

Une plieuse de 10 pieds, 120 tonnes, matrice inférieure écartée juste assez pour avaler le bout d’un doigt. L’opérateur met la tôle d’équerre, retire ses mains, tend les bras vers les deux boutons-poussoirs montés sur un piédestal. Le coulisseau descend alors qu’il se penche déjà en avant pour rattraper la pièce à la remontée.
Il est “ conforme ”.”
Alors pourquoi son contremaître remplit-il un rapport d’incident avec du sang sur le sol ?
Parcourez n’importe quel atelier construit avant 2015 et vous verrez la même configuration : deux boutons-poussoirs espacés selon ANSI B11.3 de façon à ce que les mains de l’opérateur soient hors de la zone dangereuse au démarrage du cycle. Câblage à double canal. Anti-répétition. Journal de test trimestriel signé à l’encre bleue.
Sur le papier, c’est impeccable.
Sur le terrain, observez le rythme. Positionner la pièce. Reculer la main. Appuyer. Avancer. Attraper. Repositionner. Reculer la main. Appuyer à nouveau. Chaque pliage exige une remise en position complète du corps, loin des mâchoires, avant que l’acier ne bouge.
Cette remise en position est le prix de la conformité. Et vous le payez en secondes et en chair.
Les commandes bimanuelles n’éliminent pas le danger. Elles imposent simplement une distance au moment du déclenchement. Le coulisseau reste un ensemble de dents d’acier qui se referment ; vous avez seulement appris à l’opérateur à reculer avant la morsure. La machine ne sait pas où sont ses mains une fois le cycle lancé.
Si vous pensez que la distance équivaut à la protection, vous misez déjà votre registre d’incidents sur l’espoir — et les inspecteurs ne sanctionnent pas l’espoir, ils sanctionnent les défaillances.
J’ai étudié un cas où un opérateur a appuyé sur les deux boutons, le coulisseau est descendu, et lorsque le poinçon a touché la pièce, il a instinctivement tendu la main pour stabiliser un petit rebord qui commençait à basculer.
La plieuse s’en moquait. Elle était en pleine course.
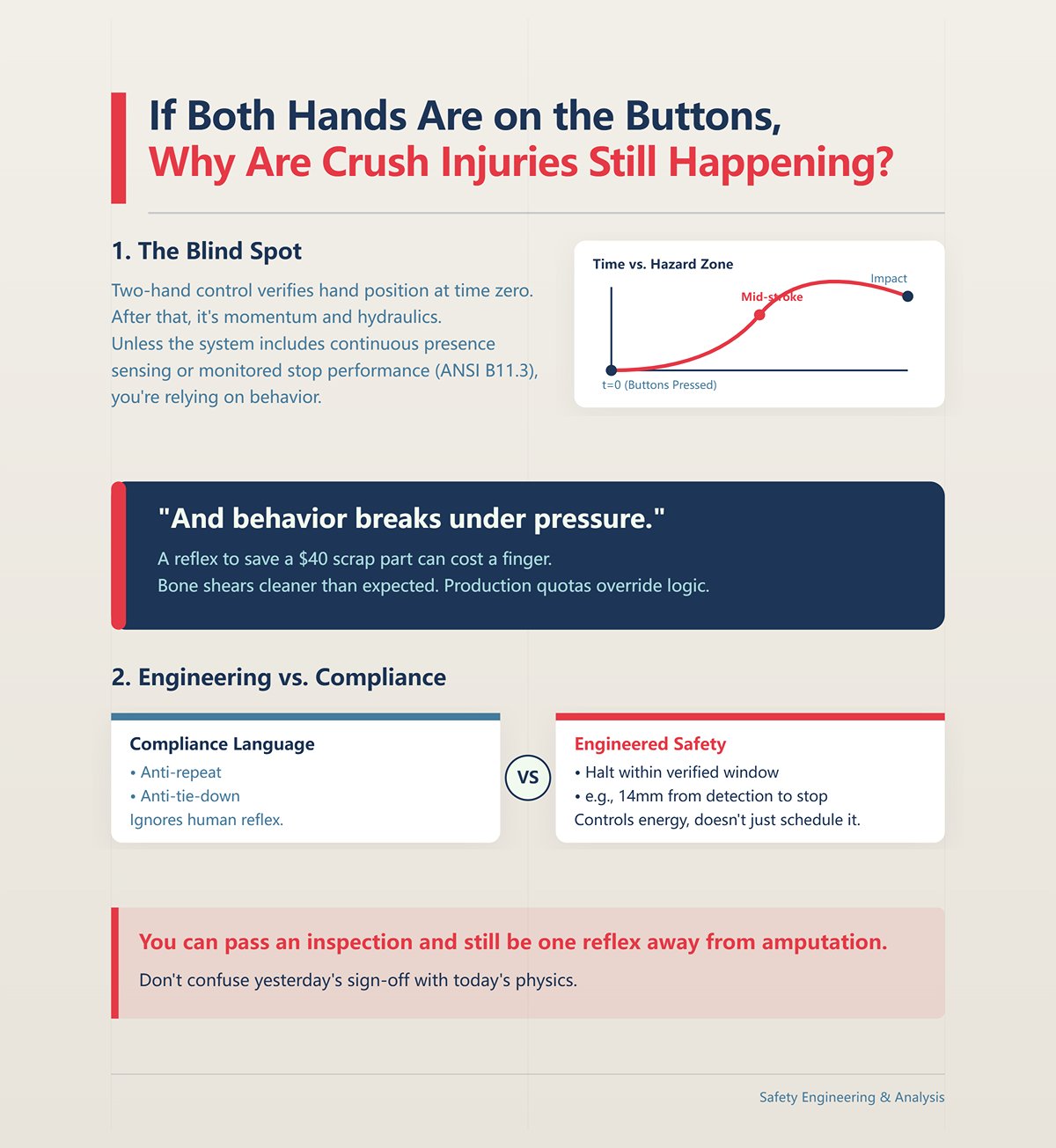
C’est l’angle mort. Le contrôle bimanuelle vérifie la position des mains à l’instant zéro. Après cela, c’est l’inertie et l’hydraulique. À moins que le système n’inclue une détection de présence continue ou un arrêt surveillé répondant aux ANSI B11.3 attentes actuelles, vous comptez sur le comportement.
Et le comportement cède sous la pression.
Il y a vingt ans, j’ai vu un homme perdre le bout de son index parce qu’il avait essayé de “ juste pousser un peu ” une pièce qui glissait pendant la descente. L’os se cisaille plus net qu’on ne l’imagine. Il avait des commandes bimanuelles. Il avait aussi un quota de production.
Le langage de conformité parle d’anti-répétition et d’anti-verrouillage. Il ne parle pas du réflexe humain qui pousse à sauver un pliage de travers valant quarante dollars de rebut. La zone dangereuse reste ouverte une fois que le coulisseau s’engage, et si vos performances d’arrêt ne sont pas conçues pour s’interrompre dans une fenêtre vérifiée — pensez 14 mm de la détection à l’arrêt — vous ne contrôlez pas l’énergie, vous la programmez.
Vous pouvez réussir une inspection et être encore à un réflexe près d’une amputation. Ne confondez pas la validation d’hier avec la physique d’aujourd’hui, sinon l’amende qui suivra comptera plus de zéros que votre prime trimestrielle.
Remplacez maintenant les boutons à paume par des dispositifs de retrait mécaniques — câbles aux poignets qui se rétractent à mesure que le coulisseau descend. J’ai vu des opérateurs les serrer assez fort pour laisser des marques rouges, car le système ne se rétracte qu’à la distance à laquelle il est réglé.

Faites ça pendant huit heures sur de la tôle épaisse.
À chaque cycle : bras tendus vers l’avant pour positionner, tension sur les câbles, épaules qui résistent à la traction pendant que le coulisseau descend, puis lutte contre la force du ressort au retour. Cela garde les mains hors de la zone de matrice, certes. Mais cela sollicite aussi la coiffe des rotateurs des milliers de fois par poste.
Vous avez échangé un risque aigu d’écrasement contre une contrainte cumulative.
Et la contrainte ne figure pas dans le registre OSHA 300 de la même façon qu’un doigt sectionné. Elle se traduit par du temps perdu, des demandes d’indemnisation pour ’surmenage“ et un plieur de 52 ans qui ne peut plus lever le bras au‑dessus de la poitrine. Le danger est passé du point de pincement à l’articulation.
Si votre dispositif de sécurité protège la machine plus sûrement que le corps de l’opérateur, qu’optimisez‑vous exactement ?
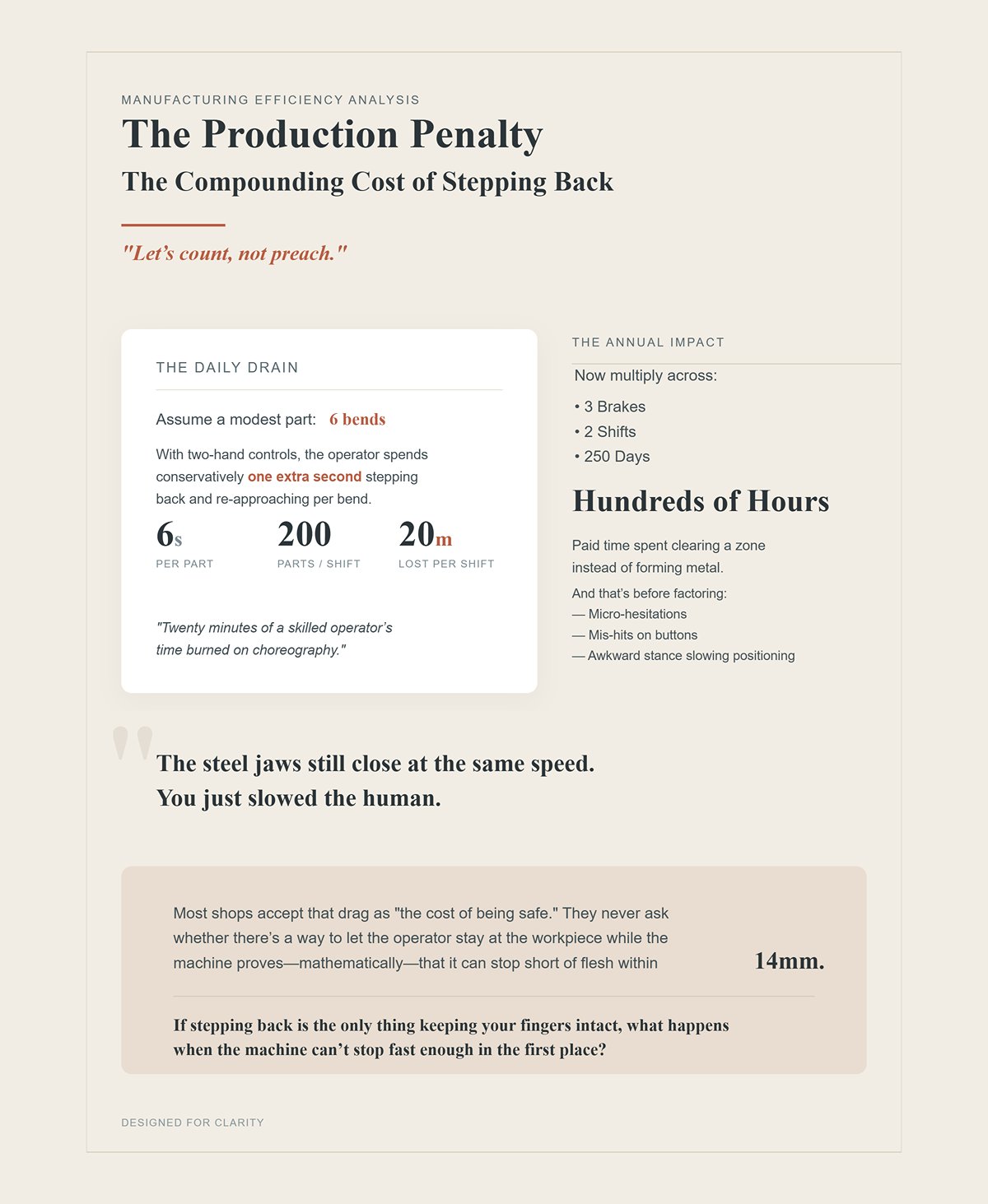
Comptons, plutôt que de prêcher.
Supposons une pièce modeste : 6 plis. Avec des commandes à deux mains, l’opérateur passe — de façon conservatrice — une seconde supplémentaire à reculer et à se rapprocher par pli. Cela fait 6 secondes par pièce. À 200 pièces par poste, cela fait 1 200 secondes. Vingt minutes.
Vingt minutes du temps d’un opérateur qualifié brûlées en chorégraphie.
Multipliez maintenant par trois presses plieuses, deux équipes, 250 jours. Vous atteignez des centaines d’heures annuelles — du temps payé à dégager une zone plutôt qu’à former du métal. Et cela avant même de prendre en compte les micro‑hésitations, les ratés sur les boutons, la posture maladroite qui ralentit le positionnement.
Les mâchoires d’acier se ferment toujours à la même vitesse. Vous avez juste ralenti l’humain.
La plupart des ateliers acceptent ce ralentissement comme “le prix de la sécurité”. Ils ne se demandent jamais s’il existe un moyen de laisser l’opérateur rester à la pièce pendant que la machine prouve — mathématiquement — qu’elle peut s’arrêter avant de toucher la chair dans un délai 14 mm.
Si reculer est la seule chose qui garde vos doigts intacts, que se passe‑t‑il lorsque la machine ne peut pas s’arrêter assez vite dès le départ ?
Vous êtes devant la presse plieuse, les mains sur un rebord de 36 pouces, les yeux sur la pointe du poinçon. Le coulisseau descend à vitesse de production — bien au‑delà de 10 mm/s. Votre instinct vous dit : si quelque chose tourne mal, le système de sécurité l’arrêtera.
Voici la question qui compte réellement : peut‑il s’arrêter dans 14 mm l’endroit où votre doigt se trouverait ?
Pas “ est‑ce qu’il y a deux boutons ”. Pas “ y a‑t‑il un laser ”. Pas “ le vendeur a‑t‑il dit que c’est conforme ”. En vertu de ANSI B11.3, tout le modèle de risque se réduit à une mesure brutale : la distance parcourue par le coulisseau entre le moment où un danger est détecté et le moment où le mouvement s’arrête complètement. Si cette distance dépasse 14 mm à la vitesse de production, vous n’avez pas de protection de proximité. Vous avez du théâtre.
Et le théâtre ne ralentit pas l’acier.
La plieuse est un ensemble de mâchoires qui se referment. Les commandes à deux mains vous éloignent des dents avant la morsure. Un AOPD — dispositif de protection optoélectronique actif — tente de chronométrer la morsure pour que les mâchoires s’arrêtent avant de toucher. Mais rien de cela ne compte si les performances d’arrêt de la machine ne peuvent physiquement respecter cette 14 mm fenêtre.
Alors, avant de demander quel dispositif de protection est le meilleur, posez une question plus difficile : quelle est votre distance d’arrêt réelle, mesurée en charge, aujourd’hui ?
L’OSHA ne se soucie pas de ce que vous avez installé. Ils se soucient de la relation entre le temps d’arrêt et la distance de sécurité selon le 29 CFR 1910 Sous‑partie O. Cette relation est arithmétique, pas une opinion.
Voici comment cela se traduit sur le terrain.
Si votre plieuse fonctionne plus vite que 10 mm/s, ANSI B11.3 ne vous permet pas de compter uniquement sur la “ vitesse sûre ”. À ces vitesses, un opérateur peut atteindre l’espace de la matrice avant que le coulisseau puisse décélérer, à moins qu’un dispositif de détection de présence ne détecte l’intrusion et que le coulisseau s’arrête dans une distance vérifiée — encore une fois, pensez à 14 mm comme seuil critique pour les systèmes AOPD de proximité.
Imaginez maintenant un rideau lumineux monté à 200 mm du point de pincement. Si votre distance d’arrêt mesurée est de 120 mm, vous êtes bon — sur le papier. Mais si un opérateur peut se tenir entre ce rideau et la matrice, sans être détecté, vous avez créé un angle mort géométrique. La norme exige explicitement une protection supplémentaire dans ce scénario. Une distance sans détection est une faille assez grande pour laisser passer une main.
Ainsi, la véritable variable n’est pas le dispositif. C’est :
Temps d’arrêt × vitesse d’approche = distance de sécurité minimale.
Si vous n’avez jamais calculé cela pour votre plieuse spécifique, avec votre condition hydraulique, à votre vitesse de production, vous devinez. Et deviner devant un agent de conformité OSHA se transforme rapidement en contraventions. Ils ne sanctionnent pas les marques de capteurs. Ils sanctionnent des performances d’arrêt non vérifiées.
| Sujet | Détails |
|---|---|
| Base réglementaire | L’OSHA évalue la conformité en fonction de la relation entre le temps d’arrêt et la distance de sécurité selon 29 CFR 1910 Sous-partie O. Cette relation est arithmétique, non basée sur une opinion. |
| Limitation de vitesse sécuritaire | Si la vitesse de freinage dépasse 10 mm/s, l’ANSI B11.3 ne permet pas de se fier uniquement à la “ vitesse sécuritaire ”. |
| Risque à des vitesses plus élevées | À des vitesses supérieures à 10 mm/s, un opérateur peut atteindre l’espace de la matrice avant que le coulisseau ne décélère, à moins qu’un dispositif de détection de présence ne détecte l’intrusion et n’arrête le coulisseau dans une distance vérifiée (par exemple, seuil de 14 mm pour les systèmes AOPD à proximité immédiate). |
| Exemple de barrière immatérielle | Une barrière immatérielle montée à 200 mm du point de pincement avec une distance d’arrêt mesurée de 120 mm semble conforme sur le papier. |
| Risque de zone aveugle géométrique | Si un opérateur peut se tenir non détecté entre la barrière et la matrice, une zone aveugle existe. Les normes exigent une protection supplémentaire dans ce cas. Une distance sans détection crée un risque grave. |
| Formule de base | Temps d’arrêt × vitesse d’approche = distance minimale de sécurité |
| Risque de non‑conformité | Si la distance d’arrêt n’a pas été calculée pour le frein spécifique, l’état hydraulique et la vitesse de production, la conformité repose sur des suppositions. L’OSHA cite les performances d’arrêt non vérifiées — pas les marques de capteurs. |
Passons au concret.
Un test de dépassement mesure la distance parcourue par le coulisseau après l’initiation d’un signal d’arrêt. Pas la vitesse à laquelle il devrait s’arrêter. La vitesse à laquelle il s’arrête réellement. Sous charge. À température. Sur cette machine.
Vous faites fonctionner le coulisseau à la vitesse d’approche normale. Vous déclenchez un arrêt — soit via le système de commande, soit via la fonction de test AOPD. Vous mesurez la distance entre le signal et l’arrêt complet. Ce chiffre est votre vérité.
J’ai vu des freins annoncés comme “ prêts pour AOPD ” qui dépassaient de 22 mm un matin froid et de 18 mm après le déjeuner lorsque l’huile s’était fluidifiée. Les deux chiffres dépassent 14 mm. Les deux chiffres disqualifient la machine d’une véritable protection en proximité rapprochée selon ANSI B11.3 les attentes.
Et voici le point crucial : les directives de l’OSHA exigent que les performances d’arrêt soient surveillées pour toute déviation à chaque cycle. Pas une fois par an. Pas “ quand la maintenance s’en occupe ”. Si votre temps d’arrêt dérive et que vous ne le détectez pas, votre distance de sécurité calculée est fictive.
La fiction coûte cher. Les inspecteurs ne discutent pas de vos intentions ; ils mesurent vos chiffres.
Alors, quand un atelier me dit : “ Nous avons installé des lasers, nous sommes couverts ”, ma première question est simple : montrez‑moi votre dernier test documenté de distance d’arrêt. S’ils ne peuvent pas, tout le récit de sécurité s’effondre en environ trente secondes.
Si vous ne pouvez pas prouver que le coulisseau s’arrête avant la chair dans un délai de 14 mm, vous n’avez pas une sécurité conçue. Vous avez de l’optimisme câblé.
Nous arrivons maintenant à la partie que personne ne veut entendre.
Les AOPD sont des dispositifs d’une honnêteté brutale. De nombreux systèmes conçus pour ANSI B11.3 n’autorisent pas le cycle du frein à pleine vitesse si le laser tombe en panne. Certains ne fonctionneront pas du tout. Ce n’est pas un défaut de conception — c’est la norme qui impose un choix : réparer la protection ou arrêter la production.
Mais c’est là que les ateliers se font piéger.
Ils fixent un AOPD moderne sur un système hydraulique vieux de 20 ans avec des valves proportionnelles usées, des tiroirs collants et une réponse de pompe marginale. Le capteur détecte une intrusion en quelques millisecondes. Le contrôle envoie instantanément une commande d’arrêt. La valve hésite. La pression se dissipe lentement. Le vérin continue sur son élan.
La détection est rapide. La décélération ne l’est pas.
Si votre circuit hydraulique ne peut pas évacuer la pression et fermer le débit assez rapidement pour respecter cette 14 mm fenêtre d’arrêt, le capteur le plus sophistiqué du monde ne pourra pas vous sauver. Il devient un témoin de l’échec.
J’ai audité des machines qui étaient mécaniquement incapables de se qualifier pour un AOPD à proximité rapprochée car leur distance d’arrêt dépassait la fenêtre autorisée. La norme est claire : des freins qui ne peuvent pas s’arrêter de manière fiable dans cette distance ne fonctionnent pas correctement pour être équipés de cette méthode de protection. Vous ne pouvez pas compenser la lenteur de l’huile avec un logiciel.
Voici donc le test de réalité.
Avant de prévoir un budget pour des lasers, avant de promettre aux opérateurs qu’ils peuvent rester à la pièce sans reculer, vous testez la machine. Vous vérifiez la distance d’arrêt. Vous évaluez le temps de réponse des valves, la décroissance de la pression hydraulique et la latence du contrôle en tant que système.
Parce que si votre vérin ne peut pas s’arrêter dans 14 mm, tout autre dispositif de sécurité au monde n’est que du théâtre — et la contravention qui suivra ne se souciera pas de l’avancée technologique de votre capteur vantée dans la brochure.
Disons que votre frein hydraulique de 1992 dépasse de 18 mm après le déjeuner et de 22 mm au démarrage à froid. Vous avez effectué le test. Vous avez les chiffres. Si proche de 14 mm que vous pouvez presque le toucher — et pourtant toujours en dehors de la fenêtre pour une véritable protection rapprochée sous ANSI B11.3.
Alors quelles sont vos options ?
Si la machine ne peut pas physiquement s’arrêter dans 14 mm, vous avez trois voies honnêtes. Un : reconstruire la réponse hydraulique — valves, joints, décroissance de pression, latence de contrôle — jusqu’à ce que le temps d’arrêt soit conforme. Deux : éloigner votre dispositif de détection de présence de la matrice pour correspondre à la distance d’arrêt réelle, ce qui augmente la distance de sécurité et oblige l’opérateur à reculer. Trois : revenir au contrôle à deux mains ou au gardiennage périmétrique et accepter la perte de production.
C’est tout. Pas de quatrième option.
Mais lorsque la machine peut répond à l’exigence d’arrêt — vérifiée, documentée, surveillée à chaque course — c’est là que le dispositif opto‑électronique actif prouve son utilité. Contrairement aux commandes bimanuelles qui obligent l’opérateur à reculer des mâchoires d’acier, un AOPD accompagne la descente du coulisseau, protégeant le point de pincement réel jusqu’à ce que le point de neutralisation soit atteint. La protection se trouve là où se trouve le danger.
Et c’est là le point de bascule.
Les commandes bimanuelles protègent le début du mouvement. L’AOPD protège le mouvement dangereux.
Si votre dispositif de sécurité protège la machine plus sûrement que le corps de l’opérateur, qu’optimisez‑vous exactement ?
Imaginez une presse plieuse de 3 mètres pliant un bac peu profond. Un rideau lumineux standard est monté à 200 mm de l’espace de la matrice pour respecter la distance de sécurité calculée en fonction du temps d’arrêt. L’opérateur charge la tôle, le coulisseau commence à descendre, et à mi‑course, le retour du rebord interrompt le faisceau.
Arrêt. Réinitialisation. Nouveau cycle.
C’est le déclenchement intempestif dont tout le monde se plaint.
Le problème ne vient pas du rideau. C’est une question de géométrie.
Les rideaux lumineux traditionnels créent un mur de détection vertical. Tout ce qui pénètre dans ce mur arrête la course. C’est parfait lorsque votre objectif est de maintenir tout le personnel en dehors de toute la zone dangereuse pendant les courses complètes — en particulier sur les grandes pièces ou les postes de travail partagés. Mais lors du pliage de boîtes ou de rebords, la pièce elle‑même devient l’intrus.
Les systèmes AOPD à laser de proximité immédiate fonctionnent différemment. Ils projettent un champ de détection étroit à seulement quelques millimètres au‑dessus de l’ouverture de la matrice et descendent avec le coulisseau jusqu’au point de neutralisation programmé. Au lieu de protéger un espace vide à 200 mm, ils protègent directement le point de pincement — et arrêtent le coulisseau si quelque chose pénètre dans cette zone avant la profondeur de neutralisation.
Pas de zone morte entre le rideau et la matrice. Pas besoin de reculer. Pas de coupure de faisceau en milieu de course due à la géométrie de la pièce.
Les systèmes modernes permettent même de passer d’un mode à l’autre — laser pour les pliages serrés de boîtes, rideau lumineux pour les outils hauts ou la protection sur toute la hauteur — via l’IHM, avec la surveillance du temps d’arrêt active dans les deux cas. Cette approche hybride met fin à l’ancien débat du « soit l’un, soit l’autre ».
Le déclenchement intempestif ne prouvait pas que les rideaux lumineux sont inutiles. Il prouvait que la protection basée sur la distance et le travail au point d’opération résolvent des problèmes différents.
Montez un rideau assez loin pour respecter votre véritable distance d’arrêt et vous perdez la proximité. Montez‑le près sans valider le temps d’arrêt et vous perdez la conformité.
Et si votre calcul de distance de sécurité ne correspond pas à vos performances d’arrêt documentées, vous venez d’offrir à un inspecteur une infraction avec votre nom dessus.
Nous arrivons maintenant à la partie que les ateliers ratent.
Lors d’un pliage en caisson, le rebord doit entrer dans le champ de détection. Si le système s’arrêtait chaque fois que le métal traversait le faisceau, vous ne finiriez jamais une pièce. Nous utilisons donc le muting — un point programmé dans la course où l’AOPD permet au matériau d’entrer car l’écart restant est inférieur à la distance de sécurité validée.
Lorsqu’il est bien réalisé, le muting est directement lié à la distance d’arrêt mesurée. Si votre dépassement vérifié est 13 mm, le point de muting est réglé de sorte que le coulisseau ne puisse pas parcourir plus que cette distance restante avant l’arrêt complet.
Lorsqu’il est fait de manière négligente, les opérateurs “ masquent ” des zones ou désactivent l’appareil par commodité.
La suppression globale donne l’impression d’être productive. Jusqu’à ce que quelqu’un mette la main pendant cette fenêtre non protégée.
Selon ANSI B11.3, le muting doit être contrôlé, documenté et lié à la performance d’arrêt de cette machine spécifique. De nombreux AOPD modernes surveillent le temps d’arrêt à chaque cycle et bloquent la machine si la déviation dépasse les limites autorisées. Ce n’est pas le système qui est difficile. C’est lui qui empêche votre calcul de muting de devenir fictif.
J’ai vu des ateliers désactiver la surveillance du temps d’arrêt parce que des verrouillages intempestifs ralentissaient la production. Ils “ faisaient encore fonctionner les lasers ”.”
Il est “ conforme ”.”
Jusqu’à ce que le rapport d’inspection compare les données d’arrêt enregistrées à la formule de distance de sécurité exigée par le 29 CFR 1910 Subpart O.
Vous ne pouvez pas neutraliser la physique. Et vous ne pouvez pas discuter arithmétique avec un responsable de conformité tenant un mètre ruban et vos propres registres de maintenance.
Parlons du rendement.
Sur une configuration à commande bimanuelle, regardez un opérateur expérimenté produire 200 petits supports. Les mains quittent la pièce. Appuyer sur les boutons. Attendre la descente. Les mains reviennent. Repositionner.
Cette micro‑séquence prend peut‑être une demi‑seconde de plus par cycle que de rester au poste de travail.
Une demi‑seconde semble triviale. Sur 200 pièces, cela représente 100 secondes. Sur 1 000 pièces, cela fait plus de huit minutes. Et ce, avant de prendre en compte les micro‑hésitations, les appuis ratés sur les boutons, la posture maladroite qui ralentit le positionnement.
Avec un AOPD à proximité rapprochée, les mains de l’opérateur ne quittent jamais la pièce sauf s’il le décide. Le coulisseau descend à vitesse normale, la protection restant active jusqu’au muting. Pas de recul. Pas d’effort pour atteindre les boutons. Juste charger, aligner, enclencher, répéter.
Les ateliers s’attendent à ce que la sécurité fasse perdre du temps. Lorsqu’ils passent de la commande bimanuelle à un AOPD correctement configuré sur une presse plieuse qui respecte les critères dans 14 mm, ils sont souvent surpris de voir des temps de cycle égaux ou plus rapides — car le mouvement de l’opérateur est plus court.
Mouvement plus court. Moins de fatigue. Moins de micro‑délais.
Mais cela ne tient que si la performance d’arrêt de la machine est réelle et stable. Si un décalage hydraulique vous oblige à installer la protection plus loin, vous revenez à sortir de la zone et à perdre cette efficacité.
Voici donc la limite stricte.
Si votre frein ne peut pas s’arrêter de manière fiable dans 14 mm, vous devez soit réparer l’hydraulique, accepter une distance de sécurité accrue avec une proximité réduite, soit conserver les commandes bimanuelles et une cadence plus lente. L’AOPD n’est pas de la magie. C’est des mathématiques appliquées à l’huile et à l’acier.
Et si vous affirmez assurer une protection à proximité sans données d’arrêt documentées à l’appui, le gain de production ne comptera plus lorsque l’amende arrivera sur votre bureau.
L’automne dernier, je me suis tenu à côté d’une presse plieuse de trois mètres pendant qu’un agent de conformité de l’OSHA feuilletait un classeur et posait trois questions : les derniers résultats d’essai du temps d’arrêt, la preuve d’une évaluation des risques conformément à ANSI B11.3, et les registres prouvant que le moniteur de temps d’arrêt n’avait pas été contourné. L’atelier avait des lasers sur le coulisseau. Le propriétaire n’arrêtait pas de dire : “ Nous sommes couverts. ”
L’inspecteur se moquait du matériel. Ce qui l’intéressait, c’étaient les chiffres.
Il voulait une surcourse documentée en millimètres à température de fonctionnement maximale, la confirmation que le système s’arrêtait dans 14 mm sous charge maximale, et la preuve que les points de muting étaient calculés à partir de ces données — pas estimés. Il a comparé la distance d’arrêt enregistrée à la profondeur de muting configurée. Puis il a demandé les journaux de maintenance pour prouver que la performance ne s’était pas dégradée.
Voilà à quoi ressemble la notion de “ prêt pour inspection ” en pratique : distance d’arrêt mesurée (à froid et à chaud), distance de sécurité calculée, logique de muting associée, surveillance automatique du temps d’arrêt activée, et évaluation des risques archivée en référence à ANSI B11.3 et à la méthodologie B11.0. Pas un autocollant. Pas une brochure commerciale. Un calcul défendable.
Et si vos documents indiquent 14 mm mais que votre dernier arrêt vérifié était de 18, l’amende arrivera avec les intérêts.
Passons maintenant à l’endroit où les mathématiques rencontrent la réalité.
Imaginez une boîte à quatre côtés, avec des rebords de 3 pouces sur chaque côté. Au troisième pli, ces rebords se dressent comme des bois. Lorsque le coulisseau descend, la pièce elle‑même entre dans le champ de détection. Avec un rideau lumineux traditionnel installé à soixante centimètres, vous devez masquer à gauche et à droite juste pour finir la pièce.
Le masquage n’est pas un mal. Le masquage à l’aveugle l’est.
Selon ANSI B11.3, la protection AOPD à proximité n’est autorisée qu’après une évaluation des risques documentée. Cette évaluation doit prendre en compte la géométrie de la pièce, la hauteur des outils, la portée de l’opérateur et la performance d’arrêt validée de la machine. Si le rebord force les mains de l’opérateur à s’approcher à ce point 14 mm arrêter la fenêtre avant la mise en sourdine, soit vous ajustez le processus, soit vous changez de mode.
Les systèmes modernes permettent de passer du laser au rideau via l’IHM, avec la surveillance du temps d’arrêt active dans les deux modes. Cette configuration hybride gère peut‑être 95 % du formage typique. Les 5 % restants — boîtes serrées, outillages hauts, reprises difficiles — exigent de la rigueur. Parfois, cela signifie le mode vitesse réduite pour une partie de la course. Parfois, cela implique de re‑séquencer les pliages afin de garder les mains à l’écart pendant la vitesse maximale.
Ce que cela ne signifie jamais, c’est désactiver le dispositif parce que “ la pièce le déclenche tout le temps ”.”
J’ai vu un jeune opérateur passer la main autour d’une zone partiellement neutralisée pour stabiliser une paroi de boîte. Le coulisseau a dépassé plus que prévu — retard hydraulique un matin froid. Il a perdu le bout de son index. Section nette. Sans drame. Juste des mâchoires d’acier se refermant de quelques millimètres de plus que ce que les documents prévoyaient.
On peut discuter des calendriers de production. On ne peut pas discuter avec la viscosité de l’huile et la gravité.
Si votre évaluation des risques ne traite pas explicitement les géométries complexes, un inspecteur le fera — et il valorisera cette omission en conséquence.
Prenez maintenant une pièce de deux pouces de large. Les bouts des doigts de l’opérateur se trouvent naturellement à moins d’un pouce de l’ouverture de la matrice lors de l’alignement. À la vitesse d’approche maximale, votre seule protection est la capacité de l’AOPD à détecter une intrusion et à commander un arrêt avant que le coulisseau ne parcoure plus de 14 mm.
Cela suppose que vos composants hydrauliques réagissent instantanément et de manière répétable.
Sur les presses plieuses plus anciennes, le temps de réponse des valves crée un écart mesurable entre le signal d’arrêt et l’arrêt mécanique. J’ai mesuré des machines conformes à chaud mais dépassant la spécification à froid de plusieurs millimètres. Cette dérive impose deux choix : augmenter la distance de sécurité — ce qui supprime la proximité — ou limiter la vitesse du coulisseau à ≤10 mm/s pour toute la course.
Dix millimètres par seconde.
À cette vitesse, vous avez effacé tout avantage de débit par rapport aux commandes bi‑manuelles. Les temps de cycle s’allongent. Les opérateurs s’impatientent. La direction commence à se demander pourquoi la presse laser “ plus rapide ” paraît lente.
Parce que la physique fixe la limite.
Les modes de vitesse réduite existent pour une raison. Utilisez la vitesse maximale pour l’approche avec AOPD actif lorsqu’elle est validée. Passez en vitesse réduite lorsque les mains doivent rester proches et que la géométrie ne permet pas une séparation fiable des zones de mise en sourdine. Programmez‑le. Documentez‑le. Formez‑vous à cela.
Si votre dispositif de sécurité protège la machine plus sûrement que le corps de l’opérateur, qu’optimisez‑vous exactement ?
Faire tourner de petites pièces à pleine vitesse sans données de freinage vérifiées, ce n’est pas seulement risquer des doigts — c’est parier sur une contravention qui précisera votre vitesse maximale de coulisseau noir sur blanc.
C’est là que la plupart des ateliers perdent à la fois la sécurité et la production : ils installent l’AOPD et l’oublient.
Les lentilles laser accumulent le brouillard d’huile. Les supports de fixation sont heurtés lors des changements d’outillage. Les faisceaux de câbles se desserrent. Le système s’allume encore. Le voyant reste vert. Mais l’alignement dérive d’un millimètre à la fois.
Les AOPD modernes avec surveillance intégrée du temps d’arrêt détecteront la déviation et imposeront soit la vitesse réduite, soit le blocage de la machine. Les opérateurs détestent cela. Les superviseurs encore plus. Alors quelqu’un désactive la surveillance “ temporairement ”.”
Il est “ conforme ”.”
Jusqu’au jour où la contamination provoque des défauts de détection intermittents et où la machine passe à ≤10 mm/s une course sur deux. La production s’effondre. Ou pire, le système ne détecte pas une main pendant une approche à grande vitesse parce que la géométrie du faisceau est sortie de la tolérance calibrée.
Inspection visuelle quotidienne. Nettoyage hebdomadaire. Vérification documentée du temps d’arrêt trimestrielle sous pleine charge. Examen annuel de l’évaluation des risques. Ce ne sont pas des corvées bureaucratiques ; ce sont elles qui maintiennent la 14 mm promesse réelle plutôt que théorique.
La façon la plus rapide de perdre à la fois protection et productivité est de supposer que le capteur vous sauvera tout en ignorant la vanne qui n’atteint pas les spécifications ou la lentille que vous n’avez pas essuyée depuis six mois.
Ignorez cette discipline, et la prochaine personne qui calculera votre distance d’arrêt portera un insigne et écrira des chiffres qui commencent par un signe dollar.
Vous ne restez pas prêt pour l’inspection en achetant un laser. Vous restez prêt pour l’inspection en construisant un système de commande capable de prouver, à la demande, que votre bélier s’arrêtera à l’intérieur 14 mm dans des conditions de production réelles.
C’est le pivot que la plupart des ateliers manquent. Ils traitent l’AOPD comme une mise à niveau de productivité et la conformité comme un classeur sur une étagère. Sous ANSI B11.3, ces deux éléments sont la même chose. Si votre protection n’est pas d’une fiabilité de commande, validée et documentée avant le premier cycle de production, vous n’êtes pas conforme — vous êtes simplement chanceux. Et la chance s’épuise le jour où un inspecteur demande votre dernière vérification du temps d’arrêt sous pleine capacité.
Ainsi, la question n’est pas “ Ai-je un laser ? ”
C’est “ Puis-je défendre chaque millimètre de course du bélier entre la détection et l’arrêt ? ”
“ Fiabilité de commande ” signifie qu’une seule défaillance ne peut entraîner la perte de la fonction de sécurité. Canaux doubles. Rétroaction surveillée. Vannes redondantes. Détection de défaut qui impose un état sûr. C’est le langage de ANSI B11.3 et de la famille B11 plus large.
Un rideau lumineux autonome câblé sur un vieux circuit d’embrayage, ce n’est pas ça. Pas plus qu’un laser relié à une seule électrovanne sans surveillance de la position du tiroir. Si la vanne se bloque et que le bélier dépasse 14 mm, votre capteur a fait son travail. Votre système hydraulique non. Et la norme n’évalue pas l’effort.
L’intégration signifie que le signal AOPD alimente un système de commande de sécurité qui surveille le temps d’arrêt en continu ou à intervalles définis. Cela signifie que vos vannes hydrauliques sont conçues ou adaptées pour la redondance et l’autocontrôle. Cela signifie qu’un défaut impose une vitesse sécurisée ou un verrouillage — pas “ cycle quand même ”.”
C’est là que la plupart des modernisations s’effondrent. Les ateliers ajoutent un capteur haut de gamme à une architecture de commande construite en 1992 et la déclarent “ moderne ”. Ils sont « conformes ».”
Jusqu’à ce qu’un inspecteur suive le circuit de sécurité, constate l’absence de surveillance de la réponse des vannes et demande comment vous garantissez la distance d’arrêt qui justifie le fonctionnement à proximité immédiate. C’est alors que la conversation se transforme en citation avec des virgules.
Si votre dispositif de sécurité protège la machine plus sûrement que le corps de l’opérateur, qu’optimisez‑vous exactement ?
Vous ne commencez pas par une citation. Vous commencez par une évaluation des risques.
Avant qu’un bon de commande ne quitte votre bureau, vous documentez : le modèle de la machine, la tonnage, le temps d’arrêt mesuré à chaud et à froid, les hauteurs d’outillage, les géométries typiques des pièces, les zones d’atteinte de l’opérateur et les travaux qui entrent dans cette 14 mm fenêtre d’éligibilité. Si la machine ne peut pas s’arrêter de manière constante à l’intérieur de cette fenêtre, la norme est claire : elle ne fonctionne pas de manière suffisamment adéquate pour être équipée d’un AOPD à proximité rapprochée.
Ce n’est pas une préférence. C’est une disqualification.
Voici maintenant la partie non évidente : cette évaluation protège la production autant que la sécurité. Lorsque vous cartographiez les travaux nécessitant des modes hybrides — laser plus rideau, ou laser plus vitesse sécurisée — vous évitez la panique du vendredi après-midi où quelqu’un désactive un canal parce que “ la pièce le déclenche sans arrêt ”. Vous avez déjà défini quels 5% de travaux nécessitent une protection alternative et les avez programmés en conséquence.
Les inspecteurs n’attendent pas la perfection. Ils attendent des preuves. Une évaluation des risques écrite faisant référence à des ANSI B11.3 clauses, des tests de temps d’arrêt documentés sous charge, et des modes de protection définis par famille de travaux leur montrent que vous gérez le risque, au lieu d’y réagir.
Expliquez‑leur ce calcul calmement.
Ou laissez‑les le faire pour vous avec une calculatrice et un barème de pénalités.
Les commandes bimanuelles ont formé une génération à se reculer des mâchoires et à maintenir les boutons jusqu’à un quart de pouce du bas. Ce n’est pas seulement une méthode ; c’est une mémoire musculaire. Quand vous passez à une commande au pied avec AOPD à proximité rapprochée, vous demandez aux opérateurs de tenir les pièces près de l’acier en mouvement et de faire confiance au moment d’arrêt.
La confiance ne vient pas d’un manuel. Elle vient de la démonstration.
Vous leur montrez la distance d’arrêt mesurée. Vous expliquez ce que cela 14 mm signifie dans l’espace physique — moins que l’épaisseur de leur petit doigt. Vous démontrez les conditions de défaut : bloquez le faisceau, observez la machine passer en vitesse sécurisée. Simulez une panne de valve et montrez le verrouillage. Le système n’est plus magique ; il est prévisible.
Et cela avant même de prendre en compte les micro‑hésitations, les erreurs de bouton, la posture maladroite qui ralentit le positionnement. Quand les opérateurs réalisent qu’ils peuvent stabiliser naturellement les petites pièces, déclencher avec une pédale et conserver une vitesse d’approche maximale parce que le temps d’arrêt a été validé, le rendement cesse de s’opposer à la sécurité.
Mais vous enseignez aussi les limites. Quels travaux nécessitent la vitesse sécurisée. Lesquels exigent le passage en mode rideau. Lesquels imposent de revenir à la commande bimanuelle parce que la géométrie empêche la détection de proximité. L’AOPD surpasse la commande bimanuelle lorsque les deux sont possibles ; il ne les efface pas de votre boîte à outils.
Précisez‑le clairement, sinon un opérateur improvisera.
Et l’improvisation, c’est ce que les inspecteurs appellent “ volontaire ”.”
Voici la perspective que je veux que vous gardiez : la conformité n’est pas un choix d’appareil. C’est une chaîne de physique défendable, intégrée à la fiabilité de la commande, documentée avant la production et renforcée jusqu’à reprogrammer la mémoire musculaire.
Lorsque vous construisez le système de cette façon, les mâchoires d’acier ne deviennent pas plus lentes. Elles deviennent prévisibles. Et la prévisibilité est ce qui vous permet de fonctionner à pleine vitesse sans risquer ni les doigts ni les amendes.
Maintenant, regardez votre plus ancien frein et posez-vous une question difficile : peut-il vraiment s’arrêter à temps ? 14 mm—à froid, chargé et vérifié—ou êtes-vous en train de concevoir une stratégie de sécurité autour d’une machine qui n’était jamais admissible au départ ?


















