

10フィートのブレーキ、120トン。下型の隙間は、指先がかろうじて入る程度に開いている。作業者はブランク材を直角に合わせ、手を引いて、台座に取り付けられた左右のパームボタンに手を伸ばす。ラムが下降し、彼はすでに前かがみになって上昇時に部品を受け取ろうとしている。.
彼は「コンプライアント(基準適合)」だ。“
ではなぜ、職長は床に血がついた状態でインシデントレポートを書いているのか?
2015年以前に建てられた工場を歩けば、同じセットアップを目にするだろう。両手のパームボタンが規定距離で配置され、 ANSI B11.3 サイクル開始時に作業者の手が作業点の外にあるようになっている。デュアルチャンネル配線。アンチ・タイダウン機能。青インクで署名された四半期ごとのテストログ。.
書類上では完璧だ。.
しかし現場ではリズムを見てみるとこうだ。部品を位置決め。後ろに手を伸ばして押す。踏み出して受け取る。再配置。再び後ろに手を伸ばして押す。鋼が動くたび、作業者は顎のような金属の間から全身をリセットして離れなければならない。.
そのリセットこそが「コンプライアンスの代償」だ。そしてあなたはそれを、秒単位と皮膚の代償で支払っている。.
両手操作は危険を取り除かない。それはただ、起動の瞬間に距離を強制するだけだ。ラムは依然として閉じる鋼の歯列であり、作業者に教え込んでいるのは「噛みつく前に一歩下がれ」ということにすぎない。サイクルが始まった後、機械は作業者の手の位置を知らない。.
距離=安全だと思うなら、すでに「インシデントログを希望に賭けている」状態だ――検査官は希望には罰金を科さない。罰金を科すのは「失敗」だ。.
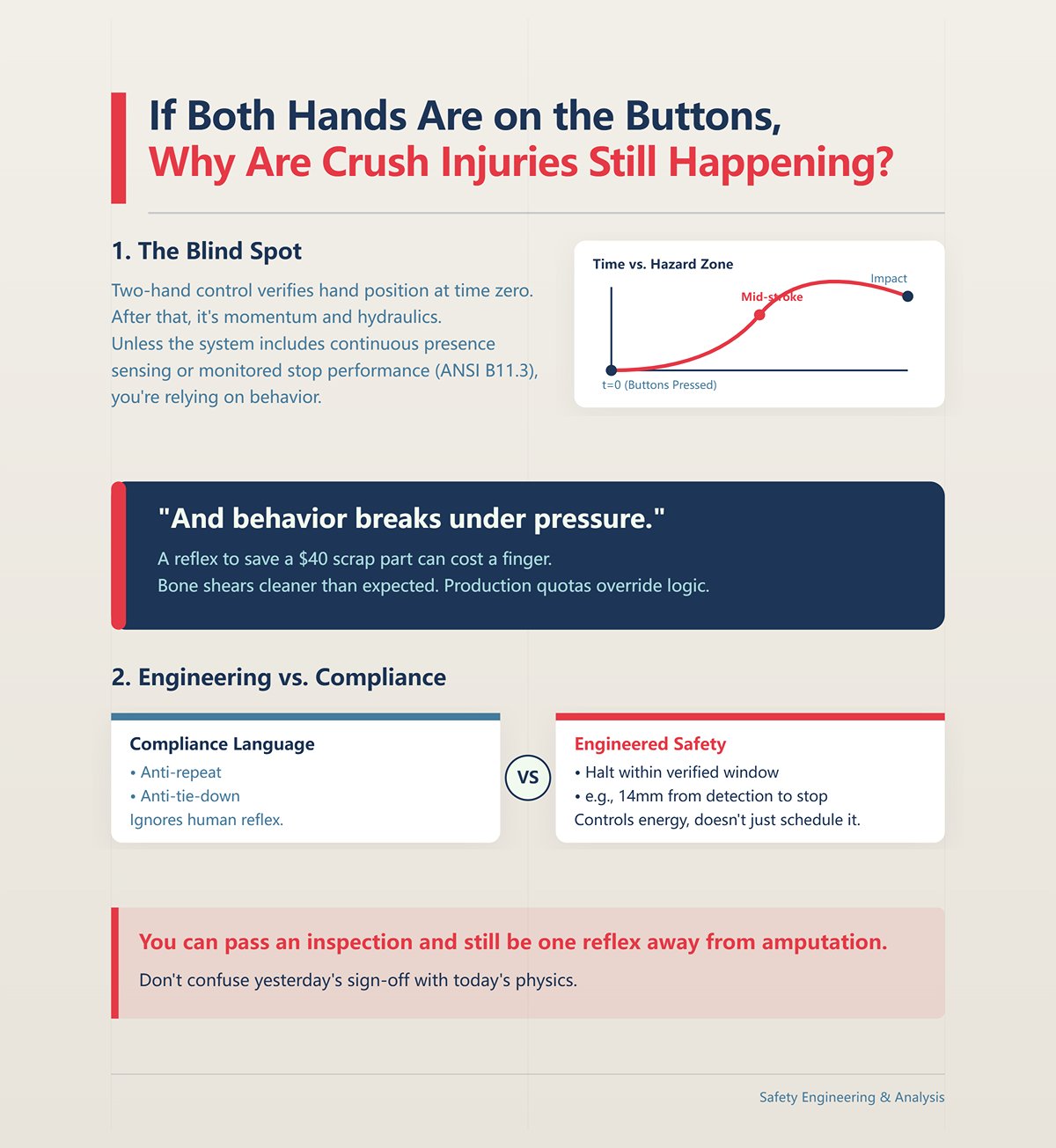
私は、作業者が両手ボタンを押し、ラムが下降し、ポンチがワークピースに接触した瞬間に、傾き始めた細いフランジを安定させようとして反射的に手を前に出した――という事例を見たことがある。.
ブレーキはお構いなしだった。行程の途中だったのだ。.
それが盲点だ。両手操作は時点ゼロでの手の位置を検証する。それ以降は慣性と油圧の世界だ。継続的な存在検知や、現在の ANSI B11.3 安全基準を満たす監視付き停止性能が組み込まれていない限り、あなたは「人の行動」に頼っていることになる。.
そしてその行動は、プレッシャーの下で必ず崩れる。.
20年前、私は男が人差し指の先を失うのを見た。下降中に滑りかけた部品を「ちょっと押さえよう」としたのだ。骨は驚くほどきれいに切断される。彼には両手ボタンがあった。だが彼には生産ノルマもあった。.
コンプライアンス文書は「反復防止」や「アンチ・タイダウン」について語るが、40ドル分のスクラップを救おうとする人間の反射については語らない。ラムが動き始めた後も危険ゾーンは開かれたままだ。そして停止性能が検証済みの範囲内――例えば 14mm 検出から停止まで――あなたが制御しているのはエネルギーではなく、スケジュールです。.
検査に合格しても、切断や切断事故まであと一瞬という可能性があります。昨日の承認を今日の物理現象と混同しないでください。そうしないと、その後の罰金は四半期ボーナスよりも多くのゼロが並ぶことになります。.
パームボタンを機械式の引き戻し機構に切り替える――ラムが下降するときに手首に取り付けられたケーブルが引き戻される仕組みです。私はこれを見たことがあります。オペレーターが赤い溝が残るほどきつく締めるのは、システムが調整された範囲までしか引き戻さないからです。.

それを厚い板で8時間運転してください。.
各サイクルごとに:位置決めのために腕を前に出し、ケーブルに張りがかかり、ラムが落ちるときに肩が引っ張りに抵抗し、その後スプリングの力に抗して戻す。確かに、手を金型スペースから外してくれます。しかし同時に、回転筋腱を一日に何千回も負荷させるのです。.
急性の圧迫リスクを蓄積的なストレインに置き換えました。.
ストレインは切断された指先ほどにはOSHA 300ログに現れません。それは休業、労災請求の「過労」といったラベル、そして胸の高さまで腕を上げられない52歳のブレーキ操作員として現れます。危険はつまみ込みポイントから関節へと移動しました。.
もし安全装置が機械を守る信頼性の方が操作員の身体を守る信頼性より高いなら、あなたはいったい何を最適化しているのでしょうか?
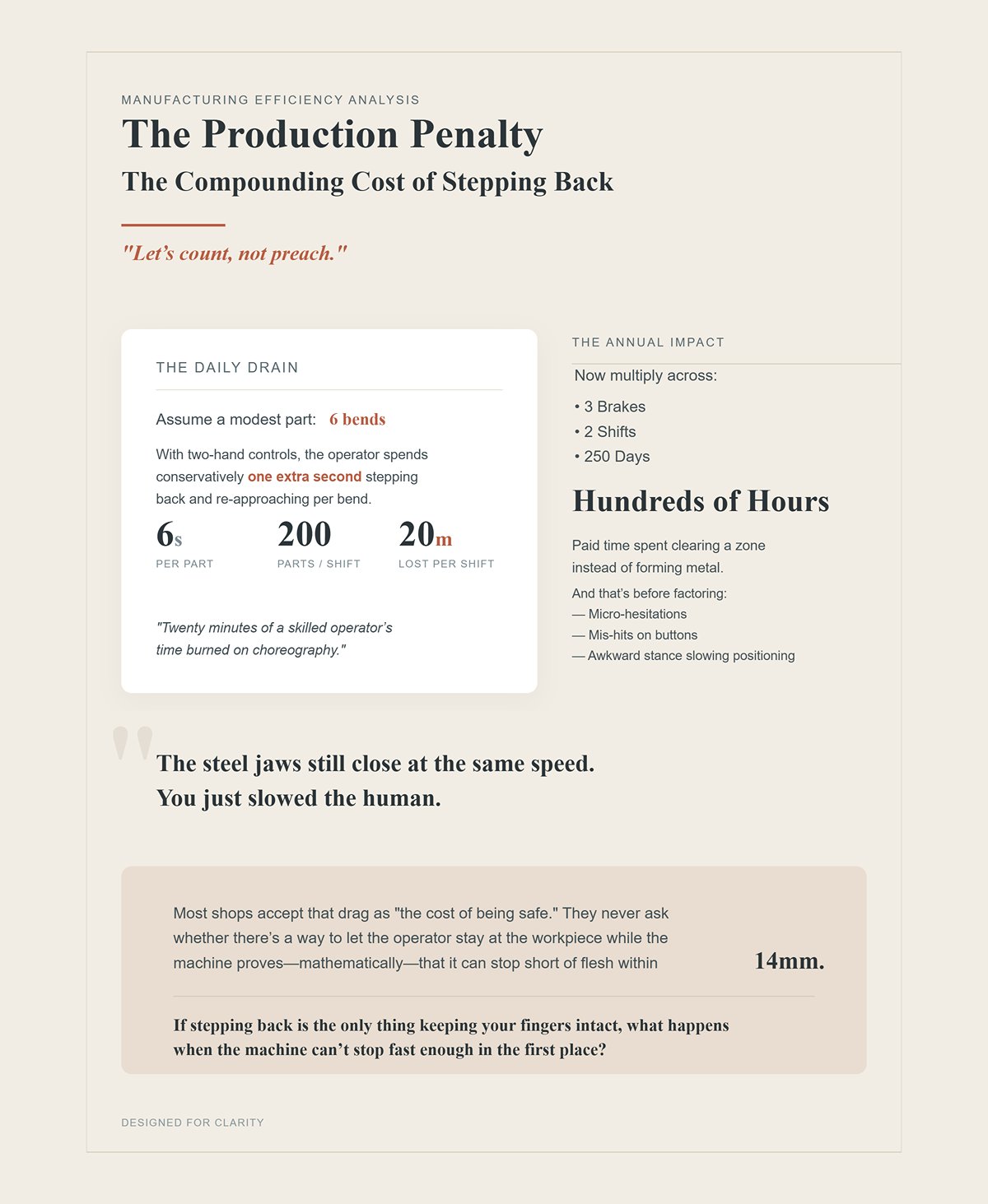
論説ではなく数を数えてみましょう。.
控えめな部品を想定します:6回の曲げ。両手操作の場合、オペレーターは下がって再び近づく動作に曲げごとに保守的に1秒余分に費やします。これは部品一つに対して6秒です。1シフトで200個の部品なら、1,200秒。20分です。.
熟練オペレーターの20分が振付に費やされています。.
これを3台のブレーキ、2シフト、250日で掛け算します。年間数百時間にもなります――金属成形ではなくゾーンをクリアするために支払われる時間です。そしてボタンを押し損ねる微細な躊躇、位置決めを遅らせる窮屈な姿勢などを考慮する前の数字です。.
鋼の顎は同じ速度で閉じ続けています。人間を遅らせただけです。.
ほとんどの工場はこの遅れを「安全であるためのコスト」として受け入れています。彼らは、オペレーターが作業物のそばにいながら、機械が数学的に肉に届く前に停止できる方法があるかどうかを問いません。 14mm.
もし後退することだけがあなたの指を守っているなら、機械がそもそも十分に速く停止できない場合どうなるのでしょうか?
あなたはブレーキの前に立ち、36インチのフランジに手を置き、パンチ先端を見ています。ラムは生産速度で降下しています―― 10mm/秒をはるかに上回っています。. あなたの本能はこう言うでしょう:「もし何かがうまくいかなくなったら、安全システムがそれを止めてくれる」と。.
本当に重要なのは次の質問です:それは停止できるのか? 14mm あなたの指があるはずの位置の範囲内で?
「2つのボタンがあるか」でもない。「レーザーがあるか」でもない。「販売員が適合していると言ったか」でもない。実際には— ANSI B11.3, リスクモデル全体がたった1つの厳しい測定値に集約されます。つまり、危険が検出されてから完全に動作が停止するまでにラムがどれだけ移動するかという距離です。その距離が 14mm 生産速度で許容値を超えるなら、近接保護があるとは言えません。それは単なる「安全演出」です。.
そして「演出」では鋼鉄は止まりません。.
プレスブレーキは閉じる顎(あご)のようなものです。両手操作装置は、かみ合う前に操作者をその「歯」から離します。AOPD(アクティブ光電式保護装置)は、顎が閉じきる前に止まるようタイミングを取ろうとします。しかし、機械の停止性能がその 14mm 瞬間的な余裕内に物理的に収まらない限り、どちらも意味をなしません。.
ですから、どの安全装置が最良かを尋ねる前に、もっと難しい質問をしてください。「実際の停止距離はどれくらいか?負荷をかけた状態で、今日、測定したことがあるか?」
OSHA(米国労働安全衛生局)が気にするのは、あなたが何を設置したかではありません。彼らが重要視するのは、29 CFR 1910 サブパートOで定義されている「停止時間と安全距離の関係」です。その関係は意見ではなく計算式です。.
現場でそれがどうなるかを見てみましょう。.
もしブレーキの動作速度が 10mm/秒をはるかに上回っています。, ANSI B11.3 の制限を超える場合、「安全速度」に頼るだけでは許されません。そのような速度では、存在検知装置が侵入を検出しラムが確認済みの距離内で停止しない限り、操作者はラムが減速する前に金型領域に手を伸ばせてしまいます。もう一度言います、 14mm これが近接AOPDシステムの臨界しきい値だと考えてください。.
次に、ピンチポイントから200mmの位置に取り付けられたライトカーテンを想像してみてください。測定された停止距離が120mmであれば、理論上は問題ありません。しかし、もし操作者がカーテンと金型の間に立つことができ、検知されない場合、それは幾何学的な死角を作り出しています。その場合、規格は追加の防護を明確に要求しています。検知のない距離は、手がすっぽり入るほどの抜け穴です。.
つまり、本当の変数は装置ではなく、次の式にあります:
停止時間 × 接近速度 = 最小安全距離。.
もしあなたが自分のプレスブレーキにおいて、実際の油圧状態・生産速度でこの計算を行ったことがないなら、それは単なる推測です。そしてOSHAの監査官の前で推測をすることは、すぐに違反切符へとつながります。彼らはセンサーのブランドには罰金を課しません。検証されていない停止性能に罰金を課します。.
| トピック | 詳細 |
|---|---|
| 規制上の根拠 | OSHAは、停止時間と安全距離の関係に基づいて遵守状況を評価します 29 CFR 1910 サブパートO. 。この関係は意見ではなく算術的なものです。. |
| 安全速度制限 | ブレーキ速度が 10 mm/s, を超える場合、ANSI B11.3は「安全速度」のみに依存することを許可していません。. |
| 高速度時のリスク | 速度が10 mm/sを超えると、存在検知装置が侵入を検知して、検証済み距離内でラムを停止させない限り、ラムが減速する前に作業者がダイス空間に到達する可能性があります(例:, 近接型AOPDシステムの14 mm閾値). |
| ライトカーテンの例 | ライトカーテンが 200 mm 挟み込みポイントから離れた位置に設置され、測定された停止距離が 120 mm の場合、書類上は適合しているように見えます。. |
| 幾何的死角リスク | 作業者がカーテンとダイスの間に検知されずに立てる場合、死角が存在します。この場合、規格は追加の保護を要求します。検知なしの距離は重大なリスクを生みます。. |
| 核心の公式 | 停止時間 × 接近速度 = 最小安全距離 |
| コンプライアンスリスク | 特定のブレーキ、油圧条件、生産速度に対して停止距離が算出されていない場合、コンプライアンスは推測に基づくものとなります。OSHA(米国労働安全衛生局)は、検証されていない停止性能を指摘します—センサーのブランドではありません。. |
具体的に見ていきましょう。.
オーバーランテストでは、停止信号が発せられてからラムがどれだけ移動するかを測定します。「どれくらい速く止まるべきか」ではなく、「どれくらい速く実際に止まるか」です。負荷がかかった状態で。温度も加味して。その機械で。.
ラムを通常の接近速度で運転します。制御システムまたはAOPDテスト機能を使って停止をトリガーします。信号から完全停止までの距離を測定します。その数値こそが真実です。.
私は「AOPD対応」と宣伝されていたブレーキが、寒い朝には22mm、昼食後に油が薄くなった状態では18mmオーバーランしたのを見たことがあります。どちらの数値も許容範囲を超えています。 14mm. どちらの数値も、厳密な近接安全防護の要件を満たさないことを意味します。 ANSI B11.3 そしてここが重要な点です。OSHAの指針では、停止性能は各ストロークごとに偏差が監視される必要があります。年に一度ではなく、「保守部門がそのうち対応する」でもありません。もし停止時間がずれていてそれに気付かないなら、あなたの算出した安全距離は幻想にすぎません。.
幻想は高くつきます。検査官はあなたの意図ではなく、数値を測定します。.
だから、工場が「レーザーを設置したから大丈夫です」と言ってきたら、私の最初の質問はこうです:「最後に記録された停止距離テストを見せてください。」もしそれができないなら、安全対策のストーリーは30秒ほどで崩壊します。.
もしラムが規定距離以内で人体より短く停止することを証明できないなら、それは設計上の安全ではありません。ただの配線付き楽観主義です。.
隠れた脆弱性:鈍い油圧バルブが高度なセンサーを無力化する理由 14mm, ここからは、誰も聞きたくない部分です。.
しかし、ここで工場が痛い目を見るのです。.
AOPDs are brutally honest devices. Many systems built to ANSI B11.3 won’t let the brake cycle at full speed if the laser fails. Some won’t run at all. That’s not a design flaw—that’s the standard forcing a choice: fix the protection or stop production.
But here’s where shops get burned.
彼らは20年前の油圧システムに、最新のAOPDを取り付ける。比例弁は摩耗し、スプールは動きが渋く、ポンプの応答もぎりぎりだ。センサーは数ミリ秒で侵入を検知する。制御装置は即座に停止コマンドを送る。弁はためらい、圧力はゆっくりと抜け、ラムは惰性で走り続ける。.
検出は速い。減速は遅い。.
もし油圧回路が十分に速く圧力を抜き、流量を閉じることができず、 14mm 停止ウィンドウに間に合わないのなら、世界で最も高度なセンサーでも救うことはできない。それは失敗の目撃者になるだけだ。.
近接AOPDの適用資格を満たせないほど停止距離の長い機械を監査したことがある。規格は明確だ。その距離内で確実に停止できないブレーキは、その保護方式に適合するだけの性能がないということだ。遅い油の動きをソフトウェアで補うことはできない。.
ここで現実を直視しよう。.
レーザーの予算を立てる前に、作業者に「後ろに下がらず作業できる」と約束する前に、その機械をテストする。停止距離を確認する。弁の応答時間、油圧の減衰、制御の遅延をシステム全体として評価する。.
なぜならラムがその距離内で止まれないなら、 14mm, 世界中のどんな安全装置も単なる見かけ倒しであり、その後にやってくる指摘は、パンフレットでどんなにセンサーが高性能に見えたかなど気にしないからだ。.
たとえば、1992年製の油圧プレスが、 昼食後には18mm、 冷間始動時には22mm、 オーバーランしたとしよう。テストを行い、数値も出ている。ほとんど 到達できそうだと感じる距離だが、それでも依然として近接保護の許容ウィンドウの外だ。 14mm では、どうするか? ANSI B11.3.
もし機械がその距離内で物理的に停止できないのなら、
選べる道は3つだ。ひとつめ:油圧応答を再構築する ― 弁、シール、圧力の減衰、制御遅延 ― を見直し、停止時間を基準内に収める。ふたつめ:実際の停止距離に合わせて存在検知装置を金型から遠ざけ、安全距離を伸ばし、作業者を後方へ下げる。みっつめ:両手操作または周囲ガードに戻し、生産性低下を受け入れる。 14mm, それだけだ。第4の選択肢はない。.
That’s it. No fourth door.
しかし機械が できる 停止要件を満たす――確認され、文書化され、1ストロークごとに監視される――そのときにこそ、アクティブ光電子デバイス(AOPD)は真価を発揮する。オペレーターに鋼鉄の顎から一歩下がることを強いる両手操作とは異なり、AOPDはラムとともに下降し、ミュートポイントに到達するまで実際のかみ合わせ位置を保護する。危険が存在する場所にこそ、防護も存在するのだ。.
そして、それが転換点である。.
両手操作は動作の始まりを守る。AOPDは危険な動作を守る。.
もし安全装置が機械を守る信頼性の方が操作員の身体を守る信頼性より高いなら、あなたはいったい何を最適化しているのでしょうか?
10フィートのブレーキで浅いパンを曲げる場面を想像してほしい。標準的なライトカーテンは、停止時間に基づく計算上の安全距離を満たすため、ダイス空間から200mm離れた位置に取り付けられている。オペレーターが素材をセットし、ラムが下降を開始し、ストロークの途中で戻りフランジが光線を遮る。.
停止。リセット。再サイクル。.
これが誰もが不満を言う誤作動停止だ。.
問題はカーテンではない。原因は幾何学にある。.
従来のライトカーテンは垂直の検出壁を作る。その壁に何かが入るとストロークが停止する。これは、 すべての作業者を フルストローク中、危険区域全体から遠ざけることが目的である場合には理想的だ――特に大型部品や共有作業スペースでは。しかしボックス曲げやフランジ加工中は、部品自体が侵入者となる。.
近接レーザーAOPDシステムはそれとは異なる動作をする。ダイ開口部のわずか数ミリ上に狭い検知フィールドを投影し、プログラムされたミュートポイントに達するまでラムとともに移動する。200mm離れた空間を守る代わりに、直接ピンチポイントを守り、ミュート深度前にそのゾーンへ何かが入ればラムを停止させる。.
カーテンとダイの間に死角はない。後ろに下がる必要もない。部品形状によるストローク途中の光線遮断もない。.
最新のシステムではモード切替も可能――ボックス曲げにはレーザー、背の高い工具や全高保護にはライトカーテン――そのいずれでも停止時間監視は有効だ。そのハイブリッド方式が古い「どちらか一方」論を終わらせる。.
誤作動停止はライトカーテンが無駄だという証拠ではなかった。それは、距離ベースの防護と作業点防護が別の問題を解決しているという証拠だった。.
実際の停止距離を満たすほど遠くにカーテンを設置すれば、近接性を失う。停止時間を確認せず近くに設置すれば、法令遵守を失う。.
そして安全距離の計算が文書化された停止性能と一致しなければ、検査官に違反切符を自ら渡すようなものだ。.
ここからが多くの工場が失敗する部分だ。.
ボックスベンドの際、フランジは検出フィールドに入る必要があります。もし金属がビームを横切るたびにシステムが停止してしまえば、部品は一向に完成しません。そこでミューティングを使用します — ストロークの中でプログラムされたポイントで、残りの隙間が検証済みの安全距離より短くなるため、AOPDが材料の侵入を許可します。.
正しく実施すると、ミューティングは測定された停止距離に直接結びつけられます。検証されたオーバーランが 13mm, の場合、ミュートポイントは、ラムが完全停止する前にその残り距離以上進まないように設定されます。.
いい加減に行うと、操作者は「ゾーンを空白化」したり、利便性のために装置を無効化したりします。.
全面的な無効化は生産性が高いように感じられます。誰かがその無防備な時間帯に手を入れるまでは。.
規格下 ANSI B11.3, では、ミューティングは制御され、文書化され、その特定の機械の停止性能に結びつけられなければなりません。多くの最新AOPDはストロークごとに停止時間を監視し、許容限界を超える偏差があれば機械をロックします。それはシステムが面倒を起こしているのではなく、あなたのミュート計算が虚構になるのを防いでいるのです。.
生産の遅れを招く迷惑なロックアウトを避けるため、停止時間監視を無効にした工場を見たことがあります。彼らは依然として「レーザーを運転している」と言っていました。“
彼は「コンプライアント(基準適合)」だ。“
検査報告が記録された停止データを29 CFR 1910 Subpart Oの必要安全距離計算式と比較する瞬間までは。.
物理をミュートすることはできません。そして、コンプライアンス担当者が巻尺とあなたの保守記録を手にしている前では、算数に反論できません。.
スループットについて話しましょう。.
両手操作設定では、経験豊富な操作者が小さなブラケットを200個製作する様子を見てください。手を部品から離す。ボタンを押す。下降を待つ。手を戻す。再配置する。.
その小さな作業の連続は、作業位置に居続ける場合よりも1サイクルあたりおよそ0.5秒長くかかります。.
0.5秒は取るに足らないように思えます。しかし200個では100秒、1,000個では8分以上になります。そして、迷いの一瞬、ボタン押しのミス、姿勢の不安定さによる位置決めの遅れはまだ加味していません。.
近接AOPDでは、操作者の手は本人が選ばない限り部品から離れません。ラムは通常速度で下降し、保護はミュートまで有効です。後ろに下がる必要も、ボタンに手を伸ばす必要もありません。単にセット、整列、サイクル、繰り返すだけです。.
工場は安全が時間をコストとして奪うと予想します。しかし、二手操作から、適切に設定されたAOPDに、基準内で対応できるブレーキに切り替えると、 14mm, 操作者の動作が短くなったことで、同等またはより速いサイクルタイムになることに驚くことが多いです。.
動作が短くなることで、疲労が減り、微小な遅れも減少します。.
しかし、これは機械の停止性能が実際に安定している場合にのみ成り立ちます。油圧遅れによって保護装置をより遠くに取り付けなければならないなら、再びゾーンの外に出ることになり、その効率は失われます。.
では、これが明確な境界線です。.
ブレーキが確実に停止できない場合 14mm, 、油圧系を修理するか、近接性を犠牲にして安全距離を増やすか、または両手操作と低速出力に留まるかのいずれかです。AOPDは魔法ではありません。それは油と鋼の上で成り立つ数学です。.
そして、裏付けとなる停止データなしで近接保護を主張しても、罰金の通知が机に届くときには、生産性の向上など意味をなさなくなります。.
昨年の秋、私は10フィートのプレスブレーキの横に立ち、OSHA(米国労働安全衛生局)の査察官がバインダーをめくりながら3つのことを尋ねるのを見ていました:最新の停止時間試験結果、該当規格に基づくリスクアセスメントの証拠、 ANSI B11.3, 、そして停止時間モニターが無効化されていなかったことを示す記録です。工場ではラムにレーザーを設置していました。所有者は「うちは対応済みだ」と繰り返していました。“
査察官はハードウェアには興味を持ちませんでした。彼が関心を持っていたのは数値でした。.
彼は、動作温度下でのオーバーラン(ミリメートル単位)の記録、システムが最悪の荷重条件下で 14mm 以内に停止したことの確認、そしてミューティングポイントが推測ではなくそのデータに基づいて計算されている証拠を求めました。彼は記録された停止距離を設定されたミュート深度と照合しました。さらに、性能が変化していないことを示す保守記録の提出を要求しました。.
これが実際に「検査準備完了」と呼ばれる状態です:測定された停止距離(冷間および温間)、計算された安全距離、関連付けられたミューティングロジック、有効になっている自動停止時間監視、そして ANSI B11.3 およびB11.0手法を参照したリスクアセスメントがファイルに記録されていること。ステッカーではなく、販売パンフレットでもありません。証明可能な算術です。.
そして、書類に 14mm と記載されているのに、最後に確認された停止距離が18だった場合、その罰金には利息がついてやって来ます。.
さて、理論(数学)が現実の世界と交わる部分について話しましょう。.
四面の箱を思い浮かべてください。各辺に3インチのフランジがあります。3回目の曲げでは、そのフランジが角のように立ち上がります。ラムが下降する際、部品自体が検知フィールドに入ります。従来型のライトカーテンを2フィート先に取り付けていると、部品を完成させるために左右のゾーンをブランキング(無効化)しなければなりません。.
ブランキング自体が悪いわけではありません。盲目的なブランキングが問題なのです。.
規格下 ANSI B11.3, 、近接AOPDは、文書化されたリスクアセスメントを実施した場合にのみ許可されます。その評価では、部品形状、工具高さ、作業者の到達範囲、および機械の検証済み停止性能を考慮する必要があります。フランジによって作業者の手がその 14mm ミュート前にウィンドウを停止する場合、プロセスを調整するかモードを切り替える必要があります。.
最新のシステムでは、HMIを通してレーザーからカーテンへ切り替えることができ、停止時間監視は両方で有効です。そのハイブリッド構成で、通常の成形作業の約95%を処理します。残りの5%—狭い箱、高い金型、厄介な再打ち—は規律を要求します。場合によってはストロークの一部で安全速度モードを使います。場合によっては手を高速作業中にクリアに保つため、曲げの順序を変更します。.
それが意味することは決して「部品が繰り返し装置を作動させるから」といって装置を無効化することではありません。“
若いオペレーターが、部分的にミュートされたゾーンの周りに手を伸ばして箱の壁を安定させようとするのを見たことがあります。ラムは予想以上に行き過ぎました—寒い朝の油圧遅れです。彼は人差し指の先を失いました。綺麗な剪断でした。ドラマはありません。単に鋼鉄の顎が書類で想定した以上に数ミリ余計に閉じただけです。.
生産スケジュールと議論することはできます。油の粘度や重力とは議論できません。.
あなたのリスク評価が複雑な形状を明確に扱っていないなら、検査官がそうし—その見落としに見合う価格を付けます。.
今、幅2インチの部品を掴んでみましょう。オペレーターの指先は位置合わせ時に自然とダイ開口から1インチ以内にあります。最大接近速度では、唯一の保護はAOPDが侵入を検知し、ラムが以下の距離以上進む前に停止命令を出す能力です 14mm.
それは油圧が瞬時かつ再現性を持って応答することを前提としています。.
古いブレーキでは、バルブの応答時間により、停止信号と機械的停止の間に測定可能なギャップが生じます。温かい状態では規格を満たしたが、冷たい状態では数ミリ規格を超える機械を記録したことがあります。そのドリフトは二つの選択を迫ります:安全距離を増やし—近接作業を犠牲にするか—ストローク全体でラムを≤10mm/sに制限するか。.
毎秒10ミリ。.
その速度では、二手操作に対するスループットの優位性を消去してしまいます。サイクルタイムは長くなります。オペレーターは焦れます。管理者は「より速い」レーザーブレーキが遅く感じる理由を尋ね始めます。.
物理が上限を決めるからです。.
安全速度モードは理由があって存在します。検証済みなら接近ではAOPDを有効にして全速を使用し、手を近くに置く必要があり形状が確実なミュート分離を許さないときは安全速度へ移行します。それをプログラムし、文書化し、訓練してください。.
もし安全装置が機械を守る信頼性の方が操作員の身体を守る信頼性より高いなら、あなたはいったい何を最適化しているのでしょうか?
停止データが検証されていない状態で小物部品を全速で運転すると、指の危険に晒すだけでなく、最大ラム速度が黒字で記される違反通知を掴むリスクを負うことになります。.
ほとんどの工場が安全と生産の両方を失うのはここです:AOPDを設置して、そのまま忘れる。.
レーザーのレンズは油煙を集めます。金型交換時に取り付けブラケットがぶつかります。配線ハーネスが緩みます。システムは依然として電源が入り、インジケータは緑のままです。しかし、合わせは1ミリずつずれていきます。.
統合された停止時間監視を備えた最新のAOPDは逸脱を検出し、安全速度を強制するか機械をロックアウトします。オペレーターはそれを嫌い、監督者はもっと嫌います。それで誰かが「一時的に」監視を無効化します。“
彼は「コンプライアント(基準適合)」だ。“
汚染が断続的な検知不良を引き起こし、機械がストロークごとに≤10mm/sへ戻る日まで。生産は低迷します。さらに悪いことに、ビームの幾何が校正許容範囲外へずれたことで、高速接近中に手を検知できなくなる恐れがあります。.
日常の目視点検。週ごとの清掃。負荷がかかっている状態での四半期ごとの停止時間確認を文書化。毎年のリスクアセスメントレビュー。それらは官僚的な雑務ではなく、あなたの 14mm 約束を理論ではなく現実のものにするためのものです。.
保護と生産性の両方を失う最も早い方法は、センサーが自分を救ってくれると思い込む一方で、規格を満たせないバルブや半年間拭いていないレンズを無視することです。.
その規律を怠れば、次にあなたの停止距離を計算する人は、バッジを着け、ドル記号から始まる数字を書き込むことになるでしょう。.
レーザーを購入することでは、常に検査に備えている状態にはなりません。検査に備えるということは、要求があれば、 14mm 実際の生産条件下でラムが規定以内に停止することを証明できる制御システムを構築することです。.
これが、多くの工場が見落とす転換点です。彼らはAOPDを生産性向上装置と考え、コンプライアンスを棚に置かれたバインダーのように扱います。しかし ANSI B11.3, では、この二つは同じことです。初回の生産開始前に、安全対策が制御信頼性を持ち、検証され、文書化されていなければ、あなたは適合しているのではなく、ただ運が良いだけです。そして運は、検査官が最大荷重下での最後の停止時間確認を要求した日に尽きます。.
だから、質問は「レーザーを持っているか?」ではありません。“
「検知から停止までのラムの移動距離をミリ単位で防御できるか?」ということです。“
“「制御信頼性」とは、単一故障が安全機能の喪失につながらないということです。二重チャンネル。監視フィードバック。冗長バルブ。安全状態を強制する故障検知。これが ANSI B11.3 およびB11ファミリー全体の言語です。.
古いクラッチ回路に単体のライトカーテンを配線したものは、その条件を満たしません。単一のソレノイドバルブにレーザーを接続し、スプール位置の監視をしていないものも同様です。バルブが固着し、ラムが 14mm, を超えて惰性で進んでも、センサーは仕事を果たしたことになります。しかし油圧はそうではありません。そして規格は努力に基づいて評価するものではありません。.
統合とは、AOPD信号が停止時間を継続監視または規定間隔で監視する安全認定制御システムに接続されることです。油圧バルブが冗長性と自己チェック機能を備えるか改造されていることを意味します。故障が安全速度またはロックアウトを強制することを意味します——「とにかくサイクルさせる」ではありません。“
そこが多くの後付け改修が崩れる場所です。工場はプレミアムセンサーを1992年に構築された制御アーキテクチャに追加し、それを現代的だと呼びます。彼は「適合している」。“
しかし、検査官が安全回路を追跡し、バルブ応答の監視がないことを確認し、近接操作を正当化する停止距離をどのように保証するのかと尋ねたとき、その会話はカンマ入りの引用に変わります。.
もし安全装置が機械を守る信頼性の方が操作員の身体を守る信頼性より高いなら、あなたはいったい何を最適化しているのでしょうか?
見積もりから始めるのではありません。危険評価から始めます。.
購買注文があなたの机を離れる前に、次の項目を記録します。機械のモデル、トン数、運転時および冷却時の停止時間の測定値、ツーリングの高さ、典型的な部品形状、作業者のリーチ範囲、そしてどの作業がその範囲内に入るか。 14mm 適格ウィンドウです。そのウィンドウ内で機械が一貫して停止できない場合、規格の結論は明確です。近接型AOPDを取り付けるのに十分な動作性能がないということです。.
それは好みではありません。それは失格です。.
ここからが見落とされがちな部分です。この評価は、安全性だけでなく生産をも守ります。どの作業がハイブリッドモード(レーザー+カーテン、またはレーザー+安全速度)を必要とするかを明確にすると、金曜の午後に「部品がセンサーを誤作動させる」と言いながらチャンネルを無効化する、といったパニックを防げます。すでにどの5%の作業が代替的な安全策を必要とするかを定義し、それに応じてプログラムしているのです。.
検査官は完璧を期待しているわけではありません。証拠を期待しています。書面によるリスクアセスメントに参照条項、負荷時の停止時間テストの記録、作業区分ごとの保護モード設定があれば、あなたが「リスクに対応している」のではなく「リスクを管理している」ことが伝わります。 ANSI B11.3 その計算過程を落ち着いて説明しましょう。.
さもなければ、彼らが電卓と罰則表を使ってあなたの代わりに行うでしょう。.
筋肉の記憶を変えるトレーニング:オペレーターがシステムを信頼するようにする.
信頼はマニュアルから生まれるのではありません。実演から生まれます。.
実測された停止距離を見せます。そしてそれが物理的にどのくらいの距離を意味するのか、つまり小指の太さより短いことを説明します。障害状態も実演します。ビームを遮断し、機械が安全速度に移行する様子を見せます。バルブ故障をシミュレーションし、ロックアウトを確認させます。こうして、システムは「魔法」ではなく「予測可能なもの」になります。.
そしてそれは、微妙なためらいやボタンの押し損じ、不安定な姿勢による作業遅延を考慮する前の段階です。作業者が、小さな部品を自然に安定させ、フットペダルでトリガーを作動し、停止時間が検証済みであるためフルスピードでアプローチできると理解したとき、生産性と安全性の対立はなくなります。 14mm ただし、境界を訓練することも忘れてはいけません。どの作業が安全速度を要するのか。どれがカーテンモードへの切り替えを要するのか。どれが形状の関係で接近検知が使えず、両手操作へ戻すべきなのか。AOPDは、両手操作が可能な状況ではそれを上回る性能を発揮しますが、両手操作を完全に置き換えるものではありません。.
その点を明確にしなければ、作業者は即興で対応してしまいます。.
そして即興対応は、検査官の言葉で言えば「故意の違反」です。.
これから持ち続けてほしい視点はこうです:コンプライアンスとは装置の選択ではなく、防御可能な物理原則の連鎖であり、それが制御の信頼性に組み込まれ、生産前に文書化され、筋肉の記憶に刻まれるまで反復されるものです。.
そのようにシステムを構築すれば、鋼の顎は遅くなるのではなく、予測可能になります。そしてこの予測可能性こそが、指や罰金を賭けることなくフルスピードで稼働できる理由なのです。“
Here’s the lens I want you to carry forward: compliance isn’t a device choice. It’s a chain of defensible physics, wired into control reliability, documented before production, and reinforced until it rewires muscle memory.
When you build the system that way, the steel jaws don’t get slower. They get predictable. And predictability is what lets you run at full speed without gambling on fingers or fines.
今、あなたの最も古いブレーキを見て、一つの難しい質問を自分に投げかけてください。本当に停止できるのか。 14mm—冷却され、荷重がかかり、検証されても—そもそも資格のない機械を基に安全戦略を設計しているのではないか?


















