no lo detectás, tu distancia de seguridad calculada es ficticia.
La ficción es costosa. Los inspectores no discuten sobre tu intención; miden tus números.
Así que cuando un taller me dice: “Instalamos láseres, estamos cubiertos”, mi primera pregunta es simple: muéstrame tu última prueba documentada de distancia de parada. Si no pueden, toda la narrativa de seguridad se desmorona en unos treinta segundos.
Si no podés demostrar que el ariete se detiene antes de tocar carne dentro de 14 mm, no tenés seguridad diseñada. Tenés optimismo con cableado.
Ahora llegamos a la parte que nadie quiere escuchar.
Los AOPD son dispositivos brutalmente honestos. Muchos sistemas construidos según ANSI B11.3 no permitirán que el freno ciclé a toda velocidad si el láser falla. Algunos no funcionarán en absoluto. Eso no es un defecto de diseño; es el estándar que obliga a una elección: arreglar la protección o detener la producción.
Pero aquí es donde los talleres salen perjudicados.
Atornillan un AOPD moderno a un sistema hidráulico de 20 años con válvulas proporcionales desgastadas, carretes pegajosos y una respuesta de bomba deficiente. El sensor detecta una intrusión en milisegundos. El control envía una orden de parada al instante. La válvula titubea. La presión se libera lentamente. El pistón se desliza por inercia.
La detección es rápida. La desaceleración no.
Si tu circuito hidráulico no puede liberar la presión y cerrar el flujo lo suficientemente rápido como para cumplir con esa 14 mm ventana de parada, el sensor más sofisticado del mundo no puede salvarte. Se convierte en un testigo del fallo.
He auditado máquinas que eran mecánicamente incapaces de calificar para un AOPD de proximidad reducida porque su distancia de parada excedía la ventana permitida. La norma es clara: los frenos que no pueden detenerse de manera fiable dentro de esa distancia no funcionan adecuadamente como para equiparse con ese método de protección. No puedes solucionar con software la lentitud del aceite.
Así que aquí va una prueba de realidad.
Antes de presupuestar para láseres, antes de prometer a los operadores que pueden quedarse junto a la pieza de trabajo sin retroceder, debes probar la máquina. Verifica la distancia de parada. Evalúa el tiempo de respuesta de la válvula, la caída de presión hidráulica y la latencia del control como un sistema.
Porque si tu pistón no puede detenerse dentro de 14 mm, cualquier otro dispositivo de seguridad en el mundo es solo teatro — y la citación que siga no se preocupará de lo avanzado que parecía tu sensor en el folleto.
Digamos que tu freno hidráulico de 1992 se pasa 18 mm después del almuerzo y 22 mm en un arranque en frío. Hiciste la prueba. Tienes los números. Tan cerca de 14 mm que casi puedes saborearlo — y aun así fuera de la ventana para una verdadera protección de proximidad reducida bajo ANSI B11.3.
Entonces, ¿cuáles son tus opciones?
Si la máquina no puede detenerse físicamente dentro de 14 mm, tienes tres caminos honestos. Uno: reconstruir la respuesta hidráulica — válvulas, sellos, caída de presión, latencia de control — hasta que el tiempo de parada califique. Dos: mover tu dispositivo de detección de presencia más lejos del troquel para igualar la distancia real de parada, lo que aumenta la distancia de seguridad y hace retroceder al operador. Tres: volver al control a dos manos o al resguardo perimetral y aceptar la pérdida de producción.
Eso es todo. No hay una cuarta opción.
Pero cuando la máquina puede cumple con el requisito de parada — verificado, documentado, monitoreado en cada golpe — ahí es donde el Dispositivo Optoelectrónico Activo demuestra su valor. A diferencia de los controles bimanuales que obligan al operador a alejarse de las mordazas de acero, un AOPD acompaña el carro hacia abajo, protegiendo el punto de mordida real hasta que se alcanza el punto de silencio. La protección vive donde vive el peligro.
Y ahí está el punto de inflexión.
Los controles bimanuales protegen el inicio del movimiento. El AOPD protege el movimiento peligroso.
Si tu dispositivo de seguridad protege a la máquina más de forma confiable que al cuerpo del operador, ¿qué es exactamente lo que estás optimizando?
Imagina una prensa de 10 pies doblando una bandeja poco profunda. Una cortina de luz estándar está montada a 200 mm del espacio de la matriz para cumplir con la distancia de seguridad calculada en función del tiempo de paro. El operador carga la pieza en bruto, el carro empieza a bajar, y a mitad del golpe, el reborde de retorno rompe el haz.
Alto. Reiniciar. Ciclar de nuevo.
Esa es la parada molesta de la que todos se quejan.
El problema no es la cortina. Es la geometría.
Las cortinas de luz tradicionales crean una pared de detección vertical. Cualquier cosa que entre en esa pared detiene el golpe. Eso es perfecto cuando tu objetivo es mantener a todo el personal fuera de toda la zona de peligro durante los golpes completos — especialmente en piezas grandes o zonas de trabajo compartidas. Pero durante el doblado de cajas o trabajo con rebordes, la propia pieza se convierte en el intruso.
Los sistemas AOPD láser de proximidad cercana funcionan de manera diferente. Proyectan un campo de detección estrecho, a solo unos milímetros por encima de la abertura de la matriz, y viajan con el carro hasta el punto de silencio programado. En lugar de proteger un espacio vacío a 200 mm de distancia, protegen directamente el punto de pellizco — y detienen el carro si algo entra en esa zona antes de la profundidad de silencio.
Sin zona ciega entre la cortina y la matriz. Sin alejarse. Sin interrupciones del haz a mitad de golpe debido a la geometría de la pieza.
Los sistemas modernos incluso te permiten cambiar entre modos — láser para dobleces de caja ajustados, cortina de luz para herramientas altas o protección de altura completa — a través de la HMI, con monitoreo de tiempo de paro activo en ambos. Ese enfoque híbrido elimina el viejo argumento de o uno o el otro.
La parada molesta no era prueba de que las cortinas de luz sean inútiles. Era prueba de que la protección basada en la distancia y el trabajo en el punto de operación están resolviendo problemas diferentes.
Si montas una cortina lo suficientemente lejos para cumplir con tu distancia de parada real, pierdes proximidad. Si la montas cerca sin calificar el tiempo de paro, pierdes conformidad.
Y si tu cálculo de distancia de seguridad no coincide con tu rendimiento de parada documentado, acabas de entregarle a un inspector una infracción con tu nombre.
Ahora entramos en la parte que los talleres arruinan.
Durante una flexión de caja, el ala debe entrar en el campo de detección. Si el sistema se detuviera cada vez que el metal cruzara el haz, nunca terminarías una pieza. Por eso usamos el silencio temporal (muting): un punto programado en el recorrido donde el AOPD permite que el material entre porque la abertura restante es menor que la distancia de seguridad validada.
Hecho correctamente, el silencio temporal está directamente vinculado a la distancia de parada medida. Si tu sobrepaso verificado es 13 mm, el punto de silencio se establece de forma que el carro no pueda recorrer más que esa distancia restante antes de detenerse por completo.
Hecho de manera negligente, los operarios “bloquean” zonas o anulan el dispositivo por comodidad.
La anulación general parece productiva. Hasta que alguien mete la mano durante esa ventana sin protección.
Según ANSI B11.3, el silencio temporal debe ser controlado, documentado y vinculado al rendimiento de parada de esa máquina en particular. Muchos AOPD modernos monitorean el tiempo de parada en cada carrera y bloquearán la máquina si la desviación excede los límites permitidos. No es que el sistema sea difícil. Es que está evitando que tu cálculo de silencio temporal se vuelva ficticio.
He visto talleres desactivar la monitorización del tiempo de parada porque los bloqueos molestos ralentizaban la producción. Seguían “trabajando con láseres”.”
Es “cumplidor”.”
Hasta que el informe de inspección compara los datos de parada registrados con la fórmula de distancia de seguridad requerida bajo 29 CFR 1910 Subparte O.
No puedes silenciar la física. Y no puedes discutir la aritmética con un inspector de cumplimiento sosteniendo una cinta métrica y tus propios registros de mantenimiento.
Hablemos de productividad.
En una configuración de control a dos manos, observa a un operario experimentado producir 200 soportes pequeños. Las manos dejan la pieza. Pulsa botones. Espera el descenso. Las manos regresan. Reposiciona.
Esa micro‑secuencia toma quizá medio segundo más por ciclo que permanecer en la pieza.
Medio segundo parece trivial. En 200 piezas, son 100 segundos. En 1,000 piezas, son más de ocho minutos. Y eso antes de considerar las micro‑dudas, los errores al pulsar botones y la postura incómoda que ralentiza el posicionamiento.
Con un AOPD de proximidad cercana, las manos del operario nunca dejan la pieza a menos que él lo decida. El carro desciende a velocidad normal, protección activa hasta el silencio temporal. Sin retroceder. Sin alcanzar botones. Solo cargar, alinear, ciclar, repetir.
Los talleres esperan que la seguridad cueste tiempo. Cuando cambian de control a dos manos a un AOPD correctamente configurado en una prensa que cumple dentro de 14 mm, a menudo se sorprenden al ver tiempos de ciclo iguales o más rápidos, porque el movimiento del operario se acortó.
Movimiento más corto. Menos fatiga. Menos micro‑demoras.
Pero esto solo se cumple si el rendimiento de parada de la máquina es real y estable. Si el retraso hidráulico te obliga a montar la protección más lejos, vuelves a salir de la zona y a matar esa eficiencia.
Así que aquí está el límite estricto.
Si tu freno no puede detenerse de forma fiable dentro de 14 mm, o arreglas el sistema hidráulico, aceptas una mayor distancia de seguridad con menor proximidad, o sigues con los controles a dos manos y una producción más lenta. El AOPD no es magia. Es matemáticas sobre aceite y acero.
Y si afirmas tener protección de proximidad cercana sin datos documentados de parada que la respalden, la ganancia de producción no importará cuando la multa llegue a tu escritorio.
El otoño pasado me encontré junto a una prensa plegadora de 10 pies mientras un inspector de cumplimiento de OSHA hojeaba una carpeta y preguntaba tres cosas: los resultados más recientes de la prueba de tiempo de parada, prueba de evaluación de riesgos según ANSI B11.3, y registros que mostraran que el monitor de tiempo de parada no había sido anulado. La tienda tenía láseres en el carro. El propietario seguía diciendo: “Estamos cubiertos”.”
Al inspector no le importaba el equipo. Le importaban los números.
Quería el sobrepaso documentado en milímetros a la temperatura de funcionamiento completa, la confirmación de que el sistema se detenía dentro de 14 mm en la carga más desfavorable, y pruebas de que los puntos de enmudecimiento se calcularon a partir de esos datos, no a ojo. Comparó la distancia de parada registrada con la profundidad de enmudecimiento configurada. Luego pidió registros de mantenimiento para demostrar que el rendimiento no había variado.
Así es como se ve en la práctica estar “listo para inspección”: distancia de parada medida (en frío y en caliente), distancia de seguridad calculada, lógica de enmudecimiento vinculada, monitoreo automático del tiempo de parada habilitado y una evaluación de riesgos archivada con referencia a ANSI B11.3 y la metodología B11.0. No una pegatina. No un folleto de ventas. Aritmética que puedas defender.
Y si tu documentación dice 14 mm pero tu última parada verificada fue de 18, esa multa vendrá con intereses.
Ahora hablemos de dónde las matemáticas se encuentran con el mundo real.
Imagina una caja de cuatro lados, pestañas de 3 pulgadas en todos los lados. En el tercer pliegue, esas pestañas se levantan como astas. A medida que el carro desciende, la pieza en sí entra en el campo de detección. Con una cortina de luz tradicional montada a dos pies de distancia, estás enmudeciendo zonas a diestra y siniestra solo para terminar la pieza.
El enmudecimiento no es malo. El enmudecimiento a ciegas sí lo es.
Según ANSI B11.3, el AOPD de proximidad cercana solo está permitido después de una evaluación de riesgos documentada. Esa evaluación debe considerar la geometría de la pieza, la altura de la herramienta, el alcance del operador y el rendimiento de parada validado de la máquina. Si la pestaña fuerza las manos del operador a estar dentro de esa 14 mm deteniendo la ventana antes de silenciar, o bien ajustas el proceso o cambias de modo.
Los sistemas modernos te permiten cambiar de láser a cortina a través de la HMI, con monitoreo de tiempo de parada activo en ambos. Esa configuración híbrida maneja quizás un 95 % del conformado típico. El restante 5 % —cajas estrechas, herramientas altas, re-golpes incómodos— exige disciplina. A veces eso significa modo de velocidad segura para parte del recorrido. A veces significa re-secuenciar dobleces para mantener las manos alejadas durante la velocidad máxima.
Lo que nunca significa es desactivar el dispositivo porque “la pieza lo detona constantemente”.”
Una vez vi a un joven operador alcanzar alrededor de una zona parcialmente silenciada para estabilizar la pared de una caja. El ariete se pasó más de lo esperado—retardo hidráulico en una mañana fría. Perdió la punta de su dedo índice. Corte limpio. Sin drama. Solo mandíbulas de acero cerrándose unos milímetros más de lo que los documentos asumían.
Puedes discutir con los cronogramas de producción. No puedes discutir con la viscosidad del aceite y la gravedad.
Si tu evaluación de riesgos no aborda explícitamente la geometría compleja, un inspector lo hará—y cobrará por ese descuido en consecuencia.
Ahora toma una pieza de dos pulgadas de ancho. Las yemas de los dedos del operador están naturalmente a menos de una pulgada de la abertura de la matriz durante la alineación. A velocidad de aproximación máxima, tu única protección es la capacidad del AOPD para detectar la intrusión y ordenar la parada antes de que el ariete recorra más de 14 mm.
Eso supone que tu sistema hidráulico responda de forma instantánea y repetible.
En prensas plegadoras más antiguas, el tiempo de respuesta de las válvulas crea una brecha medible entre la señal de parada y la detención mecánica. He registrado máquinas que cumplían la especificación en caliente pero la superaban en frío por varios milímetros. Esa deriva obliga a una de dos opciones: aumentar la distancia de seguridad —matando la proximidad— o limitar el ariete a ≤10 mm/s en todo el recorrido.
Diez milímetros por segundo.
A esa velocidad, has eliminado la ventaja de rendimiento sobre los controles de dos manos. Los tiempos de ciclo se alargan. Los operadores se impacientan. La gerencia empieza a preguntar por qué la plegadora láser “más rápida” parece lenta.
Porque la física marca el límite.
Los modos de velocidad segura existen por una razón. Utiliza velocidad máxima para la aproximación con AOPD activo cuando esté validado. Cambia a velocidad segura cuando las manos deban permanecer cerca y la geometría no permita una separación fiable al silenciar. Prográmalo. Documenta. Entrena para ello.
Si tu dispositivo de seguridad protege a la máquina más de forma confiable que al cuerpo del operador, ¿qué es exactamente lo que estás optimizando?
Maneja piezas pequeñas a velocidad máxima sin datos verificados de parada, y no solo estarás arriesgando dedos—estarás apostando a recibir una citación que especificará tu velocidad máxima del ariete en tinta negra.
Aquí es donde la mayoría de los talleres pierden tanto seguridad como producción: instalan el AOPD y se olvidan de él.
Las lentes láser acumulan neblina de aceite. Los soportes de montaje se golpean durante los cambios de troquel. Los arneses de cables se aflojan. El sistema sigue encendiéndose. El indicador permanece verde. Pero la alineación se desplaza un milímetro cada vez.
Los AOPD modernos con monitoreo de tiempo de parada integrado detectarán la desviación y forzarán la velocidad segura o bloquearán la máquina. A los operadores no les gusta eso. A los supervisores les gusta menos. Así que alguien desactiva la monitorización “temporalmente”.”
Es “cumplidor”.”
Hasta el día en que la contaminación provoca fallos de detección intermitentes y la máquina regresa a ≤10 mm/s en cada otro ciclo. La producción se desploma. O peor, el sistema no detecta una mano durante una aproximación a alta velocidad porque la geometría del haz se desplazó fuera de la tolerancia calibrada.
Inspección visual diaria. Limpieza semanal. Verificación documentada trimestral del tiempo de parada bajo carga completa. Revisión anual de la evaluación de riesgos. Esas no son tareas burocráticas; son las que mantienen la 14 mm promesa real en lugar de teórica.
La forma más rápida de perder tanto protección como productividad es asumir que el sensor te salvará mientras ignoras la válvula que no alcanza la especificación o la lente que no has limpiado en seis meses.
Si omites esa disciplina, la próxima persona que calcule tu distancia de parada llevará una placa y escribirá cifras que comienzan con un signo de dólar.
No te mantienes listo para la inspección comprando un láser. Te mantienes listo para la inspección construyendo un sistema de control que pueda demostrar, bajo demanda, que tu prensa se detendrá dentro 14 mm bajo condiciones reales de producción.
Ese es el cambio que la mayoría de los talleres no capta. Tratan el AOPD como una mejora de productividad y el cumplimiento como una carpeta en un estante. Bajo ANSI B11.3, esas dos cosas son lo mismo. Si tu resguardo no es de control confiable, validado y documentado antes de la primera producción, no cumples: solo tienes suerte. Y la suerte se acaba el día que un inspector pida tu última verificación de tiempo de parada bajo tonelaje completo.
Así que la pregunta no es “¿Tengo un láser?”
Es “¿Puedo defender cada milímetro de recorrido del ariete entre la detección y la parada?”
“Control confiable” significa que una sola falla no puede resultar en la pérdida de la función de seguridad. Canales duales. Retroalimentación monitoreada. Válvulas redundantes. Detección de fallas que obliga a un estado seguro. Ese es el lenguaje de ANSI B11.3 y de la familia B11 en general.
Una barrera de luz independiente conectada a un viejo circuito de embrague no es eso. Tampoco lo es un láser conectado a una sola válvula solenoide sin monitoreo de la posición del carrete. Si la válvula se atasca y el ariete sobrepasa 14 mm, tu sensor hizo su trabajo. Tu sistema hidráulico no. Y la norma no califica por esfuerzo.
La integración significa que la señal del AOPD alimenta un sistema de control certificado para seguridad que monitorea el tiempo de parada de forma continua o a intervalos definidos. Significa que tus válvulas hidráulicas están diseñadas o renovadas para redundancia y autocomprobación. Significa que una falla impone velocidad segura o bloqueo—no “ciclar de todos modos”.”
Ahí es donde la mayoría de las actualizaciones fracasan. Los talleres añaden un sensor de primera a una arquitectura de control construida en 1992 y lo llaman moderno. Cree que está “cumpliendo”.”
Hasta que un inspector sigue el circuito de seguridad, ve que no hay monitoreo de la respuesta de la válvula y pregunta cómo garantizas la distancia de parada que justifica la operación de proximidad. Ahí es cuando la conversación se convierte en una citación con comas.
Si tu dispositivo de seguridad protege a la máquina más de forma confiable que al cuerpo del operador, ¿qué es exactamente lo que estás optimizando?
No comienzas con una cotización. Comienzas con una evaluación de riesgos.
Antes de que una orden de compra salga de tu escritorio, documentas: modelo de la máquina, tonelaje, tiempo de parada medido en caliente y en frío, alturas de herramienta, geometrías típicas de piezas, alcances de operador, y qué trabajos caen dentro de esa 14 mm ventana de elegibilidad. Si la máquina no puede detenerse de manera constante dentro de esa ventana, el estándar es directo: no está funcionando suficientemente bien como para equiparse con un AOPD de proximidad cerrada.
Eso no es una preferencia. Es una descalificación.
Ahora viene la parte no obvia: esta evaluación protege la producción tanto como la seguridad. Cuando mapeas qué trabajos requieren modos híbridos —láser más cortina, o láser más velocidad segura— evitas el pánico del viernes por la tarde en que alguien desactiva un canal porque “la pieza sigue activándolo”. Ya has definido qué 5% de los trabajos necesitan una protección alternativa y los has programado en consecuencia.
Los inspectores no esperan perfección. Esperan evidencia. Una evaluación de riesgos por escrito que haga referencia a ANSI B11.3 cláusulas, pruebas documentadas de tiempo de parada bajo carga, y modos de seguridad definidos por familia de trabajo les demuestra que estás gestionando el riesgo, no reaccionando a él.
Explícales esas matemáticas con calma.
O deja que ellos lo hagan por ti con una calculadora y un calendario de sanciones.
Los controles a dos manos entrenaron a una generación a apartarse de las mordazas y mantener los botones presionados hasta a un cuarto de pulgada del fondo. Eso no es solo un método; es memoria muscular. Cuando pasas a una operación con pedal de pie y AOPD de proximidad cerrada, estás pidiendo a los operadores que sostengan piezas cerca del acero en movimiento y confíen en el tiempo de parada.
La confianza no viene de un manual. Viene de la demostración.
Les muestras la distancia de parada medida. Les explicas qué 14 mm significa en el espacio físico —menos que el grosor de su dedo meñique. Les demuestras condiciones de falla: bloqueas el haz, observas que la máquina fuerza la velocidad segura. Simulas una falla de válvula y muestras el bloqueo. Ahora el sistema no es magia; es predecible.
Y eso es antes de considerar las micro‑vacilaciones, los errores de pulsación, la postura incómoda que ralentiza la colocación. Cuando los operadores se dan cuenta de que pueden estabilizar piezas pequeñas de forma natural, accionar con un pedal de pie y mantener la velocidad de aproximación completa porque el tiempo de parada ha sido validado, el rendimiento deja de luchar contra la seguridad.
Pero también entrenas los límites. Qué trabajos requieren velocidad segura. Cuáles requieren cambiar al modo cortina. Cuáles requieren volver al control a dos manos porque la geometría anula la detección por proximidad. El AOPD supera al control a dos manos donde ambos son viables; no los elimina de tu conjunto de herramientas.
Deja eso claro, o un operador improvisará.
Y la improvisación es lo que los inspectores llaman “intencional”.”
Aquí está la perspectiva que quiero que mantengas: el cumplimiento no es una elección de dispositivo. Es una cadena de física defendible, conectada a la fiabilidad del control, documentada antes de la producción y reforzada hasta que reprograma la memoria muscular.
Cuando construyes el sistema de esa manera, las mordazas de acero no se vuelven más lentas. Se vuelven predecibles. Y la previsibilidad es lo que te permite trabajar a toda velocidad sin apostar los dedos ni las multas.
Ahora mira tu freno más antiguo y hazte una pregunta difícil: ¿puede realmente detenerse a tiempo? 14 mm—en frío, cargado y verificado— ¿o estás diseñando una estrategia de seguridad alrededor de una máquina que nunca fue apta desde el principio?


















